BAB II
LANDASAN TEORI
2.1 Manajemen Pemeliharaan 2.1.1 Pendahuluan
Perawatan adalah sebuah operasi atau aktivitas yang dilakukan secara berkala dengan tujuan untuk menjaga kondisi, mempercepat pergantian kerusakan peralatan dengan resources/peralatan yang ada. Perawatan juga ditujukan untuk mengembalikan suatu sistem pada kondisinya agar dapat berfungsi sebagaimana mestinya, memperpanjang usia kegunaan mesin, dan menekan failure/kegagalan
Manajemen pemeliharaan dapat digunakan untuk membuat sebuah kebijakan mengenai aktivitas perawatan, dengan melibatkan aspek teknis dan pengendalian manajemen ke dalam sebuah program perawatan. Pada umumnya, semakin tingginya aktivitas perbaikan dalam sebuah sistem, kebutuhan akan manajemen dan pengendalian di perawatan menjadi semakin penting.Biaya pemeliharaan (Maintenance costs) mengambil bagian besar dari total biaya produksi, biaya pemeliharaan (maintenance) berkisar antara 15 sampai 60 persen sekecil mungkin. Mengingat perawatan salah satu faktor yang menentukan kehandalan dan umur dari suatu alat, oleh sebab itu perawatan sangat perlu dan harus diperhatikan dengan sungguh-sungguh baik dalam perencanaan maupun pelaksanaannya.
dari biaya produksi barang. Survey mengenai effektivitas manajemen pemeliharaan baru-baru ini menunjukkan bahwa 1/3 atau 33 persen dari biaya pemeliharaan terbuang-buang sia-sia sebagai hasil dari kegiatan pemeliharaan yang tidak tepat atau tidak perlu. Ketidak efektifan dalam proses pemeliharaan yang paling penting dari semua itu adalah bahwa semua kehilangan atau ketidak efektifan berpengaruh terhadap kualitas produk untuk berkompetisi secara global.
Pada zaman modern saat ini manajemen pemeliharaan mengalami perkembangan yang sangat pesat yang disebabkan oleh pekembangan teknologi di bidang asset fisik seperti mesin, gedung, dan peralatan produksi yang lain yang harus tetap di pelihara. Manajemen pemeliharaan yang efektif dan efisien akan mampu menjamin kehandalan dan ketersediaan mesin/peralatan dengan baik, yang berarti menjaga produktifitas mesin/peralatan tesebut.
Manajemen pemeliharaan modern bukan hanya memperbaiki kerusakan peralatan dengan cepat, tetapi menjaga fungsi peralatan tersebut agar berada pada performa yang tinggi dan handal agar dapat menghasilkan produk yang berkulitas dengan biaya serendah mungkin.selain itu pekerjaan maintenance yang benar harus dilakukan pada waktu yang tepat,teknisi dan suku cadang yang tepat untuk menghindari kerusakan fatal yang dapat menyebabkan kerugian produksi, kualitas dan naiknya biaya produksi.
Oleh sebab itu manajemen pemeliharaan yang efektif harus dilakukan oleh perusahaan agar dapat mengontrol dan memonitor situasi maintenance dan memberhentikan peralatan sesuai rencana, sehingga kerusakan peralatan dapat di prediksi.
2.1.2 Jenis-jenis Pemeliharaan
2.1.2.1 Pemeliharaan tidak terencana (Unscheduled Maintenance)
Metode Unscheduled Maintenance sangat sederhana dan mudah dipahami yaitu jika sebuah Mesin rusak (breakdown), lakukan perbaikan. Pabrik yang menjalankan metode ini tidak perlu mengeluarkan uang untuk keperluan pemeliharaan mesin, selama mesin tersebut tidak rusak atau gagal beroperasi.
Metode yang lebih di kenal dengan istilah Break Down Maintenance, pada dasarnya tergolong pemeliharaan reaktif, yang menunggu mesin rusak atau gagal beroperasi. Kenyataannya metode ini adalah metode yang paling mahal, karena beberapa sebab, pertama , mesin yang dibiarkan beroperasi sampai break down biasanya mengalami kegagalan yang fatal, sehingga membutuhkan biaya perbaikan yang sangat besar bahkan tidak jarang harus diganti total. kedua , mesin yang gagal beroperasi akan berakibat kepada hilangnya produksi atau pabrik gagal berproduksi, berarti kerugian besar jika dikaitkan dengan potensi ekonomi dari perusahaan, bisa berlanjut kepada kegagalan memenuhi janji kepada pelanggan, yang berakibat buruk pada jangka panjang. Hanya sedikit perusahaan yang memakai metode Break Down secara murni, umumnya pabrik-pabrik menerapakan prinsip dasar dari preventive maintenance seperti ; pelumasan, machine adjustments/penyesuaian, dll). Biaya tinggi harus dialokasikan untuk spare parts, biaya inventory, biaya lembur untuk karyawan, high machine downtime (waktu yang dibutuhkan suatu mesin tidak beroperasi untuk perbaikan), dan ketersedian waktu operasi kecil ( production availability), sebab tidak ada usaha untuk membuat langkah-langkah antisipasi terhadap kebutuhan pemeliharaan.
Perusahaan yang menerapkan Breakdown maintenance harus siap beraksi dengan kejadian apapun yang terjadi pada mesin. Manajemen reaktif harus memaksa departemen pemeliharaan untuk menyimpan sparepart dalam jumlah besar yang meliputi spareparts penting bagi mesin-mesin yang bernilai kritis di pabrik. Pilihan lain adalah menjalin hubungan dengan vendor peralatan yang harus mengirimkan spare parts secepatnya begitu dibutuhkan. Dan yang terakhir inipun membutuhkan biaya lebih mahal karena biaya ekstra pada pengiriman dan waktu yang mengharuskan mesin tidak dapat beroperasi beberapa saat, selama mesin dalam perbaikan. Untuk meminimalisasi dampak pada produksi yang dihasilkan oleh kegagalan mesin yang tak terduga, semua pekerja harus juga mampu bereaksi cepat terhadap kegagalan mesin. Hasil akhir dari manajemen Breakdown adalah tingginya biaya pemeliharaan dan rendahnya ketersediaan mesin (availability of process machinery). Analisa menunjukkan bahwa biaya yang harus dikeluarkan dari penerapan Breakdown maintenance tiga kali lebih besar dibandingkan model preventive dengan pembuatan jadwal (skedjul).
Schedulling akan mengurangi waktu untuk perbaikan dan berdampak pada berkurangnya biaya untuk pekerja (labour cost), juga mengurangi dampak negative dari pengeluaran ekstra pada pengiriman serta mengurangi kehilangan produksi.
2.1.2.2 Pemeliharaan Terencana (Scheduled Maintenance)
Pemeliharaan terencana terdiri dari pemeliharaan pencegahan (Preventive Maintenance) dan Predictive Maintenance
Preventive Maintenance
Adalah aktivitas perawatan yang dilakukan sebelum terjadinya kegagalan atau kerusakan pada sebuah sistem atau komponen, dimana sebelumnya sudah dilakukan perencanaan dengan pengawasan yang sistematik, deteksi, dan koreksi, agar sistem atau komponen tersebut dapat mempertahankan kapabilitas fungsionalnya. Pemeliharaan dengan melaksanakan pemeriksaan secara periodik sesuai jadwal dan buku petunjuk.
semua program Preventive Maintenance dikendalikan oleh waktu. Dengan kata lain semua pekerjaan pemeliharaan didasarkan pada jam operasional.
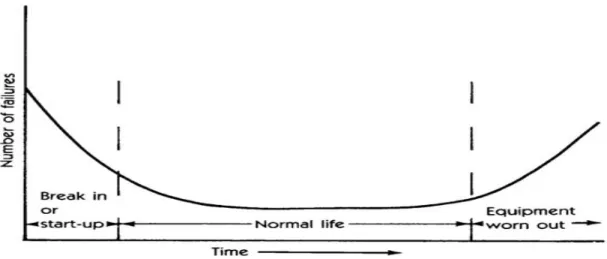
Gambar 2.1 memgilustrasikan suatu contoh dari umur mesin secara statistik..The mean-time-to-failure (MTTF) atau bathtub curve, mengindikasikan bahwa mesin yang baru akan mempunyai kemungkinan kegagalan yang besar diawal pengoperasiannya dikarenakan masalah- masalah instalasi. Setelah beberapa waktu tingkat kegagalan akan berkurang dan cenderung stabil di posisi rendah untuk suatu waktu tertentu. Setelah melalui usia normal dari mesin tersebut, tingkat kegagalan akan kembali naik secara cepat bersamaan dengan waktu. Pada manajemen Preventive Maintenance, mesin diperbaiki atau dibangun kembali didasarkan pada pengolahan statisistik dari MTTF.
Gambar 2.1 Bathtub curve
Semua program Preventive Maintenance didasarkan pada asumsi bahwa semua mesin akan terdegradasi pada suatu periode tertentu tergantung pada kelas klasifikasi mesin tersebut Hasil analisa menunjukkan bahwa biaya yang harus dikeluarkan untuk menjalankan perbaikan pada Breakdown maintenance tiga kali lipat dari biaya yang harus dikeluarkan jika perbaikan dijadwalkan sebelumnya (Preventive Maintenance).
Predictive Maintenance
Seperti juga metode yang lain, Predictive Mintenance memiliki banyak definisi. Untuk beberapa pekerja predictive Maintenance berarti mengamati dan memonitor getaran yang terjadi pada Rotating Machinery seperti motor,pompa, turbin, poros, dan lain-lain, sebagai usaha usaha untuk mendeteksi masalah-masalah serta mencegah terjadinya kegagalan fatal. Bagi yang lain bisa berarti suatu kegiatan memonitor gambar-gambar infra merah dari electrical switchgear, motor, dan peralatan kelistrikan yang lain untuk mendeteksi munculnya masalah. Secara umum Predictive maintenance adalah program monitoring terhadap kondisi aktual dari mesin, efisiensi operasinya, dan indikator-indikator lain dari kondisi operasi mesin dan system proses .
Semua proses tersebut akan menghasilkan data yang dbutuhkan untuk menjamin interval maksimum pada saat perbaikan, dan mengurangi biaya yang diakibatkan oleh kegiatan perbaikan tidak terjadwal akibat kegagalan mesin.
Lebih lanjut lagi Predictive Maintenance adalah suatu kegiatan yang akan memperbaiki produktivitas, kualitas produk, dan Overall Effectiveness dari manufaktur dan pabrik. Predictive Maintenance bukan Pemonitor getaran atau thermal imaging atau lubricating oil analysis atau NTD (Non Destructive Testing) metode yang lain yang diperkenalkan oleh produsen alat- alat teknik sebagai alat Predictive Maintenance.
Predictive Maintenance adalah sebuah falsafah atau sikap, yang secara sederhana diartikan sebagai penggunaan kondisi operasi aktual dari pabrik untuk mengoptimalisasi pengoperasian pabrik secara total. Program Predictive Maintenance yang menyeluruh mengggunakan peralatan-peralatan mahal seperti Vibration monitoring, thermography, tribology, dan lain-lain untuk memperoleh kondisi operasi aktual dari system pabrik yang paling kritis, dan berdasarkan data-data aktual tersebut menyusun suatu penjadwalan (schedule) terhadap seluruh aktifitas pemeliharaan yang didasarkan pada kebutuhan.
Termasuk dalam tujuan program ini adalah mengoptimalkan ketersediaan (availability) dari mesin-mesin proses dan secara drastis mengurangi biaya pemeliharaan. Program ini juga bertujuan untuk memeperbaiki kualitas produk, produktivitas dan keuntungan pabrik manufaktur.
Predictive Maintenance adalah program Preventive Maintenance yang dikendalikan oleh kondisi. Pembuatan penjadwalan (schedule) pada
Preventive Maintenance didasarkan pada rata-rata data statistic dari mesin (yaitu Mean-time-to failure). Sedangkan Predictive Maintenance menggunakan monitoring langsung terhadap kondisi mesin, efesiensi sistem, dan indikator lainnya untuk menentukan Mean Time To Failure aktual atau Effeciency Losses untuk setiap mesin dan system. Keputusan akhir dari Preventive atau Program Run To Failure untuk melakukan perbaikan atau pembangunan kembali didasarkan pada intuisi dan pengalaman pribadi dari manajer pemeliharaan.
Suatu program Predictive Maintenance dapat meminimalisasi breakdown yang tidak terjadwal dari seluruh peralatan mekaninal di pabrik dan menjamin perbaikan peralatan pada kondisi mekanikal yang dapat diterima. Program ini juga dapat mengindentifikasi masalah-masalah mesin sebelum menjadi lebih serius. Jika masalah diindentifikasi lebih awal, maka perbaikan besar dapat selalu dicegah.
Predictive Maintenance menggunakan analisa getaran didasarkan pada dua fakta mendasar yaitu : pertama, semua mode kegagalan memiliki ciri frekuensi getaran tertentu yang dapat diisolasi dan diindentifikasi. Kedua, Amplitudo getaran dari masing-masing komponen akan tetap konstan kecuali dinamika pengoperasian dari mesin berubah. Fakta-fakta ini, dampaknya pada permesinan, dan metode yang mengindentifikasi dan mengkuantifikasi model sebab akibat kegagalannya.
Predictive Maintenance menggunakan efisiensi proses, heat loss, atau teknik-teknik NDT dapat digunakan untuk mengkuantifikasi efisiensi pengoperasian dari peralatan mekanis atau sistem. Teknik-teknik ini
digunakan bersama-sama dengan analisa getaran digunakan oleh menejer pemeliharaan dan menejer operasi untuk mencapai realibilitas dan ketersediaan (availability) pabrik mereka.
2.1.3 Klafikasi Perawatan
Jenis-jenis perawatan dapat di klasifikasikan sebagai berikut : 2.1.3.1 Perawatan korektif
Adalah kegiatan perawatan yang dilakukan untuk mengatasi kegagalan atau kerusakan yang ditemukan selama masa waktu preventive maintenance. Pada umumnya, perawatan korektif bukanlah aktivitas perawatan yang terjadwal, karena dilakukan setelah sebuah komponen mengalami kerusakan dan bertujuan untuk mengembalikan kehandalan sebuah komponen atau sistem ke kondisi semula. Akibat yang ditimbulkan oleh perawatan korektif, mungkin saja terjadi ongkos perbaikan melonjak drastis secara tiba-tiba. Cara yang dilakukan untuk menghindarkan ongkos perawatan yang melonjak secara tiba-tiba adalah dengan cara menyediakan cadangan dan dengan cara melakukan perawatan preventif.
2.1.3.2 Perawatan preventif
Pada dasarnya bermaksud untuk mencegah terjadinya kerusakan secara tiba-tiba, dengan cara memperbaiki atau mengganti komponen yang menurun kualitasnya sebelum komponen itu rusak. Pada perawatan preventif diperlukan adanya suatu pemeriksaan berkala, sedemikian rupa hingga komponen yang berada dibawah suatu standar dapat dapat diketahui secepat mungkin.
2.1.3.3 Perawatan Predictive
Adalah sebuah tindakan pemeriksaan yang dilakukan secara teratur sebagai ukuran untuk mendeteksi suatu keadaan yang lebih memburuk.
Tindakan perawatan predictive meliputi pemeriksaan kegagalan atau kerusakan yang akan terjadi dengan mengantisipasi sebab dan akibat dari kegagalan atau kerusakan tersebut. Tindakan ini merupakan sebuah langkah awal untuk membuat sebuah pemeriksaan berkala yang di lakukan dalam perawatan preventif. Dalam hal ini diperlukan pedoman-pedoman dan metode yang berlaku untuk manganalisa kegagalan.
Disini dapat dilihat suatu cara dalam merawat dan memperbaiki perlengkapan pada fasilitas / mesin produksi yang telah rusak, adapun terjadinya kerusakan pada umumnya disebabkan oleh :
1. Pengaruh keadaan cuaca
2. Proses pemakaian secara terus menerus 3. Human error (kesalahan manusia)
4. Pengaruh debu dan kotoran lingkungan sekitar
5. Pengaruh kerusakan kecil yang dapat mengakibatkan kerusakan yang besar
Banyak hal yang dapat menghambat suatu kelancaran pekerjaan yang disebabkan kurangnya perhatian dalam perawatan /mesin produksi.
adapun tujuan perawatan adalah :
a. Mencegah terjadinya kerusakan-kerusakan kecil maupun kerusakan besar.
b. Memperpanjang umur pakai dari suatu fasilitas.
c. Mendapatkan waktu operasi maksimum dengan biaya rendah.
d. Menciptakan kondisi kerja yang aman dengan menyusun dan menjaga standart perawatan yang tepat.
e. Meningkatkan keterampilan melalui pelatihan.
2.2 Pengelasan
Las (welding) adalah suatu cara untuk menyambung logam dengan cara mencairkannya melalui pemanasan dengan atau tanpa tekanan.pengelasan yang paling sederhana telah di kenal sejak beberapa ribu tahun yang lalu.ahli sejarah memperkirakan orang mesir kuno mulai menggunakan pengelasan dengan tekanan pada tahun 5500 SM (untuk membuat pipa tembaga dengan memukul lembaran yang tepinya saling menutup) jenis pengelasan ini di sebut pengelasan tempa (forge welding) merupakan usaha manusia pertama dalam penyambungan logam.pengelasan tempa berkembang pada zaman romawi kuno, dewasa ini pengelasan tempa secara praktis telah di tinggalkan,pengelasan yang kita lihat sekarang ini sangat kompleks dan sangat berkembang.
2.2.1 Sejarah pengelasan
Asal mula pengelasan tahanan listrik (Resistance welding) dimulai sekitar tahun 1877 ketika prof. Elihu Tompson memulai pembalikan polaritas pada gulungan transformator,mesin las tumpul tahanan listrik (resistance butt weding) pertama kali diperagakan di amerika tahun 1877.Zerner pada tahun 1885 memperkenalkan proses las busur nyala
karbon (carbon arc welding) dengan menggunakan dua elektroda karbon,dan NG.Slavinoff tahun 1888 di Rusia orang pertama yang menggunakan proses las busur nyala logam dengan memakai elektroda telanjang (tanpa lapisan).
Periode antara 1903 dan 1918 merupakan periode pemakaian las pertama di gunakan untuk perbaikan ,dan perkembangan sangat pesat terjadi selama perang dunia I (1914-1918).teknik pengelasan di gunakan untuk memperbaiki kapal yang rusak,setelah tahun 1919 pemakaian las sebagai teknik konstruksi dan pabrikasi mulai berkembang dengan menggunakan elektroda paduan. Tidak bisa dipungkiri betapa pentingnya dunia pengelasan, mengingat manfaat dan kegunaannya di bidang teknologi.hingga saat ini terdapat sekitar 35 jenis pengelasan yang diciptakan oleh manusia.dari keseluruhan jenis tersebut hanya dua yang paling populer di Indonesia,yakni pengelasan dengan menggunakan Busur nyala Listrik (shilded metal arc welding/SMAW) dan Las karbit (oxy acetylene weding / OAW).Di beberapa kegiatan industri yang menggunakan teknologi canggih di Indonesia biasa digunakan pengelasan jenis T.I.G (tungsten inert gas welding),M.I.G (metal gas welding atau CO2 welding)
2.2.2 Teori Dasar
Pengelasan adalah proses penyambungan logam yang menghasilkan peleburan bahan dengan memanasinya dengan suhu yang tepat dengan atau tanpa tekanan dan dengan atau tanpa pemakaian bahan
pengisi.energi pembangkit panas dapat di bedakan menurut sumbernya:
listrik,kimiwi,optis,mekanis dan bahan semi konduktor.Panas digunakan untuk mencairkan logam dasar dan bahan pengisi agar terjadi peleburan,selain itu panas digunakan untuk menaikan dektilitas sehingga aliran plastis dapat terjadi walaupun bahan tidak mencair.selain itu panas juga digunakan untuk menghilangkan kotoran pada bahan.
Proses pengelasan yang paling umum adalah untuk pengelasan baja struktural menggunakan panas yang berasal dari energi listrik, yang paling banyak digunakan adalah busur nyala listrik. Busur nyala adalah pancaran arus listrik yang besar antara elektroda dan bahan dasar yang di alirkan melalui kolom gas ion hasil pemanasan yang biasa di sebut plasma.pada pengelasan busur nyala peleburan terjadi akibat aliran bahan yang melintasi busur dengan tanpa diberi tekanan. Untuk berhasilnya penyambungan diperlukan beberapa persyaratan yang harus dipenuhi,yakni:
1. Benda padat tersebut dapat cair oleh panas.
2. Antara benda yang akan disambung tersebut terdapat kesamaan sifat lasnya sehingga tidak melemahkan sambungan tersebut.
3. Cara penyambungan sesuai dengan sifat benda padat dan tujuan penyambungannya.
2.2.3 Jenis-jenis Pengelasan
Macam-macam las berdasarkan panas Busur Nyala Listrik Dan
2.2.3.1 Plasma Metal Inert Gas Welding
NV Philips menggabungkan gabungan antara P..A.W (Plasma Arc Welding) dan M.I.G (Metal Inert Gas) Las listrik dengan Plasma adalah pengelasan yang menggunakan gas pelindung seperti Argon, Nitrogen dan hydrogen.
Gambar 2.2 Plasma Metal Inert Gas Welding
Ref. W Kenyon. Ir.Dines ginting,Dasar dasar pengelasan
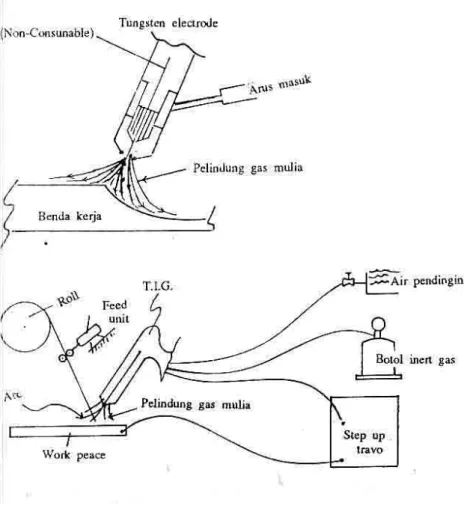
2.2.3.2 TIG (Tunsten Inert Gas).
Pengelasan menggunakan busur nyala yang dihasilkan oleh elektroda terbuat dari tungsten,untuk mencegah oksidasi di pakai gas argon sebagai pelindung,jenis las ini baik digunakan untuk menyambung metal yang tipis.
Gambar 2.3 TIG (Tunsten Inert Gas).
Ref. W Kenyon. Ir.Dines ginting, Dasar dasar pengelasan
2.2.3.3 M.I.G (Metal Inert gas welding)
Pengelasan dengan gas dan nyala yang di hasilkan berasal dari busur nyala listrik yang di pakai sebagai pencair metal yang di las dan metal penambah,gas yang di pakai sebagai pelindung oksidasi adalah gas inert / kekal Co2.
Bahan penambah dan gas pelindung berasal dari satu moncong pistol las MIG.jenis las inilah yang digunakan pada PT.Indonesia Tunggal Citra.
MIG dipilih karena dapat menghasilkan pengelasan yang sangat kuat dan bagus baik pada metal yang tebal maupun metal yang tipis.
Gambar 2.4 M.I.G (Metal Inert gas welding) Ref. W Kenyon. Ir.Dines ginting, Dasar dasar pengelasan
2.2.4 Bagian-bagian Mesin Las 2.2.4.1 Unit kontrol
Berupa alat pengukur dan penunjuk yang biasanya dipasang pada welding head untuk memudahkan pembacaan dan penyetelan,adapun meter-meternya berupa:
1. Saklar
Digunakan untuk mengoperasikan mesin las 2 Volt meter
Digunakan untuk mengetahui arus yang digunakan 3. Saklar kecepatan kawat
Digunakan untuk mengatur kecepatan kawat las
4. Saklar pilihan 4-step/2-step
Digunakan untuk menentukan pilihan 4-step/2-step 5. Potensiometer
6. Lampu petunjuk pengoperasian 7. Lampu petunjuk temperatur 8. Kontaktor
2.2.4.2 Unit penghasil panas
Unit yang terdiri dari pembangkit dan pengontrol panas,pembangkit panas kaitannya dengan kemampuan welding transformer,sedangkan pengontrol panas menyangkut parameter-parameter seperti current,control transformer,welding choke,main rectifier.
2.2.4.3 Unit penggerak elektroda dan perlengkapannya
Komponen yang terdiri dari motor penggerak kawat,unit penggerak dan central conection yang digunakan untuk menggerakan kawat elektoda.
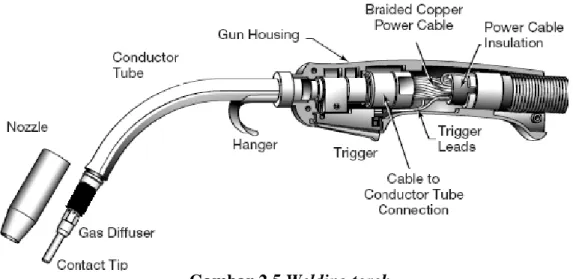
2.2.4.4 Unit pelengkap 2.2.4.4.1 Welding torch
Alat yang digunakan sebagai gun /tempat keluarnya elektroda.Torch terdiri dari torch handle,molded phelonic elektrik,shielding gas nozzle,contack tip dan nozzle output face. Pemilihan Gun atau torch untuk mengelas GMAW harus memperhatikan
1) Jenis Proses Pengelasan : semiautomatic, hard automation or robotic automation.
2) Besarnya arus yang digunakan untuk mengelas dan kapasitas dari torch.
3) Gas pelindung yang digunakan.
4) Duty cycle dari sebuah torch
5) Pertimbangan untuk udara pendingin atau air pendingin
Gambar 2.5 Welding torch
Ref. http :// en.wikipedia.org/wiki/Mig
2.2.4.4.2 Unit distribusi gas pelindung
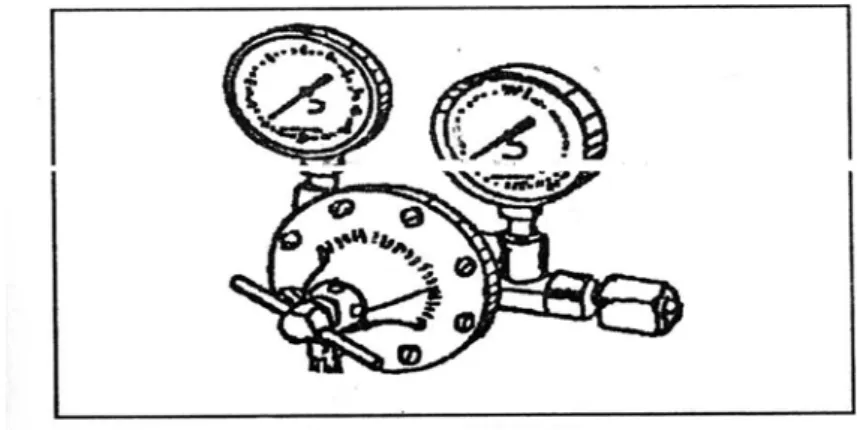
• Regulator
Berfungsi untuk mengatur tekanan gas pelindung yang akan digunakan dalam pengelasan,gas mulia yang biasa digunakan adalah Co2
Gambar 2.6 Regulator
Ref. W Kenyon. Ir.Dines ginting, Dasar dasar pengelasan
• Valve gas
Mengatur besar kecilnya gas pelindung yang akan digunakan dalam pengelasan secara otomatis berdasarkan arus yang masuk.
Gas mulia seperti, Argon dan helium atau campuran keduanya.Campuran ini dapat 50%-50% atau 75%-25%. Dengan menggunakan gaspelindung ini, dapat dilakukan pengelasan pada jenis logam seperti,aluminium dan aluminium paduan, stainless steel, nikel dan tembaga.Gas pelindung campuran 25% CO2 dan 75% Argon, dapat digunakan untuk melindungi pengelasan baja paduan dan baja kekuatan tinggi serta stainless steel.
2.3 Komponen mesin las rehm 1.Saklar utama
3.Saklar Pengatur tegangan listrik 4.Saklar pengatur kecepatan kawat
5.Saklar Pengatur 2-step /4-step 6.Potensiometer
7.Lampu peringatan pengoperasian 8.Lampu temperature
9.Pusat koneksi 10.Soket (-)
11.Tempat kawat las 12.Unit penggerak
13.Unit motor penggerak kawat 14.Coke las
15.Kontrol panel 16.Kontrol transformer 17.Sirkuit breker 18.Katup gas 19.Rumah gas 20.Sikring 21.Kabel utama 22.Saklar thermostat 23.Suppresor
24.Rektifier 25.kipas angin 26.Transformer
27.EMC pelindung panel
Gambar 2.7 Mesin Las Rehm synergic
Ref.Dept.Engieering ”Komponen mesin las rehm” PT.Indonesia Tunggal Citra
Gambar 2.8 Mesin Las Rehm synergic
Ref.Dept.Engieering ”Komponen mesin las rehm” PT.Indonesia Tunggal Citra
Gambar 2.9 Mesin Las Rehm synergic
Ref.Dept.Engieering ”Komponen mesin las rehm” PT.Indonesia Tunggal Citra