5 BAB 2
TINJAUAN PUSTAKA
2.1 Proses pengolahan kelapa sawit
Proses pengolahan kelapa sawit bertujuan untuk memproduksi 2 produk utama PKS yaitu minyak dan inti sawit. Minyak sawit mentah (CPO) dihasilkan dari ekstraksi tandan buah segar kelapa sawit.Terdapat dua jenis minyak kelapa sawit yaituminyak yang berasal dari bagian sabut (pulp)kelapa sawit dan minyak yang berasal dariinti/biji kelapa sawit (PKO/palm kernel oil).Kandungan minyak di dalam serabut kelapa daninti sawit berturut-turut adalah sebesar 50–55%dan 40% (Naibaho, 1996).
Sekitar 220 kg CPO dan 21 kg PKO dapat dihasilkan dari satuton tandan buah segar kelapa sawit. Minyakinti sawit atau kernel oil mirip sekali denganminyak kelapa yang berasal dari kopra, hal inidapat dilihat dari harga tetapan-tetapan yang berlaku seperti misalnya iodine value dan saponification value, dan kandungan asam lauratnya. Pada umumnya, minyak kelapa sawit mengandung lebih banyak palmitat, oleat, dan linoleat dibandingkan dengan minyak inti sawit.
Beberapa parameter yang biasa digunakan untuk menentukan standar mutu CPO adalah kandungan air dan kotoran dalam minyak, kandungan asam lemak bebas, warna, dan bilangan peroksida. Parameter lain yang juga perlu diperhatikan adalah titik cair dan kandungan gliserida, refining loss, plastisitas, spreadability, kejernihan, kandungan logam berat, dan saponification value. Mutu CPO yang baik adalah kadar air kurang dari 0,1%, kadar kotoran kurang dari 0,013%, kandungan asam lemak bebas kurang dari 2,7%, bilangan peroksida di bawah 2, tidak berwarna merah atau hijau dan kandungan logam berat serendah mungkin (Naibaho, 1996).
6
2.2 Stasiun pengolahan biji pada pabri kelapa sawit
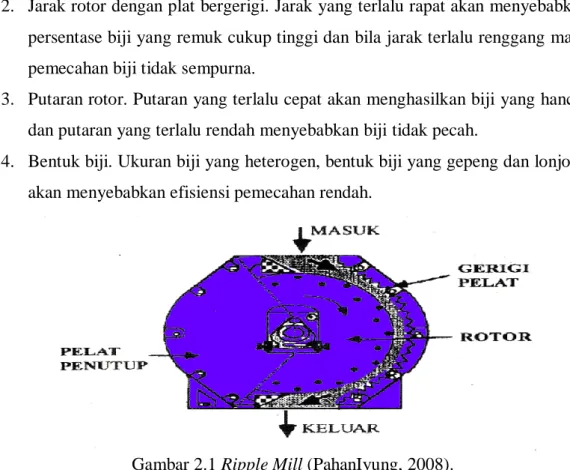
Pada pabrik kelapa sawit stasiun biji merupakan stasiun akhir untuk memperoleh inti sawit.Biji yang didapat dari pemisahan biji dan ampas (Depericarper) dikirim ke stasiun ini untuk diperam, dipecah, dipisahkan antara inti dan cangkang.Inti dikeringkan sampai batas yang ditentukan dan cangkang dikirim kepusat pembangkit tenaga sebagai bahan bakar (PahanIyung, 2008).
Proses pemecahan biji pada pabrik kelapa sawit merupakan suatu proses yang sangat berpengaruh untuk keberhasilan pengolahan inti. Ripple mill merupakan salah satu alat pemecah biji yang biasanya digunakan pada pabrik kelapa sawit. Stasiun yang mengolah biji sawit (nut) menjadi inti sawit (palm kernel) disebut juga Pabrik Biji. Biji sawit terdiri dari cangkang dan inti sawit. Inti sawit terletak didalam biji yang ditutupi oleh cangkag (seperti telur). Yang dibutuhkan oleh konsumen semua yang ada di biji sawit, mulai dari cangkang sebagai bahan bakar dan inti sawit sebagai bahan baku palm kernel oil.
Pre-treatment biji sawit sebelum diolah di Pabrik Biji sebenarnya sudah dilakukan di Sterilizer Station. Pre-treatmentnya pengurangan kadar air inti sawit sehingga ukuran biji sawit akan menyusut namun ukuran cangkang tidak. Dengan demikian akan tercipta celah antara inti sawit dan cangkang sawit, dengan adanya celah ini, pemecahan biji sawit akan semakin mudah memakai Ripple Mill dengan jumlah inti yang ikut pecah seminimal mungkin.
Dipabrik kelapa sawit, biji dihasilkan dari hasil pengepressan fruit di screw press, pressed mass yang keluar berupa ampasfibre dengan biji yang disebut Cake. Pre-treatment tahap kedua dilakukan pemisahan fibre dengan biji, fibre harus seminim mungkin lengket di biji agar memudahkan proses pemecahan biji dan pengumpanan biji ke ripple mill. Jika masih banyak fiber yang terikut akan menyebabkan sulitnya biji turun secara gravitasi akibat pergerakan biji diganggu oleh fibre.
7
Pre-treatment tahap ketiga berupa fermentasi (untuk pemecah biji dengan ripple mill tidak wajib), proses fermentasi berupa peniupan udara panas 60-70 derajat
celcius kedalam Nut Silo berisi biji sawit selama minimal 8 jam. Tujuannya untuk mengurangi lebih banyak lagi air yang terkandung di inti sawit agar biji lebih mudah dipecahkan.Ripple mill tidak memerlukan proses fermentasi untuk
performance pemecahan biji sawit nanun jika ada jeda wakyu antara produksi biji
dengan pemecahan biji akan menjadi lebih baik.
Biji yang sudah pecah tentu harus ada dipisahkan antara cangkang dan inti sawit, proses pemisahan ini dilakukan dengan metode basah, seperti hydrocyclone dan clay bath, metode kering, menggunakan LTDS hingga 3 tahap atau kombinasi metode basah dan kering.
Setelah cangkang dipisahkan inti sawit / palm kernel dikeringkan di Kernel Drier untuk mengurangi kadar air inti sawit yang awalnya 19% hingga menjadi 6-7 %. Pengurangan kadar air ini untuk mencegah terbentuknya jamur selama penyimpanan serta menekan kenaikan ALB di minyak inti sawit.Inti sawit yang sudah kering diturunkan dari Kernel Drier dan di simpan di Kernel Storage menunggu pengangkutan ke konsumen. Kernel storage harus aman dari air dan kotoran agar tidak mengkontaminasi produk yang sudah jadi (Naibaho, 1996). 2.3 Ripple mill
Ripple mill adalah alat untuk memecahkan biji (nut) dengan cara digiling dalam putaran rotor bar, sehingga biji akan bergesek dengan Ripple plate. Proses
pemecahan ini terjadi karena tekanan dan kecepatan yang disebabkan putaranrotor
bar. Ripple mill dilengkapi dengan vibrator dan magnit yang dipasang pada
corong/talang. Vibrator (pembuat getaran) digunakan untuk meratakan biji masuk ke Ripple mill agar tidak menumpuk. Sedangkan magnitdipakai untuk menangkap benda-benda logam/ besi agar tidak terikut dan tergiling ke dalam Ripple mill. Efiseinsi pemecahan biji dipengaruhi oleh :
1. Kondisi Ripple Mill. Keadaan plat yang bergerigi tumpul dan rod yang bengkok akan menyebabkan pemecahan tidak efektif.
8
2. Jarak rotor dengan plat bergerigi. Jarak yang terlalu rapat akan menyebabkan persentase biji yang remuk cukup tinggi dan bila jarak terlalu renggang maka pemecahan biji tidak sempurna.
3. Putaran rotor. Putaran yang terlalu cepat akan menghasilkan biji yang hancur dan putaran yang terlalu rendah menyebabkan biji tidak pecah.
4. Bentuk biji. Ukuran biji yang heterogen, bentuk biji yang gepeng dan lonjong akan menyebabkan efisiensi pemecahan rendah.
Gambar 2.1 Ripple Mill (PahanIyung, 2008).
Mesin ripple mill merupakan salah satu mesin yang wajib ada di sebuah stasiun kernel pengolahan kelapa sawit. Kegunaan cangkang sawit yang sangat besar membuat pengolahan sawit tidak menimbulkan limbah yang cukup banyak. Semua bagian sawit yang tidak mengalami pengolahan dapat dimanfaatkan terutama cangkang nut sawit ini. Selain itu harga cangkang sawit yang cukup mahal, membuat proses pemecahan nut harus dilakukan dengan baik.
Salah satu komponen mesin ripple mill yang sangat penting adalah rotor bar. Bagian ini terdiri dari batang-batang besi yang bergerak mandiri untuk memecahkan nut dari cangkang . Selain rotor bar, terdapat ripple plate yang memiliki plat dengan gerigi untuk memastikan proses pemecahan berlangsung sempurna. Sayangnya tidak semua nut dapat dipecahkan dalam ripple mill. Nut berukuran kecil akan lebih sulit dipecahkan. Tentunya akan sulit untuk mendapatkan manfaat cangkang sawitnya.
9
Biji dari nut silo masuk ke ripple mill untuk dipecah sehingga inti terpisah dari cangkang. Biji yang masuk melalui rotor akan mengalami gaya sentrifugal sehingga biji keluar dari rotor dan terbanting dengan kuat yang menyebabkan cangkang pecah. Setelah dipecahkan inti yang masih bercampur dengan kotoran-kotoran di bawa ke kernel grading drum.Sebaiknya nut di greding sesuai ukuran sebelum dipecah di ripple mill,ini akan mengurangi persentase inti yang pecah. Desain ripple mil ada dua jenis ,yaitu to jaw plate dan rotor to stator bars. Desain rotor bars to stator bars lebih popular karena lebih murah perawatan nya,kapasitas lebih tinggi dan juga cracking effisensi tinggi yang mudah dicapai.
Pipa sch 40 di rotor bar rata-rata mempunyai life time antara 200-250 jam saja,tergantung kepada persentase dura nut dan kotoran didalam nut.Pipa yang aus akan bergelombang dan mempengaruhi efisiensi cracking dan dapat meningkatkan persentase inti pecah.
Putaran ripple mill antara 1000-1100 rpm rata-rata dan kapasitas antara 6-10 ton/unit.Ripple mill yang baik harus menciptakan cracking effisiensi yang tinggi dengan persentase inti pecah kurang dari 15%.Ripple mill yang berukuran besar (kapasitas besar ) akan menghasilkan lebih banyak broken kernel yang halus karena jarak cracking di diameternya lebih panjang dibandingkan dengan ripple mill berdiameter lebih kecil ,ini dapat mempengaruhi losses di LTDS ( Light
Tenera Drive Sepration).Bila jarak antara stator dan rotor lebih dekat,cracking
efisiensi rata-rata antara 95-96%,tergantung kepada persentase dura nuts dan ukuran nuts grading.Kontrol kernel pecah kurang dari 15%.
Sebaiknya memasang kernel grading bar dibawah separating coulom LTDS 1 untuk menyaring keluar semaksimal mungkin uncrack/semi cracked nut.Nut recycle harus dipecah ulang .Jarak antara antara bar di grading screen adalah 12-13 mm pada umumnya.Sebagai tambahan perlengkapan keamanan,dipasang satu magnet permanen di talang pemasukan nut ke ripple mill untuk menangkap potongn besi. Gunakan as rotor dengan Hardness 600 atau setara ,bila tidak gunakan pipa schedule 40 di luar as rotor.
10 2.4 Cara Kerja Ripple Mill
Ripple mill merupakan suatu alat yang digunakan pada pabrik kelapa sawituntuk
proses pengolahan inti yang berfunsi untuk memecahkan nut sehinggainti terlepas dari cangkang. Pada Ripple Mill terdapat Rotor yang berputar pada Ripple Plate bagian yang diam. Biji masuk diantara Rotor dan Ripple Plate sehingga saling berbenturan dan memecahkan cangkang dari inti. Biji dari Nut Silo masuk ke
Ripple Mill untuk dipecah sehingga inti terpisah dari cangkang. Biji yang masuk
melalui Rotorakan mengalami gaya sentrifugal (menjauhi pusat putaran) sehingga biji keluar dari Rotor dan terbanting dengan kuat yang menyebabkan cangkang pecah. Cangkang dan inti yang sudah terpisah diangkut oleh Craked Mixture
Conveyor lalu masuk Creaked Mixture Elevator dan diolah untuk proses
berikutnya untuk mendapatkan inti kelapa sawit. 2.5 Komponen – Komponen Pada Ripple Mill
Komponen utama Ripple Mill terdiri dari beberapa bagian yaitu :
1. Rotor
Rotor adalah bagian mesin yang berputar yang terdiri dari beberapa bagian
komponen, yaitu sebagai berikut :
A. Rotor As
Rotor as adalah poros yang digunakan sebagai penumpu beban komponen
lainpada rotor. Akibat putaran Rotor as maka Rotor akan berputar, putaran
Rotoras adalah akibat motor yang mentransmisikan putarannya ke Rotor as
melaluipuli dan sabuk.
11 B. Piringan
Piringan adalah salah satu komponen Rotor yang digunakan sebagaikedudukan
dari Rotor bar. Piringan digunakan sebagai pengapit Rotor baragar tetap pada posisinya .
Gambar 2.3 Piringan
C. Rotor Bar/Rotor Rod
Rotor bar adalah poros pejal yang berbentuk di sekeliling Rotor yang digunakan
tempat biji sawit yang masuk ke Ripple Mill.Selanjutnya Rotor membawa biji berputar bersama putaran Rotor untuk dipecah.
12
2. Spacer ring
Spacer ring digunakan sebagai kopling antara as dengan piringan sehingga
piringan berputar bersamaan dengan putaran Rotor as.
Gambar 2.5 Spacer Ring
3. Baut dan mur
Baut dan mur merupakan alat pengikat yang sangat penting pada bagian Rotor. Baut dan mur memiliki fungsi sebagai pengikat antara SpacerRingdengan piringan.
13
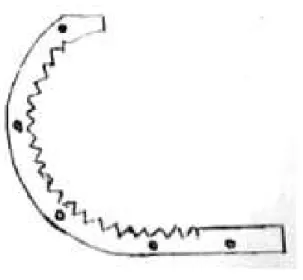
4. Ripple plate
Ripple Plate disebut dengan dinding pemecah biji. Biji yang dibawa berputaroleh
rotor akan terlempar mengalami tekanan ke dinding ini sehinggamengakibatkan biji terpecah. Ripple Plate dibuat bergerigi pada dindingnyauntuk menciptakan tekanan yang terjadi pada biji.
Gambar 2.7 Ripple Plate
5. Bantalan
Bantalan adalah elemen mesin yang menumpu poros berbeban, sehinggaputaran atau gerakan bolak-baliknya dapat berlangsung secara halus, amandan panjang umur. Bantalan harus cukup kokoh untuk memungkinkan porosserta elemen lainnya bekerja dengan baik, jika bantalan tidak berfungsidengan baik maka prestasi seluruh sistem akan menurun atau tidak dapatbekerja sebagaimana mestinya.
14
Gambar 2.8 Bantalan
6. Ripple side
Ripple Side adalah penutup Ripple Mill agar biji yang masuk kedalam RippleMill
dapat keluar sebelum terjadi pemecahan.
15 7. Motor listrik
Motor induksi adalah suatu mesin listrik yang merubah energi listrik menjadienergi gerak dengan menggunakan gandengan medan listrik dan mempunyaislip antara medan stator dan medan rotor. Pada sistem kerja Ripple
Mill, rotorakandiputar sehingga menimbulkan tekanan untuk memecah biji
danmenghasilkan gaya sentrifugal. Sementara sentrifugal sendiri adalah gaya percepatan yang muncul secara sederhana dari percepatan rotasi kerangkaacuan, yang berarti benda akan bergerak menjauhi pusat lingkaran. Dalam halini Ripple
Milldapat berputar akibat digerakkan oleh sebuah motor yang padaporosnya
dikaitkan sebuah belt atau sabuk yang saling keterkaitan padaporosRipple Mill.
Gambar 2.10 Electro Motor
2.6 Sifat-Sifat Material
Secara garis besar, material mempunyai sifat-sifat yang mencirikannya, pada bidang teknik mesin umumnya sifat tersebut dibagi menjadi dua sifat. Sifatsifat itu akan mendasari dalam pemilihan material, sifat tersebut adalah sifat mekanik, sifat fisik.
16 2.6.1 Sifat Mekanik
Sifat mekanik material, merupakan salah satu faktor terpenting yang mendasari pemilihan bahan dalam suatu perancangan. Sifat mekanik dapat diartikan sebagai respon atau perilaku material terhadap pembebanan yang diberikan, dapat berupa gaya, torsi atau gabungan keduanya. Dalam prakteknya pembebanan pada material terbagi dua yaitu beban statik dan beban dinamik.Perbedaan antara keduanya hanya pada fungsi waktu dimana beban statik tidak dipengaruhi oleh fungsi waktu sedangkan beban dinamik dipengaruhi oleh fungsi waktu. Untuk mendapatkan sifat mekanik material, biasanya dilakukan pengujian mekanik. Pengujian mekanik pada dasarnya bersifat merusak (destructive test), dari pengujian tersebut akan dihasilkan kurva atau data yang mencirikan keadaan dari material tersebut.Setiap material yang diuji dibuat dalam bentuk sampel kecil atau spesimen.
Spesimen pengujian dapat mewakili seluruh material apabila berasal darijenis, komposisi dan perlakuan yang sama. Pengujian yang tepat hanyadidapatkan pada material uji yang memenuhi aspek ketepatan pengukuran, kemampuan mesin, kualitas atau jumlah cacat pada material dan ketelitiandalam membuat spesimen.
2.6.2 Sifat Fisik
Sifat penting yang kedua dalam pemilihan material adalah sifat fisik.Sifat fisik adalah kelakuan atau sifat-sifat material yang bukan disebabkan oleh pembebanan seperti pengaruh pemanasan, pendinginan dan pengaruh arus listrik yang lebih mengarah pada struktur material. Sifat fisik material antara lain :
Temperatur cair, konduktivitas panas dan panas spesifik.
Struktur material sangat erat hubungannya dengan sifat mekanik. Sifat mekanik dapat diatur dengan serangkaian proses perlakukan fisik. Denganadanya perlakuan fisik akan membawa penyempurnaan dan pengembangan material bahkan penemuan material baru.
17 2.7 Maintenance
suatu kegiatan pencegahan dan mempertahankan keandalan suatu fasilitas atau bendacsehingga ketika dibutuhkan, benda atau fasilitas tersebut dapat digunakan dalam kondisi yang baik ketika digunakan.
Sedangkan menurut para ahli perawatan (maintenance) adalah :
maintenance adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk
menjaga suatu barang, atau memperbaikinya sampai suatu kondisi yang bisa diterima (Corder, A.S,1998).
Perawatan merupakan kegiatan untuk memelihara atau menjaga fasilitas atau peralatan pabrik dengan mengadakan perbaikan atau penyesuaian atau penggantian yang diperlukan supaya tercipta suatu keadaan operasional produksi yang memuaskan sesuai dengan apa yang telah direncanakan (Assauri, Sofjan, 2008),.
Perawatan adalah suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas peralatan agar dapat berfungsi dengan baik seperti dalam kondisi sebelumnya (Supandi, 1999),.
Aktivitas pemeliharaan dalam perusahaan sangat diperlukan karena :
1. Setiap peralatan mempunyai umur penggantian (useful life) dimana suatu saat dapat mengalami kegagalan atau kerusakan.
2. Kerusakan (failure) dari suatu peralatan atau mesin tidak dapat diketahui secara pasti.
3. Manusia selalu berusaha untuk meningkatkan umur pengguna dengan melakukan pemeliharaan (maintenance).
Peranan perawatan (maintenance) yang sangat penting dalam kegiatan produksi dari suatu perusahaan sangat berpengaruh terhadap kelancaran dan kemacetan produksi, volume produksi, serta produk dapat diproduksi dan diterima konsumen tidak mengalami keterlambatan dan menjaga agar tidak terdapat sumber daya (mesin dan karyawan) yang menganggur karena kerusakan (breakdown) pada
18
mesin sewaktu proses produksi sehingga dapat meminimalkan biaya kehilangan produksi. Program perawatan mesin dan komponennya harus benar-benar direncanakan, sehingga waktu terhentinya (downtime) aktivitas produksi yang merugikan dapat dikurangi seminimal mungkin.
Manajemen pemeliharaan (maintenance management) adalah pengorganisasian perawatan untuk memberikan pandangan umum mengenai perawatan fasilitas produksi (Supandi 1995). Dalam usah menjaga agar setiap peralatan dan mesin dapat digunakan secara kontinu untuk berproduksi, maka kegiatan pemeliharaan yang diperlukan adalah sebagai berikut:
Secara kontinu melakukan pengecekan (inspection). Secara kontinu melakukan pelumasan (lubricating). Secara kontinu melakukan perbaikan (reparation). Melakukan pergantian spare-part.
2.7.1 Tujuan Maintenance
Kegiatan dalam melakukan perawatan peralatan dan juga fasilitas mesin tentu saja memiliki beberapa tujuan. Tujuan utama dan fungsi perawatan antara lain: (Assauri dan Sofjan, 1999).
1. Memperpanjang kegunaan aset.
2. Menjamin ketersediaan peralatan dan kesiapan operasional perlengkapan serta peralatan yang dipasang untuk kegiatan produksi.
3. Membantu mengurangi pemakaian atau penyimpangan di luar batas serta menjaga modal yang ditanamkan selama waktu yang ditentukan.
4. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
5. Menekan tingkat biaya perawatan serendah mungkin dengan melaksanakan kegiatan perawatan secara efektif dan efisien.
19
6. Memenuhi kebutuhan produk dan rencana produksi tepat waktu.
7. Meningkatkan keterampilan para supervisor dan operator melalui kegiatan pelatihan yang diadakan.
8. Menghindari kegiatan perawatan yang dapat membahayakan keselamatan para pekerja.
2.7.2 Jenis – Jenis Maintenance
Kegiatan dalam perawatan dibagi menjadi dua jenis yaitu, pemeliharaan pencegahan (preventive maintenance) dan pemeliharaan perbaikan (corrective maintenance).
1. Perawatan pencegahan (preventive maintenance)
Preventive maintenance adalah pemeliharaan yang dilakukan secara terjadwal, umumnya secara periodik dimana sejumlah kegiatan seperti inspeksi dan perbaikan, penggantian, pembersihan, pelumasan, penyesuaian dan penyamaan dilakukan (Ebeling dan Charles E 1997). Menurut Preventive maintenance adalah kegiatan perawatan yang dilakukan untuk mencegah timbulnya kerusakan dan menemukan kondisi yang dapat menyebabkan fasilitas atau mesin produksi mengalami kerusakan pada waktu melakukan produksi (Assauri dan Sofjan 2008).
Preventive maintenance sangat penting karena kegunaannya sangat
penting dan efektif dalam menghadapi atau mendukung fasilitas produksi yang termasuk dalam golongan critical unit. Kategori komponen kritis menurut (Tampubolon 2004), yaitu:
a. Kerusakan fasilitas atau peralatan akan membahayakan keselamatan atau kesehatan para pekerja.
b. Kerusakan fasilitas akan mempengaruhi kualitas dari produk yang dihasilkan.
20
c. Kerusakan fasilitas tersebut akan menyebabkan kemacetan atau terhentinya seluruh proses produksi.
d. Modal yang ditanamkan (investasi) dalam fasilitas tersebut cukup mahal harganya.
Dalam prakteknya, proses maintenance yang dilakukan dalam perusahaan dapat dibedakan menjadi dua macam berdasarkan aktivitas atau kegiatannya yaitu: (Assauri dan Sofjan, 1999).
1. Routine maintenance
Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara rutin, misalnya perawatan yang dilakukan setiap hari. Contoh dari routine maintenance adalah pelumasan (lubrication) atau pengecekan oli, serta bahan bakar dan melakukan pemanasan (warming
up) dari mesin-mesin selama beberapa menit sebelum digunakan untuk
produksi.
2. Periodic maintenace
Periodic maintenace adalah kegiatan pemeliharaan dan perawatan yang
dilakukan secara periodic atau dalam jangka waktu tertentu, misalnya setiap satu minggu sekali. Periodic maintenance juga dapat dilakukan dengan memakai lamanya jam kerja mesin atau fasilitas produksi sebagai jadwal kegiatan, misalnya setiap seratus jam pemakaian mesin sekali. Jadi sifat kegiatan maintenance ini tetap secara berkala dan perawatan berkala ini memiliki bobot lebih berat dibandingkan perawatan pencegahan.
2.7.3 Preventive Maintenance
Preventive Maintenance terbagi menjadi 5 kategori tugas, yaitu sebagai
berikut:
1. Time Directed Maintenance
Time directed maintenance merupakan kegiatan perawatan yang
dilakukan berdasarkan variabel waktu. Kebijakan perawatan lain yang sesuai untuk diterapkan pada kegiatan ini adalah periodic maintenance
21
dan on condition maintenance. Periodic maintenance (Hard time
maintenance) merupakan kegiatan perawatan yang dilakukan secara
periodik atau terjadwal. Kegiatan yang dilakukan adalah penggantian komponen secara terjadwal dengan interval waktu tertentu.
Faktor yang mempengaruhi periodic maintenance: Faktor ekonomi
Kebijakan penelitian dilakukan karena dihadapkan pada unit yang terhitung murah bila dibandingkan dengan resiko yang ditanggung dan biaya yang lebih besar bila komponen atau unit tersebut mengalami kerusakan apabila terjadi kelalaian.
Faktor keamanan
Kebijakan penggantian tidak lagi berdasarkan nilai rupiah, tetapi dihadapkan pada keadaan apabila tidak dilakukan, maka nyawa manusia menjadi taruhannya karena berhubungan erat dengan keamanan dan keselamatan manusia.
2. On Condition Maintenance
On condition maintenance merupakan perawatan yang dilakukan
berdasarkan kebijakan operator perawatan. Kegiatan yang dilakukan pada kondisi ini adalah cleaning, inspection dan lubrication.
3. Condition Based Maintenance
Condition Based Maintenance merupakan perawatan pencegahan yang
dilakukan sesuai dengan kondisi yang berlangsung dimana variabel waktu tidak diketahui secara tepat.Kebijakan yang sesuai dengan keadaan tersebut adalah predictive maintenance. Predictive maintenance merupakan suatu kegiatan perawatan yang dilakukan
dengan memeriksa. dan memelihara pada saat perawatan sudah benar-benar memerlukan pemulihan ke tingkat semula. Hal ini dilakukan dengan memonitoring kondisi operasi peralatan berdasarkan data-data dan informasi.
22 4. Failure Finding
Failure finding merupakan suatu tindakan pencegahan yang dilakukan
dengan cara memeriksa fungsi yang tersembunyi (hidden function) secara periodik untuk memastikan kapan suatu komponen akan mengalami kerusakan.
5. Run To Failure
Kegiatan ini disebut juga no schedule maintenance dimana kegiatan perawatan ini tidak melakukan usaha untuk mengantisipasi kerusakan. Suatu peralatan atau mesin dibiarkan bekerja hingga mengalami kerusakan kemudian dilakukan perawatan perbaikan. Kegiatan ini dilakukan jika tidak ada kegiatan pencegahan efektif yang dapat dilakukan, tindakan percegahan terlalu mahal atau dampak gagal tidak berpengaruh.
2.7.4 Reability (keandalan)
Reliability merupakan peluang sebuah komponen atau sistem akan dapat
beroperasi sesuai dengan fungsi yang diinginkan untuk suatu periode waktu tertentu ketika digunakan di bawah kondisi operasi yang telah ditetapkan (Ebeling dan Charles E 1997).
Keandalan merupakan suatu penerapan perancangan pada komponen atau suku cadang sehingga komponen atau suku cadang tersebut dapat melakukan fungsinya dengan baik, tanpa ada kegagalan, sesuai dengan rancangan atau proses ketika dilakukan pembuatan. Keandalan merupakan probabilitas bahwa suatu sistem mempunyai kekuatan atau performansi sesuai dengan fungsi yang diharapkan dengan masa berlaku dan kondisi operasi tertentu. Namun secara umum keandalan merupakan ukuran kemampuan suatu komponen atau suku cadang beroperasi terus menerus tanpa adanya kerusakan yang dialami oleh si komponen tersebut, tindakan perawatan pencegahan (preventive maintenance) sangat dianjurkan karena dapat memperpanjang dan meningkatkan masa berlaku keandalan komponen tersebut.
23
Analisis kekuatan tekanan sering digunakan untuk mengevaluasi probabilitas dari pengidentifikasian situasi dimana nilai dari tekanan terlalu besar atau kekuatan lebih kecil dari pada nilai normal. Seperti analisis pemenuhan yang ditunjukkan oleh langkah-langkah berikut: 1. Untuk menyeleksi komponen, menentukan nominal penekanan seperti
fungsi beban temperatur/ suhu, getaran, guncangan, perlengkapan fisik, waktu dan lainnya.
2. Mengidentifikasi faktor-faktor yang mempengaruhi tingkat tekanan maksimum, seperti faktor penekanan konsentrasi, faktor beban statis dan dinamis, penekanan terhadap hasil pabrikasi dan perlakuan panas, faktor penekanan lingkungan dan lainnya.
3. Mengidentifikasi penekanan komponen kritis dan mengkalkulasi arti setiap penekanan kritis yang dapat direnggangkan secara maksimal dan menghilangkan penekanannya.
4. Menentukan distribusi penekanan kritis untuk masa penggunaan komponen yang sudah ditetapkan. Menganalisa parameter distribusi dan mengidentifikasi batas keamanan. Mengaplikasikan distribusi dengan asumsi distribusi normal, poisson, weibull, lognormal dan lainnya.
Terdapat 4 elemen yang signifikan dengan konsep reliability, antara lain: 1. Probability (peluang)
Setiap komponen memiliki umur atau waktu yang berbeda antara satu dengan yang lainnya sehingga terdapat sekelompok komponen yang memiliki rata-rata kualitas atau ketahanan tertentu. Jadi untuk mengidentifikasi distribusi frekuensi dari komponen dapat dilakukan dengan cara melakukan estimasi hidup dari komponen agar diketahui umur pemakaiannya sudah berapa lama.
24 2. Performance (kinerja)
Kehandalan merupakan suatu karakteristik yang harus dimiliki suatu sistem, dimana suatu sistem yang andal harus dapat menunjukkan performansi yang memuaskan jika dilakukan pengoperasian.
3. Time (waktu)
Realibility atau kehandalan suatu sistem dapat dinyatakan dalam suatu
periode waktu tertentu karena merupakan parameter yang penting untuk melakukan penilaian kemungkinan suksesnya suatu sistem. Peluang suatu item untuk digunakan selama satu tahun berbeda dengan peluang
item yang digunakan dalam sepuluh tahun. Biasanya faktor waktu
berkaitan dengan kondisi tertentu, seperti jangka waktu mesin selesai diperbaiki sampai mesin rusak kembali (mean time to failue) dan jangka waktu mesin mulai rusak sampai mesin tersebut diperbaiki (mean time
to repair).
4. Condition (Kondisi)
Perlakuan yang diterima oleh suatu sistem dalam menjalankan fungsinya dalam arti bahwa dua buah sistem dengan tingkat mutu yang sama dapat memberikan tingkat kehandalan yang berbeda dalam kondisi operasionalnya. Misalnya kondisi temperatur, keadaan atmosfer dan tingkat kebisingan di mana sistem di operasikan.
2.7.5 Availability (ketersediaan)
Availability adalah probabilitas suatu komponen atau sistem yang dapat
beroperasi sesuai dengan fungsinya dalam keadaan normal apabila tindakan pencegahan dan pemeriksaan dilakukan. Availability total meliputi penggantian, pencegahan dan pemeriksaan dalam arti availability merupakan proporsi waktu teoritis yang tersedia untuk komponen dalam sistem dapat beroperasi dengan baik.
25 2.7.6 Maintainability (keterawatan)
Maintainbility adalah probabilitas bahwa suatu komponen atau sistem
yang rusak akan diperbaiki dalam jangka waktu (T) tertentu, dimana proses perawatan dilakukan sesuai dengan ketentuan atau prosedur yang telah ditentukan (Ebeling dan Charles E., 1997),.
Maintainbility sangat berhubungan dengan availability, karena
maintainbility mempengaruhi tingkat availability secara langsung. Dalam
memperbaiki kerusakan dan menyelesaikan preventive maintenance biasanya waktu yang ada diambil dari sistem available state yang ada. Jadi terdapat hubungan yang sangat erat antara reliability dengan
maintainbility, dimana yang satu mempengaruhi yang lainnya dan
kedua-duanya mempengaruhi availability dan cost yang ada. 2.8 Distribusi Weibull
Distribusi Weibull adalah suatu metode yang digunakan untuk memperkirakan probabilitas mesin peralatan yang berdasarkan atas data yang ada. Distribusi Weibull biasanya digunakan untuk menyelesaikan masalah-masalah yang menyangkut lama waktu (umur) suatu mesin yang mampu bertahan hingga akhirnya mesin tersebut tidak berfungsi sebagaimana mestinya (rusak).
Distribusi ini merupakan distribusi yang paling sering digunakan untuk menganalisis data kerusakan, karena distribusi weibull dapat memenuhi beberapa periode kerusakan yang terjadi, yaitu periode awal (early failure), periode normal dan periode pengausan (wear out).
Periode tersebut tergantung dari nilai parameter bentuk fungsi distribusi weibull. Distribusi weibull mempunyai laju kerusakan menurun untuk < 1, laju kerusakan konstan untuk = 1 dan laju kerusakan naik untuk > 1.
Fungsi-fungsi distribusi weibull adalah sebagai berikut: Fungsi kepadatan kerusakan:
26 1 ( ) . t t f t e ... (2.1) Untuk t > 0
α = Parameter skala dengan α > 0 β = Parameter bentuk dengan β > 0 Fungsi distribusi kumulatif:
( ) ( ) 1 1 e t t F t R ... (2.2) Fungsi keandalannya: ( ) e t R t ... (2.3)
Fungsi laju kerusakannya:
1 ( ) ( ) ( ) f t t r t R t ... (2.4) f(t) = fungsi distribusi weibull
h(t) = laju kerusakan
Keandalan suatu mesin / peralatan erat kaitannya dengan laju kerusakan mesin / peralatan tersebut yang merupakan banyaknya kerusakan tiap satuan waktu. Perubahan nilai akan mengakibatkan distribusi weibull ekuivalen dengan distribusi tertentu, akibatnya sering digunakan sebagai pendekatan untuk mengetahui karakteristik fungsi kerusakan. Hal ini dapat dilihat pada perubahan nilai sebagai berikut:
1. Distribusi weibull ekuivalen dengan distribusi eksponential, jika = 1. 2. Distribusi weibull ekuivalen dengan distribusi hypereksponential, jika = 0. 3. Distribusi weibull ekuivalen dengan distribusi normal, jika < 4.
27 Tabel 2.1 Pola atau Bentuk Distribusi Weibull Sumber: Sumber: Ebeling dan Charles E., 1997
Value Property
0 <β< 1 Decrising Failure Rate (DFR)
β = 1 Exponential Distribution (CFR)
1 <β< 2 IFR, Concave
β = 2 Rayleigh Distribution
β> 2 IFR, Convex
3 ≤ β ≤ 4 IFR, Approaches Normal Distribution; Symetrical
Pola grafik dari masing-masing fungsi pada distribusi weibull mendekati bentuk pola berikut:
Gambar 2.11 Pola Grafik Fungsi Distribusi Weibull Sumber: Ebeling dan Charles E., 1997 f(t) t F(t) t 1 FungsiPadatProbabilitas FungsiKumulatifKerusakan R(t) t 1 r(t) t 1 FungsiKeandalan FungsiLajuKerusakan
28
Adapun langkah-langkah perhitungan untuk menentukan nilai-nilai parameter distribusi weibull dua parameter adalah sebgai berikut:
a. Untuk menaksir parameter dan parameter , dapat dilakukan dengan cara pendekatan Linear Regresi. Misalkan t1, t2, t3,....,tn adalah sejumlah data waktu
antar kerusakan sistem yang telah disusun menurut urutan terkecil, untuk setiap ti(i = 1, 2, 3,...n) berlaku hubungan berikut:
Xi = ln ti ... (2.5) i i 1 Y ln ln 1 F(t ) ... (2.6) Kemudian: ( ti) i 0.5 F N ... (2.7)
Setelah itu dengan menggunakan metode Least Square, nilai konstanta dan dapat diperoleh sebagai berikut:
i i i i 2 2 i i N X .Y X Y b N X X ... (2.8) i i Y X a b N N ... (2.9)Dengan diketahui nilai kedua konstanta a dan b, maka parameter distribusi
weibull dapat ditentukan yaitu:
/ e
...(2.10) b
...(2.11) Dengan metode diatas yang digabungkan dengan metode pengujian distribusi kerusakan maka akan didapat nilai parameter fungsi kerusakan.
29
Setelah diketahui nilai-nilai parameter distribusinya, maka perhitungan fungsi distribusi dan ongkos perawatan akan diketahui, kemudian akan didapatkan interval waktu yang optimum untuk melakukan perawatan dan penggantian pencegahan dengan minimasi ongkos yang terjadi. Berikut dibawah ini bentuk dari grafik keandalan dan laju kegagalan menggunakan distribusi weibull.
f(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t α 0,5 1,0 2,0 R(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t α 0,5 1,0 2,0 r(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t α 0,5 1,0 2,0
Fungsi Laju Kerusakan Fungsi Padat Probabilitas
Fungsi Keandalan
Gambar 2.12 Pola Grafik Fungsi Distribusi WeibullAlpha(α) Sumber: Ebeling dan Charles E., 1997
30 f(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t β 0,5 1,5 2,0 4,0 F(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t β 0,5 1,5 2,0 4,0 R(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t β 0,5 1,5 2,0 4,0 β 0,5 1,5 2,0 4,0 r(t) 1,2 1,0 0,8 0,6 0,4 0,2 0 0,80 1,60 2,40 3,20 4,00 4,80 t
Fungsi Padat Probabilitas Fungsi Kumulatif Kerusakan
Fungsi Laju Kerusakan Fungsi Keandalan
Gambar 2.13 Pola Grafik Fungsi Distribusi WeibullBeta(β) Sumber: Ebeling dan Charles E., 1997
2.9 Mean Time To Failure (MTTF)
Mean Time To Failure adalah rata-rata waktu suatu sistem akan beroperasi sampai
terjadi kegagalan pertama kali. Waktu rata-rata kegagalan (mean time tofailure =
MTTF) dari suatu komponen yang memilikifungsi densitas kegagalan (failure density function) f(t)didefinisikan oleh nilai harapan dari komponen itu .
Secara matematis waktu rata-rata kegagalan dapatdiekspresikan pada persamaan (2.12) sebagai berikut (Chistian dan Jhon, 2013).
MTTF = 1