Pengaruh Permukaan Bevel Terhadap Hasil
Pengelasan pada Pengujian Makro dan Mikro
Adi Beltadi, Cahyo Budi Nugroho
Batam Polytechnics
Mechanical Engineering Study Program
Jl. Ahmad Yani, Batam Centre, Batam 29461, Indonesia
E-mail:
[email protected]
Abstrak
Proses pengelasan untuk plat tebal biasanya di awali dengan proses pembuatan bevel. Pembevelan dapat dilakukan dengan beberapa teknik seperti cutting torch, plasma cutting, miling, dan gerinda. Tentunya dari berbagai teknik tersebut menghasilkan permukaan yang berbeda-beda. Pada teknik cutting torch dan plasma cutting memerlukan proses pembersihan permukaan sebelum dilakukan pengelasan sedangkan untuk teknik gerinda dan milling dapat langsung dilakukan pengelasan. Tujuan dari penelitian ini adalah untuk mengetahui hasil dari pengelasan dalam pola permukaan bevel yang berbeda-beda. Proses pengelasan dilakukan dengan SMAW pada posisi 3G menggunakan elektroda E7016 LB52-U 2.6mm dan E7016LB52 2.6mm. Pada proses pengujian dilakukan uji makro dan mikro untuk mengetahui struktur mikro dan fusion yang terjadi antara HAZ dan weld metal. Sehingga dapat diketahui perbedaan antara permukaan yang sudah siap di las dan belum. Hasil dari penelitian menunjukkan bahwa pembersihan menggunakan gerinda sanagat lah dianjurkan untuk menghindari adanya cacat seperti slag dan incomplete fusion.
Kata kunci : Pengelasan SMAW, Fusion Zone, Specimen, Struktur mikro
Abstract
The welding process for thick plate usually begin with bevel making. Leveling can be done by several tecniques such as cutting torch, cutting plasma, milling, and grinding. Of course, from the various tecniques produce different surface. In the technique of cutting torches and plasma, a work process is required before welding, while grinding and milling techniques can be directly welded. The purpose of this study was to study the results of welding in different bevel surface patterns. The welding process is done by SMAW in the 3G position using E7016 LB52-U 2.6mm and E7016LB52 2.6mm. In the testing process micro and micro tests were carried out to study the microstructure and fusion that occurred between HAZ and welding metal. So that we can know the difference between a surface that is ready for weld and not ready yet. Result of the research showed about the importanity cleaning surface with grind to prevent there are defects like slag and incomplete fusion.
Keywords: SMAW welding, Fusion Zone, Specimen,Micro structure
1
Pendahuluan
Proses pengelasan diawali dengan pemotongan material. Pemotongan ini dapat dilakukan dengan berbagai teknik. Terutama pada pembuatan bevel biasanya dilakukan dengan cutting torch, plasma
cutting dan sebagainya. Tentunya berbagai teknik ini menghasilkan permukaan material dengan kondisi yang berbeda-beda. Permukaan ini juga menentukan kualitas pengelasan.
meninggalkan slag yang mengandung FeO dan Fe3O4, Fe2O3, dan logam (Fe) yang belum teroksidasi[1]. Hasil pemotongan dengan PNC plasma menghasilkan permukaan yang sama dengan hasil pemotongan cutting torch. Sedangkan pembuatan bevel mengunakan gerinda menghasilkan permukaan yang siap untuk di las, karena permukaan yang dihasilkan dari proses ini tidak meninggalkan lapisan baru yaitu slag.
Diperlukan kajian bagaimana hasil pengelasan pada masing-masing hasil potongan. Oleh karena itu diperlukan penelitian untuk mempelajari hasil lasan dari permukaan hasil potongan dengan teknik-teknik yang berbeda.
Tujuan dari penelitian ini adalah untuk mengetahui hasil dari pengelasan dalam pola permukaan bevel yang berbeda-beda.
2
Metodologi Penelitian
Penelitian ini akan di lakukan dengan berbagai tahapan seperti yang tertera pada gambar 1.
Gambar 1: Diagram alur penelitian
Dalam proses penelitian yang dilakukan menggunakan plat ST-37 spesifikasi material dapat dilihat pada tabel 1.
NO Komposisi Kadar kimia %
1 Besi (Fe) 98,5 2 Karbon (C) 0,221 3 Silikon (Si) 0,177 4 Mangan (Mn) 0,417 5 Fosfor (P) 0,0404 6 Belerang (S) 0,0117 Tabel 1. Komposisi material
Ukuran mataerial yang digunakan untuk penelitian dapat dilihat dengan sketsa di bawah ini :
Gambar 2: Sketsa pengujian A
Benda diatas memiliki ukuran 200mm× 150mm×12mm pengujian A yaitu pemotongan menggunakan gerinda.
Gambar 3 : Sketsa pengujian B
Untuk pengujian B memiliki ukuran 180mm× 140mm×12mm
Gambar 4 : Sketsa pengujian C
Benda untuk pengujian C berukuran 160mm× 130mm×12mm .
Gambar 5 : Sketsa pengujian makro dan mikro Dalam tahap pengujian rusak dilakukan dengan spesimen dengan ukuran seperti yang terdapat di gambar 5.
Proses pemotongan menimbulkan banyak variasi hasil pemotongan, hal itu dapat kita lihat pada gambar 6,7,8.
Pemotongan menggunakan cutting torch menggunakan campuran gas oxygen-acetelyn dapat menghasilkan permukaan.
Gambar 6: Hasil pemotongan menggunakan cutting torch
Adapun hasil pemotongan menggunakan plasma cutting yang menggunakan pilot (arc) yang terbentuk antara elektroda dan benda kerja reaksi ionisasi listrik terhadap gas potong yang sangat konduktif, dengan sudut 30 0.Berikut hasil pemukaan yang terbentuk dari
Plasma-Cutting.
Gambar 7: Hasil pemotongan menggunakan plasma cutting Pemotongan menggunakan machinig/gerinda dapat menghasilkan seperti pada gambar 8.
Gambar 8: Hasil pemotongan menggunakan gerinda Metode pengelasan dilakukan pada berbagai hasil pemotongan dengan teknik yang berbeda, mengguna- kan proses SMAW dengan elektroda E7016-LB52-U 2.6 mm untuk root dan E7016-LB52 2.6 mm untuk filled up, dilakukan pada posisi vertikal uphill.
Berikut parameter yang digunakan untuk melakukan pengelasan :
Tahap Arus(A) Elektroda
Root 60-65 E7016 LB52-U
Hot Pass 75-85 E7016-LB52
Filler 70-80 E7016-LB52
Capping 70-80 E7016-LB52
Setelah melakukan pengelasan akan dilakukan pemotongan material menggunakan bend shaw untuk keperluan uji makro dan mikro.
Uji makro dilakukan untuk melihat bagaimana hasil fusion weld metal dengan base metal terhadap perbedaan teknik pemotongan, setelah itu dilanjutkan dengan uji mikro untuk mengetahui struktur material pada bagian weld metal dan HAZ (Heat Afected Zone).
Adapun batasan dari penelitian yang dilakukan , sebagai berikut :
- Setelah dilakukan pemotongan, terak di bersihkan menggunakan chipping.
- Pada saat melakukan pengelasan setiap lapisan dilakukan proses pembersihan menggunakan sikat baja.
- Untuk pengujian di fokuskan terhadap daerah fusi yaitu daerah HAZ dan welding metal. - Material yang digunakan mengalami proses pemotongan berulang-ulang.
- Pengujian mikro hanya dilakukan untuk melihat bagamana bentuk dari material tersebut. - Setiap cacat las/dikontinuitas yang terdapat pada bagian fusi tidak di perbolehkan.
Setelah dilakukan proses pengelasan selanjutnya dilakukan pemotongan dan persiapan benda untuk diuji. Benda diamplas hingga permukaan halus agar dapat dilihat struktur.
Berikut benda setelah dilakukan pengamplasan,
Gambar 9 : Spesimen sebelum di uji
Setelah benda selesai di amplas seperti
gambar 9, selanjutnya dilakukan proses pengujian
makro menggunakan
nitrad acid
8% dan alkohol
92% dengan teknik celup. Sehingga dapat dilihat
hasil sebagai berikut,
3. Analisa dan Pembahasan
Makro etching
Gambar 10: Hasil makro pada pemotongan menggunakan cutting torch
Dapat dilihat pada gambar 10 dengan
pembesaran di bagian yang di tunjuk anak panah ,
dari hasil makro pada spesimen yang di potong
menggunakan
cutting
torch
terdapat
diskontinuitas pada bagian fusi
weld metal
terhadap daerah
HAZ.
Seperti
slag inclution,
porosity.
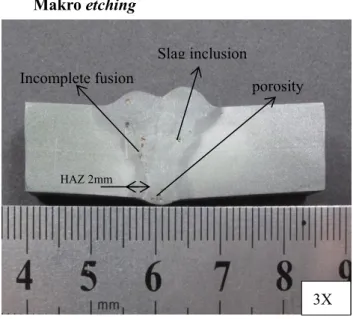
Gambar 11 : Hasil makro pada pemotongan menggunakan plasma cutting
Dilihat dari gambar 11 hasil pengelasan yang
proses pemotongannya menggunakan PNC dan
hanya di bersihkan menggunakan
brush manual
masih terdapat diskontinuitas pada
HAZ
dan
weld
metal,
seperti
porosity, slag inclusion, incomplete
fusion.
3X 3X porosity Slag inclusion Incomplete fusion HAZ 2mm Slag inclusion Porosity Incomplete fusion
Tetapi pada bagian capping gambar 10 dan
11 daerah fusi
HAZ
terhadap
weld metal
menjadi
complete fusion
dapat terlihat pada bagian yang
dilingkari, hal ini terjadi karena ada nya pengaruh
panas sehingga slag pada permukaan bevel
teroksidasi sehingga tidak mengakibat kan
slag
ataupun
incomplete fusion
.
Gambar 12 : Hasil makro pada pemotongan menggunakan gerinda
Pada gambar 12 hasil pengelasan dengan
pemotongan menggunakan gerinda dan di
bersihkan dengan gerinda maka dapat dianalisa
seluruh hasil pengelasan tidak terdapat satupun
diskontinuitas.
Mikro Struktur
Pada pengujian mikro dilakukan proses
etching
menggunakan
nitrad acid
2% dan alkohol
98%,dengan pembesaran 10
µm
maka di peroleh
hasil sebagai berikut,
Gambar 13 : Hasil mikro pada area HAZ
Pada gambar A hasil struktur mikro yang
pemotongannya menggunakan gerinda, dapat
dilihat butiran
ferrite
yang terdapat pada area
HAZ lebih dominan warna putih sehingga terjadi
penurunan kekuatan sehingga membuat benda
rawan getas, hal ini dapat disebabkan oleh
masukan panas yang sangat tinggi. Pada gambar
B dan C struktur mikronya hampir sama tetapi
bentuk butiran yang terjadi sangat rapi dan
kekuatan untuk bagian HAZ masih hampir sama
dengan material induknya.
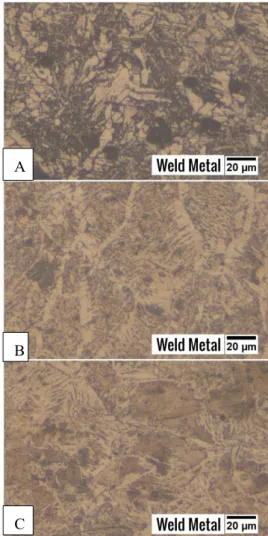
Gambar 14 : Hasil mikro pada bagian weld metal
Pada gambar 14 bagian A,B,dan C pada setiap
proses pemotongan fasa yang terbentuk sama
yaitu fasa
martensite
seperti ditunjuk anak panah,
fasa ini terjadi karena atom-atom karbon tidak
mempunyai
waktu
yang
cukup
untuk
bertransformasi ke fasa lainnya. Bentuknya dapat
dilihat dari butiran yang menyerupai jarum-jarum
yang dimana ujungnya tersebut meninggalkan
sisa, atau biasa disebut
fisure austenite
. Sifat
martensite
itu sendiri memiliki kekuatan yang
sangat tinggi pada baja karbon umumnya.
HAZ 3mm A B C A B C
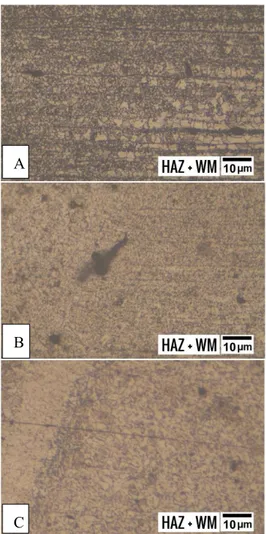
Gambar 15 : Hasil mikro pada bagian HAZ dan weld metal
Pada gambar 15 bagian A adalah hasil mikro
pada material yang di potong menggunakan
gerinda, di bagian fusi nya tidak terdapat slag
yang membatasi area HAZ dan weld metal.
Sedangkan pada bagian B dan C yang di bevel
menggunakan
plasma cutting
dan
Cutting torch
ada terdapat butiran seperti slag pada bagian
fusinya .
4
Kesimpulan
Dari
hasil
penelitian
diatas
dapat
disimpulkan setiap proses pemotongan yang
menggunakan prinsip oksidasi terhadap material
yang dapat menimbulkan slag atau sisa hasil
pemotongan itu harus di bersihkan apabila tidak
maka akan terjadi slag inclusion pada bagian filler
nya dan juga incomplete fusion pada bagaian
HAZ
dan
Weld metal
.
Pada hasil pengujian mikro proses
pengelasan yang tidak memperhitungkan
masukan panas nya juga dapat mengakibatkan
kualitas baja menjadi getas. Sehingga pentingnya
memperhatikan masukan panas saat melakukan
pengelasan.
Hasil las disebut fusi apabila material pengisi
dan material induk menjadi
homogen
/menyatu
tanpa ada bagian yang memisahkan. Pada
pengujian mikro dapat dilihat apabila proses
pembersihan hanya menggunakan brush manual
kemungkinan terjadinya
slag
sangat besar. Maka
dianjurkan setiap
pass
dan
layer
nya di lakukan
penggerindaan di bagian weld metal dan
permukaan bevel agar kemungkinan slag yang
akan terjadi berkurang.
Dapat disimpulkan bahwa pemotongan dan
dibersihkan menggunakan gerinda memiliki hasil
yang lebih bagus daripada yang menggunakan
Plasma dan
cutting torch
dengan dibersihkan
hanya menggunakan
brush manual.
5
Daftar Pustaka
[1] Mail,Muhammad. 27 November 2013. Memotong dengan oxy-acetylin cutting 2. 22 Januari2019.http://technopress80.wordpress.co m
[2] API RP582.2016.Welding Guidelines for the
Chemical, Oil, and Gas Industries. Bab 10. [3] Butterworth Heinemann . Applied Welding
Engineering.2017. Hal . 229-243. 04 April [4] 2019 . https://www.sciencedirect.com/ A
B