TINJAUAN PUSTAKA
Susu Kental Manis
Menurut SNI No. 01-2971-1998 susu kental manis adalah produk susu berbentuk cairan kental yang diperoleh dengan menghilangkan sebagian air dari susu segar atau hasil rekonstitusi susu bubuk berlemak penuh, atau hasil rekombinasi susu bubuk tanpa lemak dengan lemak susu/lemak nabati, yang telah ditambah gula, dengan atau tanpa penambahan bahan makanan lain. Susu kental manis menurut SNI 01-2971-1998 diklasifikasikan atas susu kental manis tanpa ganda rasa, dan susu kental manis dengan ganda rasa. Perbedaan keduanya dapat dilihat pada Tabel 1.
Tabel 1. Syarat mutu susu kental manis (SNI 01-2971-1998)
No. Jenis Uji
Satuan Persyaratan Tanpa Ganda Rasa Dengan Ganda Rasa 1. Keadaan :
Bau Normal Normal
Rasa Normal Normal
Warna Putih sampai
kekuningan
Sesuai ganda rasa yang ditambahkan Konsistensi Kental dan
homogen
Kental dan homogen
2 Air % 20-30 20-30
3 Abu % 1,4 – 2,2 1,4 – 2,2
4 Protein % 7 - 10 Min 6,5
5 Lemak % Min 8.0 Min 8.0
6 Laktosa % Min. 10 Min 10
7 Sakarosa % 43-48 43 - 48
8 TPC ( total Plate Count)
Koloni/g Max 1.0 x 104 Max 1.0 x 104
9 Coliform APM/g Max 10 Max 10
10 E. coli APM/g <3 <3
11 Salmonella Per 100 g Negative Negative 12 Stap. aureus Koloni/g Max 1.0 x 102 Max 1.0 x 102 13 Kapang
/Khamir
Katagori pangan 2006 (BPOM 2006), mendefinisikan susu kental manis sebagai produk susu berbentuk cairan kental yang diperoleh dengan menghilangkan sebagian air dari campuran susu dan gula hingga mencapai tingkat kepekatan tertentu, atau merupakan hasil rekonstitusi susu bubuk dengan penambahan gula, dengan atau tanpa penambahan bahan lain. Gula yang ditambahkan harus dapat mencegah pembusukan. Produk dikemas secara kedap (hermetis) dan dipasteurisasi, serta kadar lemak susu tidak boleh kurang dari 8 %.
Pembuatan susu kental manis merupakan teknologi yang sudah cukup lama sejak abad ke-19. Produksi komersial pertama kali dilakukan di tahun 1856. Pembuatan susu kental manis merupakan suatu proses yang kompleks dengan sejumlah elemen-elemen kritis, yang masing-masing harus dikontrol dengan ketat. Susu kental manis bukan produk steril, tetapi pengawetannya tergantung pada kandungan gulanya yang tinggi (Clarke 1999; Newstead et al. 2005).
Susu kental manis konvensional telah diproduksi dalam waktu yang lama oleh kebanyakan negara-negara penghasil susu. Proses ini terkait dengan penambahan gula (biasanya sukrosa) ke dalam susu, yang kemudian dipekatkan hingga mencapai padatan total yang relatif tinggi (>72%). Produk kemudian dikemas dalam kaleng (Clarke 1999).
Beberapa parameter kritis menurut Newstead et al. ( 2005) adalah : 1. Bakteri pembusuk tidak akan tumbuh pada tekanan osmosis yang mendekati
titik jenuh dari gula (sukrosa), oleh karena itu kandungan gula harus sangat dekat dengan titik jenuhnya, tetapi tidak di atasnya, karena gula akan mengkristal. Di saat yang sama, higiene pabrik yang ketat harus dijaga sehingga bakteri osmofilik tidak mengkontaminasi produk.
2. Konsentrasi laktosa di susu kental manis di atas titik jenuhnya akan menyebabkan terjadinya kristalisasi. Kristalisasi ini harus dikontrol untuk menjamin bahwa kristal yang terbentuk ukurannya sangat kecil. Jika tidak dikontrol, maka akan menyebabkan tekstur produk menjadi kasar atau
”sandiness”.
3. Proses pengisian ke dalam kaleng harus dilakukan di bawah kondisi yang higienis untuk mencegah rekontaminasi terhadap produk yang telah
dipasteurisasi. Selain itu ”headspace” di dalam kemasan kaleng harus diminimalisir sehingga tidak ada kesempatan jamur untuk berkembang.
4. Viskositas harus dikendalikan untuk memenuhi harapan konsumen. Hal yang memungkinkan untuk dikontrol adalah proses perlakuan panas pendahuluan (preheat treatment), homogenisasi, dan pasteurisasi pada susu (atau susu bubuk).
Susu kental manis pada dasarnya adalah susu yang telah dikentalkan dan diberikan penambahan gula. Produknya berwarna kekuning-kuningan dan terlihat seperti mayonaise. Susu kental manis bukan merupakan produk steril, sehingga masih mengandung mikroba dan spora yang hidup. Ketersediaan air bebas yang rendah dan kandungan gula yang tinggi mencegah pertumbuhan kebanyakan mikroorganisme (Walstra et al. 2006). Konsentrasi gula yang tinggi dalam susu kental manis meningkatkan tekanan osmotik pada suatu tingkat tertentu dimana kebanyakan mikroorganisme dihancurkan. Konsentrasi gula di dalam fase air harus tidak kurang dari 62.5% dan tidak lebih dari 64.5%. Konsentrasi larutan diatas 64.5%, gula akan mengalami titik jenuhnya dan beberapa akan mengalami kristalisasi, dan membentuk sedimen (Bylund 1995).
Menurut standar U.S. Federal, susu kental manis harus mengandung lemak susu tidak kurang dari 8.5%, dan tidak kurang dari 28% total padatan susu. Sementara British Standar menetapkan susu kental manis harus mengadung tidak kurang dari 9,2% lemak susu dan 31% total padatan susu. Selama perang dunia kedua telah dikembangkan susu kental manis yang ”over standard” dengan komposisi 9,5% lemak, 33,5% total padatan susu, dan 42% sukrosa (Hunziker 1949). Perkiraan komposisi susu kental manis menurut Standar U.S. Federal dan British dapat dilihat pada Tabel 2 ( Walstra et al. 2006).
Selama tahun 1950-an ketersediaan pasokan bahan baku susu meningkat, sehingga memacu negara berkembang untuk memperkenalkan dan meningkatkan industri lokalnya. Selain itu kebutuhan untuk meningkatkan asupan gizi untuk penduduknya mendorong dikembangkannya pabrik susu kental manis rekombinan yang pertama. Pabrik ini dikembangkan oleh orang Amerika dan Belanda. Metodologi yang diterapkan berdasarkan pembuatan susu kental manis konvensional (Clarke 1999).
Tabel 2. Perkiraan komposisi dua jenis susu kental manis berdasarkan American standar dan British standar
Komposisi American Standar British Standar
Kandungan lemak ( %) 8 9
Padatan Susu bukan lemak ( %) 20 22
Lactosa ( %) 10.3 11,4 Sucrosa ( %) 45 43,5 Air ( %) 27 25,5 Lactosa/100 g air ( %) 38,3 44,6 Sucrosa/100 g air ( %) 167 171 Konsentrasi Faktor Q 4.60 5.00
Lebih lanjut Clarke (1999) menyatakan bahwa susu kental manis rekombinan merupakan produk susu rekombinan pertama yang berhasil diproduksi, dan sekarang telah menjadi produk yang mapan di beberapa negara berkembang. Walaupun diprediksi akan hilang seiring telah dikembangkannya produk susu UHT, ternyata susu kental manis rekombinan ini masih tetap bertahan, dan bahkan penjualan pun semakin meningkat. Tipe-tipe susu kental manis rekombinan pun semakin banyak di pasaran. Salah satu alasannya adalah biaya dan sifat fungsionalnya yang dapat digunakan tidak hanya untuk dikonsumsi langsung tetapi dapat juga dijadikan bahan tambahan pada berbagai produk pangan olahan lainnya.
Proses Produksi Susu Kental Manis
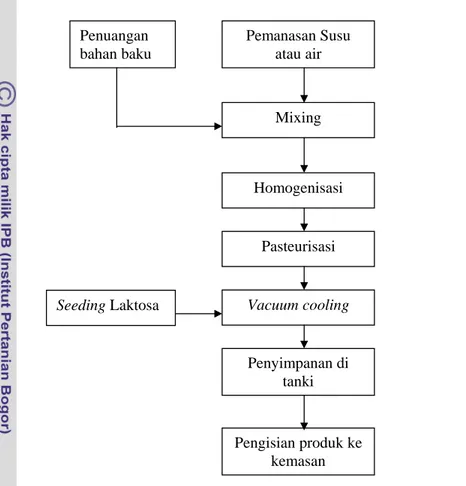
Proses pembuatan susu kental manis secara umum dapat dilihat pada Gambar 1. Proses pembuatannya dimulai dengan proses pemanasan liquid sebagai media pelarut bahan-bahan yang akan dipakai di mixing tank. Liquid yang digunakan dapat berupa susu segar atau air (formula rekombinan). Liquid tersebut dipanaskan pada kisaran suhu 55 – 60 oC untuk mempercepat kelarutan bahan padatan yang ditambahkan.
Bahan-bahan baku utama seperti susu bubuk dan gula serta minor
ingredient dimasukkan ke dalam mixing tank sambil disirkulasi untuk mempercepat kelarutan. Pada tahapan ini juga dilakukan standarisasi untuk
komposisi produk. Setelah memenuhi standar yang ditetapkan, produk ditransfer ke tahapan proses berikutnya.
Gambar 1. Alur proses pembuatan susu kental manis
Tahapan selanjutnya adalah proses homogenisasi. Proses ini bertujuan untuk menghancurkan globula lemak, sehingga memiliki ukuran yang kecil dan seragam. Homogenisasi tidak boleh terlalu tinggi ataupun terlalu rendah. Tekanan homogenisasi yang tepat perlu dioptimasi untuk menghasilkan dispersi lemak yang baik, tetapi juga cukup rendah untuk mencegah terjadinya resiko koagulasi karena kerusakan stabilitas protein (Bylund 1995).
Proses berikutnya adalah Pasteurisasi. Pasteurisasi bertujuan untuk membunuh mikroba patogen yang terkandung pada bahan baku. Proses pemanasan ini dilakukan pada kisaran suhu 85 – 90 oC.
Pemanasan Susu atau air Penuangan bahan baku Mixing Homogenisasi Pasteurisasi Vacuum cooling Penyimpanan di tanki Pengisian produk ke kemasan Seeding Laktosa
Setelah tahap pasteurisasi dilakukan penguapan di tahapan vacuum cooling. Proses vacuum cooling adalah proses penguapan air yang terkandung dalam susu pada kondisi vacuum sehingga air dapat menguap pada suhu rendah. Tujuan proses pada kondisi vacuum adalah agar nutrisi yang terkandung pada produk susu dapat diminimalisir kerusakannya.
Sehubungan dengan proses penguapan, maka akan terjadi peningkatan kandungan padatan dan konsentrasi pada produk. Pada tahapan ini menurut Walstra et al. (2006) pembentukan kritas laktosa yang besar harus dihindarkan. Untuk mencegah terbentuknya kristal laktosa yang besar pada susu, maka dilakukan proses seeding laktosa. Tujuannya adalah mempercepat penjenuhan laktosa sehingga membentuk kristal laktosa yang kecil dan tidak menimbulkan rasa seperti berpasir (sandiness) pada produk. Sebelumnya susu kental manis harus didinginkan sampai suhu dimana laktosa mengalami super jenuh sehingga laktosa tidak larut lagi. Suhu tersebut harus sangat rendah sehingga terjadi pembentukan inti laktosa secara spontan. Setelah proses seeding, pendinginan dilanjutkan untuk pembentukan kristal laktosa yang diinginkan, dan kemudian produk ditransfer ke tanki penyimpanan.
Di dalam tanki penyimpanan produk di agitasi dan disimpan (aging) beberapa jam sebelum dilakukan proses pengisian ke kemasan yang diinginkan. Proses agitasi dan aging bertujuan untuk meratakan penyebaran laktosa.
Kemasan Pangan
Pengemasan disebut juga pembungkusan, pewadahan atau pengepakan. Pengemasan memegang peranan penting dalam pengawetan hasil pertanian. Kemasan dapat membantu mencegah atau mengurangi kerusakan, melindungi bahan pangan yang ada di dalamnya, melindungi dari bahaya pencemaran serta gangguan fisik (gesekan, benturan, dan getaran). Pengemasan juga berfungsi untuk menempatkan suatu hasil pengolahan atau produk industri agar mempunyai bentuk-bentuk yang memudahkan dalam penyimpanan, pengangkutan dan distribusi. Dari segi promosi, wadah atau pembungkus berfungsi sebagai perangsang atau daya tarik bagi pembeli. Karena itu bentuk, warna dan dekorasi kemasan perlu diperhatikan dalam perencanaannya (Syarief et al. 1989). Miltz
(1992) menyatakan kemasan secara umum memiliki fungsi (1) mewadahi ,(2) Perlindungan, (3) kuantifikasi , dan (4) komunikasi serta publikasi.
Kemasan umumnya diklasifikasikan dalam dua katagori yaitu kemasan primer yang kontak langsung dengan produk yang dikemasnya, dan kemasan sekunder yang fungsi utamanya sebagai perlindungan mekanis. Kemasan primer dibagi menjadi 3 katagori yaitu kemasan fleksibel, semi rigid, dan rigid. Katagori pertama meliputi film, kertas, dan laminasi tipis. Katagori kedua adalah plastik tipis, alumunium foil, laminasi dan cardboard, sedangkan katagori ketiga adalah plastik tebal, metal, dan gelas (Miltz 1992).
Lapisan laminasi kemasan yang digunakan untuk kemasan sachet SKM terdiri dari : PET12/PRINT/DRY/ALU7/PE18/LLDPE45. PET 12 adalah lapisan film PET ( Polietilen Tereptalat) dengan tebal 12 mikron untuk mencetak desain diproses pencetakan. PRINT adalah proses printing dengan menggunakan tinta
food grade. DRY adalah proses dry laminasi, menggunakan adhesive untuk melapis PET dengan alumunium foil. ALU 7 adalah aluminium foil dengan tebal 7 micron, untuk barrier terhadap isi kemasan. PE 18 adalah resin PE dengan tebal 18 mikron, untuk melapis ALU dengan LLDPE 45. LLDPE 45 adalah lapisan film LLDPE dengan tebal 45 mikron yang berfungsi sebagai lapisan perekat (sealing layer) pada saat pembentukan seal atau rekatan.
Foil menurut Syarief et al (1989) pada umumnya digunakan sebagai bahan pelapis (laminan) yang dapat ditempatkan pada bagian dalam (lapisan dalam) atau lapisan tengah sebagai penguat yang dapat melindungi bungkusan. Alumunium foil dapat dilaminasikan dengan kertas, selopan, atau plastik lainnya dengan menggunakan proses laminasi atau ekstrusi, dan dapat juga dilaminasi dengan lapisan yang dapat direkatkan dengan panas (Anonim 1989; Martin 1989). Alumunium foil dapat memberikan penghalang (barrier) yang baik terhadap transmisi gas, uap air dan cahaya.
PE atau Polietilen adalah plastik hasil polimerisasi dari etilen. PE merupakan plastik yang paling banyak digunakan di industri pengemasan, dan memiliki sifat mudah dibentuk, tahan terhadap bahan kimia, cukup transparan, dan mudah digunakan sebagai laminasi. Dari segi struktur PE merupakan plastik yang paling sederhana, yang dibuat dengan polimerisasi adisi dari gas etilen pada
reaktor dengan tekanan dan suhu tinggi. Resin dengan densitas rendah, medium atau tinggi diproduksi tergantung pada kondisi suhu, tekanan dan katalis polimerisasi. Kondisi proses menentukan derajat percabangan dari rantai polimer dan karenanya akan mempengaruhi densitas dan karakterisitik plastiknya.
PE memiliki perekatan panas (heat sealable) yang cepat. PE dapat dibuat menjadi lapisan film yang kuat dan keras dengan kemampuan menahan daya tembus yang baik terhadap air dan uap air, tapi bukan penahan yang cukup bagus terhadap lemak dan minyak atau gas seperti karbon dioksida dan oksigen dbandingkan dengan plastik lainnya. Walaupun daya penghalangnya meningkat dengan meningkatnya densitas, PE film mencair pada suhu yang relatif rendah dan merekat ketika dipotong dengan kawat panas, atau pisau untuk membentuk rekatan yang efektif. PE dapat digunakan dalam bentuk kemasan atau bag, atau flat film dalam bentuk gulungan pada mesin pembentuk/pengisi/perekat (Form/fill/seal machine) (Coles et al. 2003).
Menurut Miltz (1992) Polietilen terbagi dalam 4 kelompok, yang dibedakan berdasarkan struktur, sifat dan juga proses pembuatannya, yaitu : (1) HDPE (High Density Polyethylene), (2) LDPE (Low Density Polyethylene), (3) MDPE (Medium Density Polyethylene) dan (4) LLDPE (Linier Low Density Polyethylene). Semua Polietilen merupakan senyawa semi kristalin, yang terdiri dari bagian kristalin dan bagian amorpous. Persentase kristalin ini mempunyai pengaruh terhadap beberapa karakteristiknya.
HDPE diproses dengan ” tekanan rendah” dan struktur dasarnya linier, dengan sangat sedikit percabangan. HDPE memiliki densitas berkisar 0.940 – 0965 g/cm3 dan derajat kristalin antara 65 – 95%. HDPE merupakan plastik yang paling kaku (modulus young kurang lebih 100.000 psi dan juga yang paling kuat dengan kekuatan tensil 3000 – 4000 psi), namun memiliki elongasi yang rendah yaitu sekitar 100- 400 %, dan memiliki titik leleh sekitar 128 – 138 oC.
LDPE strukturnya terdiri dari rantai cabang yang pendek dan panjang dengan densitas berkisar 0.910 – 0.925 g/cm3. Rantai yang pendek mempengaruhi derajat kristalinitasnya yang akan berpengaruh terhadap kekuatan dan modulus. Rantai panjang mempengaruhi sifat viscoelastis dan kemampuan mengalir dari polimer yang sudah mencair. Titik lelehnya berkisar 105 – 115 oC. LDPE
memiliki kekakuan dan kekuatan tensil yang lebih rendah dari HDPE (modulus youngnya berkisar 20.000 – 30.000 psi, dan kekuatan tensil 1200 – 2000 psi). Biasanya digunakan untuk pembuatan film, botol atau wadah. LDPE memiliki kemampuan pengeliman panas yang sangat bagus, dan banyak digunakan pada permukaan yang kontak dengan makanan dan lapisan pengeliman pada kemasan laminasi. Dengan melaminasi terhadap substrat lain dengan adhesive atau mengekstrusi polimer LDPE dengan material lainnya, memungkinkan membuat kemasan sachet , pouch atau bag yang kuat dengan integritas rekatan yang bagus, karena LDPE mengalir untuk mengisi lubang-lubang di dalam sealing area.
MDPE memiliki karakterisik diantara HDPE dan LDPE. MDPE secara mekanis memiliki kekuatan yang lebih besar dibandingkan LDPE. MDPE dapat di ko-ekstrusi dengan LDPE untuk mengkombinasikan daya kelim yang bagus dari LDPE dengan kekuatan dan daya tahan dari MDPE. Densitas MDPE berkisar 0,927 – 940 g/cm3 dan titik leleh 115 – 125 oC, lebih mudah diproses dibandingkan HDPE tetapi lebih sulit daripada LDPE.
LLDPE merupakan ko-polimer dari etilen dan sejumlah kecil dari butena, heksena, atau oktana. Rantai cabang ini muncul pada interval yang teratur dari rantai utamanya, dan ini yang membedakan karakteristiknya dari PE yang lain. LLDPE memiliki kisaran densitas yang hampir sama dengan LDPE. LLDPE lebih kuat dari LDPE dan memiliki kemampuan sealing yang lebih baik, namun LLDPE memiliki viscositas leleh yang lebih tinggi dan lebih sulit diproses. LLDPE dan LDPE dapat digunakan dalam bentuk campuran dengan EVA untuk meningkatkan kekuatan dan pengeliman panas.
Menurut Sacharow dan Griffin (1980) kemasan fleksibel atau plastik adalah lembaran yang memiliki ketebalan 0.0254 cm atau kurang. Walaupun berbentuk padat dalam kondisi akhirnya, dibeberapa tahapan dari pembuatannya kemasan ini dapat dibentuk menjadi berbagai bentuk dengan penerapan panas, tekanan, dan reaksi kimia. Kemasan fleksibel digambarkan sebagai material yang tidak rigid/kaku, dan biasanya merupakan material yang non fibrous dan memiliki ketebalan kurang dari 0,25 mm (Fellows 2000).
Lebih jauh Fellows (2000) menambahkan bahwa kemasan fleksibel memiliki beberapa karakteristik yaitu harga relatif murah, memiliki sifat
penghalang (barrier properties) yang baik terhadap uap air dan gas, dan dapat direkatkan dengan panas untuk mencegah kebocoran. Cocok untuk pengisian kecepatan tinggi, memiliki kekuatan basah dan kering, dapat diberikan printing
atau cetakan, mudah ditangani dan nyaman, baik untuk pabrik, retalier maupun konsumen. Selain itu hanya menambah sedikit berat pada produk, sangat cocok dengan bentuk makanan, dan hanya memerlukan sedikit ruang selama penyimpanan dan distribusi.
Karakteristik rentang sifat mekanis, optik, termal dan penghalang yang dihasilkan untuk masing-masing tipe polimer tergantung pada variasi dari ketebalan lapisan film. Plastisizer ditambahkan untuk melunakkan lapisan film dan membuatnya lebih fleksibel untuk digunakan dalam kondisi dingin atau untuk makanan beku. Kemasan dapat berupa lapisan tunggal, dilapisi dengan polimer lain, atau metal atau laminasi multi lapis ( Fellows 2000).
Mesin Filler
Mesin pembentuk – pengisi - perekat (Form-Fill- Seal Machine atau FFS machine) membentuk kemasan dari suatu material kemasan yang fleksibel dan
flat. Pengisian kemasan dilakukan dengan jumlah produk yang telah terukur dan perekatan kemasan dilakukan dengan panas dalam suatu proses yang kontinyu (Lewis 1989). Lebih jauh Lewis (1989) mengatakan proses pembentukan, pengisian dan perekatan dapat dilakukan baik dengan cara vertikal maupun horizontal. Pada mesin vertikal, produk dan kemasan berjalan dengan arah ke bawah atau vertikal, sedangkan pada mesin horizontal produk dan kemasan bergerak dengan arah menyamping atau horizontal. Pemilihan mesin filler yang sesuai tergantung pada sifat dasar produk dan kecepatan produksi yang diinginkan, yang akan menentukan tingkat efisiensi dan kualitas yang dihasilkan.
Mesin FFS vertikal sachet adalah mesin yang dibentuk, diisi dan direkatkan yang dioperasikan secara vertikal dengan menggunakan satu atau dua lembaran film/kemasan yang dibentuk, diisi produk dan direkatkan untuk menghasilkan sachet yang direkatkan dengan 3 atau 4 sisi. Mesin FFS dapat menggunakan satu atau dua gulungan kemasan/film yang dapat memproduksi satu atau lebih line kemasan. Mesin FFS menggunakan panas pada kedua sisi untuk
mencapai pelelehan polimer yang lebih cepat. Permukaan sealing perlu mempunyai sifat-sifat melepaskan yang baik, untuk menjamin polimer yang meleleh tidak menempel di permukaan pemanas dan menarik rekatan yang baru terbentuk menjadi terpisah
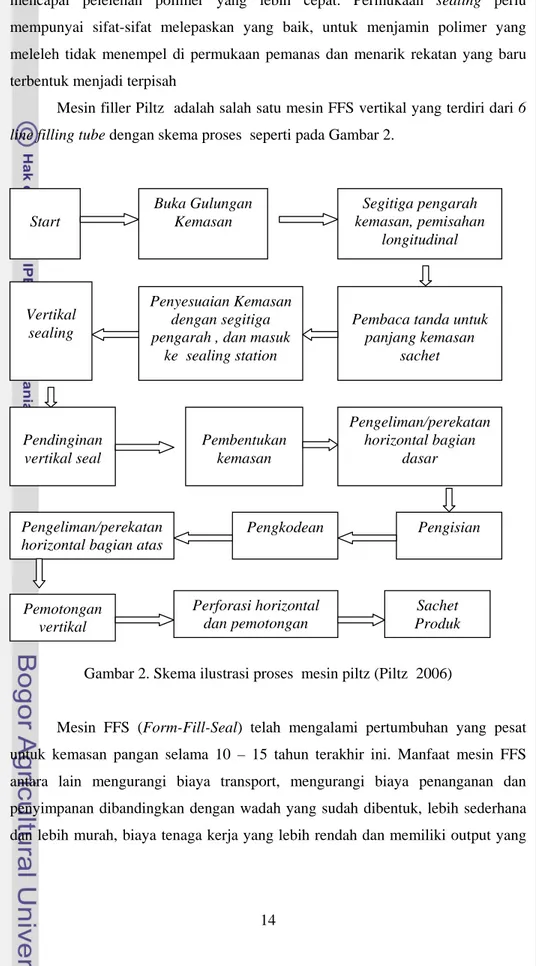
Mesin filler Piltz adalah salah satu mesin FFS vertikal yang terdiri dari 6 line filling tube dengan skema proses seperti pada Gambar 2.
Gambar 2. Skema ilustrasi proses mesin piltz (Piltz 2006)
Mesin FFS (Form-Fill-Seal) telah mengalami pertumbuhan yang pesat untuk kemasan pangan selama 10 – 15 tahun terakhir ini. Manfaat mesin FFS antara lain mengurangi biaya transport, mengurangi biaya penanganan dan penyimpanan dibandingkan dengan wadah yang sudah dibentuk, lebih sederhana dan lebih murah, biaya tenaga kerja yang lebih rendah dan memiliki output yang
Start Buka Gulungan Kemasan Segitiga pengarah kemasan, pemisahan longitudinal
Pembaca tanda untuk panjang kemasan
sachet Penyesuaian Kemasan
dengan segitiga pengarah , dan masuk
ke sealing station Vertikal sealing Pendinginan vertikal seal Pembentukan kemasan Pengeliman/perekatan horizontal bagian dasar Pengisian Pengkodean Pengeliman/perekatan horizontal bagian atas
Pemotongan vertikal Perforasi horizontal dan pemotongan Sachet Produk
lebih tinggi ( Fellows 2000). Pada mesin FFS vertikal, film kemasan berbentuk gulungan (roll). Gulungan tersebut biasanya diletakan pada suatu mandrel di belakang mesin. Material kemasan tersebut dibentangkan melalui seperangkat roller yang mengontrol tegangan, ditarik secara intermitten pada bagian pembentuk kemasan dengan pergerakan vertikal dari sealing jaw. Fin seal dibentuk di bagian sisi. Bagian bawah direkatkan oleh sealing jaw dan kemudian produk diisikan (Fellows 2000; Lewis 1989).
Proses pengisian dalam mempertahankan kualitas pangan untuk masa kadaluarsa yang diinginkan sangat tergantung pada penutupan (sealing) wadah yang memadai. Sealing merupakan bagian terlemah dari suatu kontainer dan yang paling kritis selama proses produksi. Adanya pangan yang terjebak di penutupan, dan suhu sealing yang tidak tepat, dapat mempengaruhi kualitas sealing (Fellows 2000).
Kondisi sealing untuk kemasan laminasi menurut Coles et al. (2003) merupakan kompromi antara waktu kontak, suhu dan tekanan dari jaws atau
sealing bar. Persyaratannya adalah memberikan energi yang memadai untuk membuat lapisan sealing dari kemasan bersatu menjadi satu medium. Hantaran panas yang dikombinasikan dengan karakteristik aliran panas perlu diseimbangkan dengan hati-hati untuk menghasilkan rekatan yang sempurna, dan kekuatan rekatan yang baik di seluruh permukaan area sealing/rekatan.
Validasi dan Verifikasi
Sehubungan dengan instalasi mesin piltz di PT Indolakto, untuk meningkatkan keyakinan bahwa mesin baru ini dapat beroperasi dengan baik saat komersial diperlukan bukti-bukti obyektif dalam menentukan parameter yang tepat, sehingga dapat mencapai tujuan yang diinginkan baik dari segi mutu maupun keamanan produk. Proses pengemasan di tahapan pengisian produk merupakan bagian yang kritis, karena terkait dengan perlindungan produk terhadap bahaya mikrobiologi. Sebagai perusahaan yang telah menerapkan sistem keamanan pangan ISO 22000 dan sesuai dengan HACCP tabel yang ditetapkan, maka pemasangan mesin piltz ini perlu dilakukan validasi dan verifikasi pada tahapan proses tersebut sebelum dioperasikan.
Validasi menurut ISO 22000 (2005) dan ILSI (1999) didefinisikan sebagai aktivitas memperoleh bukti-bukti ilmiah bahwa tindakan pencegahan (control measure) yang diatur dalam HACCP Plan berjalan dengan efektif dan menunjukkan bahwa tindakan tersebut telah dilakukan berdasarkan bukti teknis dan ilmiah yang logis. Validasi dilakukan untuk mendukung HACCP Plan dan dilakukan sebelum implementasi atau setelah ada perubahan. Validasi bertujuan untuk memastikan bahwa sistem yang diterapkan merupakan sistem yang benar dan bekerja dengan baik pada waktu diimplementasikan.
Lebih lanjut di dalam ISO 22000 (2005) dijelaskan bahwa sebelum mengimplementasikan tindakan pencegahan (control measure) yang dimasukkan di dalam OPRP dan HACCP Plan atau setelah ada perubahan didalamnya, suatu organisasi harus memvalidasi bahwa :
1. Control measure yang dipilih dapat mencapai pengendalian yang dimakudkan dari bahaya keamanan pangan yang telah ditetapkan
2. Control measure efektif dan dapat menjamin pengendalian bahaya keamanan pangan untuk menghasilkan produk akhir yang memenuhi standar yang ditetapkan.
Jika hasil validasi memperlihatkan satu atau kedua elemen komponen di atas tidak dapat dkonfirmasi, control measure tersebut perlu dimodifikasi dan dikaji ulang. Modifikasi dapat berupa perubahan dalam control measure (seperti parameter proses) atau perubahan pada bahan baku, teknology manufacture, karakteristik produk akhir, metode distribusi ataupun tujuan penggunaan dari produk akhir.
Ketika HACCP Plan telah ditetapkan dan elemen-elemennya sudah divalidasi, untuk menjamin kesesuaian di dalam pelaksanaannya perlu dilakukan verifikasi. Menurut ILSI (1999) verifikasi didefinisikan sebagai penerapan metode, prosedur, pengujian atau evaluasi lainnya sebagai monitoring untuk menentukan kesesuaian dengan HACCP Plan. Verifikasi merupakan konfirmasi terhadap efektivitas dari sistem HACCP yang dibuat.