BAB II
LANDASAN TEORI
2.1. Pembangkit Listrik Tenaga Gas
Pembangkit listrik tenaga gas (PLTG) merupakan pembangkit listrik yang memanfaatkan udara sebagai fluida kerja yang telah ditekan hingga menjadi tekanan tinggi dibakar hingga dapat menggerakkan pesawat penggeraknya yaitu turbin.
Turbin gas adalah suatu penggerak mula yang memanfaatkan gas sebagai fluida kerja. Didalam turbin gas energi kinetik dikonversikan menjadi energi mekanik berupa putaran yang menggerakkan roda turbin sehingga menghasilkan daya. Bagian turbin yang berputar disebut rotor atau roda turbin dan bagian turbin yang diam disebut stator atau rumah turbin. Rotor memutar poros daya yang menggerakkan beban (generator listrik, pompa, kompresor atau yang lainnya). Turbin gas merupakan salah satu komponen dari suatu sistem turbin gas. Sistem turbin gas yang paling sederhana terdiri dari tiga komponen yaitu kompresor, ruang bakar dan turbin gas.
Turbin gas dirancang dan dibuat dengan prinsip kerja yang sederhana dimana energi panas yang dihasilkan dari proses pembaran bahan bakar diubah menjadi energi mekanis dan selanjutnya diubah menjadi energi listrik atau energi lainnya sesuai dengan kebutuhannya.
Gambar 2.1. Komponen Sistem PLTG Sederhana
2.1.1.Prinsip Kerja PLTG
Udara masuk kedalam kompresor melalui saluran masuk udara (inlet). Kompresor ini berfungsi untuk menghisap dan menaikkan tekanan udara tersebut, akibatnya temperatur udara juga meningkat. Kemudian udara yang telah dikompresi ini masuk kedalam ruang bakar. Di dalam ruang bakar disemprotkan bahan bakar sehingga bercampur dengan udaratadi dan menyebabkan proses pembakaran. Proses pembakaran tersebut berlangsung dalam keadaan tekanan konstan sehingga dapat dikatakan ruang bakar hanya untuk menaikkan temperatur. Gas hasil pembakaran tersebut dialirkan ke turbin gas melalui suatu nozel yang berfungsi untuk mengarahkan aliran tersebut ke sudu-sudu turbin. Daya yang dihasilkan oleh turbin gas tersebut digunakan untuk memutar kompresornya sendiri dan memutar beban lainnya seperti generator listrik, dll. Setelah melewati turbin ini gas tersebut akan dibuang keluar melalui saluran buang (exhaust).
Secara umum proses yang terjadi pada suatu sistim turbine gas adalah sebagai berikut:
1. Pemampatan (compression) udara di hisap dan dimampatkan
2. Pembakaran (combustion) bahan bakar dicampurkan ke dalam ruang bakar dengan udara kemudian di bakar.
3. Pemuaian (expansion) gas hasil pembakaran memuai dan mengalir ke luar melalui nozel (nozzle).
4. Pembuangan gas (exhaust) gas hasil pembakaran dikeluarkan lewat saluran pembuangan.
Pada kenyataannya, tidak ada proses yang selalu ideal, tetap terjadi kerugian-kerugian yang dapat menyebabkan turunnya daya yang dihasilkan oleh turbin gas dan berakibat pada menurunnya performansi turbin gas itu sendiri. Kerugian-kerugian tersebut dapat terjadi pada ketiga komponen sistem turbin gas. Sebab-sebab terjadinya kerugian
antara lain:
2.Adanya kerja yang berlebih waktu proses kompresi yang menyebabkan terjadinya gesekan antara bantalan turbin dengan angin.
3.Berubahnya nilai cp dari fluida kerja akibat terjadinya perubahan temperatur dan perubahan komposisi kimia dari fluida kerja.
4.Adanya mechanical loss, dsb.
Untuk memperkecil kerugian ini hal yang dapat kita lakukan antara lain dengan perawatan (maintanance) yang teratur atau dengan memodifikasi peralatan yang ada.
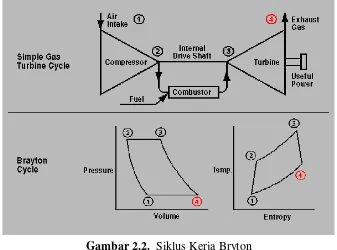
2.1.2.Siklus PLTG
Siklus yang dipakai oleh PLTG adalah siklus Brayton. Siklus ini merupakan siklus daya termodinamika ideal untuk turbin gas, sehingga saatini siklus ini yang sangat populer digunakan oleh pembuat mesin turbine atau manufacturer dalam analisa untuk up-grading performance. Siklus Brayton ini terdiri dari proses kompresi isentropik yang diakhiri dengan proses pelepasan panas pada tekanan konstan.
Pada siklus Bryton tiap-tiap keadaan proses dapat dianalisa secara berikut:
Gambar 2.2. Siklus Kerja Bryton
Proses 1 2 (kompresi isentropik)
Kerja yang dibutuhkan oleh kompresor: Wc = ma (h2 – h1)
Proses 2 3, pemasukan bahan bakar pada tekanan konstan. Jumlah kalor yang dihasilkan: Qa = (ma + mf) (h3 – h2)
Proses 3 4, ekspansi isentropik didalam turbin. Daya yang dibutuhkan turbin: WT = (ma + mf) (h3 – h4)
Proses 4 1, pembuangan panas pada tekanan konstan ke udara. Jumlah kalor yang dilepas: QR = (ma + mf) (h4 – h1).
2.1.3.Operasi PLTG
Dari segi operasi, sistem Turbin Gas tergolong unit yang masa start-nya pendek, yaitu antara 15-30 menit, dan kebanyakan dapat di-start tanpa pasokan daya dari luar (black start), yaitu menggunakan mesin diesel sebagai motor start. Dari segi pemeliharaan, unit PLTG mempunyai selang waktu pemeliharaan (time between overhaul) yang pendek, yaitu sekitar 4.000-5.000 jam operasi. Makin sering unit mengalami start-stop, makin pendek selang waktu pemeliharaannya. Walaupun jam operasi unit belum mencapai 4.000 jam, tetapi jika jumlah startnya telah mencapai 300 kali, maka Sistem Turbin Gas tersebut harus mengalami pemeriksaan (inspeksi) dan pemeliharaan.
Saat dilakukan pemeriksaan, hal-hal yang perlu mendapat perhatian khusus adalah bagian-bagian yang terkena aliran gas hasil pembakaran yang suhunya mencapai 1.3000C, seperti: ruang bakar, saluran gas panas (hot gas path),dan sudu-sudu turbin. Bagian-bagian ini umumnya mengalami kerusakan (retak) sehingga perlu diperbaiki (dilas) atau diganti.
Proses start-stop akan mempercepat proses kerusakan (keretakan) ini, karena proses start-stop menyebabkan proses pemuaian dan pengerutan yang tidak kecil. Hal ini disebabkan sewaktu unit dingin, suhunya sama dengan suhu ruangan (sekitar 300C sedangkan sewaktu operasi, akibat terkena gas hasil pernbakaran dengan suhu sekitar 1.3000C.
15-25%. Dalam perkembangan penggunaan unit PLTG di PLN, akhir-akhir ini digunakan unit turbin gas aero derivative, yaitu turbin gas pesawat terbang yang dimodifikasi menjadi turbin gas penggerak generator.
2.1.4.Bagian Utama PLTG
Adapun bagian utama Turbin Gas tersebut adalah :
1. Turbin Gas 2. Kompresor
3. Combustion Chamber 4. Generator
2.1.4.1. Turbin
Gas panas (energi panas) hasil pembakaran diarahkan untuk memutar sudu turbin. Turbin gas merubah energi panas menjadi energi kinetik. Perubahan energi terjadi ketika gas panas melewati sudu diam dan sudu gerak. Melewati sudu diam tekanan gas turun, tetapi kecepatanya naik. Pada saat mendorong sudu gerak, tekanan dan kecepatan gas turun.
Dari daya total yang dihasilkan kira-kira 60% digunakan untuk memutar kompresornya sendiri, dan sisanya digunakan untuk kerja yang dibutuhkan.
Komponen-komponen pada turbin section adalah sebagai berikut : 1. Turbin Rotor Case
2. First Stage Nozzle, yang berfungsi untuk mengarahkan gas panas ke first stage turbine wheel.
3. First Stage Turbine Wheel, berfungsi untuk mengkonversikan energi kinetik dari aliran udara yang berkecepatan tinggi menjadi energi mekanik berupa putaran rotor.
4. Second Stage Nozzle dan Diafragma, berfungsi untuk mengatur aliran gas panas ke second stage turbine wheel, sedangkan diafragma berfungsi untuk memisahkan kedua turbin wheel.
5. Second Stage Turbine, berfungsi untuk memanfaatkan energi kinetik yang masih cukup besar dari first stage turbine untuk menghasilkan kecepatan putar rotor yang lebih besar.
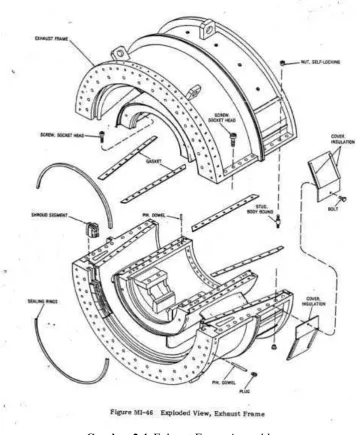
Exhaust section adalah bagian akhir turbin gas yang berfungsi sebagai saluran pembuangan gas panas sisa yang keluar dari turbin gas. Exhaust section terdiri dari beberapa bagian yaitu :
Gambar 2.4. Exhaust Frame Assembly
Sumber : http://sulthonyusuf.blogspot.com/2010/01/turbin-gas-1.html
Pada exhaust area terdapat 18 buah termokopel yaitu, 12 buah untuk temperatur kontrol dan 6 buah untuk temperatur trip.
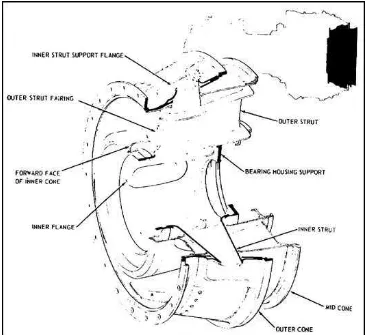
Gambar 2.5. Exhaust Diffuser Assembly Sumber : http://www.globalsecurity.org/military /le5.htm
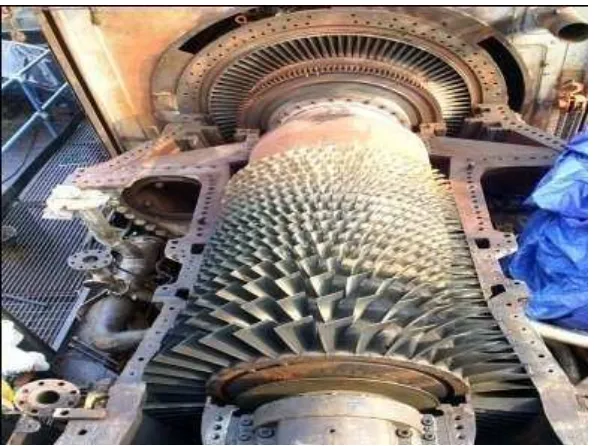
2.1.4.2. Kompresor
disini energi kinetik diubah menjadi energi potensial atau tekanan. Akibat dari meningkatnya tekanan pada tiap tingkat dan melewati ruang yang lebih sempit disisi keluar kompresor, maka suhu udara keluar kompresor naik mencapai 280 -315 C.
Adapun bentuk kompresor dapat dilihat dari gambar di bawah ini :
Gambar 2.6. Kompresor Sumber : PT. PLN (Persero) Sektor Belawan
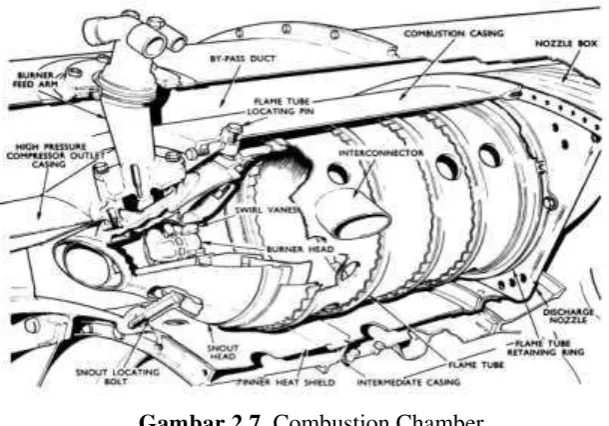
2.1.4.3. Ruang Bakar (Combustion Chamber/Chombustor)
Combustion Chamber adalah ruangan tempat terjadinya proses pembakaran. Turbin gas umumnya mempunyai combustion chamber yang terdiri dari banyak combustion basket (liner) yang dipasang melingkari compressor discharge. Volume gas panas produksi combustion chamber jumlahnya besar karena proses pembakaran nya memberikan excess udara yang tinggi hingga mencapai sekitar 350 %.
Gambar 2.7. Combustion Chamber
Sumber : http://www.enginehistory.org/GasTurbines/combustionchamber.html
2.1.4.4. Generator
Gambar 2.8. Generator
Sumber : http://www.oneneck.com/article.aspx?id=174.html 2.1.5.Komponen Bantu PLTG
2.1.5.1. Udara Dalam (Air Inlet)
Air inlet terdiri dari filter house yang berfungsi menyaring udara masuk kompresor. Kotoran tidak boleh terbawa masuk kedalam kompresor maupun turbin karena menyebabkan deposit ataupun erosi. Filter house dapat berupa filter berputar atau filter yang dapat membersihkan sendiri. Pembersihan otomatis bekerja apabila perbedaan tekanan melintas filter mencapai harga set nya. Filter house dihubungkan ke saluran udara masuk kompresor dan inlet silincer.
2.1.5.2. Sistem - sistem pada Turbin Gas
Peralatan bantu PLTG selain terdiri dari peralatan yang berbentuk komponen. Juga berupa suatu siklus atau sirkiut yang disebut sistem. Sistem tersebut diantaranya terdiri dari:
1)Sistem udara pendingin dan perapat
tersebut didinginkan dengan udara. Sudu-sudu gerak (moving blade) didinginkan dengan udara yang diambil dari kompresor (tingkat tertentu).
2)Sistem udara pengabut
Bahan bakar gas pada turbin gas umumnya diatomisasi dengan udara. Udara atomising ini diambil dari kompresor khusus atau dari kompresor utama. Pada saat start udara pengabut biasanya diambil dari kompresor khusus, dan setelah operasi normal udara pengabut diambil dari kompresor utama.
3)Sistem bahan bakar
Bahan bakar yang dipakai untuk PLTGU adalah Liquid Natural Gas (gas alam) dan HSD. Penggunaan bahan bakar gas untuk turbin gas (PLTGU) akan lebih menguntungkan dibanding dengan bahan bakar minyak (HSD) karena :
• Lebih bersih, sehingga periode pemeliharaan lebih panjang
• Titik nyala rendah, sehingga mengurangi faktor kegagalan start .
• Tidak memerlukan tangki penampungan dari pompa, sehingga akan lebih hemat dalam biaya investasi maupun biaya operasi.
Disamping ada keuntunganya, penggunaan bahan bakar gas juga mempunyai kelemahan yaitu kebocoran gas dari intalasi tidak dapat terlihat langsung, dan ini mengundang bahaya kebakaran.
4)Sistem Pelumasan
Sistem pelumasan diperlukan untuk mensupply minyak pelumas yang bersih dengan tekanan dan suhu tertentu kedalam bantalan turbin, bantalan alternator, bantalan kompresor, bantalan load gear, bantalan generator , sistem pengaman dan lain- lainnya.
2.2. Pemeliharaan (Maintenance) PLTG
Kerusakan yang timbul biasanya terjadi karena mesin mengalami keausan dan umur limit pakai akibat pengoperasian yang terus-menerus, dan juga akibat langkah pengoperasian yang salah.
Secara umum maintenance dapat dibagi dalam beberapa bagian, diantaranya adalah:
1. Preventive Maintenance
Preventive maintenance adalah suatu kegiatan perawatan yang direncanakan baik itu secara rutin maupun periodik, karena apabila perawatan dilakukan tepat pada waktunya akan mengurangi down time dari peralatan. Preventive maintenance dibagi menjadi:
a. Running Maintenance, adalah suatu kegiatan perawatan yang dilakukan hanya bertujuan untuk memperbaiki equipment yang rusak saja dalam satu unit. Unit produksi tetap melakukan kegiatan.
b. Turning Around Maintenance, adalah perawatan terhadap peralatan yang sengaja dihentikan pengoperasiannya.
2. Repair Maintenance
Repair Maintenance merupakan perawatan yang dilakukan terhadap peralatan yang tidak kritis, atau disebut juga peralatan-peralatan yang tidak mengganggu jalannya operasi.
3. Predictive Maintenance
Predictive Maintenance merupakan kegiatan monitor, menguji, dan mengukur peralatanperalatan yang beroperasi dengan menentukan perubahan yang terjadi pada bagian utama, apakah peralatan tersebut berjalan dengan normal atau tidak.
4. Corrective Maintenance
Corrective Maintenance adalah perawatan yang dilakukan dengan memperbaiki perubahan kecil yang terjadi dalam disain, serta menambahkan komponen-komponen yang sesuai dan juga menambahkan material-material yang cocok.
Kegiatan perawatan yang dilakukan setelah terjadi kerusakan atau kelainan pada peralatan sehingga tidak dapat berfungsi seperti biasanya.
6. Modification Maintenance.
Pekerjaan yang berhubungan dengan disain suatu peralatan atau unit. Modifikasi bertujuan menambah kehandalan peralatan atau menambah tingkat produksi dan kualitas pekerjaan.
7. Shut Down Maintenance
Shut Down adalah kegiatan perawatan yang dilakukan terhadap peralatan yang sengaja dihentikan pengoperasiannya. Shutdown maintenance pada turbine gas terdiri dari Boroscope Inspection, Combustion Inspection, Hot Gas Path Ispection dan Major Inspection.
2.3. PLTG GT 2.1
PLTG GT 2.1. merupakan mesin yang menjadi objek peneliti dengan beban atau energi yang dihasilkan 130 MW, menggunakan bahan bakar Gas, yaitu Liquid Natural Gas (LNG) juga bisa menggunakan dengan High Speed Diesel (HSD).
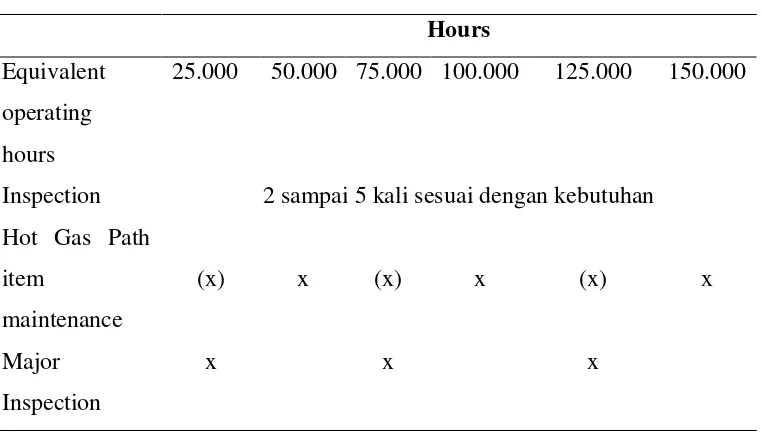
Tabel 2.4. Jadual Pemeliharaan Mesin Turbin Gas GT 2.1 Hours
Equivalent operating hours
25.000 50.000 75.000 100.000 125.000 150.000
Inspection 2 sampai 5 kali sesuai dengan kebutuhan Hot Gas Path
item
maintenance
(x) x (x) x (x) x
Major Inspection
x x x
Sumber : PT. PLN (Persero) Sektor Belawan
Dengan : x : dilakukannya pemeliharaan (x) : pemeliharaan Hot Gas Path bersamaan
Pada saat mesin telah beroperasi mencapai 8.000 jam maka akan dilakukan pemeliharaan Inspection atau biasanya disebut Minor Inspection yaitu MI 1. Pengecekan oli, pembersihan mesin, pengecekan mesin, pengencangan mur-mur telah longgar, serta pengecekan yang lain. Diusia pakai mesin 16.000 jam juga akan dilakukan Minor Inspection yaitu MI 2 begitu seterusnya. Saat mesin mencapai usia pakai 25.000 jam, msin akan diberhentikan untuk pemeliharaan Major Inspection, disini akan dilakukan pergantian mesin-mesin yang sudah tak layak pakai ataupun telah mengalami kerusakan, bersamaan dengan pemeliharaan di bagian Hot Gas Path (tempat terjadinya pembakaran). Biasanya komponen-komponen Hot Gas Path akan diganti.
2.4. Pengertian Pemeliharaan (Maintenance)
dapat terjamin, maka dibutuhkan kegiatan – kegiatan pemelihaaan dan perawatan yang meliputi:
a. Kegiatan pengecekan
b. Memberikan minyak (lubrication)
c. Perbaikan/reparasi atas kerusakan - kerusakan yang ada d. Penyesuain/penggantian spare part atau komponen
Ada dua jenis penurunan kemampuan mesin/peralatan yaitu:
1. Natural Deterioration yaitu menurunya kinerja mesin/peralatan secara alami akibat terjadi pemburukan/keausan pada fisik mesin /peralatan selama waktu pemakaian walaupun penggunaan secara benar
2. Accerated Deterioration yaitu menurunya kinerja mesin/peralatan akibat kesalahan manusia (human error) sehingga dapat mempercepat keausan mesin/peralatan karena mengakibatkan tindakan dan pelakuan yang tidak seharusnya di lakukan terhadp mesin/peralatan.
Dalam usaha mencegah dan berusaha untuk menghilangkan keausan yang timbul ketika proses produksi berjalan, dubutuhkan cara dan metode untuk mengantisipasi dengan melakukan kegiatan pemeliharaan mesin/peralatan.
Pemeliharaan (maintenance) adalah kegiatan untuk memelihara atau menjaga mesin/peralatan dan mengadakan perbaikan atau penyesuaian/penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan. Jadi dengan adanya kegiatan maintenance maka mesin/peralatan dapat di pergunakan sesuai dengan rencana dan tidak mengalami kerusakan selama dipergunakan untuk proses produksi atau sebelum jangka waktu tertentu direncanakan tercapai.
Menurut Corder et al.,dalam Dewi Mulyati yang mengatakan bahwa hasil yang diharapkan dari kerugian pemeliharaan mesin/peralatan (equipment maintenance) merupakan berdasarkan dua hal sebagai berikut :
2. Pergantian komponen (replacement maintenace) yaitu melakukan tindakan perbaikan dan penggatian komponen komponen mesin tepat waktunya sesuai dengan jadwal yang telah direncanakan sebelum kerusakan terjadi.
2.4.1.Tujuan Maintenance
Maintenance merupakan kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan, berbiaya rendah. Dengan adanya kegiatan maintenance ini, maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan tercapai.
Beberapa tujuan maintenance yang utama antara lain:
1.Kemampuan berproduksi dapat memenuhi kebutuhan dengan rencan produksi.
2.Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang di butuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3.Untuk membantu mengurangi pemakain dan penyimpangan yang di luar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.
4.Untuk mencapai tingkat biaya maintenance secara efektif dan efisien keseluruhannya.
5.Untuk menjamin keselamatan orang yang mengunakan keselamatan tersebut 6.Memaksimumkan ketersediaan semua peralatan sistem produksi
(mengurangi downtime)
7.Untuk memperpanjang umur/masa pakai dari mesin/peralatan.
2.4.2.Jenis- jenis Maintenance
1.Pemeliharaan terencana (planned maintenance )
yang telah ditentukan sebelumnya. Oleh karena itu program maintenance yang akan dilakukan harus dinamis dan memerlukan pengawasan dan pemeliharaan secara aktif bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan.
Konsep planned maintenance di tunjukan untuk dapat mengatasi masalah yang dihadapi manejer dengan pelaksanaan kegiatan maintenance.komunikasi dapat di perbaiki dengan informasi yang dapat memberi data yang lengkap untuk mengambil keputusan.Adapun data yang penting dalam kegiatan maintenance antara lain laporan permintaan pemeliharaan,laporan pemeriksaan, laporan perbaikan, dan lain-lain.
2.Pemeliharaan pencegahan (preventive maintenance)
Preventive maintenace adalah kegiatan pemeliharaan dan perawatan yang di lakukan untuk mencegah timbulnya kerusakan kerusakan yang tidak terduga dan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu di gunakan dalam proses produksi.
Dengan demikian semua fasilitas produksi yang di berikan preventive maintenance akan terjamin kelancaranya dan selalu du usahakan dalam kondisi atau kedaan yang siap di pergunakan untuk setiap operasi atau proses produksi pada setiap saat.Sehingga dapatlah di mungkinkan pembuatan suatau rencana dan jadual pemeliharaan dan perawatan yang sangat cermat dan rencana produksi yang lebih tepat.
3.Pemeliharaan perbaikan (corrective maintenance)
Corrective maintenance adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya kerusakan atau kelainan pada mesin/peralatan sehingga tidak dapat berfungsi dengan baik.
4.Pemeliharaan yang telah diprediksi (predictive maintenance)
evaluasi data operasi yang di ambil untuk melakukan predictive maintenance itu dapat berupa data getaran,temperature,vibrasi,flow rate, dan lain lainnya.
Perencanaan predictive maintenance dapat dilakukan berdasarkan data dari operator di lapangan yang di ajukan melalui work order ke departement maintenance untuk di lakukan tindakan tepat sehingga tidak akan merugikan perusahaan.
5.Pemeliharaan tak terencana (unplanned maintenance)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance (pemeliharaan darurat) adalah tindakan maintenance yang dilakukan pada mesin/peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan.
6.Pemeliharaan mandiri (autonomous maintenance)
Autonomous maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatakan produktivitas dan efesiensi mesin/peralatan melalui kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka tangani sendiri.
Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari kegiatan autonomous maintenance, yaitu:
1) Seiri (clearing up) : Pembersihan
2) Seiton (organazing) : Pengelompokan yang rapi
Menyusun dengan rapi dan mengenali benda untuk mempermudah penggunaanya. Kata seiton berasal dari bahas jepang yang artinya menyusus berbagai benda dengan cara yang menarik. Maksudnya dalam 5-S ini berarti mengatur barang-barang sehingga setiap orang dapat menemukannya dengan mudah dan cepat. Untuk mencapai langkah ini, pelat penunjuk digunakan untuk menetapkan nama tiap barang dan tempat penyimpanan. Dengan kata lain menata semua barang yang ada setelah ringkas, dengan pola teratur dan tertib.
3)Seiso (cleaning) : Membersihkan peralatan dan tempat kerja
Menjaga kondisi mesin yang siap pakai dan keadaan bersih. Selalu membersihkan, menjaga kerapian dan kebersihan. Ini adalah proses pembersihan dasar dimana disuatu daerah dalam keadaan bersih. Meskipun pembersihan besar-besaran dilakukan oleh pihak perusahaan beberapa kali dalam setahun. Aktivitas itu cendrung mengurangi kerusakan mesin yang diakubatkan oleh tumpahan minyak, abu dan sampah. Untuk itu bersihkan semua mesin, peralatan dan tempat kerja, mengilangkan noda, dan limbah serta menanggulangi sumber limbah.
4). Seikatsu (standarizing) : Penstandarisasian
Memperluar konsep kebersihan pada diri sendiri terus-menerus memperaktekkan tiga langkah sebelumnya. Membuat standarisasi pemeliharaan di tempat kerja seperti membuat standar pelumasan, standar pengeceikan ataupun inspeksi mesin, membuat standar pencapaia, dan lainb sebagainya.
5)Shitsuke (training and discipline) : Meningkatkan skil dan moral
kerja, pelatihan, pengarahan serta diklat yang umumnya diberlakukan sesuai dengan standar organisasi ataupun perusahaan.
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan membangun keahlian yang di butuhkan operator agar mereka mengetahui tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah:
1. Membersihkan dan memeriksa (clean and inspect) 2. Membuat standar pembersihan dan pelumasan
3. Menghilangakan sumber masalah dan area yang tidak terjangkau (eliminete problem and anaccesible area)
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance) 5. Melaksanakan pemeliharaan menyeluruh (conduct general inspection) 6. Pemeliharaan mandiri secara penuh (fully autonomous maintenance) 7. Pengorganisasian dan kerapian (organization and tidies)
Tugas dan Pelaksanaan kegiatan maintenance
Semua tugas tugas atau kegiatan daripada maintenance dapat di golongkan ke dalam salah satu dari lima tugas pokok yang berikut:
1.Inspeksi (Inspections)
Kegiatan inpeksi meliputi kegiatan pengecekan dan pemeriksaan secara berkala (routine scedule check) terhadap mesin/peralatan sesuai denagn rencana yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas mesin/peralatan yang baik untuk menjamin kelancaran proses produksi.
2. Kegiatan Teknik (Engineering)
pengembangab komponen atau peralatan, juga berusaha mencegah terjadinya kerusakan.
3.Kegiatan Produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya yaitu dengan memperbaiki seluruh mesin/peralatan produksi, hal yang direkam saat operasi hingga dapat dilakukannya perawatan.
4.Kegiatan Adminitrasi
Kegiatan adminitrasi merupakan kegiatan yang berhubungan dengan pencatatan pencatatan mengenai biaya-biaya yang terjadi dalam melakukan kegiatan pemeliharaan, penyusunan planning dan sceduling, yaitu rencana kapan kegiatan suatu mesin/peralatan tersebut harus di periksa, diservice dan di perbaiki.
5.Pemeliharaan bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang dilakukan tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.4.3.Total Productive Maintenance 2.4.4.Pendahuluan
Agar perusahaan tetap mampu bersaing dalam kompetisi global yang semakin menantang dan innovatif, maka diperlukan strategi penerapan yang terbaik dalam mengelola sumber daya yang terdapat di dalam organisasi perusahaan tersebut dilakukan secara tepat, efisien serta efektif. Just In Time (JIT) dan Total Quality Management (TQM) adalah dua strategi yang banyak digunakan oleh dunia industri dan beberapa waktu belakangan ini lahirlah Total Productive Maintenance (TPM) sebagai sebuah strategi yang diyakini mampu menjadi sarana pemeliharaan berkualitas yang strategis dan modern yang merupakan hasil pengembangan dari JIT dan TQM itu sendiri.
menjadi productive maintenance. Kedua metode pemeliharaan ini umumnya di singkat dengan PM dan pertama kali di terapkan di industri-industri manufaktur di Amerika Serikat dan pusat segala kegiatannya di tempatkan satu departemen yang di sebut maintenance departement.
Preventive maintenance mulai di kenal pada tahun 1950-an, yang kemudian berkembang seiring dengan perkembangan teknologi yang ada dan kemudian berkembang pada tahun 1960-an muncul yang disebut productive maintenance. Total productive maintenance (TPM) mulai berkembang pada tahun1970-an pada perusahaan di negara jepang yang merupakan pengembangan konsep maintenance yang di terapkan pada perusahaan industri manufaktur Amerika Serikat yang disebut preventive maintenance. Seperti dapat dilihat pada masa periode perkembangan PM di jepang di mana pada priode tahun1950-an
juga bisa di kategorikan sebagai priode “breakdown maintenance”. Peralatan yang telah rusak harus mengalami pergantian, jadi banyak menghabiskan waktu sehingga dikeluarkan banyak pemikiran untuk mengubah prinsip ini menjadi prinsip pemeliharaan pencegahan (Preventive maintenance) serta dikembangkan menjadi prinsip total productive maintenance.
Mempertahankan kondisi mesin/peralatan yang mendukung pelaksanaan proses produksi merupakan komponen yang penting dalam pelaksanaan pemeliharaan unit produksi. Tujuan pemeliharaan produktif (productive maintenance) adalah untuk mencapai yang disebut dengan profitable PM.
2.4.5.Pengertian Total Productive Maintenance
TPM sesuai dengan nama kepanjangannya yang terdiri atas tiga buah suku kata, yaitu :
(1) Total
Productive merupakan upaya yang dilakukan supaya mesin maupun peralatan tetap beroperasi secara produktif serta meminimaliskan atau menghilangkan kerugian-kerugian yang terjadi diproduksi saat pemeliharaan dilakukan.
(3) Maintenance
Berarti memelihara serta menjaga mesin dan peralatan secara mandiri yang dilakuakan oleh operator produksi agar kondisi mesin atau peralatan tersebut dalam keadaan prima dan terpelihara dengan menjaga kebersihan mesin, melakukan pemeriksaan pelumasan dan hal-hal yang berkaitan dengan pemeliharaan.
Total productive maintenance merupakan ide Nakajima (1988) yang
menekankan pada pendayagunaan dan keterlibatan sumber daya manusia dan sistem Preventive Maintenance untuk memaksimalkan efektifitas peralatan dengan melibatkan semua departemen dan fungsional organisasi.
TPM adalah hubungan kerja sama yang erat antara perawatan dan organisasi produksi secara menyeluruh bertujuan untuk meningkatkan kualitas produksi,mengurangi waste,mengurangi biaya produksi, meningkatakan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur. Secara menyeluruh defenisi dari total productive maintenance mencakup lima elemen yaitu sebagai berikut:
1. TPM bertujuan untuk menciptakan suatau sistem preventive maintenance (PM) untuk memperpanjang umur pengunaan mesin/peralatan.
2. TPM bertujuan untuk memaksimalkan efektivitas mesin/peralatan secara keseluruhan (overall equipment effectiveness).
3. TPM dapat diterapkan pada berbagai departemen (seperti engineering,bangian produksi, bagian maintenance).
4. TPM melibatkan semua orang mulai dari tingkat managemen tertinggi hingga para karyawan/operator lantai produksi.
Kemudian Ljungberg (1998) menambahkan bahwa OEE juga merupakan cara efektif menganalisis efisiensi sebuah mesin tunggal atau sebuah sistem permesinan terintegrasi .Bagaimanapun suatu perusahaan menginginkan peralatan produksinya dapat beroperasi 100% tanpa ada downtime, pada kinerja 100% tanpa ada speed losses, dengan output 100% tanpa ada reject. Dalam kenyataannya, hal ini sangat sulit tapi bukan tidak mungkin hal ini dapat dicapai. Menghitung OEE merupakan salah satu komitmen untuk mengurangi kerugian-kerugian dalam peralatan produksi maupun proses melalui aktivitas TPM dan hal ini merupakan tujuan utamanya.
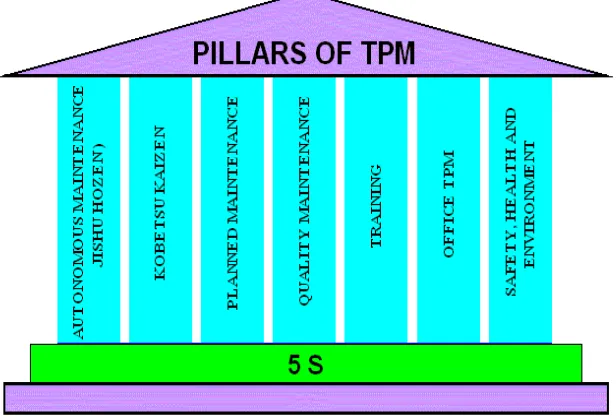
Menurut Nehete, S., et al, TPM terangkum di dalam delapan pillar yang dapat dilihat pada gambar dibawah ini :
Gambar 2.9. Pillar-pilar TPM Sumber : http://www.euskalit.net/gestion/?p=855
Dengan pengertian :
SEITON (Organize), SEISO (Shine the workplace), SEIKETSU (Standardization), SHITSUKE (Self descipline).
2. Autonomous Maintenance : pilar ini diarahkan untuk mengembangkan operator supaya dapat mengurus tugas pemeliharaan-pemeliharaan kecil, sehingga tidak selalu tergantung kepada para maintenance terampil sehingga waktu tidak terbuang banyak dan hal ini menjadi nilai tambah kegiatan dan perbaikan teknis. Operator bertanggung jawab untuk memeliharaan peralatan mereka dengan tujuan mencegah peralatan memburuk.
3. KOBETSU KAIZEN (Continuous Improvement) : “Kai” berarti mengubah,
and :”Zen” adalah baik (untuk mendapatkan lebih baik). Pada dasarnya
kaizen adalah penambahan-penambahan kecil yang mengarah perbaikan, yang dilakukan secara terus menerus dan melibatkan seluruh staf dan karyawan perusahaan. Kaizen bertolak belakang dengan inovasi-inovasi besar. Kaizen tidak memerlukan banyak investasi. Dibelakang prinsipnya
yang adalah “ Banyak melakukan penambahan kecil yang bergerak secara
efektif dalam sebuah lingkungan perusahaan daripada perubahan yang besar dalam kuantitas sedikit.pilar ini bertujuan mengurangi kerugian yang mempengaruhi efisiensi pada lahan kerja. Jika diterapkan secara detail serta melalui prosedur dapat menghilangkan kerugian metode sistematis saat menggunakan peralatan Kaizen. Aktivitas ini tidak hanya dibatasi pada area produksi, hal ini juga baik jika diterapkan pada bagian administrasi.
4. Planned Maintenance : tujuannya untuk membebaskan mesin dan peralatan produksi dari produk cacat yang dihasilkan dengan tujuan memuaskan para konsumen. Pemeliharaan ini dibagi menjadi 4 grup :
a. Preventive Maintenance b. Breakdown Maintenance c. Corrective Maintenance d. Maintenance Prevention
Meningkatkan pengertian mengenai bagian-bagian mesin yang mempengaruhi kualitas produk dan mulai konsen menghilangkan kualitas yang buruk, dan menyingkirkan keraguan mengenai qualitas serta menyingkirkan potensi keraguan tersebut.
6. Education & Training : tujuannya meningkatkan kemampuan-kemampuan para pekerja yang bermoral tinggi dan yang menyukai pekerjaannya juga membentuk kebutuhan seluruh fungsitalitas dengan efektifdan independen. Pendidikan diberikan kepada operator untuk menambah kemampuannya. 7. Office TPM : Office TPM harus dimulai setelah mengaktifkan empat pillar
TPM lainnya seperti Autonomous Maintenance (AM), Countinous Improvement (CI), Planned Maintenance (PM), dan Quality Maintenance (QM). Office TPM harus dijalankan untuk meningkatkan produktivitas, efisiensi fungsi administrasi, dan mengidentifikasi serta menghilangkan kerugian. Termasuk proses analisis dan prosedur-prosedur yang secara otomatis meningkatkan kantor. Office TPM menggambarkan dua belas kerugian besar, diantaranya :
a. Kerugian pada bagian prosedur, akuntan, pemasaran, penjualan-penjualan.
b. Kerugian komunikasi.
c. Kerugian saat mesin mengalami perhentian mendadak. d. Kerugian saat penyetelan mesin.
e. Kerugian akurasi mesin f.Peralatan rusan
g. Sambungan komunikasi rusak. h. Membuang waktu.
i.Ketidak ketersediaan. j.Konsumen yang mengeluh. k. Beban darurat.
l.Kerugian start up
akibat proses dan prosedur. Pillar ini akan saling membutuhan antar yang satu dengan yang lain secara teratur. Kesatuan dari pillar-pilar ini merupakan gabungan representif para pekerja yang sama baik dari sebuah perusahaan. Kesatuan ini dikepalai oleh wakil presiden direktur senior (secara teknis). Seluruh yang terpenting.
2.4.6.Tujuan Total Productive Maintenance
Tujuan dari total productive maintenance baik secara langsung, maupun tidak langsung yaitu:
1. Mencapai OPE (Overall Plant Efficiency) paling minimum 80 % 2. Mencapai nilai OEE minimum 90 %
3. Mengurangi biaya manufaktur sebesar 30 % 4. Memenuhi pesanan konsumen sebesar 100 % 5. Mengurangi kecelakaan
6. Mencapai tujuan dengan bekerja sebagai tim 7. Perubahan perilaku kerja operator
8. Membagi pengetahuan dan pengalaman
9. Menambah tingkat keyakinan karyawan dalam bekerja.
2.4.7.Manfaat Total Productive Maintenance
Manfaat dari studi aplikasi TPM secara sistematik dalam rencana kerja jangka panjang pada perusahaan khususnya menyangkut faktor-faktor berikut: 1. Peningkatan produktifitas dengan menggunakan prinsip-prinsip TPM akan meminimalkan kerugian-kerugian pada perusahaan
2. Meningkatkan kualitas dengan TPM, meminimalkan kerusakan pada mesin/peralatan dan downtime mesin dengan metode terfokus
3. Waktu delivery ke konsumen dapat ditepati karena produksi yang tanpa gangguan akan lebih mudah untuk dilaksanakan
5. Kesehatan dan keselamatan lingkungan kerja baik
6. Meningkatkan motivasi kerja, karena hak dan tanggung jawab dilegasikan pada setiap orang.
Kegiatan dan tindakan tindakan yang dilakukan dalam TPM tidak hanya berfokus pada pencegahan terjadinya kerusakan pada mesin/peralatan dan meminimalkan downtime mesin/peralatan akan tetapi banyak faktor yang menyebabkan kerugian akibat rendahnya efisiensi mesin/peralatan saja.
Rendahnya produktifitas mesin/peralatan yang menimbulkan kerugian bagi perusahaan sering diakibatkan oleh pengguna mesin/peralatan yang tidak efektif dan efesien terdapat pada enam faktor yang disebut kerugian besar (six big losses).
Efisiensi adalah ukuran yang menunjukkan bagaimana sebaiknya sumber daya yang digunakan dalam proses produksi untuk menghasilkan output, efisiensi merupakan karakteristik proses mengukur perpormasi aktual dari sumberdaya yang relative terhadap standar yang digunakan, ditetapkan.
Sedangkan efektifitas merupakan karasteristik lain dari proses mengukur derajat penyampaian output dari sistem produksi, efektifitas diukur dari rasio aktual output terhadap output yang direncanakan. Dalam era persaingan bebas saat ini pengukuran sistem produksi yang hanya mengacu pada kualitas output semata akan dapat menyesatkan, karena pengukuran ini tidak memperhatikan karakteristik utama dari proses yaitu : kapasitas efesiensi dan efektifitas.
Taisir, Osama (2010) berkata bahwa satu tujuan dari TPM dan OEE adalah mengurangi atau menghilangkan apa yang disebut dengan six big losses yang merupakan penyebab umum terjadinya kerugian efisiensi saat proses manufaktur. Berlangsungnya kerugian dari efektifitas di dalam TPM tersebut didefinisikan dengan istilah dari kualitas yang disebut kualitas produk dan kesediaan waktu mesin. Mesin /peralatan seefisien mungkin artinya adalah memaksimalkan fungsi dari kinerja mesin/peralatan produksi dengan tepat guna dan berdaya guna, Untuk dapat meningkatkan produtifitas mesin/peralatan yang digunakan maka perlu dilakukan analisis produktivitas dan efesiensi mesin/peralatan pada six big losses.
2.4.7.1. Penurunan Mesin (Downtime)
1) Kerugian karena kerusakan mesin/peralatan (equipment failure/breakdown) Kerusakan mesin/peralatan (equipment failure breakdown) akan mengakibatkan waktu yang terbuang sia-sia yang mengakibatkan kerugian bagi perusahaan akibat berkurangnya volume produksi atau kerugian material akibar dari produk yang di hasilkan cacat.
2)Kerugian karena pemasangan dan penyetelan (set-up and adjustment losses) Kerugian karena set-up dan adjustment adalah semua waktu set-up termasuk waktu penyesuaian (adjustment) dan juga waktu yang di butuhkan untuk kegiatan kegiatan menggati jenis produk ke jenis berikutnya untuk produksi selanjutnya. Dengan kata lain total yang di butuhkan mesin tidak berproduksi guna menggati peralatan (dies) bagi jenis produksi berikutnya sampai dihasilkan produksi sesuai untuk proses selanjutnya.
2.4.7.2. Kerugian akibat penurunan kecepatan (speed losses)
1) Kerugian kerena beroperasi tanpa beban maupun berhenti sesaat (Idling and minor stoppages)
Kerugian kerena beroperasi tanpa beban maupun karena berhenti sesaat muncul jika factor ekternal mengakibatkan mesin/peralatan berhenti berulang ulang mesin/peralatan beroperasi tampa mengahasilkan produk.
2) Kerugian karena menurunnya kecepatan Produksi (Reduced speed)
Menurunya kecepatan produksi timbul jika operasi lebih kecil dari kecepatan yang di rancang beroperasi dalam kecepatan normal. Menurunnya kecepatan produksi antara lain di sebabkan oleh:
2. Kecepatan produksi mesin/peralatan menurun akibat operator tidak mengetahui berapa kecepatan normal mesin/peralatan sesungguhnya. 3. Kecepatan produksi sengaja dikurangi untuk mencegah timbulnya
masalah pada mesin/peralatan dan kualitas produksi yang dihasilkan jika di produksi pada kecepatan produksi yang lebih tinggi.
2.4.7.3. Kerugian karena terjadinya cacat (Defects)
1) Kerugian karena produk cacat maupun karena kerja produk di proses ulang (Rework Losses)
Produk cacat yang di hasilkan akan mengakibatkan kerugian material,mengurangi jumlah produksi, limbah produksi produksi meningkat dan biaya untuk mengerjakan ulang, kerugian akibat pengerjaan ulang termasuk biaya tenaga kerja dan waktu yang di butuhkan untuk mengolah dan mengerjakan kembaliataupun memperbaiki cacat produk Cuma sedikit akan tetapi kondisi seperti ini bias menimbulkan maslah yang semakin besar.
2) Kerugian pada awal waktu produksi hingga mencapai waktu produksi yang stabil (Reduced yield/scrap losses)
Reduced yieled losses adalah kerugian waktu dan material yang timbul selama waktu yang dibutuhkan oleh mesin/peralatan untuk menghasilkan produk baru dengan kwalitas produk yang di harapkan. Kerugian yang timbul tegantung pada faktor-faktor seperti keadaan operasi yang tidak stabil, tidak tepatnya penanganan dan pemasangan mesin/peralatan atau cetakan (dies) ataupun operator tidak mengerti dengan kegiatan proses produksi yang ditimbulkan.
2.5. Overall Equipment Effectiveness
dalam mengukur kinerja mesin/peralatan yakni downtimes losses, speed losses dan defect losses.
OEE merupakan ukuran menyeluruh yang mengidentifikasikan tingkat produktivitas mesin/peralatan dan kinerja secara teori. OEE adalah tingkat keefektifan fasilitas secara menyeluruh yang diperoleh dengan memperhitungkan Availability, Performance Efficiency, dan Rate of Quality Product (Roy Davis, 1996.,dalam Dewi Mulyati). Pengukuran ini sangat penting untuk mengetahui area mana yang perlu untuk ditingkatkan produktivitas maupun effisiensi mesin/peralatan dan dapat juga menunjukkan area bottleneck yang terdapat pada lintasan produksi. OEE juga merupakan alat ukur untuk mengevaluasi dan memperbaiki cara yang tepat untuk menjamin peningkatan produktivitas penggunaan mesin/peralatan.
Formula matematis dari overall equipment effectiveness (OEE) di rumuskan sebagai berikut :
OEE = Availability x Performance efficiency x Rate of quality product x 100%
Kondisi operasi mesin/peralatan produksi tidak akan akurat di tunjukkan jika hanya didasari oleh perhitungan satu faktor saja, misalnya performance efficiency saja. Dari enam pada six big losses baru minor stoppages saja yang dihitung pada performance efficiency mesin/peralatan. Keenam faktor data six big losses harus diikutkan dalam penghitungan OEE, kemudian kondisi aktusal dari
mesin/peralatan dapat dilihat secara akurat. OEE dihitung dengan menghasilkan produk dari ketersediaan peralatan, efisiensi kerja proses dan tingkat kualitas produk (Ljungberg, 1998; Dal et al, 2000.):
2.5.1.Kesediaan Waktu Mesin (Availability)
Nilai availability dihitung dengan rumus sebagai berikut:
Availability = �
� x 100 %
Loading time adalah waktu yang tersedia (avaibility) per hari atau per bulan di kurang dengan waktu downtime direncanakan (planned downtime).
Planned down time adalah jumlah waktu downtime mesin pada saat dilakukannya pemeliharaan (scheduled maintenance) atau kegiatan management lainya. Lamanya Loading time dapat dicari dengan formula :
Loading time = Total avaibility – Planned downtime
Operation time merupakan hasil pengurangan loading dengan waktu down time (non operation time), dengan kata lain operation time adalah waktu operasi tersedia (avaibility time) setelah waktu downtime mesin keluarkan dari total avaibility time yang di rencanakan.
Down time mesin adalah waktu proses yang seharusnya digunakan mesin akan tetapi karena adanya gangguan pada mesin/peralatan (equipment failures/breakdown) mengakibatkan tidak ada output yang di hasilkan downtime meliputi mesin berhenti beroperasi akibat kerusakan mesin/peralatan, pelaksanaan prosedur set-up and adjustment dan lain - lainya. Untuk mencari lamanya terjadi Downtime maka diperlukan formula sebagai berikut :
Downtime = Setup + Breakdown +waktu saat mesin berhenti Operation time didapat dengan formula dibawah ini :
Operation time = Loading Time – Down time
2.5.2.Efisiensi Performansi (Performance Efficiency)
dengan waktu siklus idealnya terhadap waktu yang tersedia yang melakukan prosesn produksi (operation time).
Operation speed rate merupakan perbandingan antara kecepatan ideal mesin berdasarkan kapasitas mesin sebenarnya (theoretical/ideal cycle time) dengan kecepatan actual mesin (actual cycle time). Persamaan matematikanya di tunjukkan sebagai berikut :
Operation speed rate = �
� �
Net operatiaon rate merupakan perbandingan antara jumlah produk yang di proses (processed amount) dikali actual cycle time dengan operation time. Net operatioan time menghitung rugi-rugi yang diakibatkan oleh minor stoppages dan menurunya kecepatan produksi (reduced speed). Adapun cara mencari besarnya net opertation dapat dicari dengan formula dibawah ini :
Net operation rate = � �
Tiga faktor penting yang di hubutuhkan untuk menghitung performance efficiency :
1. Ideal cycle (waktu siklus ideal mesin saat operasi) 2. Processed amount (jumlah produk yang di proses) 3. Operation time (waktu operasi mesin)
Performance efficiency dapat di hitung dengan rumus sebagai berikut :
Performance efficiency = net operating x operating cycle time
Performance effciency = �
� x
2.5.3.Perbandingan Kualitas Produk yang dihasilkan (Rate of quality
product)
Rate of quality product adalah rasio jumlah yang lebih baik terhadap jumlah total produk yang di proses. Jadi rate of quality produk adalah hasil perhitungan dengan menngunakan dua faktor berikut:
a. Processed amount (jumlah produk yang di proses) b. Defect amount (jumlah produk yang cacat)
Rate of quality product dapat dihitung dengan rumus sebagai berikut :
Rate of Quality Product = � − �
� x 100 %
2.5.4.Diagram Pareto
Diagram Pareto diperkenalkan oleh Alfredo Pareto (1848 – 1923). Diagram Pareto ini merupakan diagram yang mengurutkan klasifikasi data dari kiri ke kanan menurut tingkatan tertinggi hingga ke tingkatan terendah. Diagram ini digunakan untuk membantu menemukan permasalahan yang paling penting untuk masalah yang segera diselesaikan. Diagram ini akan digunakan pada bab IV.
Menurut Dr. Vincent Gaspersz (2001:46), bahwa diagram pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian. Pada dasarnya diagram Pareto dapat dipergunakan sebagai alat interpretasi untuk :
1.Menetukan ferekuensi relatif dan urutan pentingnya masalah-masalah atau penyebab-penyebab dari maslah yang ada.
Menurut Munro-Faure at al (1992 : 254), bahwa analisis Pareto dirancang untuk membantu menandai penyebab masalah utama dengan demikian memungkinkan untuk memusatkan perhatian pada menghilangkan penyebab-penyebab utama ini dan mempunyai dampak yang berarti atas pemecahan masalah. Sumbangan yang diberikan oleh setiap penyebab kepada masalah secarah keseluruhan dapat dianalisi dengan menggunankan suatu keragamana penilaian-penilaian yang umum termasuk :
1. Frekuensi terjadinya.
2. Lamanya waktu berhenti (downtime)
3. Biaya ketidakpuasan ukuran ketidakpuasan pelanggan. 4. Jumlah cacat.
[image:36.595.170.454.404.616.2]Adapun bentuk Diagram Pareto dapat dilihat pada gambar 2.14. dibawah ini :
Gambar 2.11. Diagram Pareto Sumber : Gaspersz, diagram pareto 2001: 51
2.5.5.Diagram Sebab Akibat (Cause and Effect Diagram)
0 10 20 30 40 50 60 70 80
A B C D E
Diagram ini dikenal dengan istilah diagram tulang ikan (fishbone diagram) di perkenalkan pertama kalinya pada tahun 1943 oleh Prof. Kaoru Ishikawa (Tokyo University). Diagram ini berguna untuk menganalisa dan menemukan faktor-faktor yang berpengaruh secara signifikan terhadap penentuan karakteristik kualitas output kerja. Dalam hal ini metode sumbang saran akan cukup efektif digunakan untuk mencari faktor-faktor penyebab terjadinya penyimpangan kerja secara detail. Gaspersz (2001:58) mendefinisikan diagram sebab-akibat adalah suatu diagram yang menunjukkan hubungan antar sebab dan akibat. Pada dasarnya diagram sebab akibat dapat dipergunakan untuk kebutuhan-kebutuhan berikut :
Membantu mengidentifikasikan akar penyebab dari suatu masalah. Membantu membangkitkan ide-ide untuk solusi suatu masalah. Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil kerja maka, ada lima faktor penyebab utama yang signifikan yang perlu di perhatikan yaitu :
1. Manusia (man).
2. Metode kerja (work method)
3. Mesin atau peralatan kerja (machine/equipment). 4. Bahan baku (raw material).
Adapun gambar diagram dapat dilihat dari gambar 2.15. di bawah ini :
Gambar 2.11. Diagram Sebab Akibat Sumber : Faure, M at al., implementing total quality 1992: 244
Mesin
Manusia
Material
Metode