DI PT. FRISIAN FLAG INDONESIA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat – syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh : Nataya Aulia Sani
NIM : 12.70.0042
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
i
PENGURANGAN CACAT PRODUK TERHADAP
KEMASAN SEKUNDER SUSU KENTAL MANIS SACHET
DI PT. FRISIAN FLAG INDONESIA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat–syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh : Nataya Aulia Sani
NIM : 12.70.0042
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
ii
HALAMAN PENGESAHAN
PENGURANGAN CACAT PRODUK TERHADAP KEMASAN
SEKUNDER SUSU KENTAL MANIS
SACHET
DI PT. FRISIAN FLAG INDONESIA
Oleh :
NATAYA AULIA SANI NIM : 12.70.0042
PROGRAM STUDI : TEKNOLOGI PANGAN
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada 23 Juni 2015.
Semarang, 14 Juli 2015 Fakultas Teknologi Pertanian Program Studi Teknologi Pangan Universitas Soegijapranata Semarang
Pembimbing Lapangan, Dekan Fakultas Teknologi Pertanian,
Andre Wiharja, S.Si. Dr. V. Kristina Ananingsih, S.T, M.Sc.
Pembimbing Akademik,
iii
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa karena dengan rahmat dan karunia-Nya maka penulis dapat menyelesaikan Laporan Kerja Praktek yang berjudul “PENGURANGAN CACAT PRODUK TERHADAP KEMASAN SEKUNDER SUSU KENTAL MANIS SACHET DI PT FRISIAN FLAG INDONESIA”. Penulisan laporan ini sebagai salah satu syarat untuk memenuhi sebagian syarat-syarat guna memperoleh gelar Sarjana Teknologi Pertanian di Universitas Katolik Soegijapranata Semarang.
Selama kerja praktek dan penulisan laporan kerja praktek ini, penulis mendapat banyak pengetahuan, pengalaman yang baru, dan keterampilan terutama mengenai proses pengemasan susu kental manis sachet di PT. Frisian Flag Indonesia. Penulis berterima kasih atas segala pengarahan, bimbingan, dan dukungan dari berbagai pihak yang telah membantu dalam kelancaran kerja praktek dan penulisan laporan kerja praktek ini. Pada kesempatan ini penulis ingin menyampaikan rasa hormat dan terima kasih kepada semua pihak yang telah membantu, khususnya kepada :
1. Tuhan Yesus Kristus, atas berkat dan rahmatNya yang telah diberikan tiada henti kepada penulis.
2. Ibu V. Kristina Ananingsih, S.T., M.Sc. selaku Dekan Fakultas Teknologi Pertanian, Program Studi Teknologi Pangan.
3. Ibu Inneke Hantoro, S.TP., M.Sc. selaku dosen pembimbing akademik yang telah menyediakan waktu untuk memberikan bimbingan kepada penulis.
4. Ibu Kartika Puspa Dwiana, S.TP., M.Sc. selaku Koordinator Kerja Praktek yang telah membantu merencanakan dan melaksanakan kerja praktek.
5. Bapak Pamungkas Bayu dan Bapak Titan yang telah membantu penulis memperoleh ijin untuk melakukan kerja praktek dan informasi awal kerja praktek.
6. Bapak Andre Wiharja dan Bapak Wandi selaku pembimbing lapangan divisi packaging yang telah membimbing penulis selama melakukan kerja praktek di PT. Frisian Flag Indonesia.
lapangan divisi dairy technologies yang telah membimbing penulis selama melakukan kerja praktek di PT. Frisian Flag Indonesia.
8. Bapak Ricky Karta Atmadja selaku rekan kerja dalam proyek packaging yang telah bekerja sama dengan penulis dalam mengerjakan proyek yang ada di PT. Frisian Flag Indonesia.
9. Bapak Aryono Bambang Ardhyo selaku manager corp. reseach and development PT. Frisian Flag Indonesia yang telah memberikan kesempatan kepada penulis untuk melakukan kerja praktek di PT. Frisian Flag Indonesia.
10.Ibu Ir. Retno Setyowati selaku Plant Manager PT. Frisian Flag Indonesia yang telah memberi kesempatan bagi penulis sehingga dapat melaksanakan kerja praktek di PT. Frisian Flag Indonesia.
11.Bapak Adi Saputra dan Ibu Astri yang telah memberikan banyak informasi selama pelaksanaan kerja praktek di PT. Frisian Flag Indonesia.
12.Seluruh karyawan di bagian research and development dan quality control yang turut membimbing penulis selama pelaksanaan kerja praktek di PT. Frisian Flag Indonesia.
13.Supervisor, Foreman dan seluruh operator yang telah memberi informasi dan membantu pengumpulan data di SCM packaging dan di powder packaging.
14.Orang Tua dan keluarga besar telah memberikan dukungan materiil dan moril dalam kerja praktek dan penulisan laporan kerja praktek ini.
15.Thervina Yenni Tri Kusuma, Elizabeth Caroline Setiawan, dan Ita Mariana yang menjalani kerja praktek di PT. Frisian Flag Indonesia bersama penulis.
16.Irnanda Arif Dharmawan yang telah membantu penulis dalam penyusunan laporan kerja praktek ini.
17.Staf Tata Usaha Teknologi Pangan yang telah membantu dalam administrasi mulai dari awal kerja praktek hingga terselesaikannya laporan kerja praktek ini.
18.Seluruh staff, karyawan, dan security PT. Frisian Flag Indonesia Plant Pasar Rebo yang telah memberikan informasi dan bantuan selama pelaksanaan kerja praktek. 19.Semua pihak yang telah memberikan saran dan kritik yang sangat membantu dalam
Penulis menyadari bahwa penulisan dan penyusunan laporan kerja praktek ini masih jauh dari sempurna dan masih banyak kekurangan karena keterbatasan Penulis. Oleh karena itu, berbagai kritik dan saran dari para pembaca dan semua pihak sangat Penulis harapkan.
Akhir kata, Penulis berharap semoga laporan kerja praktek ini dapat bermanfaat dan memberikan sedikit pengetahuan bagi para pembaca dan pihak-pihak yang membutuhkan.
Semarang, 14 Juli 2015
vi
1.3.Waktu dan Tempat pelaksanaan... 2
1.4.Metode Kerja Praktek ... 2
2. KONDISI UMUM PERUSAHAAN ... 3
2.1.Sejarah dan Perkembangan Perusahaaan ... 3
2.2.Visi dan Misi Perusahaan ... 4
2.3.Lokasi dan Tata Letak Perusahaan ... 5
2.3.1.Lokasi Pabrik ... 5
2.3.2.Tata Letak Pabrik ... 5
2.4.Struktur Organisasi Perusahaan ... 6
2.5.Ketenagakerjaan ... 8
3. SPESIFIKASI PRODUK ... 10
3.1.Produk yang Dihasilkan ... 10
3.2.Sistem Pemasaran Produk ... 11
4. PRODUKSI SUSU Kental Manis ... 12
4.1Bahan Baku ... 12
vii
DAFTAR TABEL
viii
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi di PT. Frisian Flag Indonesia ... 7
Gambar 2. Jenis Produk yang dihasilkan PT Frisian Flag Indonesia ... 10
Gambar 3. Diagram Alir Proses Produksi Susu Kental Manis di PT. Frisian Flag Indonesia ... 15
Gambar 4. Bocor Pada Aluminium Foil ... 21
Gambar 5. Bocor Pada Horizontal Ujung Sachet ... 22
Gambar 6. Bocor Pada Horizontal Tengah Sachet ... 22
Gambar 7. Bocor Pada Vertikal Sachet ... 22
Gambar 8. Diagram Tulang Ikan ... 24
Gambar 9. Pengurangan Panjang Plastik dari X mm (tengah) ke Y mm (kiri). ... 29
Gambar 10. Grafik Data Perbandingan Laju Mesin Jammed per Jam ... 41
Gambar 11. Susu Kental Manis Sachet Dalam Plastik Sekunder... 44
1
1. PENDAHULUAN
1.1. Latar Belakang
Dalam era globalisasi teknologi canggih sudah berkembang dengan sangat pesat. Kemajuan teknologi terus berkembang seiring dengan berjalannya waktu. Maka dari itu, hal tersebut menuntut penulis sebagai mahasiswa yang akan menjadi generasi penerus dalam partisipasi kemajuan negara Indonesia untuk mengikuti perkembangan dari kemajuan teknologi tersebut. Seiring perkembangan teknologi yang sangat pesat, persaingan dalam dunia kerja pun akan semakin ketat. Persaingan itu menuntut agar setiap pribadi mengembangkan potensi yang ada dalam dirinya semaksimal mungkin untuk dapat turut bersaing. Oleh karena itu, penulis yang notabene sebagai mahasiswa Program Studi Teknologi Pangan UNIKA Soegijapranata Semarang ingin menggali dan mengembangkan potensi yang ada dalam diri penulis dengan cara terjun ke dalam dunia kerja secara langsung. Melalui Kerja Praktek lah mahasiswa bisa menambah pengalaman dan pengetahuan akan dunia kerja yang sesungguhnya.
PT.Frisian Flag Indonesia adalah sebuah perusahaan yang memiliki pengalaman dalam memproduksi produk-produk bergizi berbasis susu seperti susu bubuk, susu cair siap minum dan susu kental manis. Dimulai dari tahun 1922 dan sampai saat ini Frisian Flag masih aktif memproduksi dan selama lebih dari 90 tahun Frisian Flag telah memimpin industri susu nasional. Selain itu sebagai produsen susu, PT. Frisian Flag Indonesia menjaga kualitas produk susu dengan menggunakan produksi yang baik dari awal pengadaan bahan baku hingga produk yang siap untuk dipasarkan, seluruh proses tersebut diawasi berdasarkan Hazardous Analysis Critical Control Point (HACCP) dan sistem ISO. Oleh karena itu, hal tersebut menjadi alasan utama bagi penulis untuk memilih industri ini sebagai tempat untuk kerja praktek, karena sangat cocok untuk dijadikan pembelajaran dalam teknologi pangan. Selain itu dengan kapabilitas perusahaan yang besar tersebut, penulis yakin akan memperoleh ilmu pengetahuan yang bermanfaat dalam KP di PT. Frisian Flag Indonesia.
dipelajari melalui kerja praktek di PT. Frisian Flag Indonesia. Berbagai macam ilmu yang tidak diterima atau belum diaplikasikan di kegiatan perkuliahan dapat dipelajari dan diaplikasikan di PT. Frisian Flag Indonesia. Selain belajar tentang teori mengenai pengemasan susu, penulis juga mencoba mempraktekkan secara langsung langkah-langkah yang harus dilakukan dalam proses pengujian pengemasan untuk mengetahui kualitas yang baik pada produk tersebut.
1.2. Tujuan
Tujuan dari kerja praktek ini adalah untuk mengetahui proses pengemasan dan proses produksi susu kental manis di PT. Frisian Flag Indonesia.
1.3. Waktu dan Tempat pelaksanaan
Praktek kerja lapangan ini dilaksanakan selama 40 hari terhitung dari tanggal 05 Januari 2015 sampai 27 Februari 2015 di PT Frisian Flag Indonesia Pabrik Pasar Rebo bagian pengemasan susu kental manis. Kerja praktek ini difokuskan pada proses pengemasan dan bagaimana cara mengemas yang baik untuk susu kental manis.
1.4. Metode Kerja Praktek
3
2. KONDISI UMUM PERUSAHAAN
2.1. Sejarah dan Perkembangan Perusahaaan
Perusahaan ini diawali pada tahun 1870 ketika para peternak sapi perah bergabung dalam sebuah koperasi di seluruh wilayah Belanda. Dahulu pendingin modern belum tersedia sehingga salah satu cara yang paling efektif adalah menjalin kerja sama dengan pihak lokal sehingga penjualan susu dapat terjaga kualitasnya serta dapat meningkatkan daya jual. Produksi susu yang meningkat terus menerus diantisipasi dengan mencari cara agar susu dapat bertahan lebih lama. Hal ini dilakukan oleh para peternak supaya susu dapat bertahan lebih lama karena harus melewati tahapan distribusi yang panjang dengan tetap memberikan manfaat dan menjaga kualitas susu.
Sebanyak 30 koperasi berpikir untuk mendirikan perusahaan sendiri sehingga pada tahun 1913 memutuskan untuk membuat pabrik di Leeuwarden dan pabrik pengolahan susu. Pabrik pengolahan susu yang didirikan oleh gabungan koperasi diberi nama De Cooperatieve Condensfabriek Friesland (CCF). Tujuan berdirinya perusahaan ini adalah agar dapat memproses susu dengan menggunakan metode penguapan sehingga dapat dipasarkan secara lokal dan internasional. Pada tahun pertama, CCF mulai terlihat perkembangannya dengan mengekspor produk susu kental manis ke seluruh Eropa. Susu kaleng Frisian Flag diekspor ke Batavia pada tahun 1922. Mulai dari inilah sejarah Frisian Flag di Indonesia dimulai.
Sejauh ini PT. Frisian Flag Indonesia (FFI) telah mendapat berbagai penghargaan, contohnya adalah memperoleh The Best Investor Award 2007 dan penghargaan sebagai perusahaan yang berpredikat “Baik” karena ketaatan terhadap ketentuan pembuangan limbah cair pada tahun 2006. Selain itu PT. Frisian Flag Indonesia telah memiliki sertifikat ISO 9001: 2000 untuk Total Quality Management, Good Manufacturing Practice (GMP) dan HACCP dalam Total Quality Control,sertifikat ISO 14001, yaitu Sistem Manajemen Lingkungan yang mengatur proses produksi dengan tetap memperhatikan aspek lingkungan, dan penghargaan World Class pada tahun 2013.
2.2. Visi dan Misi Perusahaan
Visi
Sebagai bentuk dari komitmen perusahaan, PT. Frisian Flag Indonesia memiliki visi, yaitu:
a. Menjadi pemimpin dalam bidang industri berbahan dasar susu di Indonesia.
b. Menjadi perusahaan untuk mengembangkan karyawan yang berbakat, serta mencapai hasil yang bersih.
c. Memuaskan serta dapat dipertahankan bagi para pemegang saham.
Misi
Untuk memenuhi visi perusahaan, maka PT. Frisian Flag Indonesia memiliki beberapa misi, yaitu:
a. Selalu berusaha untuk menjadi nomor satu dalam produk secara keseluruhan.
b. Menstimulasi konsumsi susu di Indonesia dan mencapai petumbuhan di bidang penting pada pasar susu.
c. Memegang kuat posisi merk yang lebih disukai oleh masyarakat seluruh Indonesia. d. Memiliki karyawan yang berpotensi dan berdedikasi di semua bidang, serta memiliki
2.3. Lokasi dan Tata Letak Perusahaan 2.3.1. Lokasi Pabrik
PT. Frisian Flag Indonesia memiliki dua pabrik yang berlokasi di kota Jakarta dan jarak antar pabrik tidak terlalu jauh. Pabrik yang pertama terletak di kawasan Pasar Rebo. Pabrik yang pertama adalah Plant Pasar Rebo terletak di Jalan Raya Bogor Km. 5, merupakan pabrik yang memproduksi susu bubuk dan susu kental manis untuk kemasan sachet dan pouch. Pabrik yang kedua adalah Plant Ciracas, yang terletak di Jalan Raya Bogor Km. 26. Plant Ciracas memproduksi susu kental manis dalam bentuk kemasan kaleng dan susu cair.
PT. Frisian Flag Indonesia memilih lokasi pabrik didirikan di kawasan Pasar Rebo dan Ciracas karena ada alasan tertentu. Alasan didirikannya pabrik di kedua kawasan tersebut, yaitu:
1. Bangunan pabrik didirikan dekat dengan jalan raya maka akses untuk proses pengangkutan bahan baku menjadi lebih mudah.
2. Sarana untuk mendukung proses produksi pada pabrik lebih mudah seperti pasokan tenaga listrik, pasokan air bersih, serta bahan bakar untuk mendukung kegiatan produksi.
3. Struktur dan tekstur tanah yang baik sehingga memungkinkan untuk didirikannya pabrik dan dilakukannya ekspansi.
4. Tenaga kerja di sekitar lokasi pabrik tersedia cukup banyak dan sebagian besar merupakan warga yang bertempat tinggal di daerah dekat pabrik.
5. Aspek-aspek pendukung seperti rumah sakit, pasar tradisional, dan apotek berada di daerah sekitar pabrik sehingga lebih mendukung kegiatan pabrik.
6. Tidak menimbulkan dampak negatif yang signifikan pada lingkungan karena penanganan limbah dapat teratasi dengan baik.
2.3.2. Tata Letak Pabrik
Pabrik yang kedua terletak di Ciracas (Plant Ciracas) yang beralamat di Jalan Raya Bogor Km 26, dimana pada pabrik ini diproduksi susu kental manis kalengan dan susu cair. Kedua lokasi tersebut dinilai sangat strategis karena mempermudah pengadaan ketenagakerjaan, proses pemasokan bahan baku, transportasi distribusi, serta sarana komunikasi yang dapat dengan mudah diakses karena dekat dengan wilayah pemasaran yang berpotensial.
Pabrik Plant Pasar Rebo ini memiliki luas area 49.650 m2 dengan status kepemilikan dan hak guna bangunan sesuai dengan sertifikat HGB No. 3 Desa Gedong. Area tersebut terbagi menjadi tiga bangunan utama, yaitu bangunan pertama terdiri dari ruang kantor (head office), warehouse, dan ruang produksi (pabrik). Bangunan yang kedua terdiri dari ruang produksi susu kental manis, ruang Cleaning in Place (CIP), gudang kantor, ruang pengemasan susu bubuk, penerimaan susu murni, ruang evaporasi, ruang spray dryer, dan laboratorium uji susu murni. Bangunan yang ketiga terdiri dari power house, kantin, ruang ganti pakaian, dan kamar mandi.
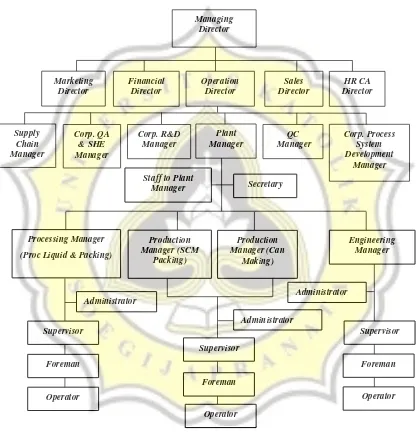
2.4. Struktur Organisasi Perusahaan
PT. Frisian Flag Indonesia dalam struktur organisasinya dipimpin oleh Direktur Utama yang membawahi lima direktur dalam bidang yang telah ditentukan. Kelima direktur tersebut adalah Direktur Pemasaran, Direktur Personalia dan Umum, Direktur Administrasi dan Keuangan, Direktur Operasi dan Direktur Penjualan. Direktur Operasi bertugas untuk menjalankan kegiatan semua produksi. Seorang Direktur Operasi mengatasi seorang Manajer Pabrik. Manajer Pabrik dibantu oleh seorang sekretaris dan pegawai manajer pabrik. Terdapat 4 manajer di bawah Manajer Pabrik yaitu Manajer Proses untuk proses pembuatan susu cair dan pengemasannya, Manajer Produksi untuk pengemasan susu kental manis, Manajer Produksi Pembuatan Kaleng dan Manajer Mesin.
membawahi langsung supervisor, sehingga administrator dan supervisor bertugas pada dua departmen sekaligus. Seorang supervisor akan dibantu oleh foreman yang mengawasi langsung secara keseluruhan di lapangan. Setiap foreman dibantu oleh beberapa operator untuk menjalankan proses kerja di lapangan.
Struktur organisasi dapat dilihat pada bagan di bawah ini :
Gambar 1. Struktur Organisasi di PT. Frisian Flag Indonesia (Sumber : Bank Data Frisian Flag
Organogram External Organisasi PT. Frisian Flag Indonesia Plant Pasar Rebo)
2.5. Ketenagakerjaan
PT. Frisian Flag Indonesia mempunyai tenaga kerja yang berasal dari luar ataupun dalam negeri. Tenaga kerja dari luar negeri adalah mekanik dari mesin Omori. Omori merupakan salah satu mesin pengemas sekunder yang digunakan dalam proses pengemasan susu kental manis di PT. Frisian Flag Indonesia. Di perusahaan ini terdapat tenaga kerja Indonesia yang berjumlah ± 1000 karyawan. Calon karyawan akan diuji oleh bagian HRD dan departmen yang bersangkutan sesuai dengan kedudukan yang akan diberikan. Sebelum seseorang diterima sebagai karyawan tetap, maka harus menjalani 3 bulan masa percobaan.
Jam kerja karyawan di PT. Frisian Flag Indonesia adalah 40 jam kerja setiap minggunya dengan rincian 5 hari kerja dan 8 jam per hari. Jam kerja untuk pekerja kantoran dimulai dari pukul 08.00 hingga 17.00 WIB. Sedangkan untuk karyawan pabrik dan pekerja lapangan dibagi dalam 3 jam kerja. Karyawan yang melebihi jam kerja yaitu 40 jam maka karyawan akan diberikan upah lembur sesuai dengan ketentuan perusahaan.
Sekali dalam setahun perusahaan akan melakukan penilaian terhadap karyawan-karyawannya sehingga gaji karyawan dapat dinaikkan. Penilaian tersebut dilihat berdasarkan prestasi, masa kerja dan kecakapan karyawan dalam bekerja. Jabatan seorang karyawan bisa naik namun harus memenuhi persyaratan seperti jujur, baik, terampil dan loyal terhadap perusahaan. Jabatan tinggi biasanya mengutamakan seseorang yang memiliki sifat kepemimpinan yang baik. Perusahaan juga mempertimbangkan terlebih dahulu karyawan lama yang memenuhi persyaratan, sebelum menerima dan menempatkan orang baru bila ada kedudukan yang kosong.
10
3. SPESIFIKASI PRODUK
3.1. Produk yang Dihasilkan
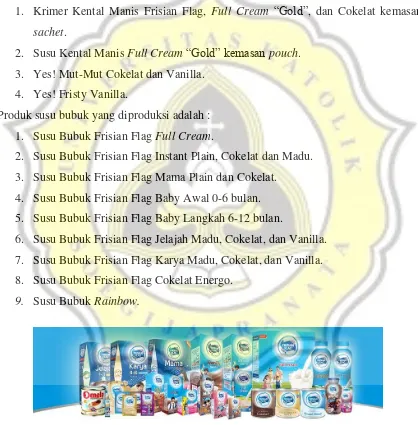
PT. Frisian Flag Indonesia menghasilkan produk yang berbeda di setiap pabrik produksi. Untuk lokasi pabrik yang berada di Pasar Rebo memproduksi susu kental manis dalam kemasan pouch dan sachet serta memproduksi susu bubuk. Pabrik Ciracas memproduksi susu kental manis kemasan kaleng dan susu cair siap minum.
Produk susu kental manis yang diproduksi antara lain :
1. Krimer Kental Manis Frisian Flag, Full Cream “Gold”, dan Cokelat kemasan sachet.
2. Susu Kental Manis Full Cream “Gold” kemasan pouch. 3. Yes! Mut-Mut Cokelat dan Vanilla.
4. Yes! Fristy Vanilla.
Produk susu bubuk yang diproduksi adalah : 1. Susu Bubuk Frisian Flag Full Cream.
2. Susu Bubuk Frisian Flag Instant Plain, Cokelat dan Madu. 3. Susu Bubuk Frisian Flag Mama Plain dan Cokelat.
4. Susu Bubuk Frisian Flag Baby Awal 0-6 bulan. 5. Susu Bubuk Frisian Flag Baby Langkah 6-12 bulan.
6. Susu Bubuk Frisian Flag Jelajah Madu, Cokelat, dan Vanilla. 7. Susu Bubuk Frisian Flag Karya Madu, Cokelat, dan Vanilla. 8. Susu Bubuk Frisian Flag Cokelat Energo.
9. Susu Bubuk Rainbow.
3.2. Sistem Pemasaran Produk
12
4. PRODUKSI SUSU KENTAL MANIS
PT. Frisian Flag Indonesia memproduksi susu kental manis yang menjadi tulang punggung dari proses produksi susu di PT. Frisian Flag Indonesia. Di pasaran produk yang paling unggul dan paling laris adalah susu kental manis dari Frisian Flag. Dilihat dari pemasarannya yang sangat baik, PT. Frisian Flag Indonesia terus berusaha mengembangkan kualitasnya akan produk susu kental manisnya agar semakin baik. Dalam pembuatan produk susu kental manis di PT. Frisian Flag Indonesia, salah satu proses yang menjadi perhatian utama dari keseluruhan rangkaian pembuatan adalah proses kristalisasi. Sebab dalam pembuatannya, kristalisasi dapat menjadi penyebab utama atas meningkatnya konsentrasi laktosa dalam susu kental manis menjadi di atas titik jenuhnya. Untuk tetap menjaga agar kristal yang terbentuk ukurannya kecil, proses kristalisasi ini harus dikontrol.
Selain itu, proses pengisian (filling) ke dalam kemasan juga menjadi salah satu perhatian khusus dalam pembuatan susu kental manis di PT. Frisian Flag Indonesia, dimana dalam tahapan ini, keadaan higienis dijaga untuk mendapatkan produk dengan kualitas yang baik dan mencegah terjadinya rekontaminasi pada produk. Salah satu cara yang dilakukan PT. Frisian Flag Indonesia adalah menjaga higienitas pabrik sehingga bakteri osmofilik tidak mengkontaminasi produk dengan mudah.
4.1 Bahan Baku
4.1.1. Bahan Baku Utama Air
Air yang digunakan oleh PT. Frisian Flag Indonesia terdapat dua macam, yaitu air biasa dan air dengan pengolahan UV. Air digunakan sebagai bahan tambahan dalam proses pengolahan dan air yang digunakan adalah air yang bermutu dan memenuhi syarat yang telah ditetapkan oleh PT. Frisian Flag Indonesia. Air yang digunakan harus melalui tahapan pengolahan sehingga kualitas air minum terjamin dan tidak mengandung bakteri maupun kandungan berbahaya. Pengolahan air yang dilakukan yaitu dengan penyaringan air kemudian didinginkan serta diberi desinfektan berupa sinar ultraviolet. Air UV ini berbeda dengan air dalam bahan baku karena hanya ditambahkan ke dalam tangki standar apabila susu belum memenuhi standar yang ditentukan oleh PT. Frisian Flag Indonesia.
Susu Bubuk Skim
Kadar padatan susu bukan lemak ditambahkan pada pembuatan susu sehingga standar total padatan dalam susu kental manis tercapai. Hal ini dilakukan agar susu kental manis yang berasal dari distributor-distributor yang berbeda dapat terpenuhi standar total padatan sehingga sesuai dengan ketetapan standar. Penambahan susu bubuk skim berguna untuk sumber protein sehingga tekstur pada produk akhir dapat diperbaiki.
Gula
Gula berperan sebagai pemanis dan pengawet serta gula yang digunakan oleh PT. Frisian Flag Indonesia adalah gula kristal rafinasi. Sebagian besar industri makanan dan minuman menggunakan gula rafinasi. Gula kristal rafinasi merupakan gula kristal mentah yang diolah lebih lanjut melalui proses defikasi serta diproses dengan sulfitasi dan karbonatasi. Fungsi lain dari penambahan gula yaitu dapat menurunkan aktivitas air (aw) serta tekanan osmotik dapat dipertahankan sehingga proses denaturasi protein dapat
Whey Powder
Whey powder (WP) digunakan dalam pembuatan SKM untuk menambah kandungan protein dalam produk. WP ditambahkan hingga kandungan protein dalam susu kental manis memenuhi standar kandungan protein yang telah ditetapkan perusahaan.
Minyak Kelapa
PT. Frisian Flag Indonesia menggunakan minyak kelapa sebagai penambah kadar lemak pada produk dalam pembuatan susu kental manis cokelat.
4.1.2. Bahan Baku Penunjang
Bahan penunjang digunakan untuk menghasilkan produk susu kental manis dengan kualitas baik, kandungan gizi yang cukup tinggi dan mempunyai umur simpan yang lebih lama. Beberapa bahan penunjang yang digunakan dalam proses pembuatan susu kental manis adalah anhydrous milk fat, laktosa, vitamin, dan bubuk cokelat.
Anhydrous Milk Fat(AMF)
Anhydrous milk fat diperoleh dengan cara memisahkan krim dan kelembaban susu melalui vacuum drying dan menghasilkan 70%-80% lemak susu.
Vitamin
Vitamin yang digunakan dalam pembuatan susu kental manis PT. Frisian Flag Indonesia adalah vitamin A, D3 dan B1.
Bubuk Cokelat
Bubuk cokelat oleh PT. Frisian Flag Indonesia digunakan sebagai flavor yang mempunyai pengaruh terhadap total kadar padatan terlarut pada proses pembuatan susu kental manis dengan rasa cokelat.
Laktosa
Tujuan dari dilakukannya seeding lactose adalah agar produk akuhir susu kental manis tidak berpasir (sandiness).
4.2. Tahapan Produksi Susu Kental Manis
Pembuatan susu kental dimulai dengan pencampuran susu segar, susu bubuk, gula, air dan bahan tambahan lainnya. Bahan-bahan dicampurkan sampai tercampur sempurna, kemudian dilakukan penyaringan. Tahap selanjutnya adalah homogenisasi yang bertujuan untuk menghancurkan globula lemak, sehingga memiliki ukuran yang kecil dan seragam. Tekanan homogenisasi yang tepat perlu dioptimasi untuk menghasilkan dispersi lemak yang baik, tetapi juga cukup rendah untuk mencegah terjadinya resiko koagulasi karena kerusakan stabilitas protein. Pasteurisasi merupakan tahap setelah homogenisasi pada kisaran suhu 85-90⁰C. Tahap selanjutnya adalah vacuum cooling yang bertujuan menguapkan air yang terkandung dalam susu pada kondisi vacuum sehingga air dapat menguap pada suhu rendah. Tujuan proses pada kondisi vacuum adalah agar nutrisi yang terkandung pada produk susu dapat diminimalisir kerusakannya. Tahap selanjutnya adalah penyimpanan dan pengemasan.
Proses produksi susu kental manis di PT. Frisian Flag Indonesia meliputi beberapa tahapan produksi, yaitu pencampuran (mixing), penyaringan, homogenisasi, pasteurisasi, pengentalan (evaporasi), dan seeding lactose. Setelah itu produk susu kental manis akan masuk ke tahap pengemasan. Rangkaian proses tersebut dapat dilihat seperti pada Gambar 3.
Gambar 3. Diagram Alir Proses Produksi Susu Kental Manis di PT. Frisian Flag Indonesia
Pencampuran Penyaringan Homogenisasi
Pasteurisasi Evaporasi Seeding Lactose
a. Pencampuran
Bahan-bahan yang sebelumnya telah disiapkan dicampurkan dalam tangki pencampur bahan (mix tank). Bahan yang terlebih dahulu dicampurkan adalah susu segar atau air yang telah dipanaskan sebelumnya dengan suhu 55-60oC. Kemudian ditambahkan bubuk susu seperti skim milk powder (SMP) dan whey powder (WP) dari dumper. Selama penuangan terdapat blower yang bekerja membantu menghisap partikel-partikel susu yang berterbangan sehingga mencegah timbulnya polusi. Setelah penuangan susu bubuk, dilanjutkan dengan penuangan gula dan penuangan minyak kelapa. Gula dan minyak kelapa dituangkan bersama-sama. Minyak kelapa yang dituangkan sebelumnya telah dicampurkan dengan bahan tambahan seperti vitamin A, B1, D3, dan BHA. Tempat pencampuran antara minyak kelapa dan bahan tambahan di dalam tangki minyak kelapa. Pada saat penuangan gula, campuran dalam mix tank dipanaskan terus hingga suhu 51o
C. Hal ini untuk memudahkan gula larut dalam campuran. Pemanasan dilakukan dengan menggunakan mesin PHE (Plate Heat Exchanger). Pada tahap ini dilakukan inspeksi oleh QC mengenai besarnya total solid (TS), pH, lemak dan bahan-bahan yang tidak diinginkan seperti kotoran sisa-sisa karung dan pasir. Filter yang digunakan terbuat dari nilon yang berukuran 500 mikron. Setelah disaring dan dipanaskan dalam PHE, produk kembali ke tangki pencampuran. Dalam tangki pencampuran, produk terus diaduk hingga suhu mencapai 60o
mikron. Ukuran filter yang makin kecil dimaksudkan untuk menyaring kotoran-kotoran yang berukuran lebih kecil yang sebelumnya tidak ikut tersaring.
c. Homogenisasi
Produk dari BT I dialirkan ke dalam homogenizer untuk dilakukan proses homogenisasi. Susu yang dihomenisasi mengalami suatu proses pemecahan globula-globula susu sehingga dihasilkan globula susu yang ukurannya lebih kecil dan seragam. Ukuran globula awal 200 µm diperkecil menjadi 2µm. Hal ini terjadi karena produk dilewatkan dalam suatu celah sempit dalam kecepatan dan tekanan tinggi (450-1500 psi). Homogenisasi dilakukan untuk menstabilkan emulsi lemak dalam susu kental manis. Proses homogenisasi akan mengakibatkan lebih banyaknya jumlah butiran lemak dan memperluas permukaan lemak sehingga mempermudah proses pasteurisasi.
d. Pasteurisasi
Produk yang telah dihomogenisasi dialirkan ke dalam pasteurizer untuk dipasteurisasi. Proses pasteurisasi bertujuan untuk membunuh semua bakteri patogen dan 99% total bakteri serta menginaktifkan enzim termasuk enzim lipase. Dengan demikian, produk diharapkan tetap dalam kondisi baik selama pendistribusian dan lebih awet serta amam dikonsumsi oleh konsumen. Metode yang digunakan untuk proses pasteurisasi adalah metode HTST (High Temperature Short Time) dengan menggunakan sistem aliran kontinyu. Saat proses pasteurisasi, produk dilewatkan ke holding tube, yaitu pipa berkelok-kelok untuk mempertahankan suhu selama pasteurisasi. Dalam holding tube terdapat Flow diversion valve (FDV) yang merupakan sensor suhu selama pasteurisasi. Produk yang telah dipasteurisasi akan dialirkan ke dalam BT II. BT II adalah tempat sementara untuk menampung produk sebelum produk dikentalkan di vacuum cooler.
e. Proses Pengentalan (Evaporasi)
Proses penguapan pada kondisi vakum terjadi pada suhu yang lebih rendah dibanding proses penguapan biasa yaitu 30-31ºC. Hal ini dimaksudkan untuk mencegah terjadinya pencoklatan, perubahan citarasa dan aroma serta peningkatan viskositas produk selama penyimpanan.
f. Seeding Lactose
Dalam proses pengentalan juga dilakukan penambahan kristal laktosa dalam ukuran kecil. Proses ini dinamakan seeding lactose. Diameter kristal laktosa yang ditambahkan kira-kira berukuran 10 mikron. Proses di vacuum cooler berhenti setelah suhu susu mencapai 27-28ºC. Pada tahap ini produk telah menjadi susu kental manis Sebelum susu kental manis dialirkan ke tangki penyimpanan, QC melakukan inspeksi untuk mengukur kadar lemak, viskositas, gula, TS, dan protein. Apabila parameter proses yang diukur telah memenuhi standar yang ditetapkan di perusahaan maka susu kental manis dialirkan ke tangki penyimpanan. Tangki penyimpanan merupakan tangki penampungan akhir dari adonan susu yang siap filling. Tangki penampungan ini dilengkapi dengan agitator yang berfungsi sebagai pengaduk adonan susu hingga diperoleh produk akhir dengan campuran yang seragam. Proses agitasi dilakukan selama 2 jam untuk memperoleh campuran adonan susu yang seragam dari beberapa batch yang ditampung dalam tangki penyimpanan.
4.3. Pengemasan
kemasan yang dipakai dalam proses pengemasan ini. Selanjutnya susu kental manis dalam bentuk rencengan yang telah dikemas dalam plastik yang berisi 6 sachet akan dimasukkan ke dalam karton sebagai pengemas tersier. Fungsi dari kemasan karton ini adalah untuk memudahkan proses transportasi dari pabrik ke distributor hingga ke konsumen dan melindungi produk agar tidak rusak selama proses transportasi.
Sedangkan untuk jenis kemasan yang digunakan, yaitu kemasan kaleng, pouch dan sachet. Bahan yang dipakai PT. Frisian Flag Indonesia untuk kemasan kaleng adalah lempengan timah, untuk kemasan pouch dan sachet adalah aluminium foil. PT. Frisian Flag Indonesia Susu kental manis sachet di PT. Frisian Flag Indonesia didistribusikan dalam satu kemasan plastik sekunder. Satu kemasan plastik sekunder berisi enam sachet yang membentuk satu rencengan. Tujuan dilakukannya pengemasan sekunder ini adalah untuk memberikan kesan rapi dalam pengemasan dan saat didisplay, untuk memudahkan proses transportasi ke konsumen dan untuk memproteksi produk dalam mengurangi resiko kebocoran yang terjadi pada sachet terutama mencegah hingga mengotori kemasan yang lainnya. Jika dikemas dalam satu plastik sekunder maka kebocoran itu akan tertahan dalam plastik sekunder tersebut. Namun, pada tahapan pengemasan plastik sekunder ini sering terjadi error pada mesin baik disebabkan oleh kesalahan mesin, material, metode pengemasan maupun kesalahan faktor manusia yang menjadi operator mesin tersebut.
keberhasilan yang cukup tinggi. Dari data yang telah didapatkan dapat dilihat bahwa dari pengamatan jammed yang terjadi pada panjang plastik X mm lebih besar dibandingkan dengan jumlah jammed yang terjadi pada panjang plastik Y mm yang telah mengalami pemendekan.
Jammed seringkali mengakibatkan kerusakan pada produk. Kerusakan produk yang disebabkan oleh karena terjadinya jammed misalnya terpotongnya sachet, terbukanya seal kemasan plastik sekunder dan terjepitnya sachet pada sealer.
1. Terpotongnya Sachet
Penyebab sachet terpotong ada beberapa faktor, salah satunya adalah menumpuknya sachet karena conveyor tidak berjalan dengan sempurna. Tidak hanya itu, tidak sesuainya pengaturan product position juga dapat menjadi penyebab terpotongnya sachet. Jika product position tidak tepat maka sachet akan bergeser namun cutter akan terus berjalan memotong. Hal ini yang menyebabkan sachet bisa terpotong. Pengaturan product position harus dicek secara berkala karena terkadang jika mesin berhenti untuk mengisi material bahan plastik pengemas sekunder maka pengaturan pun perlu penyesuaian lagi. Butuh waktu beberapa menit untuk menyesuaikan pengaturan mesin ini, tergantung dari seberapa banyak perubahan yang terjadi pada material bahan pengemas awal. Biasanya perbedaan yang terdapat pada material bahan pengemas plastik adalah ketebalannya, ukurannya dan bahannya. Selain dari plastik itu sendiri, posisi peletakkan plastik pada mesin pengemas itu sendiri dapat mempengaruhi lamanya pengaturan. Jika peletakkan kurang sempurna maka plastik akan sulit untuk masuk ke sealer dan proses sealing kurang sempurna.
2. Terbukanya Seal Kemasan Plastik Sekunder
3. Terjepitnya Sachet pada Sealer
Salah satu penyebab terjepitnya sachet pada sealer adalah posisi peletakkan sachet yang miring pada conveyor. Hal ini menyebabkan ada bagian dari sachetyang masuk ke dalam sealer sehingga sachet ikut terseal bersama plastik. Jika sachet masuk ke dalam sealer bisa menyebabkan timbulnya kebocoran pada sachet.
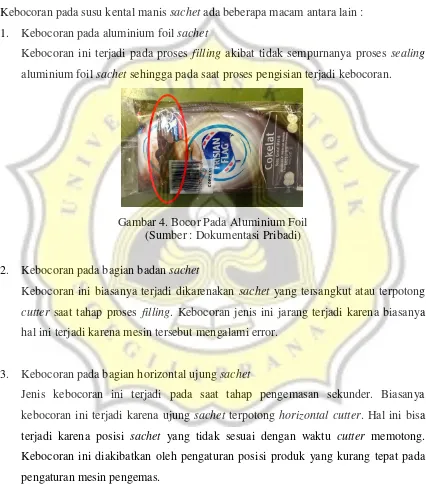
Kebocoran pada susu kental manis sachet ada beberapa macam antara lain : 1. Kebocoran pada aluminium foil sachet
Kebocoran ini terjadi pada proses filling akibat tidak sempurnanya proses sealing aluminium foil sachet sehingga pada saat proses pengisian terjadi kebocoran.
Gambar 4. Bocor Pada Aluminium Foil (Sumber : Dokumentasi Pribadi)
2. Kebocoran pada bagian badan sachet
Kebocoran ini biasanya terjadi dikarenakan sachet yang tersangkut atau terpotong cutter saat tahap proses filling. Kebocoran jenis ini jarang terjadi karena biasanya hal ini terjadi karena mesin tersebut mengalami error.
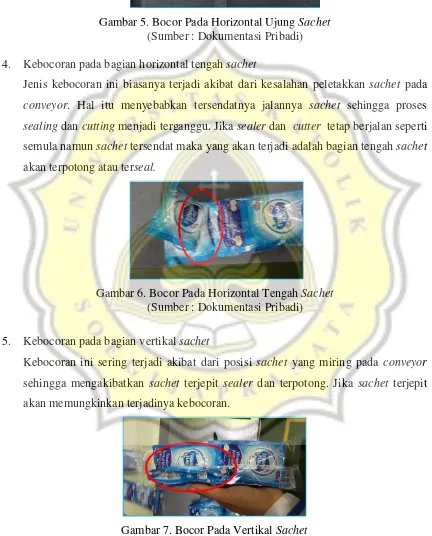
3. Kebocoran pada bagian horizontal ujung sachet
Gambar 5. Bocor Pada Horizontal Ujung Sachet (Sumber : Dokumentasi Pribadi) 4. Kebocoran pada bagian horizontal tengah sachet
Jenis kebocoran ini biasanya terjadi akibat dari kesalahan peletakkan sachet pada conveyor. Hal itu menyebabkan tersendatnya jalannya sachet sehingga proses sealing dan cutting menjadi terganggu. Jika sealer dan cutter tetap berjalan seperti semula namun sachet tersendat maka yang akan terjadi adalah bagian tengah sachet akan terpotong atau terseal.
Gambar 6. Bocor Pada Horizontal Tengah Sachet (Sumber : Dokumentasi Pribadi)
5. Kebocoran pada bagian vertikal sachet
Kebocoran ini sering terjadi akibat dari posisi sachet yang miring pada conveyor sehingga mengakibatkan sachet terjepit sealer dan terpotong. Jika sachet terjepit akan memungkinkan terjadinya kebocoran.
Dari beberapa kebocoran di atas, ada kebocoran yang dapat langsung teridentifikasi secara kasat mata namun ada juga yang harus melalui uji tertentu untuk mengetahui kebocoran tersebut. Beberapa uji yang dapat digunakan untuk mengetahui kebocoran yang terjadi antara lain:
1. Hand Testing Sachet
Hand Testing merupakan cara untuk mengamati kerusakan yang terjadi pada aluminium atau metalize foil pada kemasan sachet. Ada tujuh kerusakan yang dapat terjadi pada kemasan sachet, yaitu :
a. Sobek atau terbuka pada horizontal ujung (bagian bawah atau atas)
b. Sobek antara perbatasan horizontal ujung dengan sealing line (bagian bawah atas atau bawah). Jenis kebocoran ini sering terjadi karena berhubungan dengan sealing strength.
c. Sobek pada horizontal sealing line (bagian atas atau bawah). d. Sobek pada vertikal ujung (bagian kanan atau kiri).
e. Terbukanya vertical sealing line (bagian kanan atau kiri). f. Kerusakan pada sealing body.
g. Kerusakan pada bagian kode produksi dan expired date. 2. Hand Testing Plastic Sealing
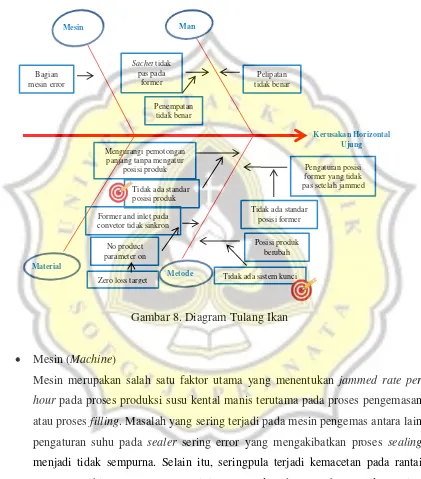
Faktor yang Mempengaruhi Jammed Rate per Hour
Ada empat faktor yang mempengaruhi jammed rate per hour, yaitu mesin (machine), metode (method), material dan manusia (man). Faktor-faktor ini diperoleh dari analisis menggunakan metode diagram tulang ikan (fishbone diagram) dapat dilihat pada Gambar 8.
Gambar 8. Diagram Tulang Ikan
Mesin (Machine)
Metode (Method)
Dalam proses pengemasan susu kental manis sachet pemilihan metode juga seringkali berpengaruh terhadap jammed rate per hour. Beberapa masalah yang sering terjadi akibat kesalahan dari suatu metode pengemasan misalnya :
a. Pengurangan panjang plastik kemasan tanpa ada pengaturan ulang product position terlebih dahulu.
b. Former dan inlet conveyor tidak bekerja secara sinkron. c. Perubahan product position.
d. Ketidakberhasilan dalam membetulkan posisi former setelah terjadi jammed.
Material
Karakteristik dari suatu material menentukan kelancaran suatu proses pengemasan. Semua pengaturan yang ada sudah disesuaikan dengan karakteristik material, misalnya saja ketebalan plastik. Semakin tipis plastik maka pengaturan pada mesin pun berubah, mulai dari pengaturan suhu sealing, product position, maupun kecepatan dari jalannya suatu mesin pengemas.
Manusia (Man)
Selain masalah yang terjadi pada mesin, metode dan material, kesalahan yang cukup sering terjadi pada proses pengemasan adalah pada faktor manusia (human error). Faktor yang biasanya menjadi penyebab terjadinya kesalahan pada manusia (operator mesin) ini antara lain kondisi kesehatan dari operator, stamina tubuh operator, keadaan psikologis dari operator dan keahlian dari operator dalam melakukan pekerjaannya.
27
5. PENGURANGAN CACAT PRODUK TERHADAP KEMASAN SEKUNDER SUSU KENTAL MANIS SACHET
5.1. Latar Belakang Projek
Di PT. Frisian Flag Indonesia pengawasan mutu dilakukan dimulai dari proses produksi hingga menjadi produk akhir yang siap konsumsi. Untuk mempertahankan kualitas produk akhir yang dihasilkan maka dilakukan pengawasan terhadap mutu produk. Pengawasan mutu yang dilakukan oleh PT. Frisian Flag Indonesia sudah baik. Proses pengawasan mutu dimulai dari diterimanya bahan baku lalu dilanjutkan ke proses pengolahan. Pemeriksaan dilakukan dengan pengisian lembar check list pada bagian yang perlu dikontrol. QC berperan dalam membantu dan mendukung kerja dari departmen produksi bidang kualitas dan mutu produk.
Setiap produk akan menghasilkan produk yang cacat atau produk yang dalam pengemasannya tidak sesuai dengan standar yang ditentukan. Cacat produk yang biasanya terjadi pada susu kental manis sachet adalah adanya kemasan yang rembes, bocor horizontal, bocor vertikal dan bocor pada bagian tengah sachet. Selain itu, ada juga contoh cacat produk yang lain seperti tidak ada kode produksi dan proses sealing yang tidak sempurna. Cacat produk bisa terjadi karena adanya ketidaksesuaian saat proses pengisian dan pengemasan.
Cacat produk seringkali terjadi di ruangan filling dan packaging. Pada ruangan filling cacat produk dapat disebabkan oleh karena pengaturan mesin yang kurang tepat saat proses pengisian dan pengaturan temperatur yang kurang tepat pada saat sealing. Pada ruangan packaging cacat produk dapat terjadi karena pengaturan pada mesin dan plastik atau sachet yang terjepit pada mesin pengemas sekunder. Hal ini dapat dikarenakan oleh beberapa faktor. Faktor penyebab terjadinya cacat produk antara lain mesin, material, metode dan manusia.
plastik kemasan sekunder bermeter-meter. Hal itu dinilai sebagai suatu pemborosan dan perlu dilakukan penekanan jumlah pemakaian plastik kemasan sekunder. Pemakaian plastik sebanyak itu setelah ditelusuri lebih lanjut ternyata disebabkan oleh ukuran plastik yang terlalu panjang sehingga di dalam plastik kemasan sekunder terdapat banyak ruang kosong antara bagian end sealing dengan sachet. Kemudian dilihat dari permasalahan ini muncul pemikiran untuk dilakukannya pemendekan plastic sealing dan perlu dilakukan standarisasi. Akan tetapi, pemendekan plastic sealing ini belum dilakukan analisa lebih lanjut mengenai permasalahan yang akan terjadi bila pemendekan ini dilakukan. Maka dari itu, penelitian ini perlu dilakukan untuk melihat apakah pemendekan plastic sealing ini dapat berjalan efektif dan efisien. Panjang plastik kemasan sekunder ini mengalami pemendekan dari panjang semula X mm menjadi Y mm. Pemendekan plastik ini mempengaruhi pengaturan pada mesin pengemasan. Mesin pengemasan harus diatur ulang penyetelannya karena mengalami perubahan panjang plastik kemasan sekunder. Mesin pengemasan ini bekerja memotong plastik secara otomatis dengan panjang tertentu yang sudah diatur dalam penyetelan mesin pengemas tersebut. Penelitian ini dilakukan melalui beberapa tahapan, yaitu pengumpulan data histori, pengumpulan data saat panjang plastik X mm, pengumpulan data saat panjang plastik Y mm, dan analisa cacat produk serta mesin error.
5.2.Tujuan Projek
Pemendekan plastik kemasan sekunder ini bertujuan untuk membuat pemakaian plastik sebagai kemasan sekunder lebih efektif dan efisien. Jika pemakaian plastik lebih efektif dan efisien maka banyak sekali keuntungan yang bisa didapat seperti pengurangan limbah plastik dan pengurangan biaya produksi. Hal ini juga identifikasi dapat mengurangi penggunaan berlebih plastic sealing tanpa permasalahan yang signifikan pada proses produksi.
5.3.Metodologi Pengidentifikasian Cacat Produk Pengumpulan Data Histori
Pengumpulan data histori dilakukan selama satu minggu di beberapa mesin pengemas sekunder. Pengumpulan data histori dilakukan dengan menggunakan beberapa parameter seperti panjang plastik dan tingkat keseringan mesin error.
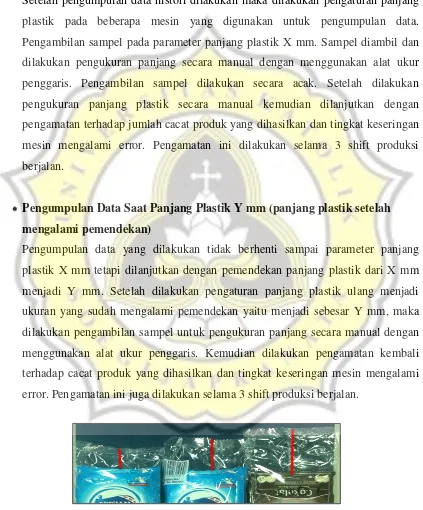
Pengumpulan Data Saat Panjang Plastik X mm (panjang awal plastik)
Setelah pengumpulan data histori dilakukan maka dilakukan pengaturan panjang plastik pada beberapa mesin yang digunakan untuk pengumpulan data. Pengambilan sampel pada parameter panjang plastik X mm. Sampel diambil dan dilakukan pengukuran panjang secara manual dengan menggunakan alat ukur penggaris. Pengambilan sampel dilakukan secara acak. Setelah dilakukan pengukuran panjang plastik secara manual kemudian dilanjutkan dengan pengamatan terhadap jumlah cacat produk yang dihasilkan dan tingkat keseringan mesin mengalami error. Pengamatan ini dilakukan selama 3 shift produksi berjalan.
Pengumpulan Data Saat Panjang Plastik Y mm (panjang plastik setelah mengalami pemendekan)
Pengumpulan data yang dilakukan tidak berhenti sampai parameter panjang plastik X mm tetapi dilanjutkan dengan pemendekan panjang plastik dari X mm menjadi Y mm. Setelah dilakukan pengaturan panjang plastik ulang menjadi ukuran yang sudah mengalami pemendekan yaitu menjadi sebesar Y mm, maka dilakukan pengambilan sampel untuk pengukuran panjang secara manual dengan menggunakan alat ukur penggaris. Kemudian dilakukan pengamatan kembali terhadap cacat produk yang dihasilkan dan tingkat keseringan mesin mengalami error. Pengamatan ini juga dilakukan selama 3 shift produksi berjalan.
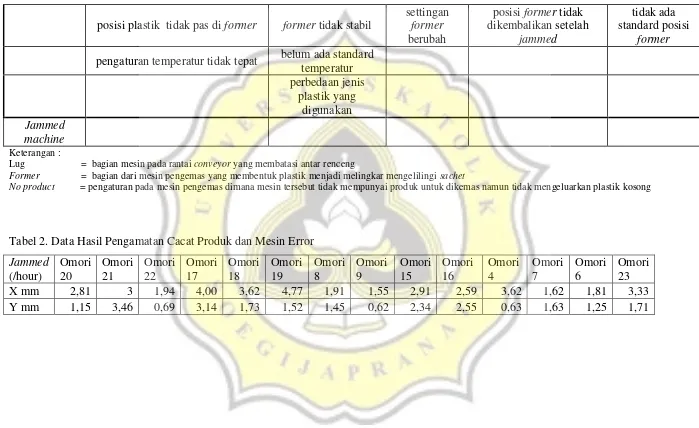
Analisa Cacat Produk dan Mesin Error
Setelah semua data terkumpul maka dilakukan pengumpulan informasi dari beberapa narasumber. Beberapa narasumber yang ada seperti operator mesin, teknisi, supervisor, foreman dan mentor. Jika semua data yang diperlukan sudah terkumpul maka dilakukan analisis lanjutan, yaitu analisis terhadap 5 why question. Why-why analysis merupakan metode yang digunakan untuk mengontrol kualitas dengan cara mencari akar penyebab masalah. Akar penyebab masalah yang diperoleh dapat digunakan untuk mengatasi permasalahan yang sedang dihadapi maupun yang akan datang. Why-why analysis umumnya dihubungkan dengan format 4W1H untuk mencari akar penyebab permasalahan, yaitu when, why, what, where dan how. Metode why-why analysis mengharuskan bertanya penyebab dimulainya permasalahan secara berurutan hingga ditemukannya akar penyebab masalah. Kesimpulan yang salah sering terjadi dikarenakan sebuah
pertanyaan “mengapa” dapat dijawab dengan jawaban ganda. Why-why analysis umumnya digunakan untuk mengidentifikasi kegagalan peralatan dan insiden keselamatan kerja. Langkah-langkah penggunaan metode why-why analysis
adalah dengan bertanya “mengapa” hal itu terjadi, kemudian jawaban pertanyaan tersebut dijadikan pertanyaan “mengapa” yang kedua, jawaban pertanyaan kedua
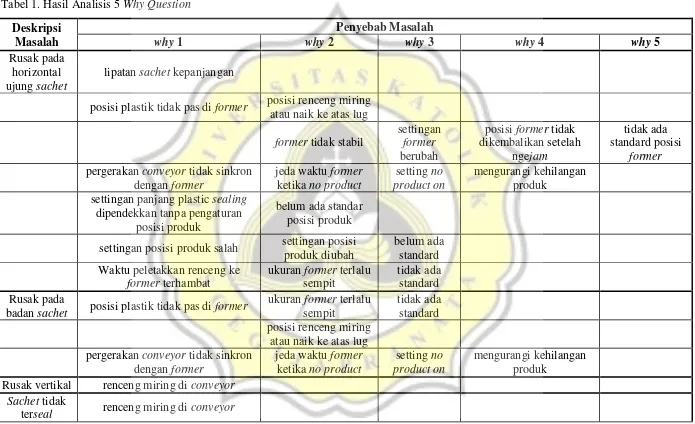
Tabel 1. Hasil Analisis 5 Why Question
posisi plastik tidak pas di former posisi renceng miring atau naik ke atas lug pergerakan conveyor tidak sinkron
dengan former
settingan posisi produk salah settingan posisi produk diubah
badan sachet posisi plastik tidak pas di former
ukuran former terlalu pergerakan conveyor tidak sinkron
dengan former
Rusak vertikal renceng miring di conveyor Sachet tidak
posisi plastik tidak pas di former former tidak stabil pengaturan temperatur tidak tepat belum ada standard
temperatur
Lug = bagian mesin pada rantai conveyor yang membatasi antar renceng
Former = bagian dari mesin pengemas yang membentuk plastik menjadi melingkar mengelilingi sachet
No product = pengaturan pada mesin pengemas dimana mesin tersebut tidak mempunyai produk untuk dikemas namun tidak mengeluarkan plastik kosong
Berdasarkan data dari Tabel 1 di atas dapat dilihat bahwa terdapat beberapa penyebab dari berbgai permasalahan yang terjadi. Masalah kerusakan yang terjadi pada horizontal ujung sachet dapat disimpulkan bahwa masalah ini disebabkan oleh posisi plastik yang tidak pas pada former. Setelah dianalisa ternyata posisi plastik yang tidak pas dengan former disebabkan oleh dua hal, yaitu posisi renceng miring atau naik ke atas lug dan former tidak stabil. Kemudian setelah dianalisa kembali posisi former tidak stabil dikarenakan pengaturan former berubah dari pengaturan awal. Timbul kembali pertanyaan mengapa hal tersebut dapat terjadi dan didapatkan jawaban bahwa posisi former tidak dikembalikan setelah mesin mengalami jammed. Hal itu disebabkan oleh tidak adanya standard posisi former yang benar.
Selain itu, kerusakan sachet pada horizontal ujung juga dapat disebabkan oleh pergerakan conveyor yang tidak sinkron dengan former. Hal ini disebabkan adanya jeda waktu former ketika pengaturan no product dinyalakan. Kemudian adanya jeda waktu ini disebabkan oleh pengaturan no product yang dinyalakan. Penyebab dari pengaturan no product dinyalakan adalah untuk mengurangi kehilangan produk maupun bahan pengemas. Sedangkan permasalahan kerusakan pada badan sachet secara horizontal disebabkan oleh pergerakan conveyor yang tidak sinkron dengan former, kemudian adanya jeda waktu former ketika no product dinyalakan, dan hal tersebut dikarenakan untuk mengurangi kehilangan produk. Pada permasalahan sachet yang tidak terseal dengan baik disebabkan oleh posisi plastik yang tidak pas di former yang disebabkan oleh former yang selalu bergerak-gerak tidak stabil. Former tidak stabil dikarenakan pengaturan former berubah dari pengaturan awal. Hal ini disebabkan oleh posisi former yang tidak dikembalikan lagi setelah memperbaiki mesin jammed. Operator mesin ini tidak mempunyai standard tentang posisi former yang baik.
35
6. PEMBAHASAN
PT. Frisian Flag Indonesia menggunakan kemasan sachet, kaleng dan pouch untuk susu kental manis. Kemasan sachet pada susu kental manis memakai bahan aluminium foil dengan ketebalan tertentu. Sesuai dengan teori dari Fellows (2000), aluminium foil dapat berfungsi sebagai penghalang yang baik terhadap transmisi gas, uap air dan cahaya. Kemasan aluminium foil dapat melindungi produk susu kental manis dari kerusakan sehingga memperpanjang umur simpan produk. Sedangkan pada kemasan sekunder yang digunakan PT. Frisian Flag Indonesia pada susu kental manis sachet menggunakan plastik. Hal ini sesuai dengan Hanlon (1971), plastik memiliki kelebihan jika dibandingkan dengan jenis kemasan lain, yaitu harganya relatif lebih murah, teksturnya lebih fleksibel sehingga dapat dibentuk sedemikian rupa dan mengurangi biaya transportasi. Menurut Hidayah (2010), cacat pada kemasan adalah suatu kejadian yang tidak diinginkan oleh perusahaan, misalnya, kerusakan, kegagalan yang menyebabkan produk dibuang atau diproses ulang. Kerugian dapat timbul akibat dari persentase kerusakan kemasan yang cukup tinggi. Untuk mengurangi biaya produksi dan membuat proses pengemasan lebih efektif dan efisien lagi maka dilakukan penelitian untuk mengurangi biaya yang dikeluarkan dalam proses pengemasan namun tetap menjaga kualitas. Hal tersebut dilakukan dengan melakukan penelitian mengenai pengurangan panjang plastik dari kemasan sekunder susu kental manis sachet. Beberapa faktor penyebab kerusakan kemasan antara lain kerusakan pada mesin, perubahan suatu proses, kegagalan mutu dan variasi sumber daya.
menyebabkan proses menjadi out of control dan terjadinya penyimpangan dalam proses
produksi.
Solusi dari Permasalahan yang Terjadi
37
7. KESIMPULAN DAN SARAN
7.1. Kesimpulan
Pada proses produksi susu kental manis sachet sering terjadi product loss di bagian proses pengemasan karena kurang telitinya operator maupun kurang baiknya kondisi mesin pengemas ataupun bahan pengemas. Salah satu faktor yang menjadi penyebab product loss antara lain ukuran plastik sekunder pada pengemasan susu kental manis sachet. Dari penelitian yang dilakukan terhadap pengurangan panjang plastik sekunder dari X mm menjadi Y mm dapat disimpulkan bahwa .pengurangan panjang plastik sekunder ini berhasil. Panjang plastik sekunder Y mm yang telah mengalami pemendekan dari panjang awal X mm mempunyai tingkat jammed yang lebih sedikit dibandingkan pengaturan panjang awal. Hal ini dapat mengurangi product loss sehingga baik bahan pengemas maupun produk tidak mengalami tingkat kehilangan yang cukup besar. Hal ini dapat membuat proses produksi menjadi lebih efektif dan efisien.
7.2. Saran
38
8. DAFTAR PUSTAKA
Fellows, P. 2000. Food Processing Technology: Principlesand Practice, 2nd Ed. CRC Press, Boca Raton.
Hanlon, J. F. 1971. and A. M Campbell. 1984. Water and Fat Absorption. di dalam J. P. Cherry (eds.) Protein Functionality in Foods. Acs, Washington DC.
Hidayah, N. 2010. Teknik Perbaikan Mutu dalam Mengatasi Defect Pada Pengemasan Susu Kental Manis Sachet di PT. Frisian Flag Indonesia, Jakarta. Skripsi. Fakultas Peternakan. Institut Pertanian Bogor, Bogor.
39
9. LAMPIRAN
9.1. Perhitungan Jammed Rate per Hour
Jammed rate per hour = Mesin Omori 20
Jammed rate per hour = = 2,81/hour Jammed rate per hour = = 1,15/hour
Mesin Omori 21
Jammed rate per hour = = 3/hour Jammed rate per hour = = 3,46/hour
Mesin Omori 22
Jammed rate per hour = = 1,93/hour Jammed rate per hour = = 0,69/hour
Mesin Omori 17
Jammed rate per hour = = 3,25/hour Jammed rate per hour = = 3,38/hour
Mesin Omori 18
Jammed rate per hour = = 2,94/hour Jammed rate per hour = = 1,46/hour
Mesin Omori 19
Jammed rate per hour = = 3,87/hour Jammed rate per hour = = 1,46/hour
Mesin Omori 8
Jammed rate per hour = = 1,31/hour Jammed rate per hour = = 1,61/hour
Mesin Omori 9
Mesin Omori 15
Jammed rate per hour = = 3,5/hour Jammed rate per hour = = 2,92/hour
Mesin Omori 16
Jammed rate per hour = = 2,19/hour Jammed rate per hour = = 2,08/hour
Mesin Omori 4
Jammed rate per hour = = 2,37/hour Jammed rate per hour = = 0,5/hour
Mesin Omori 7
Jammed rate per hour = = 1,06/hour Jammed rate per hour = = 1,3/hour
Mesin Omori 6
Jammed rate per hour = = 1,19/hour Jammed rate per hour = = 1/hour
Mesin Omori 23
9.2. Data Historis Jammed Rate per Hour
Gambar 10. Grafik Data Perbandingan Laju Mesin Jammed per Jam
9.3. Data Histori Tiap Mesin Omori
Tabel 3. Data-data Histori Tiap Mesin Omori
Mesin Omori 20
Tanggal Lama Pengamatan Panjang Error (kali)
08-Jan 5 jam 30 menit X mm 6 09-Jan 5 jam 30 menit X mm 12 12-Jan 5 jam X mm 27 13-Jan 5 jam Y mm 5 14-Jan 5 jam Y mm 6 15-Jan 3 jam Y mm 4
Mesin Omori 21
Tanggal Lama Pengamatan Panjang Error (kali)
Mesin Omori 22
Tanggal Lama Pengamatan Panjang Error (kali)
08-Jan 5 jam 30 menit X mm 13
Tanggal Lama Pengamatan Panjang Error (kali)
21-Jan 5 jam 30 menit X mm 12
Tanggal Lama Pengamatan Panjang Error (kali)
21-Jan 5 jam 30 menit X mm 16
Tanggal Lama Pengamatan Panjang Error (kali)
21-Jan 5 jam 30 menit X mm 11
Tanggal Lama Pengamatan Panjang Error (kali)
Mesin Omori 15
Tanggal Lama Pengamatan Panjang Error (kali)
27-Jan 5 jam 30 menit X mm 24
Tanggal Lama Pengamatan Panjang Error (kali)
27-Jan 5 jam 30 menit X mm 6
Tanggal Lama Pengamatan Panjang Error (kali)
27-Jan 5 jam 30 menit X mm 8
Tanggal Lama Pengamatan Panjang Error (kali)
05-Feb 5 jam 30 menit X mm 17
Tanggal Lama Pengamatan Panjang Error (kali)
Mesin Omori 6
Tanggal Lama Pengamatan Panjang Error (kali)
05-Feb 5 jam 30 menit X mm 4 09-Feb 5 jam 30 menit X mm 7 10-Feb 5 jam X mm 8 12-Feb 5 jam Y mm 5 13-Feb 5 jam Y mm 5
Mesin Omori 23
Tanggal Lama Pengamatan Panjang Error (kali)
05-Feb 5 jam 30 menit X mm 17 09-Feb 5 jam 30 menit X mm 14 10-Feb 5 jam X mm 4 12-Feb 5 jam Y mm 4 13-Feb 5 jam Y mm 8
9.4. Foto
Gambar 11. Susu Kental Manis Sachet Dalam Plastik Sekunder