1
LAPORAN AKHIR
PENELITIAN DOKTOR BARU
DANA ITS 2020
Optimasi Multirespon Proses End Milling pada Glass Fiber Reinforced
Polymer Dengan Metode BPNN-GA-SA dan BPNN-FFA
Tim Peneliti :
Ketua: M. Khoirul Effendi, S.T., M.Sc. Eng Ph. D (Manufaktur/Teknik Mesin/FT-IRS)
Anggota 1: Prof. Dr.-Ing. Ir. Suhardjono, M.Sc. (Manufaktur/Teknik Mesin/FT-IRS)
Anggota 2: Ir. Sampurno, MT. (Manufaktur/Teknik Mesin/FT-IRS)
Anggota 3: Dr. Sutikno, ST., MT. (Metalurgi/Teknik Mesin/FT-IRS
Sesuai Surat Perjanjian
Pelaksanaan
Penelitian No: 860/PKS/ITS/2020
DIREKTORAT RISET DAN PENGABDIAN KEPADA MASYARAKAT
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA
2020
2020
2 DAFTAR ISI DAFTAR ISI ... 2 DAFTAR TABEL ... 3 DAFTAR GAMBAR ... 4 DAFTAR LAMPIRAN ... 5 BAB I: RINGKASAN ... 6
BAB II: HASIL PENELITIAN ... 7
BAB III: STATUS LUARAN ... 14
BAB IV: PERAN MITRA ... 15
BAB V: KENDALA PELAKSANAAN PENELITIAN ... 16
BAB VI: RENCANA TAHAP SELANJUTNYA ... 17
BAB VII: DAFTAR PUSTAKA ... 18
3
DAFTAR TABEL
Table 2. 1. Properti komposit GFRP ... 9
Tabel 2. 2. Variabel proses pemesinan ... 9
Tabel 2. 3. Parameters utilized in BPNN modeling ... 11
Tabel 2. 4. Parameters utilized in GA ... 12
Tabel 2. 5. The optimization result using FA ... 12
Tabel 2. 6. The optimization result using GA ... 13
4
DAFTAR GAMBAR
Gambar 2. 1. Serat kaca woven ... 8 Gambar 2. 2. Metode vacuum bagging ... 8 Gambar 2. 3. Spesimen GFRP (a) Setelah proses curing (b) Setelah dipotong... 9 Gambar 2. 4. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of
cut = 1 mm ... 10
Gambar 2. 5. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of
cut = 1.5 mm ... 10
Gambar 2. 6. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of
cut = 1.5 mm ... 10
Gambar 2. 7. Topologi BPNN yang paling optimal ... 11 Gambar 2. 8. Hasil iterasi FA dalam memprediksi nilai cutting force yang paling kecil ... 12
5
DAFTAR LAMPIRAN
Lampiran 1. Paper acceptance notification... 20 Lampiran 2. Tabel daftar luaran ... 21
6
BAB I: RINGKASAN
Material komposit jenis serat penguat polimer atau fiber reinforced plastics (FRPs) banyak digunakan pada bermacam-macam industri karena memiliki sifat-sifat seperti kekuatan dan kekakuan spesifik yang tinggi, ringan, ketangguhan terhadap retak yang juga tinggi, serta ketahanan terhadap korosi dan panas yang sangat baik. Karakteristik ini membuat penggunaan komposit FRP sangat menarik untuk digunakan sebagai material dari komponen-komponen pesawat terbang dan pesawat untuk ruang angkasa. Karena sifat material komposit yang tidak homogen, responnya terhadap proses pemesinan menimbulkan berbagai efek yang tidak diinginkan, seperti laju keausan pahat yang tinggi, penarikan serat, terjadinya lubang-lubang kecil pada permukaan, dan delaminasi. Suatu material komposit yang diperkuat oleh serat akan menunjukkan kekasaran permukaan yang tinggi akibat
fussiness yang disebabkan oleh delaminasi atau putusnya serat. Delaminasi dan retakan pada komposit
akhirnya mengarah pada kekasaran permukaan yang tinggi. Kekasaran permukaan adalah karakteristik yang dapat mempengaruhi kepresisian dimensi benda kerja, kinerja mekanis dari komponen yang dibuat dan biaya produksi. Sementara itu, kualitas permukaan atau kekasaran permukaan sangat bergantung pada parameter proses pemesinan, geometri pahat dan gaya potong. Untuk dapat meminimalkan gaya potong, delaminasi dan kekasaran permukaan selama proses pemesinan diperlukan pemilihan dari level-level parameter proses pemesinan dan geometri pahat yang tepat. Pengetahuan tentang parameter-parameter ini akan mengurangi biaya pemesinan seiring dengan peningkatan kualitas benda kerja ataupun komponen yang dihasilkan.
Proses end milling atau freis jari adalah salah satu proses pemesinan yang banyak digunakan pada proses produksi komponen-komponen yang bahan bakunya adalah FRP. Tidak seperti proses end
milling pada baja karbon yang mensyaratkan laju pengerjaan bahan yang tinggi, proses end milling
pada material komposit mensyaratkan laju pengerjaan bahan pada tingkat yang lebih lambat. Hal ini menjadi persyaratan karena komponen-komponen yang terbuat dari FRP umumnya diproses dengan dimensi yang sudah mendekati spesifikasinya, sehingga proses pemesinan selanjutnya dibatasi hanya untuk proses-proses deburring dan trimming, serta pencapaian keakurasian bentuk kontur.
Penelitian yang akan dilakukan bertujuan untuk meminimalkan gaya potong, delaminasi dan kekasaran permukaan secara serentak dengan menggunakan optimasi multirespon, pada proses end milling material komposit FRP. Metode optimasi yang akan digunakan adalah metode metaheuristik berupa back propagation neural network (BPNN)-genetic algorithm (GA)-simulated annealing (SA) dan back propagation neural network (BPNN)-Firefly Algorithm (FA). Material komposit yang digunakan adalah glass fiber reinforced polymer (GFRP). Parameter proses end milling dan geometri pahat yang divariasikan adalah kecepatan potong, kecepatan makan, kedalaman potong aksial, dan sudut heliks.
7
BAB II: HASIL PENELITIAN
Komposit glass fiber-reinforced polymer (GFRP) digunakan di banyak sektor industri, seperti dirgantara, kelautan, penerbangan, otomotif, elektronik, dan banyak lagi lainnya. Material komposit ini memiliki karekateristik yang baik seperti kekakuan yang tinggi, ketangguhan yang tinggi, rasio kekuatan terhadap berat yang tinggi, ketahanan terhadap benturan yang baik, dan bobot yang ringan. Produk yang dihasilkan oleh komposit GFRP biasanya memerlukan proses pemesinan untuk memperoleh keakuratan dimensi selama perakitan produk akhir [1]. Salah satu operasi pemesinan untuk material komposit yang paling umum digunakan adalah proses end milling. Proses ini banyak diterapkan di sejumlah industri manufaktur termasuk otomotif dan bidang kedirgantaraan, di mana kualitas dianggap sebagai faktor penentu dalam pembuatan cetakan, slot, dan alur pasak. Kualitas permukaan benda kerja yang diproses dengan end milling sangat baik sehingga akan meningkatkan umur, ketahanan korosi, dan kekuatan fatigue benda kerja [2].
Komposit GFRP terdiri dari kaca sebagai pengisi dan polimer sebagai matriks. Jenis komposit ini biasanya tidak homogen dan memiliki sifat anisotropik serta sifat abrasif. Oleh karena itu, proses
end milling akan sangat dipengaruhi oleh karakteristik komposit [3]. Umumnya cutting force (CF)
yang diperlukan proses end milling sangat besar dan hal tersebut menjadikan proses pemesinan menjadi tidak optimal. Untuk mencegah hal ini, maka level dari end milling untuk meminimalkan CF dengan melakukan optimasi [4].
Ada dua klasifikasi teknik optimasi, yaitu konvensional dan non-konvensional, yang dapat dilakukan secara efektif untuk menentukan parameter pemesinan yang sesuai untuk meminimalkan kekasaran permukaan. Beberapa contoh dari teknik optimasi konvensional adalah teknik faktorial,
response surface methodology (RSM), dan metode Taguchi. Semua teknik tersebut masih banyak
digunakan untuk melakukan optimasi. Teknik non-konvensional atau soft computing terdiri dari logika
fuzzy, algoritma yang terinspirasi oleh alam, dan terinspirasi oleh bio.
Algoritma firefly telah digunakan untuk melakukan optimasi pada area permesinan dan juga dapat digunakan untuk menyelesaikan masalah kontinu dan diskrit [5]. Zhang et al. [6] mengevaluasi kinerja algoritma hybrid firefly algorithm (HFA) dengan differential evolution (DE) dan particle
swarm optimization (PSO) menggunakan fungsi benchmark optimasi yang telah ditentukan. Hasil
penelitian menunjukkan bahwa kinerja HFA lebih baik dibandingkan dengan PSO dan DE. Sharma dkk. [7] melakukan optimasi kinerja tunggal dan ganda pada material Inconel 718 menggunakan mesin bubut. Kinerja yang dioptimalkan adalah kekasaran permukaan dan keausan pahat. Variabel pembubutan yang divariasikan adalah depth of cut, spindel speed dan feeding speed. Metode yang digunakan adalah desirability analysis (DA), serta teknik soft computing seperti firefly algorithm (FA) dan genetic algorithm (GA). Raja et al. [8] melakukan prediksi dan optimalisasi kekasaran permukaan dan waktu pemesinan pada mesin EDM. Bahan percobaan adalah hardened die steel dan tembaga sebagai material perkakas. Parameter EDM yang digunakan dalam percobaan ini adalah pulse-on time dan current, sedangkan firefly algoritma (FA) diimplementasikan dalam pengembangan model matematika dan optimasi. Optimasi kekasaran permukaan pada proses bubut dengan material komposit yang merupakan kombinasi partikel silikon karbida (Al/SiC) dengan matriks aluminium LM25 dilakukan oleh Johari et al. [9]. Parameter pembubutan yang digunakan adalah prosesntase fraksi volume SiC, kedalaman potong, kecepatan potong, Vf, dan waktu pemesinan. Mereka menggunakan
8
FA untuk mendapatkan kekuatan tarik ultimate maksimum dan kekuatan impact pada proses laser
beam welding (LBW) dua logam yang berbeda, yaitu stainless steel AISI 309 dan AISI 4130.
Kecepatan las, daya laser, sudut sinar, panjang fokus, dan posisi titik fokus merupakan parameter yang divariasikan pada proses LBW. Dalam hal material komposit GFRP, Effendi et al. [11] telah menerapkan adaptive neuro-fuzzy inference system (ANFIS) untuk memprediksi gaya pemotongan selama proses end milling. Oleh karena itu, tujuan dari penelitian ini adalah untuk meminimalkan CF proses end milling material GFRP dengan menggunakan algoritma firefly. Model prediksi dikembangkan dengan menggunakan jaringan syaraf tiruan backpropagation.
Pelaksanaan penelitian telah sampai pada tahap eksperimen untuk pengambilan data pada proses pemesinan end milling material GFRP dengan menggunakan CNC vertical milling dengan merk Hartford S-Plus 10 yang dimiliki Lab. Rekayasa Produksi Departemen T. Mesin ITS. GFRP yang akan digunakan pada penelitian ini memiliki 18 layer serat kaca woven seperti yang ditunjukkan pada Gambar 2.1.
Gambar 2. 1. Serat kaca woven
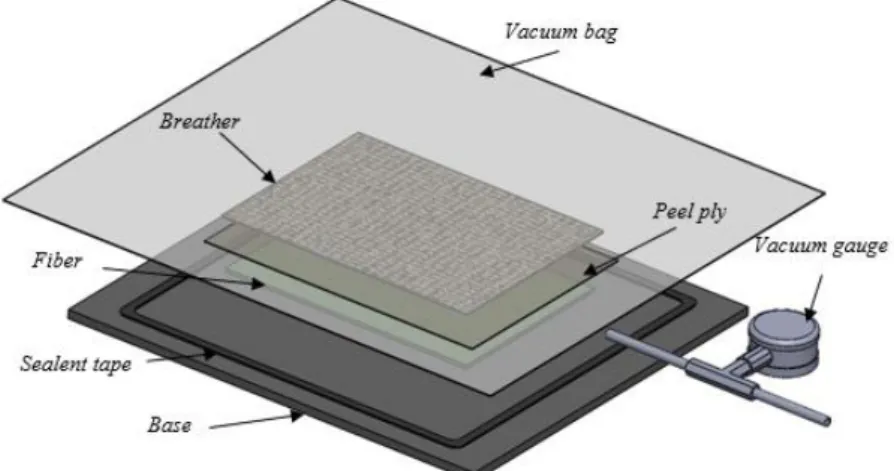
Penyusunan layer-layer dilakukan dengan orientasi sebesar 0º atau dapat disimbolkan dengan [018]. Matrix yang digunakan adalah resin epoxy. Pembuatan GFRP menggunakan metode vacuum
bagging pada temperatur ruangan seperti yang ditunjukkan pada Gambar 2.2.
9
Dimensi benda kerja setelah proses curing memiliki panjang 297 mm, lebar 210 mm dan tebal 3.7 mm seperti ditunjukkan pada Gambar 2.3 (a). Spesimen uji kemudian dipotong dengan ukuran 60 x 30 x 3.7 mm untuk dilakukan proses end milling, seperti ditunjukkan pada gambar 2.3 (b). Properti dari benda kerja dapat dilihat pada Tabel 2.1.
Table 2. 1. Properti komposit GFRP
No Properti Nilai Satuan
1 Tegangan putus 301,4 MPa
2 Regangan putus 8,64 %
3 Modulus Young 2,622 GPa
4 Masa jenis 1725 Kg/m3
5 Rasio massa serat 55 %
(a) (b)
Gambar 2. 3. Spesimen GFRP (a) Setelah proses curing (b) Setelah dipotong
Pelaksanaan eksperimen dilakukan dengan mengkombinasikan variabel-variabel proses sesuai dengan rancangan eksperimen seperti yang ditunjukkan pada tabel 2.2. Variabel-variabel proses tersebut adalah depth of cut (doc), spindle speed (n) dan feeding speed (Vf). Replikasi dilakukan
sebanyak 3 kali, sehingga ada 3 x 3 x 3 x 3 = 81 kombinasi perlakuan pada eksperimen ini. .
Tabel 2. 2. Variabel proses pemesinan
End milling variables
Unit 1 Levels 2 3
Depth of cut (doc) mm 1 1,5 2
Spindle speed (n) rpm 500 750 1000
Feeding speed (Vf) mm/min 3000 4000 5000
Respon-respon yang diukur adalah gaya potong, kekasaran permukaan, dan delaminasi. Gaya potong (Fz, Fx, dan Fy) diukur dengan menggunakan dynamometer merk KISTLER tipe 9272,
sedangkan nilai kekasaran permukaan diukur menggunakan surface roughness tester (Mitutoyo Surftest 301). Selanjutnya data delaminasi diukur menggunakan kamera dan software AutoCAD.
10
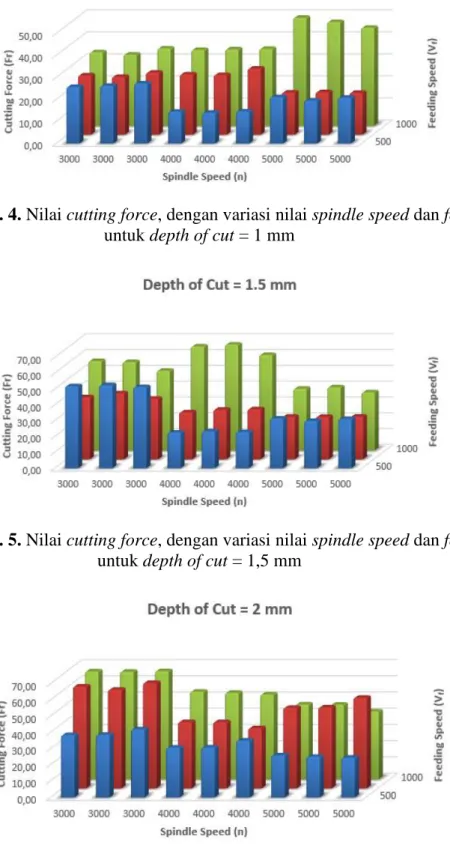
Pengaruh variasi depth of cut, spindle speed dan feeding speed terhadap perubahan gaya potong (cutting force) dapat dilihat pada gambar 2.4, gambar 2.5 dan gambar 2.6.
Gambar 2. 4. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of cut = 1 mm
Gambar 2. 5. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of cut = 1,5 mm
Gambar 2. 6. Nilai cutting force, dengan variasi nilai spindle speed dan feeding speed untuk depth of cut = 1.5 mm
Data yang sudah dipeoleh kemudian digunakan untuk men-generate fitness function menggunakan backpropagation neural network (BPNN). Kesemua data eksperimen selanjutnya dibagi
11
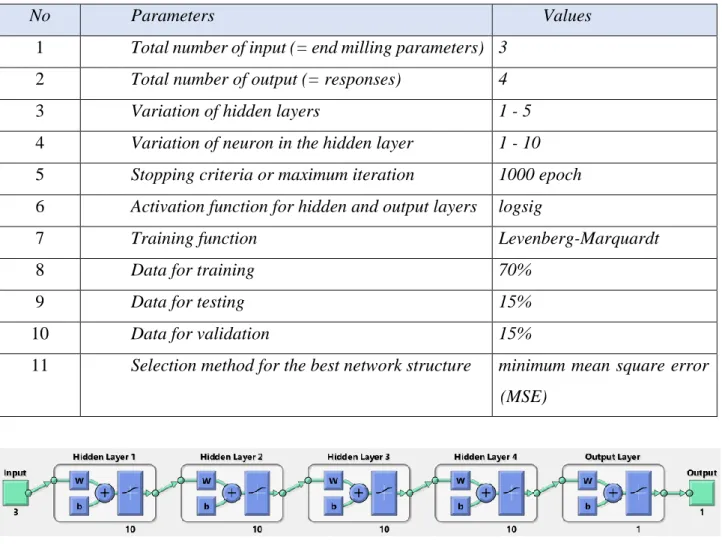
menjadi 3 bagian untuk proses training, testing dan validation. Nilai parameter dari BPNN bisa dilihat pada tabel 2.3, sedangkan nilai optimum topologi BPNN dapat dilihat pada gambar 2.7, dimana jumlah
hidden layer adalah 4, jumlah neuron pada setiap hidden layer adalah 10, sedangkan fungsi aktivasi
yang digunakan adalah logsig.
Tabel 2. 3. Parameters utilized in BPNN modeling
No Parameters Values
1 Total number of input (= end milling parameters) 3
2 Total number of output (= responses) 4
3 Variation of hidden layers 1 - 5
4 Variation of neuron in the hidden layer 1 - 10
5 Stopping criteria or maximum iteration 1000 epoch
6 Activation function for hidden and output layers logsig
7 Training function Levenberg-Marquardt
8 Data for training 70%
9 Data for testing 15%
10 Data for validation 15%
11 Selection method for the best network structure minimum mean square error (MSE)
Gambar 2. 7. Topologi BPNN yang paling optimal
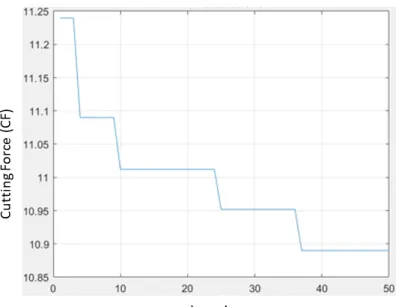
Fitness function yang di-generate BPNN selanjutnya digunakan oleh firefly algorithm (FA), Genetic Algorithm (GA) dan Simulated Annealing (SA) untuk memprediksi nilai variabel-variabel
proses end milling (depth of cut, spindle speed, dan feeding speed) sehingga mesin CNC menghasilkan gaya potong yang paling minimum. Hasil prediksi FA untuk 50 iterasi bisa dilihat pada Gambar 2.8 di bawah ini
12
Gambar 2. 8. Hasil iterasi FA dalam memprediksi nilai cutting force yang paling kecil
Sedangkan parameter yang digunakan pada Genetic Algorithm, bisa dilihat pada Tabel 2.4 berikut
Table 2.4. Parameters utilized in GA
No Parameters Values
1 The size of population 50
2 The rate of mutation 0.8
3 The number of chromosomes (three end milling process parameters each have 8 chromosomes)
24
4 Cross-over method uniform
5 Selection method roulette wheel
6 Stopping criteria or maximum generations 50
Selanjutnya hasil optimasi menggunakan metode Firefly Algorithm (FA), Genetic Algorithm (GA) dan kombinasi antara Genetic Algorithm (GA) dan Simulated Annealing (SA) dapat dilihat pada Tabel 2.5, Tabel 2.6 dan Tabel 2.7
Table 2.5. The optimization result using FA
Spindle Speed (rpm) Feeding Speed (m/min) Depth of Cut (mm) Cutting Force (N) Surface Roughness (µm) Delamination Factor 4679.49 580.28 1.17 18.18 1.51 1.05
13 Table 2.6. The optimization result using GA
Spindle Speed (rpm) Feeding Speed (m/min) Depth of Cut (mm) Cutting force (N) Surface Roughness (µm) Delamination Factor 4701.96 527.45 1.35 14.08 1.43 1.03
Table 2.7. The optimization result using GA-SA
Spindle Speed (rpm) Feeding Speed (m/min) Depth of Cut (mm) Cutting Force (N) Surface Roughness (µm) Delamination Factor 4357.65 563.57 1.26 14.04 1.43 1.03
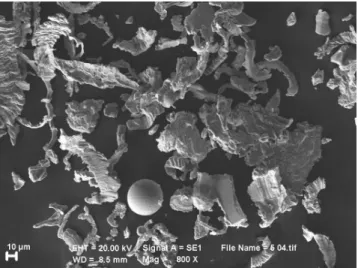
Selanjutnya Scanning Electron Microscope (SEM) digunakan untuk melihat citra permukaan delaminasi yang terjadi. Specimen hasil pemotongan end milling kemudian dipotong dan dilihat menggunakan SEM. Pemotongan tersebut berfungsi untuk melihat alur pemotongan pada dinding slot. Hal ini perlu dilakukan karena gaya tool yang bekerja pada dinding slot berubah-rubah setiap saat. Data SEM ini selanjutnya digunakan sebagai data sekunder untuk memverifikasi hasil pemesinan yang optimal di dalam proses pemesinan menggunakan end milling. Contoh hasil foto SEM dari pengamatan specimen dapat dilihat pada Gambar 2.9
14
BAB III: STATUS LUARAN
Pada penelitian ini luaran hasil penelitian yang dijanjikan adalah sebagai berikut: 1. 1 buah makalah seminar internasional dalam negeri terindeks Scopus.
2. 1 buah makalah jurnal internasional terindeks Scopus minimal Q2.
Untuk luaran berupa 1 buah makalah seminar internasional, makalah telah dipresentasikan secara online pada 2nd International Conference on Mechanical Engineering Research and Application (ICOMERA) yang akan diadakan oleh Departemen Teknik Mesin Universitas Brawijaya pada tanggal 7-9 Oktober 2020 di Malang. Sertifikat seminar untuk presenter dapat dilihat pada lampiran 1.
Paper yang kami kirimkan juga berhasil masuk 10 besar selected paper yang nantinya akan dikirimkan ke International Journal of Integrated Engineering (Q3) untuk sementara sedang dalam proses editing. Email notifikasi dari panitia seminar ICOMERA berkaitan dengan hal ini bisa dilihat pada lampiran 2.
Sedangkan untuk luaran 1 buah makalah jurnal internasional terindeks Scopus minimal Q2 sampai saat ini masih dalam tahap penulisan draft.
15
BAB IV: PERAN MITRA
Penelitian ini dilakukan didalam Lab. Rekaya Produksi Departemen T. Mesin ITS dan tidak dilakukan kerjasama dengan perguruan tinggi mitra.
16
BAB V: KENDALA PELAKSANAAN PENELITIAN
Kendala pelakasanaan penelitian sebagian besar diakibatkan karena adanya pandemic covid 19. Hal ini berdampak pada:
1. Pembatasan jam operasional Lab. Rekayasa Produksi di Departemen T. Mesin FTIRS-ITS yang berimbas pada:
a. Lambatnya proses pengadaan bahan/material eksperimen.
b. Pembatasan penggunaan mesin CNC untuk pelaksanaan eksperimen.
17
BAB VI: RENCANA TAHAP SELANJUTNYA
Untuk tahap selanjutnya penelitian akan difokuskan pada penulisan makalah untuk jurnal internasional terindeks Scopus minimal Q2. Metode-metode optimasi genetic algorithm (GA) –
simulated annealing (SA) juga akan digunakan untuk melakukan optimasi multi-obyektif. Hasil-hasil
dari proses optimasi tersebut akan dibandingkan untuk mengetahui metode mana yang dapat melakukan optimasi dengan cepat dan menghasilkan kesalahan (error) terkecil.
Saat ini kita juga sedang melakukan proses editing format dan konten paper kami yang terpilih sebagai selected paper yang akan dikirimkan ke International Journal of Integrated Engineering (Q3) sebagai luaran tambahan dari penelitian.
18
BAB VII: DAFTAR PUSTAKA
[1] Prasanth I S N V, Ravi Shankar D V R, Hussain M M, Mouli B C, Sharma V K and Pathak S 2018 Int J Adv Manuf Technol 99 pp. 1351–1360
[2] Prasanth I S N V, Ravi Shankar D V R, Hussain M M and Mouli B C 2017 Critical Analysis in Milling of GFRP Composites by Various End Mill Tools Proceedings of the International
Conference on Advanced Functional Materials, ICAFM 2017 pp 14607-14617
[3] Azmi A I, Lin R J T and Bhattacharyya D 2012 Materials and Manufacturing Processes 27 pp 1045–1050
[4] Azmi A I, Lin R J T and Bhattacharyya D 2013 Int J Adv Manuf Technol 64 pp 247–261 [5] Tilahun S L and Ngnotchouye J M T 2017 KSCE Journal of Civil Engineering 21(2) 535-545 [6] Zhang L, Liu L, Yang X-S and Dai Y 2016 PLoS ONE 11(9): e0163230.
[7] Sharma S, Chandrasekaran M and Thirumalai R 2014 Multi-objective optimization of surface roughness and tool wear in turning Inconel 718: A desirability analysis, genetic algorithm and firefly algorithm Proceedings of the International Mechanical Engineering Congress, IMEC
2014 pp 545-549
[8] Raja S B, Pramod C V S, Krishna K V, Ragunathan A and Vinesh S 2015 Engineering with
Computers 31 1–9
[9] Johari N F, Zain A M, Mustaffa N H and Udin A 2015 Optimization of Surface Roughness in Turning Operation using Firefly Algorithm Proceedings of the Green Design and Manufacture
International Conference, IGDM 2015 pp 268-272
[10] Reddy B N, Hema P, Vardhan G V and Padmanabhan G 2020 Experimental Study of Laser Beam Welding Process Parameters on AISI 4130-309 Joint Strength Proceedings of the 2nd
International Conference on Materials Manufacturing and Modelling, ICMMM 2019 pp 2741–
2750
[11] Effendi M K, Soepangkat B O P, Suhardjono, Norcahyo R, Sutikno and Sampurno 2019 Prediction of cutting force in end milling of glass fiber reinforced polymer (GFRP) composites using adaptive neuro fuzzy inference system (ANFIS) Proceedings of the 4th International
Conference on Mechanical Engineering, ICOME 2019 pp 2019 030007-1-030007-5
[12] Park K H, Suhaimin M A, Yang G D, Lee D Y, Lee S W and Kwon P 2017 Int J Adv Manuf
Technol 18 pp. 5-14
[13] Okafora A C and Jasra P M 2018 Int J Adv Manuf Technol 97 pp. 2301-2318
[14] Soepangkat B O P, Norcahyo R, Pramujati B and Wahid M A 2019 Engineering Computations
19
[15] Fe-PerdomoI L, Beruvides G, Quiza R, Haber R and Rivas M 2018 IEEE Transactions on
Industrial Informatics 15 (2) pp. 800-811
20
BAB VIII: DAFTAR LAMPIRAN
Lampiran 1. Seminar certificate of ICOMERA
21 Lampiran 3. Tabel daftar luaran
Program : Penelitian Doktor Baru
Nama Ketua Tim : M. Khoirul Effendi, S.T., M.Sc. Eng Ph. D
Judul : Optimasi Multirespon Proses End Milling pada Glass Fiber Reinforced Polymer Dengan Metode BPNN-GA-SA dan BPNN-FFA
1. Artikel Jurnal
No Judul Artikel Nama Jurnal Status
kemajuan 1 Cutting force Optimization in
End Milling of GFRP Composites Utilizing BPNN-Firefly Method International Journal of Integrated Engineering (IJIE) – Q3 Editing 1 Multi-objective optimization in end-milling of GFRP
composites using a hybrid algorithm. International Journal of Precision Engineering and Manufacturing (IJPEM) – Q2 Editing 2. Artikel Konferensi
No Judul Artikel Detail Konferensi (Nama Penyelenggara, Tempat, Tanggal) Status kemajuan 1 Cutting force Optimization in End Milling of GFRP Composites Utilizing BPNN-Firefly Method 2nd International Conference on Mechanical Engineering
Research and Application
(ICOMERA) yang diadakan oleh Departemen Teknik Mesin Universitas Brawijaya pada tanggal 7-9 Oktober 2020 di Malang
selesai
3. Paten
No Judul Usulan Paten Status Kemajuan
- -
4. Buku
No Judul Buku (Rencana) Penerbit Status kemajuan
- - -
5. Hasil Lain (software, Inovasi, Teknologi, dll)
No Nama Output Detail Output Status Kemajuan
22
6. Disertasi/thesis/tugas akhir/program kreativitas mahasiswa yang dihasilkan No Nama
Mahasiswa
NRP Judul Status
1 Fatah
Anjarirawan
02111640000052 Proses Pemesinan End Milling untuk Material GFRP
menggunakan software komputasi Daftar proposal TA 2 Fahmi Budi Harsono
02111640000176 Optimasi Proses Pemesinan
End Milling untuk Material
GFRP menggunakan
software komputasi
Daftar proposal TA