BAB 1
PENDAHULUAN
1.1 Latar Belakang
Persaingan ketat antar perusahaan pada era global ini telah berkembang dengan sangat pesat. Perusahaan yang bergerak di bidang manufaktur saat ini saling berkompetisi untuk memenangkan persaingan dan mendapatkan pangsa pasar baik domestik maupun internasional. Untuk mencapai visi dan misinya perusahaan berupaya keras untuk terus meningkatkan produksi produknya dan kualitas atau mutu produk itu sendiri, namun masalah yang dihadapi perusahaan saat ini sangat kompleks, seperti: kenaikan harga BBM untuk industri dan juga tarif listrik menjadi problem serius bagi industri saat ini.
Dampak yang diakibatkan kebijakan pemerintah saat ini sangat merugikan bagi semua industri terutama industri pangan sehingga perusahaan harus menaikkan harga jual produknya untuk menghindari kerugian akibat kenaikan harga BBM.
Di dalam industri, khususnya yang berkaitan dengan kegiatan pengemasan produk seringkali dijumpai banyak masalah. Umumnya masalah yang ditekankan disini adalah masalah kualitas barang baik yang mencakup kemasan dan produk. Meskipun proses pengemasan dikerjakan mesin, namun pada kenyataannya produk tersebut banyak yang mengalami defect atau cacat, baik pada kemasan maupun isi.
Untuk mengatasi masalah tersebut diperlukan sebuah upaya pengendalian kualitas. Salah satunya adalah dengan menerapkan pendekatan Six Sigma yang merupakan strategi peningkatan kualitas yang berfokus pada pemenuhan kritis pelanggan. Adapun tujuan Six Sigma adalah mengurangi tingkat cacat hingga mencapai 3.4 DPMO (Defect Per Million Opportunities) yang dapat dimengerti juga dengan pencapaian level 6 Sigma.
PT. Indofood Sukses Makmur Bogasari Flour Mills Pasta Division merupakan perusahaan yang memproduksi aneka jenis pasta, baik yang berupa long pasta maupun short pasta. Pasta tersebut diproduksi dalam aneka bentuk sehingga lebih bervariasi. Di dalam areal pabrik yang memiliki luas 3168 m2 tepat di belakang ruang produksi terdapat ruang pengemasan. Di dalam ruang pengemasan terdapat mesin-mesin yang digunakan untuk mengemas produk baik long maupun short. Untuk jenis long maupun short masing-masing dikerjakan oleh tiga lini mesin. Untuk mesin Long Pasta kecepatan mesinnya bisa mencapai 70 pack/menit.
1.2 Identifikasi dan Perumusan Masalah
Identifikasi dan Perumusan masalah berkaitan dengan penelitian ini adalah: 1. Jenis cacat apakah yang paling sering terjadi pada produk long pasta?
2. Faktor apa yang menyebabkan terjadinya cacat pada kemasan dan kondisi fisik produk pasta?
1.3 Ruang Lingkup
Ruang lingkup dari kegiatan observasi di area pengemasan pasta antara lain:
1. Penelitian yang dilakukan adalah mengenai kualitas produk long Pasta seusai di kemas
2. Metode yang digunakan adalah metode Six Sigma yang mana tahapannya adalah DMAIC. (Define Measure Analyze Improve Control)
1.4 Tujuan dan Manfaat Penelitian 1.4.1 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini antara lain:
1. Mendefinisikan permasalahan pada area pengemasan secara jelas melalui penyusunan Pernyataan Proyek Six Sigma, menentukan karakteristik kualitas, dan menggambarkannya pada OPC (Operation Process Chart) dan SIPOC (Supplier, Input Process Output Customer)
2. Pengukuran (Measure). Pengukuran yang dilakukukan pada produk long pasta ini antara lain: berat produk 1 Kg dan 500 g, proporsi produk 1 Kg dan 500 g, perhitungan level Sigma, dan perhitungan biaya material yaitu kemasan dan karton yang tidak dapat digunakan.
3. Menganalisis (Analyze). Bentuk analisa yang dilakukan yaitu: Mengumpulkan data, menggambarkan diagram Pareto, menganalisa hasil Diagram Pareto, selain itu juga membuat Diagram Sebab-Akibat untuk menganalisis penyebab terjadinya masalah pada karakteristik kualitas yang diukur.
4. Peningkatan (Improve). Dilakukan dengan metode FMEA (Failure Mode and Efect Analysis) untuk mencari dan menemukan penyebab dan modus kegagalan pada area pengemasan di Divisi Pasta. Kemudian dilakukan usulan tindakan pencegahan melalui pembuatan PIPA (Problem Identification and Preventive Action).
5. Kontrol (Control) dilakukan dengan menganalisa kembali peta kontrol yang sudah ada dan dilanjutkan dengan metode Trial Error (Metode Pengujian Benar Salah) untuk memberikan gambaran bagi perusahaan terhadap Kinerja Perbaikan Kualitas dengan Metode Six Sigma secara bertahap mulai dari penurunan tingkat cacat dari 10- 90% dan penghematan biaya yang dilakukan dengan reduksi antara 10-90%.
1.4.2 Manfaat Penelitian 1.4.2.1 Bagi Perusahaan
1. Memperoleh pemahaman pentingnya melakukan pemeliharaan terhadap peralatan karena dengan demikian maka upaya pengendalian mutu di area packing menjadi lebih mudah terlaksana.
2. Setidaknya usulan-usulan perbaikan yang dikemukakan dalam laporan tugas akhir ini diharapkan bisa diterima dan dijalankan secara bertahap.
3. Sebagai masukan bagi perusahaan untuk mengenal dan memahami konsep Six Sigma.
4. Perusahaan mampu menetapkan standar-standar dan prosedur-prosedur kerja baru yang menekankan pada orientasi kualitas pada produk serta didasarkan pada filosofi Six Sigma.
5. Kelompok Kerja Mutu (KKM) yang ada dapat menerapkan dan mensosialisasikan Six Sigma.
1.4.2.2 Bagi Keilmuwan
1. Memperbaiki kekurangan pemahaman konsep Six Sigma yang ada pada penulisan sebelumnya.
2. Menambah wawasan keilmuwan Teknik Industri di Universitas Bina Nusantara. 3. Sebagai pengalaman dan bekal bagi mahasiswa bila kelak terjun ke masyarakat.
1.5 Gambaran Umum Perusahaan 1.5.1 Sejarah Perusahaan
Bogasari didirikan pada tanggal 7 Agustus 1970 secara noktarial oleh Soedono Salim, Sudwikatmono, Djuhar Sutanto, dan Ibrahim Risyad dengan nama PT. Bogasari Flour Mills. Perusahaan ini dibuka sebagai Perseroan Terbatas sesuai Peraturan Pemerintah No. E/68 yang berkaitan dengan Penanaman Modal Dalam Negeri (PMDN) Pada awal berdirinya perusahaan ini hanya berfungsi sebagai pengolah gandum yang diimpor oleh Bulog dan untuk itu menerima ongkos giling.
Pabrik Bogasari Jakarta mulai beroperasi secara komersial pada tanggal 29 November 1971 di daerah Tanjung Priok, Jakarta Utara. Pada awal produksi, pabrik ini hanya memiliki dua unit penggilingan yaitu mill A dan B dengan menggunakan mesin yang bermerek MIAG buatan Jerman yang berkapasitas giling 650 Ton gandum dan menghasilkan 500 Ton tepung terigu /hari. Setahun kemudian, untuk memenuhi kebutuhan konsumen akan tepung terigu yang semakin meningkat, pada tanggal 10 Juli 1972 pabrik yang kedua di Tanjung Perak Surabaya dioperasikan.
Selama hampir tiga dekade, Bogasari telah melayani kebutuhan pangan masyarakat Indonesia dengan tiga merek tepung terigunya yang sudah dikenal luas yaitu: Cakra Kembar, Kunci Biru, dan Segitiga Biru. Ketiga jenis produk ini digunakan secara luas oleh industri mie, roti, biskuit; baik yang berskala besar dan kecil serta rumah tangga. Di samping itu, Bogasari juga menghasilkan produk
sampingan (by product) berupa bran, pollard untuk koperasi, dan industri makanan ternak, serta tepung terigu untuk industri kayu lapis.
Selain dua pabrik tepung terigu, Bogasari juga memiliki tiga divisi lain yaitu :divisi Pasta, dan dua divisi penunjang, yaitu kemasan (dahulu disebut divisi Tekstil) dan Maritim. Pabrik pasta didirikan pada tanggal 18 Desember 1991 dengan kapasitas produksi 60.000 MT (Mega Ton) per tahun. Produk yang dihasilkan adalah long pasta dan short pasta, dan hampir 90%ditujukan untuk pasaran export.
Divisi kemasan Bogasari didirikan pada tahun 1977 di Citeureup, Jawa Barat yang memproduksi kebutuhan kantong terigu untuk kedua pabrik tepung terigu tersebut. Sedangkan untuk menjamin kelangsungan persediaan gandum, Divisi Maritim Bogasari mengoperasikan tiga kapal angkut gandum yaitu: Bogasari II, IV, dan V serta tiga buah kapal tongkang untuk pelayaran antar pulau. Kapal-kapal ini telah memperoleh penghargaan internasional AMVER (Automated Manual Assistance Vessel Rescue).
Pada tahun 1983, PT. ISM Bogasari Flour Mills dinyatakan sebagai pabrik penggilingan gandum yang terbesar di dunia karena pada masa itu perusahaan memiliki kapasitas produksi tepung terigu sebanyak 5500 ton/hari. Hal tersebut merupakan akibat adanya penambahan 8 unit penggilingan gandum yaitu: mill C, D, E, F, G, H, I, dan J yang disertai dengan peningkatan kebutuhan masyarakat terhadap tepung terigu.
Di samping meningkatkan kapasitas produksi, PT. ISM Bogasari Flour Mills juga menambah jenis produk. Mulai tahun 1986, perusahaan ini memproduksi tepung industri yang dikemas dalam kantung plastik propilen dengan berat 25 kg dan diberi cap Anggrek. Tepung ini digunakan sebagai bahan pembuat lem untuk industri kayu lapis.
Selain fasilitas penggilingan gandum (Milling Facilities) yang canggih, Bogasari juga memiliki berbagai fasilitas penunjang teknis baik untuk kepentingan sendiri maupun umum, antara lain: laboratorium yang dilengkapi dengan peralatan modern dengan tujuan untuk melakukan uji analisis terhadap kualitas gandum dan tepung, serta memiliki kemungkinan pengembangan produk baru. Laboratorium ini digunakan untuk menguji bahan baku dan produk akhir yang dihasilkan secara kimia dan mikrobiologi agar produk yang dihasilkan berkualitas baik.
Pabrik Jakarta memiliki dua dermaga, salah satunya selesai dibangun awal tahun 1997 dan termasuk yang terbaik di dunia; mampu menangani jenis kapal ukuran Paramax. Sedangkan Pabrik Surabaya memiliki satu dermaga. Ketiga dermaga ini mampu menyediakan jasa bongkar muat tidak hanya untuk gandum, tapi juga untuk segala jenis komoditas biji-bijian (grain). Milling Training Center (MTC) merupakan pusat pelatihan bagi calon militer baik untuk internal maupun eksternal.
Sementara fasilitas lain yang dapat dimanfaatkan masyarakat adalah Pusat Pengolahan Tepung Terigu Bogasari (Bogasari Baking Training Center). Bogasari Baking Training Center ini didedikasikan untuk seluruh lapisan masyarakat yang ingin mempelajari cara pengolahan tepung terigu, seperti cara pembuatan roti, kue, biskuit, dan mie. Selain di Jakarta (sejak 1981) ,Bogasari Baking Training Center juga didirikan di Surabaya (1996), dan Bandung (1999) dan daerah-daerah lainnya yang telah memiliki sekitar 20.000 alumni.
Untuk memperbesar bidang usaha serta menjamin pemasaran serta peningkatan konsumsi tepung terigu pada masyarakat, pada tanggal 28 Juli 1992 PT. ISM Bogasari Flour Mills Tbk diakuisisi dan menjadi divisi makanan oleh PT. Indocement Tunggal Prakarsa (ITP), yang dikenal dengan nama PT. ITP Bogasari Flour Mills Division. Setelah pengakuisian pada bulan Desember 1993, dilakukan penambahan dua unit penggilingan gandum yaitu mill K dan L sehinggga kapasitas produksi yang dihasilkan meningkat menjadi 6500 Ton/hari. Hingga saat ini luas keseluruhan Bogasari mencapai kurang lebih 46 Hektar dan memiliki 15 mesin pengolahan gandum.
Dalam rangka pemantapan posisi sebagai salah satu produsen makanan, maka pada tanggal 30 Juni 1995 Bogasari diakuisi menjadi salah satu Divisi dari PT. Indofood Sukses Makmur dan berganti nama menjadi PT. Indofood Sukses Makmur Bogasari Flour Mills. Setelah pengakuisian yang kedua ini, pada bulan Maret 1996
menambah dua unit penggilingan gandum yaitu : mill M dan N, yang kemudian disusul dengan mill O yang dibangun bulan Juli tahun yang sama.
Selanjutnya dalam menghadapi persaingan bebas, pada bulan November 1996 perusahaan memperoleh sertifikat ISO (International Standard for Organization) 9002 dari SGS (Societe Generate de Surveillance) dan Sucofindo yang meliputi manajemen mutu, produksi, instalasi, serta mencakup contact view, control document, purchasing, process control, handling storage, packing and delivery, serta training and internal quality audit. Selain kelengkapan dari faktor fasilitas, sebuah perusahaan yang baik harus memiliki standardisasi yang diakui oleh dunia internasional. Di tahun 2002, Bogasari memperoleh sertifikasi HACCP (Hazard Analysis and Critical Control Point) untuk keamanan pangan dari SGS (Societe Generate de Surveillance) dan juga sertifikat ISO 9001:2000 pada bulan September tahun 2003. Untuk standar keselamatan dan kesehatan kerja, Bogasari juga mendapatkan penghargaan OHSAS 18000 (Occupational Health and Safety Assesment Series) dari Sucofindo pada November 2004.
1.5.2 Sejarah Divisi Pasta
Pabrik Pasta didirikan pada tanggal 18 Desember 1991 berdiri di kawasan Bogasari Flour Mills yang terletak di Jl. Cilincing Raya No.1 Jakarta Utara di atas lahan seluas + 3168 m2 dan mulai beroperasi pada bulan Juli 1992. Pabrik ini memiliki tiga lini produksi, yaitu satu lini produksi short good dengan kapasitas produksi sebesar 2.750 kg/jam dan dua lini produksi long good , masing-masing dengan kapasitas 2.500 kg/jam (dihitung pada basis berat jenis produk 0.4 kg/l). Sebagian besar produk Pasta Bogasari ini (lebih dari 90%) adalah merupakan produk ekspor, sedangkan sisanya ditujukan untuk pasaran dalam negeri. Pasta yang dihasilkan dikemas dalam label Bogasari dan La Fonte. Di samping itu, juga diproduksi pasta dengan private label untuk para pelanggan di luar negeri, seperti: Royal (Filipina), Del Monte (Filipina), Bestfood (Thailand), dan lain-lain. Pada tahun 1996 Divisi Pasta meningkatkan kapasitas penyimpanan menjadi 3200 m2 dengan membangun gudang baru.
1.5.3 Struktur Organisasi
Struktur Organisasi merupakan bentuk pengaturan formal dari bagian-bagian yang ada dalam sebuah organisasi (Pengantar Teknik dan Manajemen Industri, Sritomo Wignjoesoebroto, 2003, p.162). Struktur organisasi juga dapat diartikan bagaimana tugas pekerjaan dibagi, dikelompokkan, dan dikoordinasi secara formal. (Perilaku Organisasi, Stephen P Robbins, 2002, p.132)
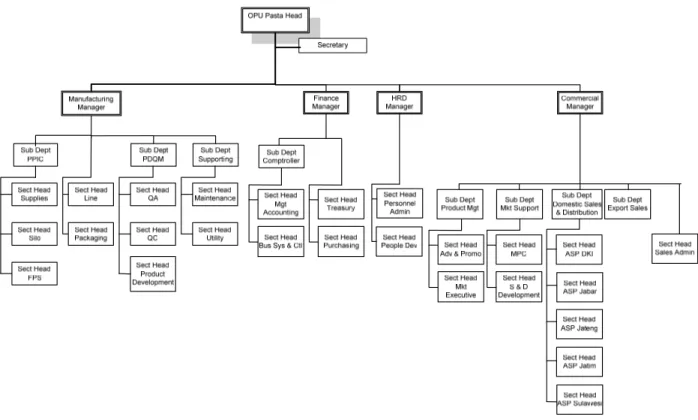
Struktur organisasi Divisi Pasta menggunakan struktur garis dan staf. Secara operasional, struktur organisasi pada divisi pasta dapat dilihat pada gambar di bawah ini :
Gambar 1.1 Struktur Organisasi Divisi Pasta
Berikut ini akan dijelaskan mengenai pembagian tugas sekaligus wewenang dari masing-masing jabatan dalam struktur organisasi antara lain:
9 Sub Dept. PPIC (Production Planning and Inventory Control) bertugas membuat; mengkoordinasikan; mengendalikan; dan mengevaluasi perencanaan kebutuhan bahan baku dan bahan kemas serta berkoordinasi dengan bagian produksi membuat jadwal produksi untuk menjamin terlaksananya proses perencanaan produksi secara
akurat sesuai perencanaan marketing dengan selalu menjaga efisiensi. Sesuai tugasnya maka sub dept. ini mengepalai 3 (tiga) section head, di antaranya:
• Section Head Supplies
Tugas: merencanakan, mengorganisasikan, memonitor, dan mengevaluasi sistem dan aktivitas pergudangan untuk memastikan sistem dan aktivitas pergudangan di gudang spare parts dan packing material berjalan dengan baik sesuai dengan sistem inventory.
• Section Head Silo
Tugas: mengorganisasikan, mengawasi, dan mengevaluasi kegiatan penyediaan semolina untuk menjamin kelancaran suplai semolina ke seksi pasta line sesuai target jumlah, standar mutu, dan jadwal yang ditetapkan.
• Section Head FPS (Finished Product Store)
Tugas: merencanakan, mengorganisasikan, mengawasi, dan mengevaluasi sistem dan aktivitas pergudangan untuk memastikan sistem dan aktivitas pergudangan di pasta store berjalan dengan baik sesuai dengan sistem inventory.
9 Sub Dept. QMPD (Quality Management and Product Development) bertugas merencanakan, mengkoordinasikan, memonitor, dan mengevaluasi proses quality control, quality assurance, dan product development untuk memastikan produk yang dikeluarkan memenuhi standar mutu dan peraturan mutu yang berlaku serta memastikan terciptanya produk baru yang sesuai dengan arahan bagian marketing
serta memenuhi standar mutu. Untuk itu, sub dept. ini mengepalai 3 (tiga) section head, antara lain:
• Section Head QA (Quality Assurance)
Tugas: merencanakan, mengorganisasikan, dan mengawasi pelaksanaan sistem mutu yang efektif dan efisien sesuai dengan standar mutu internasional (ISO dan HACCP) dan regulasi pemerintah atau menjamin sistem mutu dilaksanakan secara konsisten.
• Section Head QC (Quality Control)
Tugas: merencanakan, mengorganisasikan, mengawasi, dan mengevaluasi kegiatan inspeksi kualitas selama proses produksi, pengemasan, dan penyimpanan untuk menjamin produk yang dihasilkan memenuhi standar mutu secara konsisten.
• Section Head Product Development
Tugas: merencanakan, mengorganisasikan, mengawasi, dan mengevaluasi, dan melaksanakan proses penelitian dan pengembangan produk, packaging, prosedur standar, dan atau standar kualitas baru sesuai dengan tujuan perusahaan secara akurat dan tepat waktu.
9 Sub Dept. Supporting mengepalai 2 (dua) section head dalam pekerjaannya, antara lain:
• Section Head Maintenance
Tugas: merencanakan, mengorganisasikan, memonitor, dan mengevaluasi semua kegiatan perawatan dan perbaikan mesin dan peralatan untuk menjamin agar semua mesin dan peralatan terawat dengan baik dan siap beroperasi sesuai dengan standar mutu dan kapasitas yang ditetapkan.
• Section Head Utility
Tugas: merencanakan, mengorganisasikan, memonitor, dan mengevaluasi semua kegiatan penyediaan utilitas (tenaga listrik, uap, air panas, air dingin, dan udara tekan) untuk menjamin tersedianya utilitas secara berkesinambungan sesuai standar yang ditetapkan agar semua mesin dan peralatan dapat dioperasikan dengan baik. Dua section head yang dikepalai langsung oleh manufacturing manager antara lain: • Section Head Line
Tugas: merencanakan, mengorganisasikan, mengawasi, dan mengevaluasi pengoperasian seluruh proses produksi untuk menjamin perolehan produk pasta sesuai target jumlah dan standar mutu yang ditetapkan secara tepat waktu.
• Section Head Packaging
Tugas: merencanakan, mengorganisasikan, dan mengevaluasi proses pengemasanuntuk menjamin kelancaran proses pengemasan produk pasta sesuai target jumlah dan standar mutu yang ditetapkan secara tepat waktu.
9 HRD (Human Resource Department) Manager bertugas untuk menjamin tercapainya kualitas sumber daya manusia yang mampu menjawab tantangan perubahan bisnis perusahaan. Dalam departemen ini terdapat 2 (dua) orang section head,di antaranya:
• Section Head Personnel
Tugas: menjamin terlaksananya fungsi personalia dan administrasi sesuai dengan peraturan yang ditetapkan.
• Section Head People Development
Tugas: merencanakan, menyiapkan, dan memfasilitasi program-program pembelajaran atau pengembangan kerja karyawan ke arah yang lebih baik dan maju, dengan memanfaatkan segala potensi keilmuwan dan keterampilan karyawan dan lembaga-lembaga pendidikan.
9 Commercial Manager di OPU Pasta ini mempunyai 2 (dua) peran sekaligus, sebagai sales manager dan marketing manager. Sebagai sales manager, tugas yang diembennya adalah merencanakan, mengarahkan, mengkoordinasikan, dan mengevaluasi semua aktivitas penjualan dengan membuat dan mengembangkan sistem jaringan distribusi produk-produk pasta untuk mencapai target nilai dan volume penjualan. Kemudian, sebagai marketing manager, tugasnya adalah merencanakan, mengarahkan, mengkoordinasikan, dan mengevaluasi pengembangan lini produk, jenis-jenis produk dan merek produk pasta serta
mengkomunukasikan untuk mendukung tercapainya target nilai dan volume penjualan.
9 Sub Dept. Product Management bertugas merencanakan, mengkoordinir, dan mengontrol kegiatan pemasaran di seluruh daerah nasional untuk menjamin tercapainya target penjualan yang telah ditetapkan perusahaan. Di bawahnya terdapat 2 (dua) orang section headyaitu:
• Section Head Advertising and Promo
Tugas: Mengkoordinasikan periklanan dan promosi produk-produk dari Divisi Pasta baik secara langsung maupun tidak langsung.
• Section Head Marketing Executive
Tugas: membantu sub department dalam merencanakan, mengkoordinasikan, dan mengimplementasikan pengendalian program promosi di institusi, pengembangan menu dan produk baru serta mendidik tenaga promosi perusahaan dalam mengolah hidangan pasta untuk mendukung pencapaian target penjualan.
9 Sub Dept. Marketing Support, di dalam departemen ini terdapat 2 (dua) section head, di antaranya:
Tugas: membuat estimasi (forecast) permintaan berdarkan informasi yang diperoleh dari Customer Relation (CR), membuat estimasi bulan berjalan yang diberikan ke PPIC setiap minggu terakhir bulan sebelumnya.
• Section Head Sales and Distribution Development
Tugas: mengkoordinasikan penjualan dan distribusi produk-produk dari Divisi Pasta baik secara langsung maupun melalui distributor serta melakukan pelaksanaan program promosi di wilayah yang menjadi tanggung jawabnya.
9 Sub Dept. Domestic Sales and Distribution bertugas merencanakan, mengkoordinasikan, memonitor, dan melaksanakan kegiatan penjualan dan distribusi pada segmen pasar domestik (nasional) untuk mencapai target penjualan yang ditetapkan perusahaan. Di bawahnya terdapat beberapa ASP, seperti area DKI Jakarta; Jawa Barat; Jawa Tengah; Jawa Timur; dan Sulawesi.
• Section Head ASP (Area Sales and Promotion)
Tugas: mengkoordinasikan, memonitor, dan melaksanakan kegiatan penjualan, distribusi, dan promosi di areanya untuk menjamin target penjualan dan kegiatan promosi yang telah ditetapkan dapat tercapai dan berjalan lancar.
9 Sub Dept. Export Sales bertugas untuk merencanakan, mengkoordinasikan, memonitor, dan mengevaluasi penjualan ekspor pasta pada region tertentu, mencari pembeli baru dan melaksanakan negosiasi penjualan produk dengan pelanggan dan calon pembeli potensial, membina hubungan baik dengan
pelanggan lama, mengawasi dan mengkoordinasikan kelengkapan dokumen ekspor pasta untuk menjamin target penjualan ekspor pasta tercapai; kepuasan pelanggan dan jumlah pembeli meningkat.
Seorang section head yang berada langsung di bawah commercial manager antara lain:
• Section Head Sales Administration
Tugas: mengkoordinasikan, memonitor, dan melaksanakan kegiatan delivery dan administrasi penjualan lokal dan ekspor untuk memastikan dokumen penjualan secara lengkap, akurat, dan disajikan tepat waktu.
1.5.4 Visi dan Misi
1.5.4.1 Visi dan Misi Perusahaan
Setiap perusahaan dalam pembentukan dan pendiriannya pada umumnya memiliki semacam visi dan misi yang terarah dan terfokus demi tercapainya tujuan baik dari segi ekonomi maupun sosial. Bogasari memiliki visi hingga tahun 2020 yaitu: Menjadi perusahaan global penyedia makanan berkualitas (berbasis pertanian) dan produk serta jasa terkait.
Berkomitmen untuk menyediakan produk dan jasa makanan (berbasis pertanian) bermerek yang berorientasi pasar dan pelanggan yang inovatif dan berkualitas tinggi.
Berusaha untuk memberikan kepuasan, memenuhi kebutuhan kesehatan dan gizi masyarakat , memberikan nilai, manfaat optimal bagi pelanggan, pemilik modal, pekerja, dan masyarakat pada umumnya.
1.5.4.2 Visi dan Misi Divisi Pasta
Sebagai bagian dari Bogasari Divisi Pasta memiliki Visi dan Misi antara lain dapat dikemukakan di bawah ini:
• Visi: Menguasai Pasar Asia dan menjadi Market Leader di Asia. • Misi Divisi Pasta Bogasari antara lain:
a. Menghasilkan produk Pasta yang memenuhi harapan semua pelanggan.
b. Menghasilkan produk Pasta bermutu dengan cara yang paling efektif dan dengan biaya yang rendah.
c. Menyediakan makanan yang sehat dan bergizi.
d. Menyediakan semua pelatihan bagi karyawan sesuai pertumbuhan dan pengembangan karier mereka.
e. Menjamin adanya keharmonisan di kalangan semua karyawan dan meningkatkan kualitas lingkungan sosial dan lingkungan umum karyawan.
1.5.5 Pembagian Jam Kerja di Perusahaan
PT. ISM Bogasari Flour Mills Tbk Pasta Division beroperasi 24 jam sehari kecuali pada hari Minggu yang merupakan hari libur. Pembagian jam kerja berdasarkan shift dengan lama kerja tiap shift-nya delapan jam termasuk satu jam istirahat mulai Senin sampai Jumat, sedangkan hari Sabtu jumlah shift-nya satu shift yang terdiri dari lima jam kerja. Untuk jam kerja terbagi menjadi 3 (tiga) kategori, yaitu :
• karyawan kantor: Senin – Jumat dari Pk. 08.00 – Pk. 17.00 • karyawan pabrik: Senin – Sabtu dari Pk. 08.00 – Pk. 16.00
• buruh pabrik: Senin – Minggu yang terbagi menjadi 3 (tiga) shift yaitu:
9 shift 1 dari Pk. 08.00 – Pk. 16.00 dengan waktu istirahat pukul 12.00 –13.00 WIB.
9 shift 2 dari Pk. 16.00 – Pk. 24.00 dengan waktu istirahat pukul 18.00-19.00 WIB.
9 shift 3 dari Pk. 00.00 – Pk. 08.00 dengan waktu istirahat pukul 03.00 – 04.00 WIB.
Untuk karyawan kantor tidak diberlakukan kerja shift, tetapi memiliki sembilan jam kerja termasuk satu jam istirahat. Hari libur untuk karyawan kantor adalah hari Sabtu dan Minggu.
1.6 Proses Produksi
Proses produksi merupakan serangkaian aktivitas yang diperlukan untuk mengolah ataupun mengubah sekumpulan masukan (input) menjadi semacam keluaran (output) yang memiliki nilai tambah (added value).(Perencanaan dan Pengendalian Produksi, Baroto Teguh, p.13)
1.6.1 Bahan Baku Pasta
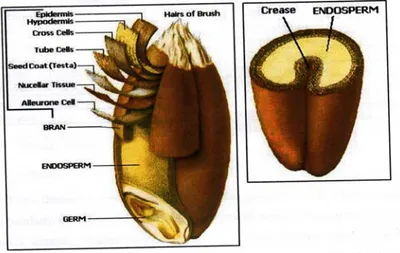
Bahan baku Pasta yang diproduksi PT. Indofood Sukses Makmur Bogasari Flour Mills adalah gandum. Komposisi utama gandum adalah endosperm (83%), bran (14.5%), dan germ (2.5%).
Gambar 1.2 Komposisi Gandum
Gandum dapat diklasifikasikan berdasarkan: spesies, pertumbuhan, tekstur, dan warna. Jenis Gandum bermacam-macam dapat mencapai hingga 30.000 jenis di dunia, namun hanya tiga yang biasa dikenal antara lain: common, club, dan durum. Gandum yang digunakan untuk proses pembuatan pasta adalah gandum durum.
Pasta berasal dari tepung gandum durum yang biasa disebut semolina yang ditambah dengan air kemudian diaduk, dicetak, dikeringkan, dan didinginkan. Semolina sebagai bahan baku pasta memiliki tiga jenis yaitu:
1. Jenis durum, yaitu pasta yang berasal dari tepung semolina jenis durum, berwarna kuning cerah (asli warna gandum durum), kandungan proteinnya lebih tinggi daripada jenis lain, dan diproses tanpa bahan pengawet. Jenis ini terdapat brown spot yang berasal dari kulit gandum. Ciri lainnya: jika pasta dimasak warnanya tetap, tidak lengket, dan air rebus tidak keruh.
2. Jenis blended, yaitu pasta yang berasal dari semolina dan wheat. Cirinya antara lain: berwarna agak kecoklatan, tekstur kasar, kandungan protein lebih rendah dibandingkan jenis durum, diproses dengan atau tanpa bahan perwarna, terdapat white speck dari wheat, jika dimasak warna sedikit berubah, agak lengket, dan air agak keruh.
3. Jenis wheat, yaitu pasta yang berasal dari tepung wheat. Cirinya antara lain: warna kuning pucat, kandungan protein lebih rendah dibandingkan jenis durum dan blended, terdapat banyak wheat speck yang berasal dari tepung wheat, tekstur kasar, diproses dengan atau tanpa bahan perwarna, jika dimasak warna berubah, lengket, dan air keruh.
• Air
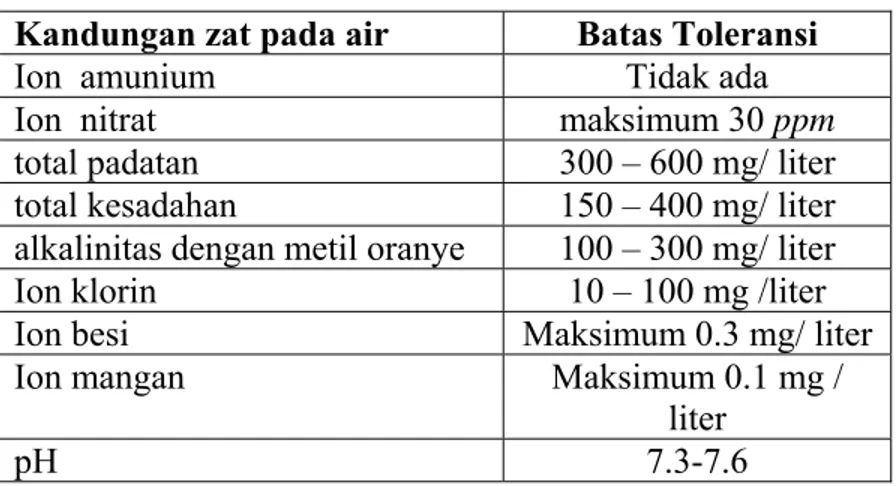
Air memiliki peran penting dalam proses pembuatan pasta yaitu dalam proses pembentukan adonan. Air yang digunakan dalam industri pasta haruslah air sebagaimana layaknya air minum. Secara umum air ini haruslah tidak berasa, berwarna, dan berbau. Air tidak boleh mengandung logam yang berbahaya bagi kesehatan dan mengandung mikroba. Untuk mendapatkan air dengan mutu demikian, maka sebelum digunakan air harus melewati proses pengolahan terlebih dahulu (water treatment). Perlakuan yang umum digunakan adalah proses klorinasi, penyaringan dengan pasir arang aktif, demineralisasi, dan pertukaran ion. Dari segi kimia, air haruslah mengandung peryaratan sebagai berikut:
Tabel 1.1 Tabel yang menunjukkan batas toleransi air
Kandungan zat pada air Batas Toleransi
Ion amunium Tidak ada
Ion nitrat maksimum 30 ppm
total padatan 300 – 600 mg/ liter total kesadahan 150 – 400 mg/ liter alkalinitas dengan metil oranye 100 – 300 mg/ liter
Ion klorin 10 – 100 mg /liter
Ion besi Maksimum 0.3 mg/ liter
Ion mangan Maksimum 0.1 mg /
liter
pH 7.3-7.6
1.6.2 Penjelasan Proses Produksi Pasta
Proses produksi pasta dimulai dari menyiapkan bahan bakunya yaitu semolina, kemudian dilakukan penimbangan, pencampuran dan pengadukan, pencetakkan, pengeringan, pendinginan, penyimpanan sementara, pengemasan dan terakhir menghasilkan produk jadi. Untuk flowchart proses produksi Pasta dan OPC-nya dapat dilihat pada halaman lampiran.
Berikut ini penjelasan lengkap alur proses produksi pasta terdiri dari : 1. Persiapan bahan baku pasta
Bahan baku pasta yaitu semolina dipersiapkan terlebih dahulu oleh bagian produksi dengan cara memesannya ke bagian mill dengan cara membuat jadwal proses produksi. Semolina yang telah dipesan kemudian dipindahkan dari mill ke silo (yaitu tempat penyimpanan sementara semolina sebelum diproses). Sementara itu air dan bahan tambahan lainnya juga dipersiapkan.
2. Penimbangan bahan baku
Penimbangan semolina dilakukan dengan menggunakan alat K-Tron continuous weigher dan dikontrol oleh komputer di bagian ruang kontrol produksi, selain itu di sana juga terdapat operator yang mengawasi dan menjalankan komputer. Sementara penimbangan air dilakukan dengan menggunakan K-Tron water pump.
3. Proses Pengadukan
Setelah ditimbang, semolina kemudian dicampur dengan air untuk kemudian diaduk. Ada empat tahapan dalam proses pengadukan antara lain: pengadukan dengan kecepatan tinggi (high speed mixer), pengadukan pendahuluan (pre-mixer), pengadukan utama (main mixer) dan pengadukan vakum (vacuum mixer). Semolina masuk ke high speed mixer dan dicampur dengan air (yang keluar dari K-Tron water pump yang diatur volumenya tergantung kadar air jenis semolina dan bentuk pasta yang akan diproduksi). Adonan selanjutnya masuk ke pre-mixer yang berfungsi untuk menghomogenkan adonan. Tahapan selanjutnya adalah ke main mixer untuk membentuk adonan. Setelah sekian lama adonan di dalam main mixer kemudian adonan dimasukkan ke vacuum mixer yang berfungsi untuk menghilangkan adanya gelembung-gelembung udara yang terperangkap dalam adonan. Apabila tidak dihilangkan maka gelembung-gelembung ini dapat terlihat pada produk akhir berupa bintik-bintik kecil berwarna putih.
Sementara itu, di antara main mixer dengan vacuum mixer terdapat sebuah rotative valve atau airlock yang berfungsi menjaga tekanan vacuum mixer. Secara keseluruhan proses pengadukan ini berlangsung selama 15–17 menit.
4. Proses Ekstrusi atau pencetakan
Dari vacuum mixer, adonan akan masuk ke dalam dua buah silinder yang terdapat screw di dalamnya. Di dalam silinder tersebut, adonan akan mengalami proses kneading (pemampatan sebelum dibawa ke cetakan) Pada bagian luar silinder terdapat semacam jaket yang berisi air dingin yang berfungsi untuk menyerap panas yang timbul akibat adanya gesekan pada proses kneading. Suhu adonan dijaga sedemikian rupa agar tidak melewati 55 derajat Celcius. Panas yang berlebihan dapat merusak struktur protein yang ada dan pada akhirnya menurunkan kualitas pasta yang dihasilkan.
5. Proses pengeringan
Pengeringan merupakan hal yang paling penting dalam proses pembutan pasta. Mesin penggering yang digunakan di pabrik pasta Bogasari menggunakan teknologi turbothematic dari Buhler yang memiliki beberapa kelebihan antara lain: • terbuat dari stainless steel (total stainless steel design)
• hanya memerlukan perawatan yang minimum • memiliki tingkat keselamatan yang tinggi.
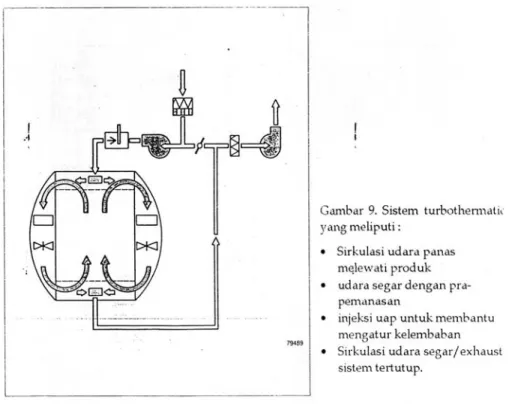
Alat pengering ini menggunakan air panas bersuhu 140 derajat Celsius sebagai sumber energinya. Dan karena dalam proses pengeringan ini menggunakan suhu tinggi (bisa mencapai 100 derajat Celsius) maka diperlukan pula isolasi panas yang baik umtuk mencegah terjadinya pengembunan di dalamnya. Secara umum prinsip pengeringan dengan menggunakan sistem turbothermatic tampak dalam gambar berikut:
Gambar 1.3 Sistem Turbothermatic (Sumber Gambar : Materi Pelatihan Proses Produksi Pasta, 1996 hal 12)
Pada setiap tahapan pengeringan baik itu untuk short pasta ataupun long pasta, suhu dan kelembaban di ruang pengering harus diatur secara cermat. Nilai suhu dan kelembaban itu diukur oleh sebuah alat yang disebut dengan Rotronic. Alat tersebut mengirimkan hasil pengukurannya ke komputer, kemudian komputer akan memutuskan tindakan-tindakan yang harus dilakukan. Hasil keputusan komputer ini dikirim ke regulator masing-masing zone. Regulator inilah yang menggerakkan katup-katup dari air panas, uap air, udara segar, atau exhaustnya. Proses demikian berlangsung terus menerus sehingga kondisi dalam dryer mencapai titik yang telah ditentukan (set point) dan dijaga agar tetap pada kisaran set point tersebut.
6. Proses Pendinginan
Pasta yang keluar dari dryer harus didinginkan terlebih dahulu sebelum masuk ke dalam ruang penyimpanan sementara. Hal ini dimaksudkan agar pasta yang keluar dari dryer, karena masih panas tidak mengalami proses pengeringan lebih lanjut di luar kontrol. Dengan kata lain, proses pendinginan ini adalah juga untuk menghentikan proses pengeringan produk. Di dalam mesin pendingin, panas produk diserap oleh udara dingin yang disirkulasikan melalui radiator yang berisi air dingin. Dengan pendinginan ini, suhu pasta akan dibawa hingga menjadi sama dengan suhu ruangan.
7. Proses Penyimpanan Sementara
Pasta yang berjenis short pasta selanjutnya akan masuk ke tempat penyimpanan sementara (bin storage) dengan menggunakan bucket elevator, menunggu untuk dikemas. Suhu di dalam bin storage adalah suhu kamar. Bin storage untuk short pasta berjumlah 16 bin. Setiap bin memiliki kapasitas yang berbeda-beda (2 ton-4 ton).
Bin akan membuka valvenya secara manual untuk mengalirkan produk ke bagian packing. Produk dialirkan dengan menggunakan belt conveyor melewati saringan dan akan masuk ke dalam bucket elevator yang menuju ke mesin pengemas.
Tempat penyimpanan sementara untuk long pasta dinamakan stacker yang memiliki 7 level dengan suhu kamar. Setiap level memiliki kapasitas sebesar 3.5 ton.
8. Proses pemotongan
Produk selanjutnya akan dikeluarkan dari stacker dengan menggunakan stick conveyor menuju ke mesin potong. Setelah pemotongan (+ 20 cm atau sesuai kebutuhan), produk kemudian divibrasi untuk memisahkan potongan-potongan kecil untuk selanjutnya ditransfer menuju bucket elevator, yang kemudian menuju mesin pengemas (packaging). Sisa-sisa pemotongan akan dikirim ke ruang Silo untuk digrinding kembali.
9. Proses Pengemasan
Proses Pengemasan bertujuan untuk memberikan konsisi sekeliling yang tepat bagi bahan makanan. Fungsi kemasan adalah agar produk tetap bersih, melindungi dari kerusakan fisik, dan perubahan kadar air. Selain itu juga dapat memudahkan penanganan, pengangkutan, dan distribusi, dan juga memberikan penampakan yang jelas sehingga dapat membantu promosi dan penjualan. Pengemasan untuk Pasta terdiri dari dua macam yaitu:
• Pengemasan Untuk Long Pasta
Produk long pasta yang telah diproduksi disimpan dalam stacker. Stacker ini merupakan tempat penyimpanan sementara sebelum produk dikemas. Dari stacker, pasta dipotong dengan ukuran panjang 26 cm dan kemudian dipindah ke mesin kemas dengan menggunakan bucket elevator. Pasta dari bucket elevator dialirkan ke dalam kotak timbangan yang telah diatur oleh komputer, agar bobotnya sesuai dengan yang diinginkan per unit kemasannya. Pasta yang telah ditimbang, masuk ke dalam pipa mesin pengemas secara horizontal, kemudian dikemas dalam plastik sesuai brand yang ditentukan lalu dilakukan proses sealing dan pemotongan kemasan plastik. Setelah dikemas produk Pasta kemudian ditransportasikan melalui belt conveyor untuk dimasukkan ke dalam kardus dan kemudian dipak secara manual. Sebelum dipacking produk yang telah dikemas disortir terlebih dahulu berdasarkan bobot produk ditimbang dengan alat yang disebut check weigher, dan
dideteksi kandungan metalnya oleh alat yang dinamakan metal detector. Kemudian dilakukan sortir dengan mengamati penampakan produk yaitu mengamati ada tidaknya crack (bercak putih) pada pasta, kekuatan, dan kerapihan seal plastik, terteranya tanggal kadaluarsa, dan kejelasan atau kesesuaian letak label atau brand kemasan.
• Pengemasan Untuk Short Pasta
Untuk produk short pasta, setelah diproduksi maka produk akan disimpan dalam bin yang merupakan tempat penyimpanan sementara sebelum produk dikemas. Pasta dari bin dibawa menggunakan belt conveyor menuju tempat penyaringan yang bergetar (shaking pre-dryer). Pasta yang telah disaring dibawa ke mesin kemasan menggunakan elevator dan kemudian dialirkan ke kotak timbangan yang telah diatur oleh komputer agar bobotnya sesuai dengan yang diinginkan per unit kemasannya. Pada mesin pengemasan pasta dikemas secara otomatis dengan cara ditumpahkan melalui corong, dan dibagian bawahnya telah disiapkan bucket-bucket untuk menampung pasta, kemudian beberapa bucket-bucket akan membuka dan memasukkan pasta ke dalam kemasan secara otomatis sesuai berat dari bucket terebut. Hal ini terjadi karena mesin diatur oleh sistem komputerisasi. Pasta dikemas dalam plastik sesuai dengan brand yang ditentukan dan dilakukan pemotongan kemasan plastik. Setelah dikemas, produk short akan mengalami perlakuan yang sama dengan long pasta sebelum dilakukan packing.
Untuk memudahkan dalam memahami proses pengemasan Pasta baik untuk short maupun long pasta dapat dilihat flow process chart pada bagian lampiran.
1.6.3 Penggolongan Pasta
Secara umum pasta dapat digolongkan berdasarkan tiga macam antara lain: berdasarkan bahan, wujud, dan bentuk.
a. Berdasarkan bahan, pasta dapat dibedakan menjadi: regular pasta (pasta yang dibuat dari semolina saja), pasta dengan campuran bayam sehingga berwarna hijau, pasta dengan campuran tomat sehingga berwarna merah, egg pasta atau pasta dengan campuran telur, dan enriched pasta (pasta yang diperkaya dengan tambahan vitamin dan mineral di dalamnya.
b. Berdasarkan wujud, yaitu ada pasta segar (fresh pasta) dan ada pasta kering (dried pasta).
c. Berdasarkan bentuknya:
• long pasta yaitu pasta yang berbentuk panjang dan lurus. (spaghetti, vermicelli, linguine, bucatini, dan sebagainya)
• short pasta yaitu pasta yang berbentuk potongan-potongan pendek dengan bentuk yang beragam. (zitoni yang berbentuk silinder, fusili yang berbentuk spiral, conchiglie yang berbentuk kerang dan sebagainya)
• twisted pasta yaitu pasta yang dibentuk seperti long pasta namun digulung melingkar. (tagliatelle, tagliolini, fettucine, dan sebagainya)
• pastina yaitu pasta yang berbentuk potongan kecil dan biasanya digunakan untuk soup (peperini yang berbentuk biji lada; stelline yang berbentuk bintang kecil, rosmarino yang mirip beras dan lain sebagainya.
• special format yaitu pasta dengan bentuk-bentuk yang khas karena dibuat dengan mesin khusus (lasagna yang berupa lembaran lebar, farfalonni yang berbentuk dasi kupu-kupu)
1.6.4 Pengawasan Mutu
Pengawasan mutu yang dilakukan di PT. ISM Bogasari Flour Mills Divisi Pasta secara garis besar meliputi: pengawasan mutu bahan baku pasta yaitu semolina
Pengawasan Mutu Semolina
Semolina merupakan butiran tepung hasil penggilingan gandum yang berukuran + 250 – 300 mikron. Semolina yang digunakan untuk membuat pasta harus memiliki kualitas yang baik karena amat menentukan produk pasta yang dihasilkan.
Parameter yang digunakan terhadap mutu semolina adalah: 1. Kadar Air
Kadar air semolina yang baik adalah sekitar 14.0 – 15.0%. Kadar air yang lebih tinggi dapat menimbulkan masalah dalam proses transfer dan penyimpanan yaitu semolina menjadi lengket satu sama lain atau melekat di dinding, dan menyebabkan semolina cepat rusak atau kurang tahan bila disimpan. 2. Kadar Abu
Kandungan abu dari suatu bahan pangan menunjukkan residu bahan anorganik yang tersisa setelah bahan organik dalam pangan didestruksi. Kadar abu tidak selalu sama dengan bahan mineral, karena ada beberapa mineral yang hilang selama interaksi antar konstituen. Kadar abu yang tinggi dapat menyebabkan warna pasta buram dan kualitasnya rendah. Biasanya kadar abu semolina untuk menghasilkan pasta yang bagus sebaiknya tidak lebih dari 0.85%.
3. Kadar Protein
Kadar protein yang terkandung dalam semolina membuat Pasta memiliki karakteristik pada saat dimasak. Kadar protein semolina berkisar antara 10.0 – 12.5 %. Semakin tinggi kandungan proteinnya, maka semakin baik pula kualitasnya sehingga pada saat dimasak pasta tidak akan menjadi lengket satu sama lain dan ketahanannya juga meningkat.
4. Gluten
Gluten adalah suatu bentuk plastis-plastis elastis yang merupakan bagian dari tepung yang tidak larut oleh larutan garam. Kadar gluten yang terkandung dalam semolina sangat menentukan kualitas pasta yang dihasilkan. Gluten merupakan asam amino yang terdapat pada protein, dan memiliki sifat lentur. Kadar gluten yang baik untuk semolina tidak lebih dari 2%.
5. Kadar lemak kasar (Crude fat)
Crude fat semolina cukup rendah, berkisar 1.3%. Kandungan lemak yang ada pada semolina dapat meningkatkan kualitas cooking.
6. Kadar serat kasar (Crude fiber)
Kadar serat Semolina cukup rendah, yaitu sekitar 0.85%. Pada biji gandum, kandungan serat kasar yang tinggi menunjukkan bahwa ada kulit gandum yang ikut terbawa pada saat penggilingan dan akan menghasilkan warna pasta yang gelap.
7. Granulasi
Granulasi adalah ukuran butiran dari semolina. Ukuran yang ideal granulasi semolina untuk membuat pasta adalah sekitar 300 mikron. Ukuran yang terlalu besar atau ukuran yang tidak seragam akan mengakibatkan penyerapan air yang tidak merata pada saat pembentukan adonan, yang pada akhirnya menimbulkan bercak-bercak putih dan membentuk permukaan kasar pada produk akhir.
8. pH
Nilai pH menunjukkan derajat keasaman. Nilai pH semolina berkisar antara 5.5 – 6.8. Jika pH semolina terlalu rendah, artinya gandum yang digunakan memiliki kualitas yang rendah karena penyimpanan yang tidak tepat.
9. Sedimentasi
Sedimentasi merupakan cara untuk mengukur kekuatan gluten yaitu dengan uji sedimentasi di mana semolina dilarutkan dalam larutan asam laktat, dimasukkan dalam sebuah tabung dan kemudian dikocok. Tabung direndam dalam air pada suhu 350C.
10. Speck
Speck atau bintik yang terdapat pada tepung semolina antara lain adalah bintik coklat atau bintik hitam. Adanya brown speck disebabkan bran atau lembaga yang ikut tergiling bersama gandum, sedangkan black speck disebabkan benda asing yang ikut tergiling (misalnya: potongan kaki serangga, potongan kayu, potongan kawat, logam, kerikil, dan kutu). Pemeriksaan dilakukan dengan mikroskop.
11. Kadar Pati (Starch)
Starch atau kadar pati adalah bagian dari karbohidrat. Kadar pati yang terdapat pada semolina adalah 60 – 68%.
12. Color
Color (Warna) merupakan sifat bahan yang dianggap berasal dari penyebaran spektrum sinar. Warna merupakan parameter yang penting. Gandum durum yang mempunyai kandungan xantofil tinggi akan memberikan warna kuning pada semolina. Biasanya dalam pengukuran dinyatakan dengan Yellowness Index.
13. Falling Number
Nilai falling number pada semolina berkisar antara 450 - 650 detik. Nilai ini menunjukkan aktivitas enzim α-amilase yang sangat tinggi. Jika aktivitas enzim ini terlalu tinggi dapat menurunkan kualitas pasta yang dimasak.
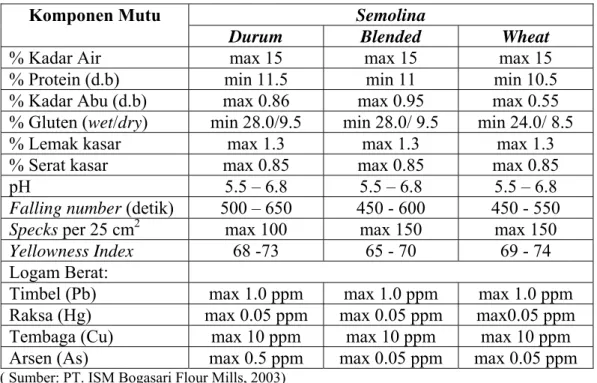
Tabel 1.2 Standar Mutu Semolina
Komponen Mutu Semolina
Durum Blended Wheat
% Kadar Air max 15 max 15 max 15
% Protein (d.b) min 11.5 min 11 min 10.5
% Kadar Abu (d.b) max 0.86 max 0.95 max 0.55 % Gluten (wet/dry) min 28.0/9.5 min 28.0/ 9.5 min 24.0/ 8.5
% Lemak kasar max 1.3 max 1.3 max 1.3
% Serat kasar max 0.85 max 0.85 max 0.85
pH 5.5 – 6.8 5.5 – 6.8 5.5 – 6.8
Falling number (detik) 500 – 650 450 - 600 450 - 550 Specks per 25 cm2 max 100 max 150 max 150 Yellowness Index 68 -73 65 - 70 69 - 74 Logam Berat:
Timbel (Pb) max 1.0 ppm max 1.0 ppm max 1.0 ppm Raksa (Hg) max 0.05 ppm max 0.05 ppm max0.05 ppm Tembaga (Cu) max 10 ppm max 10 ppm max 10 ppm Arsen (As) max 0.5 ppm max 0.05 ppm max 0.05 ppm ( Sumber: PT. ISM Bogasari Flour Mills, 2003)