EVALUASI PROSES PENGEMASAN UNTUK MENGURANGI
PERSENTASE KERUSAKAN KEMASAN DARI SUSU
KENTAL MANIS SACHET DI PT FRISIAN
FLAG INDONESIA JAKARTA
SKRIPSI
ALEXANDRA TRI TANTYA
DEPARTEMEN ILMU PRODUKSI DAN TEKNOLOGI PETERNAKAN FAKULTAS PETERNAKAN
INSTITUT PERTANIAN BOGOR 2013
RINGKASAN
Alexandra Tri Tantya. D14080325. 2013. Evaluasi Proses Pengemasan Untuk
Mengurangi Persentase Kerusakan Kemasan dari Susu Kental Manis Sachet di
PT Frisian Flag Indonesia Jakarta. Skripsi. Departemen Ilmu Produksi dan
teknologi Peternakan, Fakultas Peternakan, Institut Pertanian Bogor. Pembimbing Utama : (Alm.) Dr. Ir. Rarah R.A. Maheswari, DEA. Pembimbing Anggota : Ir. Lucia Cyrilla E.N.S.D., M. Si.
Susu kental manis merupakan salah satu produk olahan susu yang berbentuk cairan kental yang dibuat dengan cara menghilangkan atau menguapkan kandungan airnya. Susu kental dikemas dalam kemasan sachet. PT Frisian Flag Indonesia mempunyai permasalahan, yaitu tingginya persentase kerusakan kemasan yang dihasilkan oleh mesin filling dan sealer. Kerusakan kemasan terbagi menjadi dua, yaitu kerusakan kemasan yang berasal dari mesin filling dan mesin sealer. Tujuan dari penelitian ini adalah untuk mengidentifikasi tipe-tipe kerusakan kemasan dan faktor-faktor yang menyebabkan terjadinya kerusakan kemasan dari susu kental manis sachet, selanjutnya merumuskan alternatif perbaikan masalah yang sesuai dengan kondisi perusahaan.
Penelitian ini didesain sebagai suatu survey yang bersifat deskriptif. Data yang digunakan dalam analisis diperoleh dari kegiatan magang di PT Frisian Flag Indonesia. Kegiatan magang dilakukan selama 4 bulan. Prosedur yang dilakukan adalah 1) mengidentifikasi permasalahan dengan melakukan observasi langsung ke lapang, 2) melakukan perbaikan cara kerja pengambilan data, 3) pengambilan dan pengumpulan data dan 4) melakukan analisis terhadap permasalahan yang ada dengan diagram pareto, why-why anaysis dan diagram tulang ikan.
Hasil penelitian menunjukkan bahwa 13 dari 18 mesin filling mempunyai persentase kerusakan kemasan dari dalam terbesar, serta 13 dari 18 mesin sealer juga mempunyai persentase kerusakan kemasan dari luar terbesar selama 14 minggu. Pengambilan data tipe kerusakan kemasan dari dalam dilakukan pada minggu ketiga berdasarkan data persentase kerusakan kemasan terbesar pada minggu kedua, yaitu mesin P, R dan C, sedangkan untuk kerusakan kemasan dari luar yaitu mesin A, Q, E, J dan O. Tipe-tipe kerusakan kemasan dari dalam yang sering terjadi untuk mesin C adalah AC, AH, AM, AB, AD, AJ, AN dan AG, sedangkan tipe kerusakan kemasan terbanyak untuk mesin P dan R adalah AB, AC, AA, AJ, AE dan AF. Faktor utama yang menyebabkan terjadinya kerusakan kemasan adalah faktor manusia dan mesin, selain itu juga terdapat faktor lain yang mempengaruhi kerusakan kemasan, yaitu faktor metode dan material. Alternatif perbaikan yang dapat dilakukan adalah perawatan dan pemeliharaan mesin sebaiknya lebih sering dilakukan, monitoring terhadap manusia, mesin, metode dan material dilakukan secara rutin dan perlu dibentuk atau diberdayakan tim untuk melakukan analisis secara rutin terhadap kerusakan kemasan dan tipe-tipenya.
ABSTRACT
Packaging Evaluation Process to Reduce Damage Sachet Percentage of Sweetened Condensed Milk in PT Frisian Flag Indonesia Jakarta
Tantya, A. T., (Alm.) Maheswari, R.A. and Cyrilla, L.
PT Frisian Flag Indonesia had a problem, which is high percentage of damage sachet. Damage sachet divided into damage sachets from filling and sealing machines. The purpose was to identify the types of damage sachet and the factors that caused damage sachet of sweetened condensed milk, then formulated alternatives fixes the problem. This study was designed as a descriptive survey. The data used in the analysis is obtained from Intership in PT Frisian Flag Indonesia. Internship activities carried out for 4 months. The procedures performed were 1) identify the problems, 2) fixed the methods of data collection, 3) data collection and retrieving, and 4) an analysis of the existing problems with the Pareto diagram, why-why anaysis and fishbone diagram. The results showed that 13 of 18 filling machine has the largest damage sachet percentage, and 13 of the 18 sealer machines also has the largest damage sachet percentage for 14 weeks. Collected data of damage sachet type from filling machines started on third week based on largest percentage data in the second week, is machines P, R and C, while for damage sachet from sealer machines A, Q, E, J and O. The types of damage sachet often occurs at AA, AB, AC, AE, AF, AG, AD, AJ, AM and AN. The main factor that caused damage sachet was factor of humans and machines, in addition there are also other factors that affect the damage, is the methods and materials factors. Alternative improvements that can be done is the care and maintenance of the machines should be more frequent, monitoring of humans, machines, methods and materials done regularly and need to be established or empowered teams to conduct regular analysis of the damage sachet and the types.
EVALUASI PROSES PENGEMASAN UNTUK MENGURANGI
PERSENTASE KERUSAKAN KEMASAN DARI SUSU
KENTAL MANIS SACHET DI PT FRISIAN
FLAG INDONESIA JAKARTA
SKRIPSI
ALEXANDRA TRI TANTYA
Skripsi ini merupakan salah satu syarat untuk memperoleh gelar Sarjana Peternakan pada
Fakultas Peternakan Institut Pertanian Bogor
DEPARTEMEN ILMU PRODUKSI DAN TEKNOLOGI PETERNAKAN FAKULTAS PETERNAKAN
INSTITUT PERTANIAN BOGOR 2013
Judul : EVALUASI PROSES PENGEMASAN UNTUK MENGURANGI PERSENTASE KERUSAKAN KEMASAN DARI SUSU KENTAL
MANIS SACHET DI PT FRISIAN FLAG INDONESIA JAKARTA
Nama : Alexandra Tri Tantya
NRP : D14080325
Menyetujui,
Pembimbing Utama, Pembimbing Anggota,
((Alm.) Dr. Ir. Rarah R.A. Maheswari, DEA) (Ir. Lucia Cyrilla E.N.S.D, M. Si) NIP. 19620504 198703 2 002 NIP. 19630705 198803 2 001
Mengetahui, Ketua Departemen
Ilmu Produksi dan Teknologi Peternakan
(Prof. Dr. Ir. Cece Sumantri, MAgr, Sc) NIP. 19591212 198603 1 004
RIWAYAT HIDUP PENULIS
Penulis dilahirkan di Semarang pada tanggal 13 Januari 1990. Penulis adalah anak terakhir dari tiga bersaudara dari pasangan Tan Linggo Sapto dan Lie Hesti Kusumawati. Penulis memulai pendidikan SD pada tahun 1996-2002 di SD PL Bernadus Semarang, pendidikan SMP pada tahun 2002-2005 di SMP Panggudi Luhur Domenico Savio Semarang dan pendidikan SMA pada tahun 2005-2008 di SMA Sedes Sapientiae Semarang. Penulis diterima di perguruan tinggi pada tahun 2008 di Institut Pertanian Bogor (IPB) melalui Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN). Penulis diterima di Departemen Ilmu Produksi dan Teknologi Peternakan (IPTP), Fakultas Peternakan.
Penulis aktif dalam organisasi keagamaan Keluarga Mahasiswa Buddhis Institut Pertanian Bogor (KMB-IPB) dan ikut beberapa kepanitiaan, seperti Malam Keakraban IPTP angkatan 46, Malam keakraban IPB 46, Dies Natalies KMB-IPB ke 8, Bakti Sosial, Vegedays dan Fangshen. Penulis juga aktif dalam kegiatan sosial di Vihara Buddhasena Batu Tulis Bogor, seperti acara Waisak Bersama, acara
Cap Go Meh, acara Kathina dan Pengobatan Gratis. Penulis melaksanakan kegiatan
magang selama 4 bulan terhitung dari tanggal 12 April 2012 hingga 20 Juli 2012 di PT Frisian Flag Indonesia, Jakarta, sebagai syarat untuk memperoleh gelar Sarjana Peternakan dengan judulEvaluasi Proses Pengemasan Untuk Mengurangi Persentase Kerusakan Kemasan dari Susu Kental Manis Sachet di PT Frisian Flag Indonesia Jakarta di bawah bimbingan (Alm.) Dr. Ir. Rarah R.A. Maheswari, DEA dan Ir. Lucia Cyrilla E.N.S.D., MSi.
KATA PENGANTAR
Tugas akhir yang diambil oleh penulis berupa magang skripsi di PT Frisian Flag Indonesia Plant Pasar Rebo, Jakarta selama 4 bulan terhitung dari 12 Maret 2012 sampai 20 Juli 2012. Judul skripsi yang diambil oleh penulis adalah Evaluasi Proses Pengemasan Untuk Mengurangi Persentase Kerusakan kemasan dari Susu Kental Manis Sachet di PT Frisian Flag Indonesia Jakarta yang merupakan salah satu syarat untuk memperoleh gelar Sarjana Peternakan di Fakultas Peternakan Institut Pertanian Bogor.
Tujuan dari penelitian ini adalah untuk mengidentifikasi tipe-tipe kerusakan kemasan dan faktor-faktor yang menyebabkan terjadinya kerusakan kemasan dari susu kental manis sachet, selanjutnya merumuskan alternatif perbaikan masalah yang sesuai dengan kondisi perusahaan. Persiapan yang dilakukan dalam pengambilan data adalah memberikan training untuk memisahkan kerusakan kemasan dari dalam (mesin filling) dan kerusakan kemasan dari luar (mesin sealer), kemudian memperbaiki cara pengambilan dan penimbangan kerusakan kemasan. Kerusakan kemasan yang telah ditimbang kemudian diidentifikasi tipe-tipe kerusakan kemasan dan penyebabnya.
Semoga skripsi ini dapat bermanfaat sebagai bahan pertimbangan bagi penelitian lebih lanjut. Semoga skripsi ini juga dapat digunakan oleh PT Frisian Flag Indonesia untuk meminimalkan persentase kerusakan kemasan yang terjadi, sehingga dapat mengurangi biaya produksi.
Bogor, Januari 2013 Penulis
DAFTAR ISI
Halaman
RINGKASAN ... i
ABSTRAK ... ii
LEMBAR PERNYATAAN ... iii
LEMBAR PENGESAHAN ... iv
RIWAYAT HIDUP PENULIS ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... ix DAFTAR GAMBAR ... x DAFTAR LAMPIRAN ... xi PENDAHULUAN ... 1 Latar Belakang ... 1 Tujuan ... 2 TINJAUAN PUSTAKA ... 3
Susu Kental Manis ... 3
Bahan Baku Pembuatan Susu Kental Manis ... 4
Susu Segar ... 5
Gula (Sukrosa) ... 6
Skim Milk Powder ... 6
Air ... 6
Bahan Penunjang Pembuatan Susu Kental Manis ... 6
Proses Pembuatan Susu Kental Manis ... 7
Kemasan Sachet ... 8 Packaging (Pengemasan) ... 9 Mutu ... 9 Kerusakan Kemasan ... 10 Diagram Pareto ... 10 Diagram Sebab-Akibat ... 10 Why-why Analysis ... 12
MATERI DAN METODE ... 14
Lokasi dan Waktu ... 14
Materi ... 14
Prosedur ... 14
Identifikasi Permasalahan ... 15
Perbaikan Cara Kerja Pengambilan Data ... 15
Pengambilan dan Pengumpulan Data ... 15
viii
Diagram Pareto ... 16
Diagram Sebab Akibat (Diagram Tulang Ikan) ... 16
Why-why Analysis ... 17
HASIL DAN PEMBAHASAN ... 18
Keadaan Umum Perusahaan ... 18
Sejarah dan Perkembangan Perusahaan ... 18
Visi dan Misi ... 19
Organisasi dan Pengelolaan ... 20
Lokasi dan Tata Letak Bangunan ... 21
Ketenagakerjaan ... 22
Jenis-jenis Produk ... 23
Identifikasi Permasalahan ... 23
Analisis dan Penyebab Permasalahan ... 25
Alternatif Perbaikan ... 54
KESIMPULAN DAN SARAN ... 57
Kesimpulan ... 57
Saran ... 57
UCAPAN TERIMA KASIH ... 58
DAFTAR PUSTAKA ... 59
DAFTAR TABEL
Nomor Halaman
1. Spesifikasi Persyaratan Mutu Susu Kental Manis ... 4
2. Persyaratan Mutu Susu Segar ... 5
3. Syarat Mutu Penerimaan Susu Murni di PT Frisian Flag Indonesia ... 24
4. Persentase Kerusakan Kemasan dari Dalam Selama 14 Minggu ... 28
5. Penyebab Kerusakan Kemasan dari Dalam ... 30
6. Persentase Kerusakan Kemasan dari Luar Selama 14 Minggu ... 38
DAFTAR GAMBAR
Nomor Halaman
1. Diagram Alir Pemahaman Mutu ... 9
2. Diagram Alir Prosedur Kegiatan di Lapang ... 13
3. Diagram Struktur Sebab-Akibat ... 15
4. Logo Frisian Flag Indonesia (a) Logo Lama (b) Logo Baru ... 19
5. Skema Cara Kerja Mesin Filling ... 26
6. Skema Cara Kerja Mesin Sealer ... 27
7. Persentase Kerusakan Kemasan dari Dalam Selama 14 Minggu ... 29
8. Persentase Kerusakan Kemasan dari Luar Selama 14 Minggu ... 39
9. Tipe Kerusakan Kemasan AB (a) Tipe Kerusakan Kemasan AB (b) Vertical Diamond ... 40
10. Tipe Kerusakan Kemasan AC ... 42
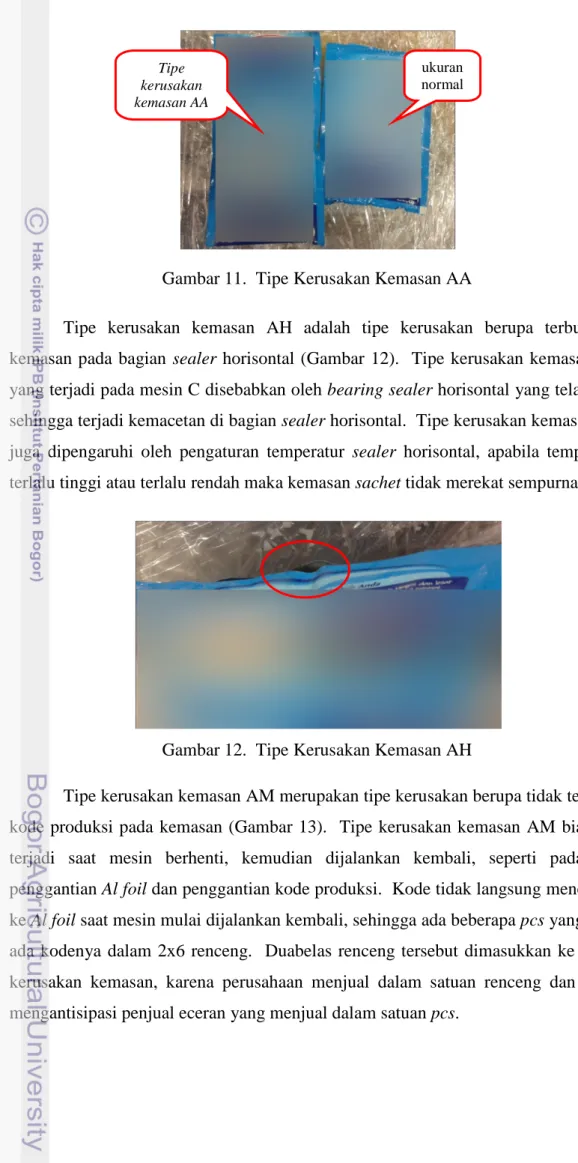
11. Tipe Kerusakan Kemasan AA ... 43
12. Tipe Kerusakan Kemasan AH ... 43
13. Tipe Kerusakan Kemasan AM ... 44
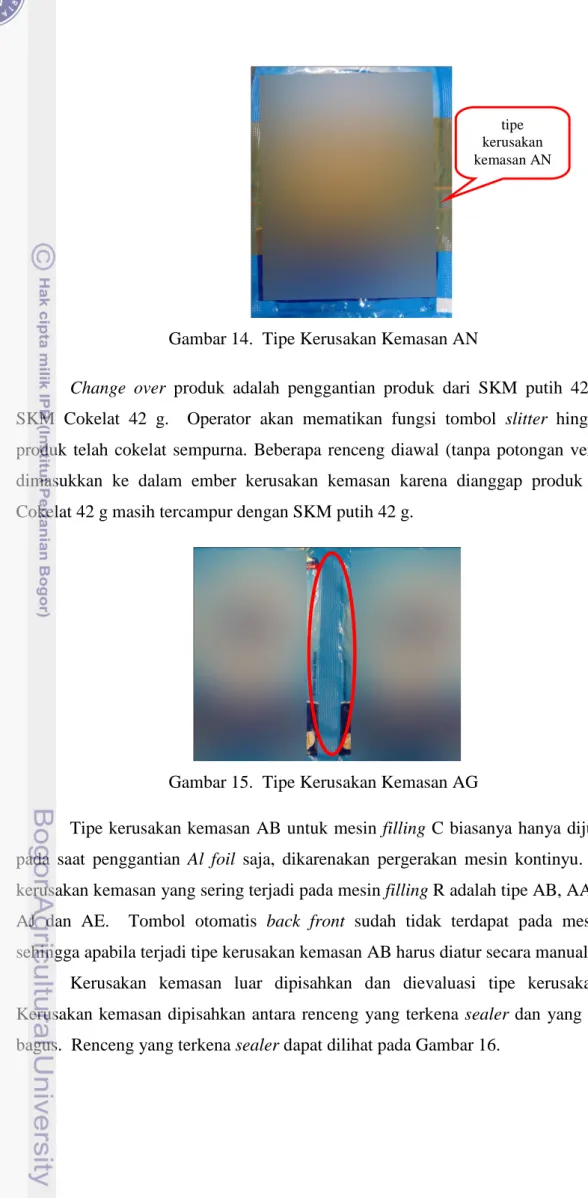
14. Tipe Kerusakan Kemasan AN ... 45
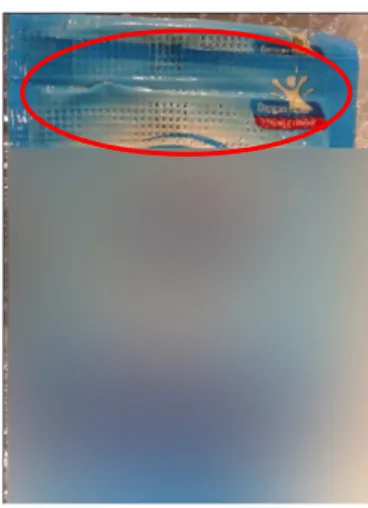
15. Tipe Kerusakan Kemasan AG ... 45
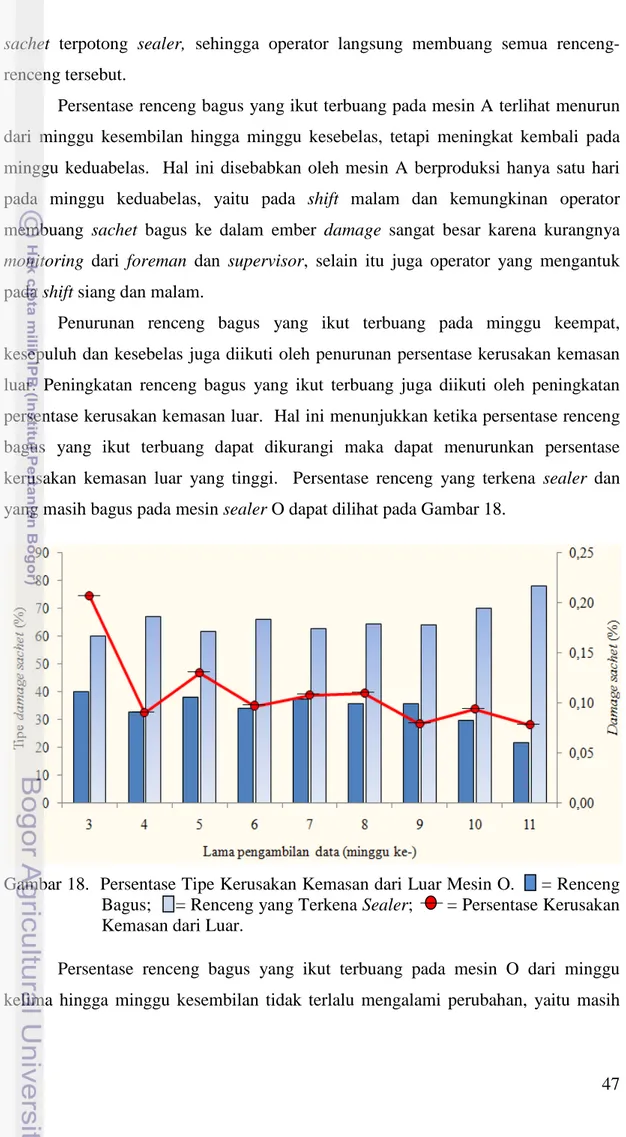
16. Tipe Kerusakan Kemasan Luar yang Terkena Sealer ... 46
17. Persentase Tipe Kerusakan Kemasan Luar Mesin A ... 46
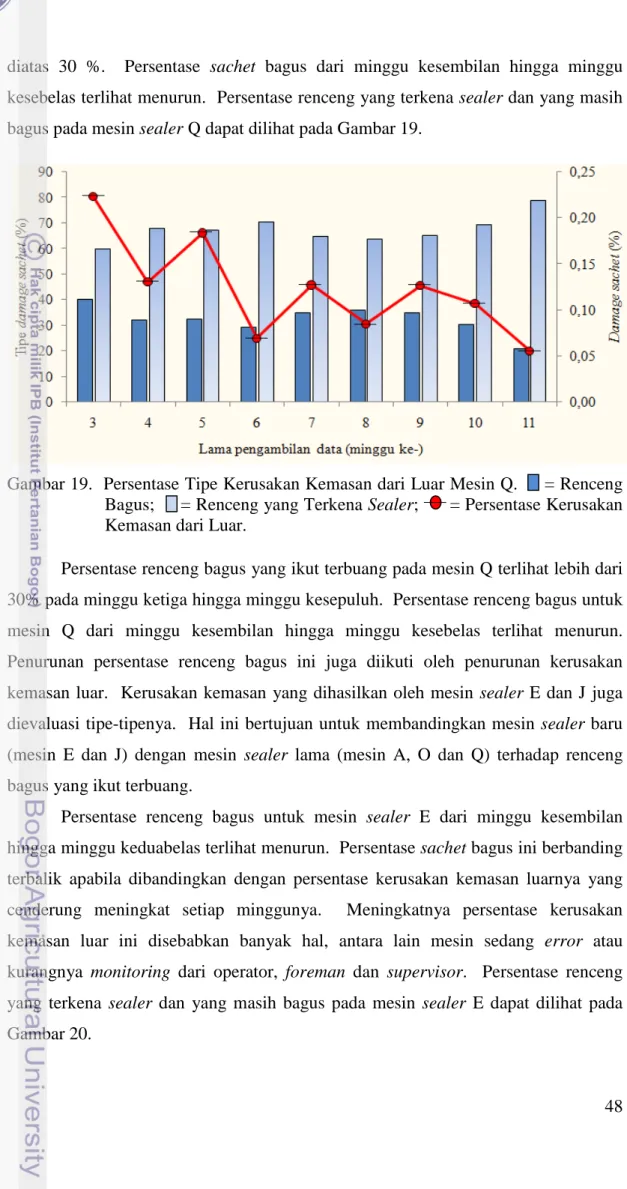
18. Persentase Tipe Kerusakan Kemasan Luar Mesin O ... 47
19. Persentase Tipe Kerusakan Kemasan Luar Mesin Q ... 48
20. Persentase Tipe Kerusakan Kemasan Luar Mesin E ... 49
21. Persentase Tipe Kerusakan Kemasan Luar Mesin J ... 49
22. Diagram Tulang Ikan Penyebab Kerusakan Kemasan Dalam ... 51
DAFTAR LAMPIRAN
Nomor Halaman 1. Action Plan selama Kegiatan Magang di PT Frisian Flag Indonesia ... 63
PENDAHULUAN Latar Belakang
Susu merupakan sekresi dari kelenjar susu mamalia yang menyusui anaknya, dan merupakan salah satu sumber protein hewani yang memiliki daya cerna tinggi. Susu kaya akan nutrisi, namun mudah sekali rusak karena merupakan media tumbuh yang sangat sesuai bagi mikroorganisme. Susu dapat diolah menjadi berbagai produk olahan susu untuk mengatasi permasalahan tersebut. Pengolahan ini bertujuan untuk memperpanjang umur simpan dan meningkatkan karakteristik susu (diantaranya adalah penampakan, rasa, aroma, tekstur dan nilai nutrisi), serta mempermudah pengangkutan dan penyimpanan. Salah satu contoh produk olahan susu adalah susu kental manis.
Susu kental manis merupakan produk olahan susu yang dibuat dengan prinsip menghilangkan atau menurunkan kandungan airnya, sehingga akan memperpanjang umur simpan produk. Susu kental manis banyak dikonsumsi oleh masyarakat karena sifatnya yang lebih tahan lama, lebih murah dan dapat digunakan sebagai bahan tambahan pembuatan makanan dan minuman.
Susu kental manis biasanya dikemas dalam kemasan kaleng, dengan volume tertentu dan umumnya untuk kebutuhan rumah tangga tidak langsung habis dikonsumsi, sehingga berpeluang kerusakan produk. Harga kemasan kaleng yang mahal juga menambah biaya produksi. Inovasi yang dilakukan oleh PT Frisian Flag Indonesia adalah membuat susu kental manis dalam kemasan sachet. Kemasan
sachet mempunyai volume yang lebih sedikit, yaitu 42 g atau merupakan kemasan
individu, sehingga produk dapat langsung habis dikonsumsi. Harga kemasan sachet adalah Rp 6000,00 lebih murah jika dibandingkan dengan kemasan kaleng. Kemasan sachet susu kental manis biasanya terbuat dari bahan aluminium (Al) foil. Kemasan mempunyai pengaruh penting dalam memperpanjang umur simpan produk, sehingga proses pengemasan dan pengepakan harus dilakukan dengan benar.
Pengemasan produk susu kental manis meliputi pengisian atau filling produk ke dalam kemasan sachet sampai pengepakan. Salah satu masalah yang dihadapi oleh PT Frisian Flag Indonesia selama proses produksi susu kental manis sachet adalah persentase kerusakan kemasan yang tinggi pada saat pengisian dan pengemasan. Tipe-tipe kerusakan kemasan yang sering terjadi dalam proses
2 produksi adalah bocor, isi kurang, tidak ada kode dan terlihat Al foil. Faktor utama yang dapat menyebabkan kerusakan kemasan pada produk adalah mesin yang digunakan untuk filling dan sealer dan faktor manusia, selain itu juga faktor metode dan material. Permasalahan tersebut telah dikaji sebelumnya oleh Hidayah (2010) dan diperlukan perbaikan, serta pemeliharaan pada mesin pengisi dan sealer, peningkatan kedisiplinan, keahlian, kesadaran dan motivasi pada pekerja, memilih material yang tepat untuk digunakan sebagai bahan baku produk dan material pengemas, serta penggunaan metode yang tepat, seperti metode pengambilan sampel, standardisasi dan maintenance. Perusahaan perlu menerapkan statistical process
control untuk mengetahui keterkendalian produk dan pengendalian mutu
pengemasan susu kental manis dan menurunkan persentase kerusakan kemasan yang terjadi.
Evaluasi proses pengisian dan pengemasan diperlukan untuk meminimalkan terjadinya kerusakan kemasan pada produk susu kental manis. Evaluasi proses ini dapat diketahui melalui observasi permasalahan, pengumpulan data, analisis permasalahan dan penyebabnya, serta menentukan solusi untuk mengatasi masalah tersebut.
Tujuan
Tujuan dari tugas akhir penelitian dalam bentuk magang di industri ini adalah untuk mengidentifikasi tipe-tipe kerusakan kemasan dan faktor-faktor yang menyebabkan terjadinya kerusakan kemasan dari susu kental manis sachet, selanjutnya merumuskan alternatif perbaikan masalah yang sesuai dengan kondisi perusahaan.
TINJAUAN PUSTAKA Susu Kental Manis
Badan Standardisasi Nasional (1998) menyatakan bahwa susu kental manis (SKM) adalah produk olahan susu berbentuk cairan kental yang diperoleh dengan menghilangkan atau menguapkan sebagian air dari susu segar atau hasil rekonstitusi susu bubuk berlemak penuh, atau hasil rekombinasi susu bubuk tanpa lemak dengan lemak susu atau lemak nabati, yang telah ditambah gula, dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan lain yang diizinkan. Susu kental manis dapat diklasifikasikan menjadi dua macam, yaitu susu kental manis tanpa ganda rasa dan susu kental manis dengan ganda rasa (Badan Standardisasi Nasional, 1998).
Badan Pengawas Obat dan Makanan (2006) mendefinisikan susu kental manis sebagai produk susu berbentuk cairan kental yang diperoleh dengan menghilangkan sebagian air dari campuran susu dan gula hingga mencapai tingkat kepekatan tertentu, atau merupakan hasil rekonstitusi susu bubuk dengan penambahan gula, dengan atau tanpa penambahan bahan lain. Susu kental manis bukan produk steril, tetapi pengawetannya tergantung pada kandungan gulanya yang tinggi (Newstead et al., 2005). Ketersediaan air bebas yang rendah dan kandungan gula yang tinggi mencegah pertumbuhan mikroorganisme (Walstra et al., 2006).
Higiene pabrik yang ketat harus dijaga sehingga bakteri osmofilik tidak mengkontaminasi produk. Konsentrasi laktosa dalam susu kental manis di atas titik jenuhnya akan menyebabkan terjadinya kristalisasi. Kristalisasi ini harus dikontrol untuk menjamin bahwa kristal yang terbentuk ukurannya sangat kecil. Jika kristalisasi tidak dikontrol, maka akan menyebabkan tekstur produk menjadi kasar atau dikenal dengan cacat produk sandiness (Newstead et al., 2005).
Proses pengisian ke dalam kemasan harus dilakukan di bawah kondisi yang higienis untuk mencegah rekontaminasi terhadap produk. Ukuran headspace di dalam kemasan harus diminimalisir sehingga tidak ada kesempatan kapang untuk berkembang. Viskositas SKM harus terkendali untuk memenuhi harapan konsumen. Hal yang memungkinkan untuk dikontrol adalah proses perlakuan preheat treatment (panas pendahuluan), homogenisasi dan pasteurisasi pada susu (Newstead et al., 2005). Persyaratan mutu susu kental manis tercantum pada Tabel 1.
4 Tabel 1. Spesifikasi Persyaratan Mutu Susu Kental Manis (Standar Nasional
Indonesia 01-2971-1998)
Jenis Uji Satuan Persyaratan
I II Keadaan - Bau - Rasa - Warna - Konsistensi - - - - normal normal putih sampai kekuningan kental dan homogen normal normal sesuai ganda rasa yang ditambahkan kental dan homogen Air, (b/b) % 20-30 20-30 Abu, (b/b) % 1,4-2,2 1,4-2,2 Protein (N x 6,37), (b/b) % 7-10 min. 6,5 Lemak, (b/b) % min. 8,0 min. 8,0 Laktosa, (b/b) % min. 10 min. 10 Sakarosa, (b/b) % 43-48 43-48 Bahan tambahan makanan
Pewarna
Pewarna Buatan - Sakarin - Siklamat
sesuai Standar Nasional Indonesia 01-0222-1995
tidak boleh ada tidak boleh ada
Pati tidak ternyata -
Cemaran logam ** - Timbal (Pb) - Tembaga (Cu) - Seng (Zn) - Timah (Sn) - Raksa (Hg) mg/kg mg/kg mg/kg mg/kg mg/kg maks. 0,3 maks. 20 maks. 40,0 maks. 40,0/250,0* maks. 0,03 maks. 0,3 maks. 20 maks. 40,0 maks. 40,0/250,0* maks. 0,03 Cemaran arsen (As) mg/kg maks. 0,1 maks. 0,1 Cemaran mikroba
- Angka Lempeng Total - Bakteri Coliform - Eschericia coli - Salmonella
- Staphylococcus aureus - Kapang dan Khamir
koloni/g APM/g APM/g per 100 g koloni/g koloni/g maks. 1,0 x 104 maks. 10 < 3 negatif maks. 1,0 x 102 maks. 1,0 x 102 maks. 1,0 x 104 maks. 10 < 3 negatif maks. 1,0 x 102 maks. 1,0 x 102
Keterangan: (*) Untuk yang dikemas dalam kaleng
(**) Dihitung terhadap susu yang siap dikonsumsi I Susu kental manis tanpa ganda rasa
II Susu kental manis dengan ganda rasa Sumber: Badan Standardisasi Nasional (1998)
Bahan Baku Pembuatan Susu Kental Manis
Sitaresmi (2006) menyatakan bahwa bahan baku yang digunakan dalam pembuatan susu kental manis di PT Frisian Flag Indonesia adalah susu segar, skim
5
milk powder (SMP) dan gula (sukrosa). Bahan baku pembuatan susu kental manis
akan diuraikan satu-persatu sebagai berikut:
Susu Segar
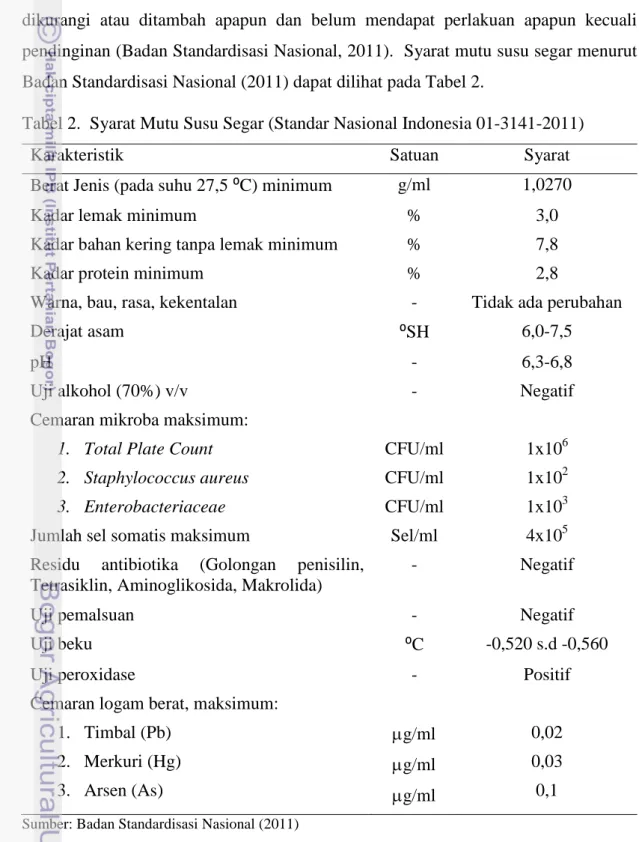
Susu segar merupakan cairan yang berasal dari ambing sapi sehat, yang diperoleh dengan cara pemerahan yang benar, yang kandungan alaminya tidak dikurangi atau ditambah apapun dan belum mendapat perlakuan apapun kecuali pendinginan (Badan Standardisasi Nasional, 2011). Syarat mutu susu segar menurut Badan Standardisasi Nasional (2011) dapat dilihat pada Tabel 2.
Tabel 2. Syarat Mutu Susu Segar (Standar Nasional Indonesia 01-3141-2011) Karakteristik Satuan Syarat Berat Jenis (pada suhu 27,5 ⁰C) minimum g/ml 1,0270 Kadar lemak minimum % 3,0 Kadar bahan kering tanpa lemak minimum % 7,8 Kadar protein minimum % 2,8
Warna, bau, rasa, kekentalan - Tidak ada perubahan
Derajat asam ⁰SH 6,0-7,5
pH - 6,3-6,8
Uji alkohol (70%) v/v - Negatif Cemaran mikroba maksimum:
1. Total Plate Count 2. Staphylococcus aureus 3. Enterobacteriaceae CFU/ml CFU/ml CFU/ml 1x106 1x102 1x103 Jumlah sel somatis maksimum Sel/ml 4x105 Residu antibiotika (Golongan penisilin,
Tetrasiklin, Aminoglikosida, Makrolida)
- Negatif
Uji pemalsuan - Negatif
Uji beku ⁰C -0,520 s.d -0,560
Uji peroxidase - Positif
Cemaran logam berat, maksimum: 1. Timbal (Pb) 2. Merkuri (Hg) 3. Arsen (As) µg/ml µg/ml µg/ml 0,02 0,03 0,1
6
Gula (Sukrosa)
Gula mempunyai fungsi memberikan rasa manis, meningkatkan viskositas, dan meningkatkan umur simpan dalam pembuatan susu kental manis. Gula mempunyai sifat higroskopis, sehingga mampu menyerap kandungan air pada produk susu kental manis. Sifat higroskopis yang dimiliki oleh gula mampu menghasilkan tekanan osmosis yang tinggi, sehingga menyebabkan terjadinya dehidrasi pada sel mikroorganisme. Sifat tersebut dapat menghambat tumbuhnya bakteri dan fermentasi pada produk susu kental manis.
Skim Milk Powder
Skim milk powder atau susu bubuk skim yang digunakan dalam pembuatan
susu kental manis berasal dari susu skim yang dikeringkan dengan spray dryer. Susu skim ini diperoleh melalui pemisahan skim dan krim dari susu segar dengan cream
separator. Tujuan penggunaan susu bubuk skim adalah untuk menambah total
padatan dalam produk susu kental manis. Skim milk powder digunakan sebagai sumber protein susu dengan kadar air maksimal 1% dan kadar lemak kurang dari 15% (Hidayah, 2010).
Air
Air merupakan bahan baku yang dapat digunakan sebagai pencampur dan pelarut bahan-bahan pada pembuatan susu kental manis. Air yang digunakan PT Frisian Flag Indonesia dalam pembuatan susu kental manis berasal dari sumur dan Perusahaan Air Minum (Hidayah, 2010).
Bahan Penunjang Pembuatan Susu Kental Manis
Penggunaan bahan penunjang dalam pembuatan susu kental manis adalah untuk menghasilkan produk susu kental manis dengan mutu baik, kandungan gizi yang cukup tinggi, dan lebih tahan lama. Bahan penunjang yang digunakan dalam pembuatan susu kental manis adalah anhydrous milk fat (AMF), buttermilk powder (BMP), palm oil, laktosa, vitamin dan cocoa powder (Sitaresmi, 2006).
Anhydrous milk fat diperoleh dengan cara memisahkan krim dan kelembaban
susu melalui vacuum drying dan menghasilkan 70%-80% lemak susu. Anhydrous
milk fat setidaknya mengandung 99,8% lemak susu dan tidak lebih dari 0,1% moisture (Chandan, 2008). Buttermilk powder merupakan produk yang dihasilkan
7 dari pemisahan air dari buttermilk cair yang berasal dari churning mentega yang kemudian dikeringkan menjadi bentuk powder. Buttermilk mengandung lemak susu yang tidak kurang dari 4,5% dan kelembaban yang tidak lebih dari 5%. Buttermilk
powder umumnya digunakan dalam produk olahan susu seperti es krim dan roti
(Chandan, 2008).
Palm oil merupakan minyak yang berasal dari tumbuh-tumbuhan yang
berfungsi sebagai sumber lemak. PT Frisian Flag Indonesia menggunakan palm oil dalam pembuatan susu kental manis cokelat untuk menambah kadar lemak produk (Hidayah, 2010). Laktosa adalah karbohidrat utama dalam susu dan konsentrasinya berkisar antara 4,2%-5% dalam susu. Kandungan laktosa umumnya menjadi rendah pada akhir laktasi dan susu yang berasal dari hewan yang terserang penyakit mastitis. Laktosa adalah disakarida dan terdiri α-D-glukosa dan β-D molekul. Laktosa merupakan gula pereduksi yang mengalami reaksi maillard dengan asam amino dalam susu yang mengakibatkan terjadinya warna kecoklatan saat susu dipanaskan. Laktosa mempunyai kelarutan dalam air hanya 17,8% pada temperatur 25 ⁰C (Kailasapathy, 2008).
Vitamin ditambahkan pada pembuatan susu kental manis dengan tujuan memperbaiki nilai nutrisi produk. Vitamin yang digunakan dalam pembuatan susu kental manis di PT Frisian Flag Indonesia antara lain vitamin A, D3 dan B1(Sitaresmi, 2006). Vitamin A dan D sebaiknya ditambahkan pada produk olahan susu karena vitamin A dan D bersifat larut dalam lemak. Penambahan vitamin harus dilakukan sangat hati-hati untuk memastikan pelanggan mendapatkan jumlah yang tepat dan tidak ada terjadi overdosis (Partridge, 2008). Cocoa powder berasal dari biji cocoa yang telah mengalami fermentasi, penyaringan dan proses lainnya. Cocoa
powder digunakan sebagai flavor dan berpengaruh terhadap kadar total padatan
terlarut pada pembuatan susu kental manis (Hidayah, 2010).
Proses Pembuatan Susu Kental Manis
Pembuatan susu kental dimulai dengan pencampuran susu segar, susu bubuk, gula, air dan bahan tambahan lainnya. Bahan-bahan dicampurkan sampai tercampur sempurna, kemudian dilakukan penyaringan. Tahap selanjutnya adalah homogenisasi yang bertujuan untuk menghancurkan globula lemak, sehingga memiliki ukuran yang kecil dan seragam. Tekanan homogenisasi yang tepat perlu
8 dioptimasi untuk menghasilkan dispersi lemak yang baik, tetapi juga cukup rendah untuk mencegah terjadinya resiko koagulasi karena kerusakan stabilitas protein. Pasteurisasi merupakan tahap setelah homogenisasi pada kisaran suhu 85-90 ⁰C. Tahap selanjutnya adalah vacuum cooling yang bertujuan menguapkan air yang terkandung dalam susu pada kondisi vacuum sehingga air dapat menguap pada suhu rendah. Tujuan proses pada kondisi vacuum adalah agar nutrisi yang terkandung pada produk susu dapat diminimalisir kerusakannya. Tahap selanjutnya adalah penyimpanan dan pengemasan (Saleh, 2004). Diagram alir proses pembuatan susu kental manis menurut Sitaresmi (2006) dapat dilihat pada Lampiran 2.
Kemasan Sachet
Kemasan mempunyai peranan penting dalam pengawetan hasil peternakan. Kemasan dapat membantu mencegah atau mengurangi kerusakan, melindungi bahan pangan yang ada di dalamnya, melindungi dari bahaya pencemaran serta gangguan fisik (gesekan, benturan, dan getaran). Pengemasan juga berfungsi untuk menempatkan suatu hasil pengolahan atau produk industri agar mempunyai bentuk-bentuk yang memudahkan dalam penyimpanan, pengangkutan dan distribusi. Pembuatan kemasan juga berfungsi sebagai sumber informasi dan dibuat agar menarik perhatian konsumen. Kemasan dapat terdiri dari kemasan primer dan kemasan sekunder. Kemasan primer merupakan kemasan yang kontak langsung dengan produk. Kemasan sekunder yaitu kemasan merupakan karton luar atau
multipacker yang memungkinkan konsumen untuk membawa lebih dari satu pcs
produk pada suatu waktu (Brody, 2008).
Kemasan sachet merupakan suatu bentuk kemasan yang bersifat fleksibel yang terbuat dari Al foil, film plastik, selopan, film plastik berlapis logam aluminium (metalized film) dan kertas yang dibuat satu lapis atau lebih dengan atau tanpa bahan
thermoplastic maupun bahan perekat lainnya sebagai pengikat ataupun pelapis
konstruksi kemasan. Al foil dapat memberikan penghalang yang baik terhadap transmisi gas, uap air dan cahaya. Kemasan sachet digambarkan sebagai material yang tidak rigid atau kaku, dan biasanya merupakan material yang non fibrous dan memiliki ketebalan kurang dari 0,25 mm. Kemasan sachet memiliki beberapa karakteristik yaitu harga relatif murah, memiliki sifat penghalang yang baik terhadap uap air dan gas, dan dapat direkatkan dengan panas (Fellows, 2000).
9 Pemasaran kemasan ini menjadi populer untuk mengemas berbagai produk, baik padat maupun cair. Alasan menggunakan kemasan sachet sebagai bahan pengemas adalah mudah dibentuk, ekonomis, dapat digunakan sebagai pengganti kemasan kaleng, ringan, mudah dalam penanganannya dan tahan pada heat sealing dan heat resistance (Departemen Perindustrian, 2007).
Packaging (Pengemasan)
Pengemasan merupakan salah satu pertimbangan yang paling kritis pada proses produksi. Fungsi utama pengemasan adalah untuk memuat, melindungi dan mempertahankan produk selama distribusi, penyimpanan dan penanganan. Pengemasan juga mempunyai fungsi lain yaitu untuk media komunikasi yang menunjukkan cara penggunaan produk dan kandungan nutrisi didalamnya. Makanan dikemas untuk menjaga kualitas, kesegaran, menarik konsumen dan untuk memfasilitasi penyimpanan dan distribusi. Perlindungan merupakan fungsi utama dari pengemasan makanan (Robertson, 2006).
Mutu
Mutu merupakan derajat dari serangkaian karakteristik produk dan jasa yang memenuhi kebutuhan atau harapan yang dinyatakan. Mutu merupakan gabungan karakteristik produk dari seluruh rangkaian proses produksi. Diagram alir mengenai pemahaman mutu menurut Muhandri dan Kadarisman (2006) ditampilkan pada Gambar 1.
Gambar 1. Diagram Alir Pemahaman Mutu
Mutu dapat diartikan sebagai mutu produksi secara sempit, tetapi juga meliputi mutu kerja, mutu pelayanan, mutu informasi, mutu proses dan mutu karyawan secara luas. Menurut Muhandri dan Kadarisman (2006), mutu harus berorientasi kepada kepuasan pelanggan. Mutu suatu produk dapat dilihat melalui
Perusahaan Produk / Jasa
Karakteristik Standar Konsumen - Syarat - Kebutuhan - Keinginan
10 sifat-sifat produk, parameter mutu dan faktor mutu. Mutu memiliki sifat-sifat yang obyektif, termasuk didalamnya adalah sifat fisik, mekanik, kimiawi, morfologi, mikrobiologi, sifat gizi dan sifat biologik.
Kerusakan Kemasan
Hidayah (2010) menyatakan bahwa kerusakan kemasan merupakan suatu kejadian yang tidak diinginkan oleh perusahaan, seperti cacat, kerusakan dan kegagalan yang menyebabkan produk dibuang ataupun dikerjakan ulang. Persentase kerusakan kemasan yang tinggi dapat menyebabkan kerugian pada perusahaan. Beberapa hal yang yang menyebabkan terjadinya kerusakan atau kegagalan dalam proses produksi adalah kegagalan mesin, perubahan proses, kegagalan mutu, serta variasi sumber daya. Kerusakan pada produk dapat menyebabkan berbagai kerugian pada perusahaan, seperti kerugian waktu, biaya, sumber daya dan reputasi. Kerusakan pada produk dapat dikurangi dengan melakukan teknik perbaikan mutu dan mengendalikan kualitas (Deviyanti, 2008).
Hidayah (2010) menyatakan bahwa faktor utama yang berpengaruh terhadap kerusakan kemasan produk susu kental manis sachet adalah mesin, manusia, material dan metode. Faktor mesin yang mempengaruhi antara lain spare parts, posisi dan ketajaman slitter, suhu sealer, sensor eyemark, posisi nozzle dan kestabilan arus listrik. Faktor manusia yang mempengaruhi adalah motivasi, kedisiplinan, keahlian, alokasi Sumber Daya Manusia (SDM) dan awareness. Faktor material yang mempengaruhi adalah kualitas bahan pengemas dan jenis bahan baku. Faktor metode yang mempengaruhi adalah jumlah dan frekuensi sampling, maintenance dan standarisasi.
Hidayah (2010) menyatakan bahwa beberapa tipe kerusakan kemasan sachet yang sering terjadi pada proses pengemasan adalah berat kurang, pecah vertikal, rembes horisontal, pecah horisontal, Alluminium (Al) foil melintir, kemasan kosong dan tidak ada kode. Pecah dan rembes adalah tipe kerusakan yang terjadi setelah produk susu kental manis diberi perlakuan pressure test.
Diagram Pareto
Diagram pareto terdiri atas grafik balok dan grafik garis yang menggambarkan masalah berdasarkan banyaknya kejadian. Nasution (2004)
11 menyatakan bahwa diagram pareto digunakan untuk membandingkan berbagai kategori kejadian yang disusun menurut ukurannya, dari yang tertinggi di sebelah kiri hingga terendah di sebelah kanan. Diagram pareto menunjukkan masalah yang perlu ditangani lebih dulu, namun tidak untuk mengetahui penyebab terjadinya kerusakan atau kesalahan.
Kegunaan diagram pareto menurut Nasution (2004) adalah menunjukkan prioritas sebab-sebab kejadian atau persoalan yang perlu ditangani, membantu memusatkan perhatian pada persoalan utama yang harus ditangani dalam upaya perbaikan, menunjukkan hasil upaya perbaikan setelah dilakukan tindakan korektif berdasarkan prioritas dan menyusun data menjadi informasi yang lebih berguna. Langkah-langkah pembuatan diagram pareto menurut Herjanto (2007) adalah sebagai berikut:
1) Beberapa faktor penyebab dari suatu masalah ditentukan. Penentuan faktor masalah dapat diperoleh dari analisis sebab-akibat.
2) Data dari masing-masing faktor dikumpulkan dan dihitung persentase kontribusi dari masing-masing faktor.
3) Faktor-faktor disusun dimulai dari yang mempunyai persentase kontribusi terbesar dan dihitung persentase akumulasinya.
4) Kerangka diagram dibentuk dengan aksis vertikal sebelah kiri menunjukkan frekuensi, sedangkan aksis vertikal sebelah kanan menunjukkan pensentase kumulatif.
5) Berpedoman pada aksis vertikal sebelah kiri dibuat kolom secara berurutan pada aksis horisontal yang menggambarkan kontribusi masing-masing faktor. 6) Berpedoman pada aksis vertikal sebelah kanan dibuat garis yang
menggambarkan persentase kumulatif, dimulai dari 0% pada ujung bawah aksis sebelah kiri sampai 100% pada ujung atas aksis sebelah kanan.
Diagram Sebab-akibat
Diagram sebab-akibat adalah suatu diagram yang menunjukkan hubungan antara sebab dan akibat. Diagram sebab-akibat berperan dalam memusatkan perhatian operator, bagian produksi dan pimpinan dalam masalah kualitas (Montgomery, 1996). Ishikawa (1989) menyatakan bahwa diagram sebab-akibat
12 digunakan untuk menyatakan dengan jelas bermacam-macam sebab yang dapat mempengaruhi kualitas produk.
Rampersad (2001) menyatakan bahwa diagram sebab-akibat digunakan untuk menganalisis hubungan penyebab dan efeknya, serta memfasilitasi pencarian solusi yang berkaitan dengan masalah yang dialami. Langkah-langkah pembuatan diagram sebab-akibat menurut Gasperz (1998) adalah sebagai berikut:
1) Masalah-masalah utama yang penting dan mendesak untuk diselesaikan ditulis pada “kepala ikan” yang merupakan akibat, kemudian “tulang belakang” digambar dari kiri ke kanan.
2) Faktor-faktor penyebab utama (sebab) yang mempengaruhi masalah kualitas ditulis sebagai “tulang besar”. Faktor-faktor penyebab dapat dikembangkan melalui stratifikasi ke dalam pengelompokkan dari faktor-faktor: manusia, mesin, peralatan, material, metode kerja, lingkungan kerja, pengukuran atau stratifikasi melalui langkah-langkah aktual dalam proses.
3) Penyebab sekunder yang mempengaruhi penyebab utama (tulang besar) dituliskan dan dinyatakan sebagai “tulang berukuran sedang”.
4) Penyebab tersier yang mempengaruhi penyebab sekunder (tulang berukuran sedang) ditulis dan dinyatakan sebagai “tulang berukuran kecil”.
5) Faktor penting yang mempunyai pengaruh nyata terhadap karakteristik kualitas ditentukan dan diberi tanda.
Why-why Analysis
Why-why analysis merupakan metode yang digunakan untuk mengontrol
kualitas dengan cara mencari akar penyebab masalah. Akar penyebab masalah yang diperoleh dapat digunakan untuk mengatasi permasalahan yang sedang dihadapi maupun yang akan datang. Why-why analysis umumnya dihubungkan dengan format 4W1H untuk mencari akar penyebab permasalahan, yaitu when, why, what, where dan how (Kohara, 2011).
Metode why-why analysis mengharuskan bertanya penyebab dimulainya permasalahan secara berurutan hingga ditemukannya akar penyebab masalah. Kesimpulan yang salah sering terjadi dikarenakan sebuah pertanyaan “mengapa” dapat dijawab dengan jawaban ganda. Why-why analysis umumnya digunakan untuk mengidentifikasi kegagalan peralatan dan insiden keselamatan kerja.
Langkah-13 langkah penggunaan metode why-why analysis adalah dengan bertanya “mengapa” hal itu terjadi, kemudian jawaban pertanyaan tersebut dijadikan pertanyaan “mengapa” yang kedua, jawaban pertanyaan kedua dijadikan pertanyaan “mengapa” yang ketiga dan seterusnya hingga ditemukan akar permasalahan yang paling mendasar (Sondalini, 2004).
MATERI DAN METODE Lokasi dan Waktu
Magang dilakukan di PT Frisian Flag Indonesia Plant Pasar Rebo, Jalan Raya Bogor Km.5, Pasar Rebo, Jakarta 13760, Indonesia. Kegiatan magang dilaksanakan selama empat bulan dimulai pada 12 Maret 2012 sampai dengan 20 Juli 2012. Kegiatan sehari-hari selama proses magang berlangsung dilakukan sesuai dengan jadwal kerja karyawan, yaitu pukul 07.30-16.00 WIB.
Materi
Bahan yang digunakan dalam magang penelitian ini adalah susu kental manis
sachet produksi PT Frisian Flag Indonesia. Peralatan yang digunakan dalam magang
ini adalah 18 mesin filling, 18 mesin sealer, alat tulis, spidol, ember, label, kamera, komputer, kalkulator dan timbangan. Mesin filling yang diidentifikasi tipe kerusakan kemasannya adalah mesin P, C dan R, sedangkan mesin sealer yang diidentifikasi adalah mesin A, O, Q, E dan J.
Prosedur
Prosedur penelitian ini adalah mengikuti seluruh aktivitas yang dilaksanakan di PT Frisian Flag Indonesia dalam produksi susu kental manis kemasan sachet. Diagram alir prosedur kegiatan di lapang dapat dilihat pada Gambar 2.
Gambar 2. Diagram Alir Prosedur Kegiatan di Lapang
Pengisian SKM (filling)
Seal dan Pemberian Kode
Pembungkusan Plastik Pengepakan
Pemberian Kode Dus Karton
Palletizing
15 Berdasarkan aktivitas yang dilaksanakan dalam produksi susu kental manis kemasan sachet tersebut selanjutnya dilakukan beberapa analisis terhadap data yang diperoleh. Analisis tersebut adalah:
Identifikasi Permasalahan
Identifikasi terhadap permasalahan dilakukan berdasarkan pengamatan langsung di lapangan, terutama pada proses pengisian dan pengemasan susu kental manis dalam kemasan sachet. Identifikasi masalah diarahkan pada tipe-tipe kerusakan kemasan dan faktor-faktor yang dapat menyebabkan terjadinya kerusakan kemasan.
Perbaikan Cara Kerja Pengambilan Data
Perbaikan cara kerja pengambilan data ini diawali dengan pengamatan terhadap penimbangan kerusakan kemasan setiap harinya, kemudian menganalisis hal-hal yang kurang sesuai atau dapat menyebabkan kurang akuratnya pengambilan data. Tahap selanjutnya adalah sosialisasi kepada petugas kebersihan yang membantu dalam pengambilan data.
Pengambilan dan Pengumpulan Data
Data yang dikumpulkan berupa data umum dan data khusus. Data umum meliputi keadaan umum perusahaan. Data khusus meliputi data penimbangan kerusakan kemasan dan tipe-tipe kerusakan kemasan pada produk susu kental manis
sachet, serta data lainnya yang berkaitan dengan masalah yang diteliti. Data-data
tersebut dapat diperoleh melalui dokumen perusahaan, pengamatan langsung, wawancara dan diskusi dengan divisi yang terkait. Tiga mesin filling dan lima mesin
sealer yang paling banyak menghasilkan kerusakan kemasan akan dianalisis lebih
lanjut tipe-tipe kerusakan dan penyebabnya. Data tipe-tipe kerusakan kemasan diambil berdasarkan data pada minggu kedua. Pengambilan data tipe-tipe kerusakan kemasan dilakukan melalui pemisahan macam-macam tipe kerusakan kemasan, kemudian dihitung jumlahnya dalam satuan renceng (1 renceng = 6 pcs sachet).
Rancangan dan Analisis Data
Penelitian ini didesain sebagai suatu survey yang bersifat deskriptif. Data yang digunakan dalam analisis diperoleh dari kegiatan magang di PT Frisian Flag
16 Indonesia. Analisis dilakukan melalui pembuatan diagram pareto dan diagram sebab-akibat (diagram tulang ikan) berdasarkan identifikasi masalah pada faktor-faktor yang menyebabkan kerusakan kemasan. Tahap selanjutnya adalah mengidentifikasi tipe kerusakan kemasan yang paling sering terjadi.
Diagram Pareto. Diagram Pareto adalah grafik batang yang menunjukkan
masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama (tertinggi) serta ditempatkan pada sisi paling kiri, dan seterusnya sampai masalah yang paling sedikit terjadi (terendah) ditempatkan pada sisi paling kanan. Chaneski (2012) menyatakan bahwa diagram Pareto menunjukkan seberapa banyak jenis masalah yang terjadi dan frekuensinya. Masing-masing kelompok data yang diperoleh kemudian ditabulasikan dan dianalisis dengan statistik sederhana, yaitu dihitung dalam persentase. Tipe kerusakan kemasan yang dicari penyebabnya adalah tipe kerusakan kemasan yang mencapai persentase kumulatif 80% pada diagram pareto.
Diagram Sebab-Akibat (Diagram Tulang Ikan). Diagram sebab-akibat digunakan
untuk menentukan faktor-faktor penyebab kerusakan kemasan pada produk. Faktor-faktor penyebab masalah didapatkan dari wawancara dengan operator yang terlibat langsung pada proses pengisian dan pengemasan susu kental manis sachet, hasil diskusi dengan supervisor dan foreman yang berkaitan, serta data hasil pengamatan langsung di lapangan untuk memperkuat bukti penyebab-penyebab yang telah teridentifikasi pada diagram sebab-akibat. Diagram struktur sebab-akibat dapat dilihat pada Gambar 3.
SEBAB AKIBAT Gambar 3. Diagram Struktur Sebab-Akibat (Ishikawa, 1989)
Penyebab Sekunder
Faktor Utama Faktor Utama
Faktor Utama Faktor Utama
Mutu
17
Why-why Analysis. Why-why analysis digunakan untuk menganalisis akar penyebab
masalah dari data hasil pengamatan langsung. Tahapan dalam menyusun why-why
analysis adalah penentuan kriteria yang digunakan perusahaan membandingkan
kondisi aktual dengan standar dan alternatif solusi permasalahan yang telah ditentukan. Hasil yang diperoleh ini dapat membantu dalam menentukan alternatif solusi. Langkah-langkah penggunaan metode why-why analysis adalah dengan bertanya “mengapa” hal itu terjadi, kemudian jawaban pertanyaan tersebut dijadikan pertanyaan “mengapa” yang kedua, jawaban pertanyaan kedua dijadikan pertanyaan “mengapa” yang ketiga dan seterusnya hingga ditemukan akar permasalahan yang paling mendasar (Sondalini, 2004).
HASIL DAN PEMBAHASAN Keadaan Umum Perusahaaan Sejarah dan Perkembangan Perusahaan
PT Frisian Flag Indonesia adalah salah satu perusahaan yang bergerak di bidang pengolahan susu di Indonesia yang berada dibawah lisensi Royal
FrieslandCampina, Belanda. PT Frisian Flag Indonesia merupakan pemimpin pasar
industri susu Indonesia yang berkomitmen untuk menghasilkan produk susu berkualitas terbaik dan mempunyai nutrisi yang tinggi. Perusahaan ini telah memberikan pelayanan terbaik bagi konsumen dan mitra usahanya selama lebih dari 90 tahun.
Perusahaan ini memulai perjalanannya di tahun 1922 dengan nama susu “Friesche Vlag” atau lebih dikenal dengan Susu Bendera yang diimpor oleh
Coperative Condensfabriek Friesland di Belanda, yang kemudian berubah nama
menjadi Royal Friesland Foods. PT Friesche Vlag Indonesia didirikan pada tahun 1969 dengan status Penanaman Modal Asing (PMA) dari Belanda dan memulai kegiatan usahanya dengan memasarkan produk-produk susu yang diimpor dari Belanda. PT Friesche Vlag memulai produksi lokalnya dengan produk komersial pertama berupa susu kental manis (SKM).
PT Frisian Flag Indonesia menjalin kerja sama internasional dengan Royal
Friesland Coberco Dairy Foods yang sekarang dikenal dengan nama Friesland Foods. Saham perusahaan ini dimiliki oleh PT Mantrust sebagai pihak nasional dan Friesland Foods dari Leeuwarden, Belanda. PT Friesche Vlag Indonesia mengambil
alih PT Foremost Indonesia yang juga merupakan produsen susu kental manis untuk lebih meningkatkan kapasitas produksinya pada tahun 1976.
PT Friesche Vlag Indonesia mulai memproduksi susu bubuk pada tahun 1979, dan mulai memproduksi susu cair pada tahun 1991. PT Friesche Vlag Indonesia (FVI) berubah nama menjadi PT Frisian Flag Indonesia (FFI) pada tahun 2002 dan pada tahun 2008, perusahaan ini melakukan kerja sama dengan perusahaan
Campina dan membentuk organisasi kooperatif dengan nama Royal
FrieslandCampina.
PT FFI merupakan perusahaan pertama di Indonesia yang mendapatkan sertifikat ISO 9001/9002 dan disempurnakan dengan ISO 14001. Proses produksi
19 susu di PT FFI menggunakan teknologi mutakhir dan praktek sterilisasi terbaik dari awal hingga akhir untuk menghindari kontaminasi dalam proses produksinya sehingga menerima Good Manufacturing Practices (GMP) Award. PT Frisian Flag juga memperoleh Occupational Health & Safety Advisory Services (OHSAS) serta menerapkan Hazard Analysis Critical Control Point (HACCP) untuk menjamin bahwa produk yang dihasilkan memiliki mutu dan kemasan yang terjamin.
PT Frisian Flag Indonesia memiliki dua Plant pabrik, yaitu Plant Pasar Rebo dan Plant Ciracas. PT Frisian Flag Indonesia membagi aktivitas produksinya di
Plant Pasar Rebo menjadi dua lini, yaitu lini produksi susu kental manis dan lini
produksi susu bubuk, sedangkan di Plant Ciracas terdiri atas lini produksi susu kental manis dan lini produksi sterilized milk (susu cair siap minum) dengan jenis produk yang beragam.
PT Frisian Flag Indonesia memperkenalkan logo terbarunya pada tanggal 10 Desember 2010 untuk melestarikan karakter Frisian Flag, yaitu bendera dan warna biru cerah (Gambar 4). Logo baru ini dikelilingi oleh cincin untuk memvisualisasikan radiasi energi Frisian Flag, selain itu juga menggambarkan sinar matahari, sumber inspirasi dan vitalitas.
Tag line yang ditambahkan pada logo ini adalah “Raih Esokmu”. Perubahan
logo dan deskripsinya melambangkan komitmen Frisian Flag untuk merespon konsumen dan mencerminkan perubahan yang sesuai dengan hari ini, dinamis dan modern. Logo baru ini juga memiliki irama yang sama dengan keluarga
FrieslandCampina lainnya di regional, seperti merek Dutch Lady (di Malaysia &
Vietnam) maupun merk Foremost di Thailand.
(a) Logo Lama (b) Logo Baru
20
Visi dan Misi
PT Frisian Flag Indonesia mempunyai visi untuk menjadi pemimpin dalam bidang industri berbahan dasar susu di Indonesia, menjadi perusahaan untuk mengembangkan karyawan yang berbakat, mencapai hasil yang bersih dan memuaskan, serta dapat dipertahankan bagi para pemegang saham. PT Frisian Flag mempunyai misi untuk memenuhi visi tersebut, yaitu selalu berusaha untuk menjadi nomor satu dalam produk secara keseluruhan. PT Frisian Flag Indonesia menstimulasi konsumsi susu di Indonesia dan mencapai pertumbuhan di bidang penting pada pasar susu, serta memegang kuat posisi merk yang lebih disukai oleh masyarakat seluruh Indonesia. Perusahaan ini memiliki karyawan yang berpotensi dan berdedikasi di semua bidang, selain itu juga memiliki succession planning yang dapat memastikan perusahaan dapat terus berkembang.
Organisasi dan Pengelolaan
Struktur organisasi yang baik sangat berperan dalam menunjang suatu kegiatan perusahaan yang lancar dan sistematis. PT Frisian Flag membentuk suatu struktur organisasi dengan bagian dan pertanggungjawaban yang jelas, serta evaluasi yang dilakukan terus-menerus yang mengarah pada pengembangan yang lebih baik. Perusahaan ini dipimpin oleh seorang President Director (Direktur Utama) yang membawahi lima Direktur lainnya, yaitu Consumer Marketing Director (Direktur Pemasaran), Financial Director (Direktur Administrasi dan Keuangan), Human
Resource Development and General Affair Director (Direktur Personalia dan
Umum), Trade Marketing Director (Direktur Penjualan), serta Operation Director (Direktur Operasi). Seluruh kegiatan produksi yang berjalan di perusahaan ini berada di bawah tanggung jawab Direktur Operasi, yang dalam menjalankan tugasnya dibantu oleh Manajer Pabrik (Plant Manager) untuk masing-masing Pabrik (Pasar Rebo & Ciracas). Selain Manajer Pabrik, Direktur Operasi juga membawahi beberapa departemen yang masing-masing mempunyai tugas berbeda. Tiap departemen memiliki Kepala Departmen yang bertanggung jawab dalam departemennya masing-masing, yaitu Corporate QASHE Manager yang membawahi QA (Quality Assurance) & SHE (Safety Health Environtment) Manager, Quality
Control (QC) Manager, Gabungan Manajer Departemen Penelitian dan
21
Plant Manager dibantu oleh beberapa head of department (kepala bagian)
yang bertanggung jawab atas departemennya masing-masing, antara lain bagian
Processing (Pengolahan) & Packaging (Pengemasan). Bagian pengolahan Susu
Kental Manis (SKM) & pengemasannya (dalam kemasan sachet & pouch) serta pengolahan susu bubuk & pengemasannya (dalam pouch & duplex) terdapat di Plant Pasar Rebo, sedangkan di Plant Ciracas terdapat bagian pengolahan SKM & pengemasannya (dalam kaleng) & pengolahan susu cair serta pengemasannya (dalam bentuk kemasan UHT maupun botol steril). Plant Manager juga dibantu oleh
Engineering Department (Departemen Teknik). Masing-masing kepala bagian
dibantu oleh seorang administrator, shift supervisor, shift foreman, dan shift
operator, kecuali untuk Departemen Gudang dan Teknik, supervisor tidak terbagi ke
dalam shift.
Lokasi dan Tata Letak Bangunan
PT Frisian Flag Indonesia pusat berlokasi di Jalan Raya Bogor Km 5, Kelurahan Gedong, Cijantung, Jakarta Timur. Perusahaan ini memiliki dua pabrik yang beroperasi, yaitu terletak di perusahaan pusat (di Pasar Rebo) dengan peruntukan produksi susu bubuk dan susu kental manis sachet dan pouch (dikenal dengan nama Plant Pasar Rebo) dan pabrik kedua terletak di Jalan Raya Bogor Km 26, atau yang lebih dikenal dengan sebutan Plant Ciracas yang memproduksi susu kental manis kaleng dan susu cair. Pemilihan kedua lokasi tersebut dianggap strategis karena memudahkan pengadaan tenaga kerja, pemasokan bahan baku, transportasi distribusi, kemudahan akses sarana komunikasi, serta dekat dengan daerah pemasaran yang potensial.
PT Frisian Flag Indonesia menyediakan fasilitas berupa pengadaan air dan listrik untuk menjaga kenyamanan dan kelancaran produksi di pabrik. Air yang digunakan merupakan air tanah yang berasal dari sumur dalam dengan kedalaman kurang lebih 180 m, dengan jumlah kurang lebih 3 sumur di sekitar pabrik. Air ini digunakan untuk keperluan produksi, proses pencucian peralatan, dan lain sebagainya. Pengadaan listrik diperoleh dari PT PLN dengan daya 1500 kVA, 380 V digunakan untuk pemenuhan kebutuhan listrik kantor, laboratorium, dan kantin. Fasilitas lain berupa pabrik dioperasikan dengan 4 unit generator dengan daya masing-masing 512 kVA, 50 0V dan 2 unit generator dengan daya masing-masing
22 468 kVA, 400 V. PT Frisian Flag Indonesia juga dilengkapi dengan pengadaan uap dari ketel uap (boiler) yang merupakan bagian dari unit pabrik. Uap ini digunakan untuk kepentingan produksi. Total ketel uap yang dimiliki ada tiga buah, ketel pertama memiliki kapasitas 2,5 ton/jam dengan tekanan maksimum 12 kg/cm, ketel kedua memiliki kapasitas 7 ton/jam dengan tekanan maksimum 27,5 kg/cm2, sedangkan ketel terakhir memiliki kapasitas 12 ton/jam dengan tekanan maksimum 29,5 kg/cm2.
Ketenagakerjaan
Tenaga kerja di PT Frisian Flag Indonesia terdiri atas Warga Negara Indonesia (WNI) dan Warga Negara Asing (WNA), namun staff dan karyawan perusahaan ini sebagian besar adalah Warga Negara Indonesia dengan jumlah lebih dari 1000 karyawan. Calon karyawan akan diuji terlebih dahulu oleh bagian HRD dan departemen yang bersangkutan sesuai dengan posisi atau jabatan yang akan dipegang. Calon karyawan yang diterima sebagai karyawan tetap terlebih dahulu harus menjalani masa percobaan selama 3 bulan.
Jumlah jam kerja bagi seluruh karyawan adalah 40 jam kerja setiap minggunya (5 hari kerja, 1 hari = 8 jam). Karyawan yang bekerja di kantor mempunyai shift kerja yang dimulai dari pukul 08.00 sampai 16.30 WIB, sedangkan untuk karyawan pabrik mempunyai shift kerja yang diatur dalam 3 shift, yaitu shift pertama yang dimulai dari pukul 07.00 sampai 15.00 WIB, shift kedua dari pukul 15.00 sampai 23.00 WIB dan shift terakhir dimulai dari pukul 23.00 sampai 07.00 WIB. Karyawan yang bekerja lebih dari 40 jam kerja akan diberi upah lembur sesuai dengan ketentuan perusahaan. Kantin perusahaan menyediakan makan pagi, siang, sore, dan malam untuk karyawan setiap harinya. PT Frisian Flag Indonesia juga memberikan susu hasil produksinya kepada karyawan sesuai dengan ketentuan perusahaan. Karyawan yang bekerja pada shift ketiga atau berpuasa di bulan Ramadhan akan mendapat uang makan sesuai ketentuan perusahaan.
Gaji karyawan diberikan berdasarkan golongan yang ditetapkan oleh PT Frisian Flag Indonesia dan diberikan tiap bulan. Perusahaan mengadakan penilaian bagi karyawan-karyawannya untuk kenaikan gaji sekali dalam setahun. Penilaian tersebut didasari oleh prestasi, masa kerja, dan kecakapan karyawan tersebut dalam bekerja. Kenaikan gaji juga diberikan apabila job value di pasar meningkat atau
23 terjadi kenaikan angka indeks konsumen yang dikeluarkan oleh pemerintah untuk perusahaan itu. Karyawan tersebut harus jujur, baik, terampil, dan loyal terhadap perusahaan agar jabatannya bisa meningkat. Jabatan yang tinggi biasanya mensyaratkan karyawan dengan sifat kepemimpinan yang baik. Perusahaan akan mempertimbangkan dulu karyawan-karyawan lama yang memenuhi persyaratan sebelum menerima atau menempatkan karyawan baru apabila ada kedudukan yang kosong .
Karyawan yang melakukan pelanggaran akan dikenakan sanksi yang berupa peringatan tertulis maupun tidak tertulis. Peringatan tersebut memiliki tiga tingkatan berdasarkan bobot kesalahan yang diperbuat. Semua karyawan berhak mendapatkan cuti tahunan selama 12 hari kerja per tahun, dengan tetap menerima upah penuh setelah bekerja selama 12 bulan terus-menerus. Cuti tidak dapat dikumpulkan dan hanya dapat digunakan selama tahun tersebut. Karyawan wanita yang hamil berhak mendapatkan cuti hamil selama 3 bulan sesuai dengan ketentuan undang-undang. Karyawan yang telah mencapai usia pensiun (55 tahun) berhak mendapatkan uang pensiun dari PT ASTEK, sedangkan tunjangan yang biasa diberikan adalah tunjangan hari raya, bonus akhir tahun, dan asuransi kecelakaan selama 24 jam penuh.
Jenis-jenis Produk
Produk-produk yang dihasilkan oleh PT Frisian Flag Indonesia Plant Pasar Rebo terbagi menjadi dua, yaitu susu kental manis dan susu bubuk. Produk susu kental manis terdiri atas Susu Kental Manis Putih 42 g, Susu Kental Manis Cokelat 42 g, Susu Kental Manis putih 45 g dan Snack Kental Manis untuk produksi dalam negeri. PT Frisian Flag Indonesia juga memproduksi produk yang serupa untuk diekspor ke luar negeri dengan brand yang berbeda. Produk susu bubuk terdiri atas Bendera Bubuk Full Cream, Bendera Bubuk Cokelat, Bendera Bubuk 123 Vanila, Madu dan Cokelat dan Bendera Bubuk 456 Vanila, Madu dan Cokelat.
Identifikasi Permasalahan
Susu kental manis merupakan salah satu produksi PT Frisian Flag Indonesia yang sudah cukup dikenal oleh masyarakat. Salah satu inovasi yang dilakukan oleh PT Frisian Flag Indonesia adalah membuat susu kental manis dalam kemasan sachet.
24 Kemasan sachet mempunyai kelebihan yaitu harganya lebih murah dibandingkan dengan kemasan kaleng dan dapat langsung dihabiskan setelah dibuka. Kemasan
sachet ini selain mempunyai kelebihan, ternyata juga mempunyai kekurangan, yaitu
tingginya persentase kerusakan kemasan yang dihasilkan oleh mesin filling dan mesin sealer. Persentase kerusakan kemasan yang tinggi dapat menyebabkan kerugian pada perusahaan. Evaluasi terhadap kerusakan kemasan sangat dibutuhkan untuk mengetahui mesin yang digunakan yang paling banyak menghasilkan kerusakan kemasan, tipe-tipe kerusakan kemasan, penyebab terjadinya kerusakan kemasan, serta alternatif perbaikkan untuk mengurangi persentase kerusakan kemasan tersebut.
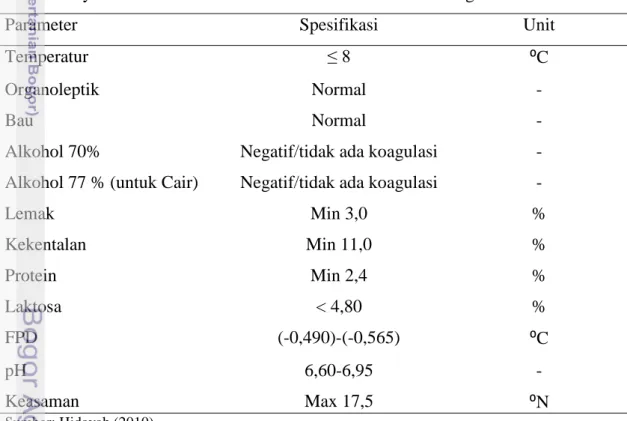
Mutu bahan baku juga berpengaruh terhadap tingginya persentase kerusakan kemasan. Syarat mutu penerimaan susu murni sebagai bahan baku di PT Frisian Flag Indonesia dapat dilihat pada Tabel 3.
Tabel 3. Syarat Mutu Penerimaan Susu Murni di PT Frisian Flag Indonesia Parameter Spesifikasi Unit
Temperatur ≤ 8 ⁰C
Organoleptik Normal -
Bau Normal -
Alkohol 70% Negatif/tidak ada koagulasi - Alkohol 77 % (untuk Cair) Negatif/tidak ada koagulasi -
Lemak Min 3,0 % Kekentalan Min 11,0 % Protein Min 2,4 % Laktosa < 4,80 % FPD (-0,490)-(-0,565) ⁰C pH 6,60-6,95 - Keasaman Max 17,5 ⁰N Sumber: Hidayah (2010)
Susu murni dari beberapa koperasi susu dirim ke PT Frisian Flag Indonesia menggunakan truk tangki. Susu murni yang telah sampai di PT Frisian Flag Indonesia diambil sampelnya untuk dilakukan uji alkohol. Susu murni yang telah dinyatakan lolos uji alkohol oleh pihak laboratorium akan disedot oleh pompa
25 penyedot (Hidayah, 2010). Syarat mutu penerimaan susu murni di PT Frisian Flag Indonesia telah memenuhi standar Standar Nasional Indonesia (Tabel 2). Bahan baku dan bahan penunjang pembuatan susu kental manis di PT Frisian Flag juga telah memenuhi standar Codex Stan. Codex Stan (2010) menyatakan bahan baku pembuatan susu kental manis adalah susu dan susu subuk, krim dan krim bubuk dan lemak susu, sedangkan untuk bahan penunjang yang diizinkan adalah air, gula dan
sodium chloride. Air merupakan bahan baku lain selain susu murni. Air yang
digunakan untuk proses produksi berasal dari sumur dan Perusahaan Air Minum dan telah memenuhi standar baku air minum (Hidayah, 2010).
Kerusakan kemasan di PT Frisian Flag Indonesia departemen SCM Packing terbagi menjadi dua, yaitu kerusakan kemasan dari dalam (mesin filling) dan kerusakan kemasan dari luar (mesin sealer). Pengambilan dan penimbangan kerusakan kemasan dilakukan 2 kali dalam satu shift, yang satu harinya terdapat tiga
shift. Hal-hal yang sebaiknya dilakukan dalam penimbangan kerusakan kemasan
agar memperoleh data yang akurat adalah pembuangan kerusakan kemasan di ember masing-masing, pengambilan kerusakan kemasan dari dalam dan luar, penimbangan dilakukan oleh dua orang agar tidak salah ketika membaca angka yang tertera di timbangan, timbangan tidak error dan dalam keadaan zero (0.0), pembacaan nama mesin ketika menimbang dengan benar, penulisan hasil timbangan kerusakan kemasan di kolom mesin yang benar dan penghitungan menggunakan kalkulator. Skema cara kerja mesin filling dapat dilihat pada Gambar 5 dan skema cara kerja mesin sealer dapat dilihat pada Gambar 6.
Analisis dan Penyebab Permasalahan
Pengambilan data dimulai dari 3 April 2012 hingga 8 Juli 2012. Data yang telah diperoleh dalam kg dikonversikan ke dalam pcs, kemudian dibuat diagram pareto untuk mengetahui mesin filling yang menghasilkan kerusakan kemasan dari dalam terbanyak dan mesin sealer yang menghasilkan kerusakan kemasan dari luar terbanyak. Tiga mesin filling dan lima mesin sealer penghasil kerusakan kemasan terbanyak diidentifikasi penyebabnya dan dievaluasi tipe-tipe kerusakan kemasan yang sering terjadi, kemudian dianalisis dengan why-why analysis dan diagram tulang ikan (diagram sebab-akibat). Persentase kerusakan kemasan dari dalam selama 14 minggu dapat dilihat pada Tabel 4.
26 Gambar 5. Skema Cara Kerja Mesin Filling
Magazine Al foil Pemberian kode Sensor eyemark Vertical sealer Nozzle (Pengisian) Horizontal sealer Potongan perforasi
Potongan end cut
Konveyor
Mesin sealer Pembelahan Al foil
27 Gambar 6. Skema Cara Kerja Mesin Sealer
Mesin filling konveyor Pelipatan renceng Konveyor Plastik pengemas sekunder Cetakan pelipat kemasan plastik Back sealer End sealer Konveyor Pengemasan dengan karton
28 Tabel 4. Persentase Kerusakan Kemasan dari Dalam Selama 14 Minggu
Keterangan: Persentase kerusakan kemasan dari dalam merupakan persentase yang disumbangkan oleh masing-masing mesin filling dari total kerusakan kemasan. Persentase kumulatif merupakan jumlah kumulatif dari persentase kerusakan kemasan dari dalam seluruh mesin filling.
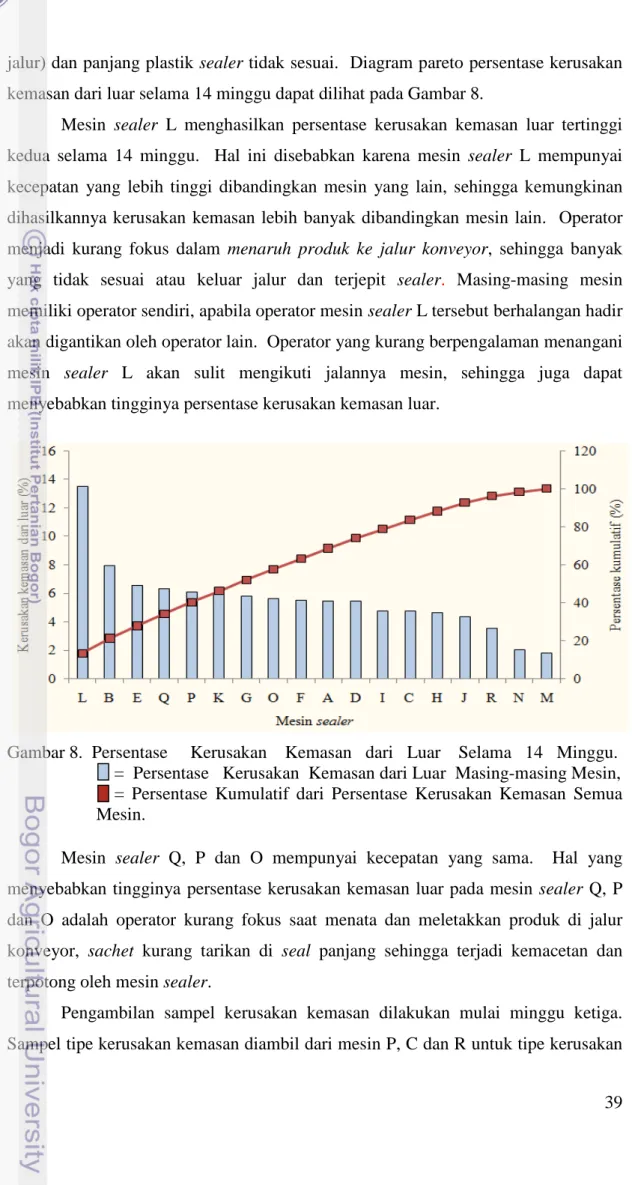
Persentase kerusakan kemasan dari dalam dan persentase kumulatifnya yang telah diperoleh melalui perhitungan sederhana, kemudian dibuat diagram pareto. Diagram pareto persentase kerusakan kemasan dari dalam selama 14 minggu dapat dilihat pada Gambar 7. Persentase kerusakan kemasan dari dalam berada pada sumbu vertikal sebelah kiri, sedangkan persentase kumulatifnya berada pada sumbu vertikal sebelah kanan.
Mesin Filling Persentase Kerusakan
Kemasan dari Dalam (%) Persentase Kumulatif (%)
P 10,15 10,15 L 8,73 18,88 Q 6,99 25,87 B 6,97 32,85 O 6,76 39,60 G 5,66 45,26 F 5,60 50,87 K 5,59 56,46 H 5,28 61,74 C 5,26 67,01 I 4,97 71,98 D 4,93 76,90 R 4,86 81,77 E 4,80 86,57 J 4,47 91,03 A 3,27 94,30 N 2,87 97,17 M 2,83 100,00 Total 100,00
29 Gambar 7. Persentase Kerusakan Kemasan dari Dalam Selama 14 Minggu. = Persentase Kerusakan Kemasan dari Dalam Masing-masing Mesin, = Persentase Kumulatif dari Persentase Kerusakan Kemasan Semua Mesin.
Tiga belas mesin dari 18 mesin filling merupakan mesin penghasil persentase kerusakan kemasan dari dalam terbanyak selama 14 minggu, yaitu dari mesin P hingga mesin R. Tiga belas mesin filling ini dianggap sebagai mesin penghasil kerusakan kemasan terbanyak karena mencapai persentase kumulatif sebesar 80%. Penyebab persentase kerusakan kemasan dapat dilihat pada Tabel 5.
Penyebab tingginya persentase kerusakan kemasan dalam yang tinggi pada mesin filling P adalah pisau end cut tidak memotong, Al foil melintir, motor pump
fault, pergerakan magazine Al foil tidak kontinyu, menunggu susu dari jalur
produksi, perforasi error, Al foil slitter tumpul dan tekanan angin turun. Pump fault dapat menyebabkan berat tidak sesuai (kurang dari 250 g atau lebih dari 254 g).
Motor pump merupakan bagian dari mesin filling yang berfungsi memompa produk
SKM menuju nozzle.
Perforasi berupa potongan putus-putus yang berfungsi memudahkan konsumen menyobek renceng menjadi satuan pcs. Perforasi yang terlalu tajam dapat mengakibatkan renceng mudah putus saat ditarik. Perforasi yang terlalu tajam disebabkan oleh tekanan angin yang terlalu kuat pada pisau end cut. Perforasi tidak jelas dapat disebabkan oleh pisau end cut kotor, letak pisau end cut kurang maju dan tekanan angin turun. Tekanan angin turun disebabkan oleh supply angin dari bagian
30 Tabel 5. Penyebab Kerusakan Kemasan dari Dalam
Mesin Penyebab Kerusakan Kemasan dari Dalam Minggu ke-
3 4 5 6 7 8 9 10 11 12 13 14 P Pisau end cut tidak memotong √ √ - - √ √ √ √ √ - - -
Al foil melintir √ √ - - √ √ √ - √ - - -
Pump fault √ √ √ √ √ √ - - - -
Pergerakan magazine Al foil tidak kontinyu √ - - - √ - √ - - - - - Baut pengunci Al foil pada magazine aus √ - - - √ - - - - -
Rubber roll error √ - - - √ - - -
Menunggu susu dari jalur produksi √ √ √ √ - √ √ √ √ - - - Potongan perforasi error √ √ - - √ - √ - √ - - -
Bearing horizontal sealer error - √ - - - √ - - -
Al foil slitter tumpul - √ √ √ √ √ - √ - - - -
Tekanan angin turun - - √ - √ √ √ - - - - - L Menunggu susu dari jalur produksi √ √ √ √ √ √ √ √ √ √ √ √
Horizontal bearing error √ - - √ √ - - - √ - - -
Sensor eyemark error √ √ √ - - - √ √ √ - Tekanan angin turun - - √ - - - - √ - - - -
31 Tabel 5. (Lanjutan)
Mesin Penyebab Kerusakan Kemasan Dalam Minggu ke-
3 4 5 6 7 8 9 10 11 12 13 14
Q Al foil slitter tumpul √ √ - - √ - √ - √ - - -
Sambungan roll Al foil terlewat √ √ - - - √ - - - - Sistem pengkodean error √ - - - -
Al foil melintir √ √ √ - √ √ - √ - - - -
Pisau end cut tidak memotong √ √ √ √ √ - - - - Menunggu susu dari jalur produksi √ √ √ √ - √ √ √ √ - - -
Al foil putus √ √ - √ - - √ - - - - -
Rubber roll error √ √ - - √ - - - -
Bearing vertical sealer error - √ - - - -
Bag length error - √ - - √ - - - -
Pump fault - - - √ - - - -
Pergerakan magazine Al foil tidak kontinyu - - √ - - - - Sensor eyemark error - - - - √ √ √ √ - - - -
Al foil slitter tumpul - - - - √ √ √ √ - - - -
B Menunggu susu dari jalur produksi √ √ √ √ √ √ √ √ √ √ √ √ Pisau cutter putus √ - - - -
32 Tabel 5. (Lanjutan)
Mesin Penyebab Kerusakan Kemasan Dalam Minggu ke-
3 4 5 6 7 8 9 10 11 12 13 14 B Tekanan angin turun √ √ - - - -
Al foil slitter tumpul √ √ √ - √ - - √ √ - √ -
Sensor eyemark error - √ √ √ √ √ √ √ √ - √ - Sistem pengkodean error - - √ √ √ √ √ √ √ √ √ √ Pisau end cut tidak memotong - - - √ - √
Al foil putus - - - √ - - - -
O Menunggu susu dari jalur produksi √ √ √ √ - - √ √ √ - - -
Pergerakan magazine Al foil tidak kontinyu - - - - √ - - - -
Al foil slitter tumpul √ √ - - √ √ √ - - - - -
Sensor eyemark error √ - - - - √ - - - -
Al foil melintir - - - - √ √ √ - √ - - -
Pisau end cut tidak memotong - - - √ - - - - G Menunggu susu dari jalur produksi √ - - √ √ √ √ √ - √ √ √ Sistem pengkodean error - √ √ - √ √ - - - √ - - Pisau cutter error - - - √ - - - - - Sensor eyemark error √ - √ - √ - √ - - - √ -
33 Tabel 5. (Lanjutan)
Mesin Penyebab Kerusakan Kemasan Dalam Minggu ke-
3 4 5 6 7 8 9 10 11 12 13 14
G Al foil slitter tumpul √ √ - √ √ √ - √ √ - - √
F Menunggu susu dari jalur produksi √ - √ √ √ √ √ √ √ √ √ √ Sistem pengkodean error √ - √ √ √ - - - - Sensor eyemark error √ - - - √ - - - - √ - -
Al foil slitter tumpul - - √ - √ - √ - √ - √ -
Horizontal bearing error - - - √ √ √ - - - -
K Menunggu susu dari jalur produksi √ √ √ √ √ √ - √ √ √ √ √
Al foil slitter tumpul √ - - - √ - √ √ √ - - √
Tekanan angin turun - √ √ - - - √ - - - - -
Horizontal bearing error - √ - - - -
Sistem pengkodean error - - - - √ - - - - Sensor eyemark error - - √ - √ - √ - - √ √ √ H Menunggu susu dari jalur produksi √ - √ √ √ √ - √ √ - √ √ Sensor eyemark error - √ - √ √ √ √ - - - √ - Sistem pengkodean error - - √ - √ √ - - - -