2.1 Disiplin Teknik Industri 2.1.1 Definisi tentang Industri
Secara definitif industri bisa diartikan sebagai suatu lokasi / tempat dimana aktivitas produksi akan diselenggarakan, sedangkan aktivitas produksi bisa dinyatakan sebagai sekumpulan aktivitas yang diperlukan untuk mengubah satu kumpulan masukan (human re-sources, materials, energy, informasi, dll) menjadi produk keluaran (finished product atau service) yang memiliki nilai tambah.
Sering kali dijumpai pengertian yang salah didalam mengartikan industri yaitu adanya anggapan bahwa industri akan selalu menghasilkan produk – produk nyata (benda fisik).
2.1.2 Historikal Disiplin Teknik Industri
Teknik Industri, istilah ini diterjemahkan dari kata Industrial Engineering sebagai suatu disiplin ilmu keteknikan yang baru, lahir melalui suatu proses evolusi yang lama sejak Revolusi Industri yang berlangsung sekitar dua abad lampau.
Disiplin ataupun profesi Teknik Industri maupun Teknik dan Manajemen Industri dalam hal ini diharapkan mampu menyiapkan tenaga ahli dan terampil didalam mengelola sistem produksi atau sistem industri yang melibatkan komponen –
komponen manusia, material, mesin / fasilitas produksi lainnya, energy dan informasi secara integral.
Dalam perubahan pola produksi yang memiliki kecendurangan untuk mengaplikasikan teknologi yang semakin canggih, maka disiplin teknik industri dalam hal ini mencoba menganalisis interaksi antara sistem manusia-mesin secara seimbang dan mengupayakan peningkatan produktivitas secara optimal.
2.1.3 Definisi Disiplin Teknik Industri
Disiplin Teknik Industri bisa diartikan sebagai keahlian teknik (engineering) yang berfungsi untuk merancang (design) fasilitas – fasilitas produksi seperti pemilihan proses manufakturing, perencanaan fasilitas (lokasi, layout, dll) dan tata cara berproduksi (methods engineering).
Secara umum dikenal dua aliran dalam disiplin Teknik Industri yaitu aliran Teknik Industri tradisional dan aliran Teknik modern. Aliran tradisional lebih menitik-beratkan perhatiannya pada hal – hal yang bersifat praktis nyata berupa pemecahan masalah – masalah yang dibatasi oleh dinding – dinding industry.
Selanjutnya aliran teknik industri modern cenderung menekankan aplikasinya pada hal – hal yang bersifat teoritis dan abstrak. Istilahnya adalah keterlibatan dalam masalah – masalah yang tidak dibatasi oleh dinding – dinding industri.
2.1.4 Funsi Teknik Industri (Industrial Engineering)
Fungsi dari department ini adalah untuk menetapkan metoda kerja dan waktu standard untuk setiap aktivitas produksi. Maksud dari penetapanmetoda kerja disini adalah untuk mendapatkan cara terbaik untuk melaksanakan suatu tugas dan kemudian menstadardkannya.
2.2 Perancangan Teknik atau Desain Teknik 2.2.1 Definisi Desain Teknik
Desain teknik adalah seluruh aktivitas untuk membangun dan mendefinisikan solusi bagi masalah yang tidak dapat dipecahkan sebelumnya, atau solusi baru bagi berbagai masalah yang sebelumnya telah dipecahkan namun dengan cara yang berbeda. Perancangan teknik menggunakan kemampuan intelektual untuk mengaplikasikan pengetahuan ilmiah dan memastikan agar produknya sesuai dengan spesifikasi desain produk yang disepakati, namun tetap dapat dipabrikasi dengan metode optimum (Ken Hurst, 2006:4).
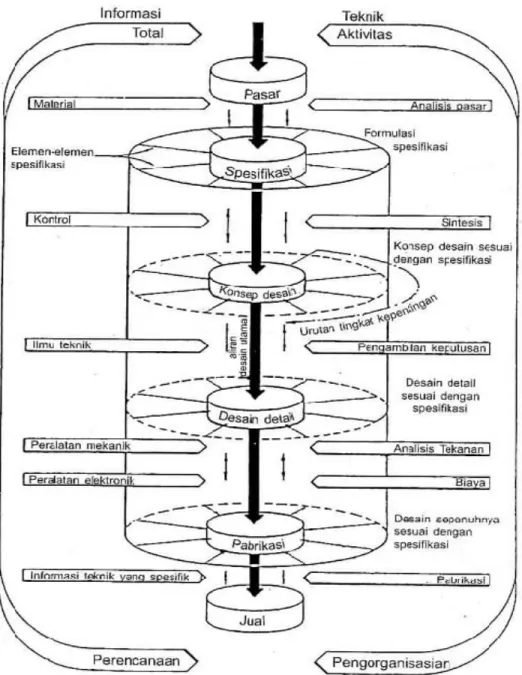
2.2.2 Proses Desain Teknik
Proses desain teknik dalam bentuknya yang paling sederhana adalah proses pemecahan masalah. Tujuan merekomendasi pemakaian suatu proses desain formal adalah untuk mendukung perancang dengan menyediakan suatu kerangka kerja atau metodologi (Ken Hurst, 2006:8).
Gambar 2.2.1 Tahap – tahap process perancangan desain
Suatu pendekatan yang sistematis memungkinkan dokumentasi yang jelas dan logis atas perkembangan desain. Hal ini akan berguna jika produk tersebut akan dikembankan lebih lanjut dan didesain ulang di kemudian hari.
Penjelasan untuk tahap – tahap perancangan tersebut adalah sebagai berikut : • Spesifikasi,
Untuk menyusun suatu spesifikasi yang lengkap dan detail mengenai masalah tersebut, dilakukan banyak penyelidikan awal, seperti melakukan survey dilapangan dan investigasi terhadap alat asah tersebut.
• Konsep Desain,
Setelah mendefinisikan spesifikasi, tahap berikutnya adalah merumuskan alternatif konsep – konsep setelah brainstorming dan pertimbangan berbagai konsep.
• Desain Detail,
Setelah mengambil keputusan dan konsep tersebut, investigasi lebih lanjut diperlukan, dengan menggunakan berbagai ilmu teknik dan pengetahuan material.
• Pabrikasi,
Segera setelah tahap desain detail tersebut selesai, fase konstruksi dapat dimulai. Fase ini dapat disamakan dengan pabrikasi prototipe sebelum produksi massal suatu produk.
2.2.3 Prinsip – prinsip proses desain teknik
Menurut Ken Hurst (2006:14) prinsip – prinsip dalam proses desain teknik adalah sebagai berikut :
• Iterasi,
Kemajuan dalam mencari suatu solusi harus melibatkan semua tahap – tahap yang diidentifikasikan dalam urutan, tetapi dibutuhkan banyak iterasi atau tinjauan kebelakang. Ini merupakan sifat alami desain teknik.
• Kompromi,
Suatu solusi tunggal yang sempurna jarang terjadi, dan solusi terbaik yang dapat dicapai merupakan solusi optimum hasil kompromi, yaitu desain yang paling memuaskan pelanggan.
• Kompleksitas,
Ilmu teknik merupakan suatu teknologi, bukan ilmu pengetahuan, jadi penerapan ilmu teknik juga meliputi pemahaman pentingnya komunikasi, kerjasama tim, manajemen proyek dan ergonomik yang tidak dapat diremehkan. • Tanggung Jawab,
terdapat banyak potensi kegagalan karena kelalaian atau kesalahan, dan ’produk’ akhir yang aman dan benar, kesemuanya menjadi tanggung jawab perancang teknik profesional.
• Penyederhanaan,
Secara umum solusi paling sederhana adalah solusi yang terbaik, dan semua ahli teknik profesional mencari solusi – solusi yang sederhana dan elegan.
2.2.4 Perancangan Komponen Benda Kerja
Suatu desain benda kerja akan memiliki kaitan erat dengan proses manufacturing yang harus berlangsung untuk merealisir benda kerja tersebut, sehingga cukup beralasan pada saat merancang suatu benda kerja harus pula dipikirkan untuk mencari cara yang termudah dan termurah didalam proses manufakturingnya.
Menurut Sritomo (2008:97) berikut adalah langkah – langkah dalam memperbaiki rancangan produknya :
1. Mengurangi jumlah komponen/bagian yang tidak siginifikan dan mempengaruhi fungsi produk secara keseluruhan.
2. Mengurangi jumlah operasi kerja terutama yang berkaitan dengan proses pemindahan bahan.
3. Menggunakan komponen – komponen produk yang standard dengan toleransi dan spesifikasi teknis yang dipilih secara tetap.
4. Desain harus dipikirkan tidak saja dari aspek estetika akan tetapi yang lebih penting adalah kemudahan untuk pembuatannya baik untuk permesinan ataupun perakitan.
2.2.5 Pemilihan Bahan Baku (Material)
Menurut Sritomo (2008:97) kemampuan untuk memilih dan menggunakan material yang tepat sangat mutlak untuk dilakukan. Ada enam pertimbangan dalam pemilihan produk, antara lain :
1. Pilih dan dapatkan material yang tidak terlalu mahal.
2. Pilih dan dapatkan material yang mudah untuk diproses (machine ability)
3. Gunakan material seefisien mungkin dengan mempertimbangkan bahwa sebagian besar material yang akan dikontribusikan untuk finished product bukannya scrap 4. Apabila dimungkinkan maka gunakan material bekas/sisa
5. Pergunakan supplies material dan perkakas secara ekonomis
6. Material yang digunakan harus standard dan yang umum digunakan
2.2.6 Penetapan Proses Manufakturing
Menurut Sritomo (2008:98) untuk memperbaiki proses manufacturing yang dilaksanakan maka pengamatan diarahkan ke hal – hal berikut :
1. Apabila akan merubah operasi kerja maka harus diperhatikan pula efeknya terhadap operasi lain.
2. Mekanisasi setiap manual operasi yang mungkin bisa dilakukan
3. Pergunakan fasilitas dan peralatan kerja yang lebih efisien di dalam proses yang akan dilaksanakan
4. Operasikan fasilitas kerja yang ada secara efektif sesuai dengan spesifikasinya yang dimiliki seperti halnya memilih pemakanan (feeds) dan kecepatan potong
2.2.7 Perencanaan Proses Set-up mesin dan perkakas
Untuk mempercepat proses persiapan (setting-up) maka akan sangat
membantu sekali aplikasi dari jigs dan fixture khususnya untuk produksi massal (Sritomo, 2008:98).
2.2.8 Perbaikan Kondisi lingkungan kerja
Menurut Sritomo (2008:98) tugas dari method engineering analisis adalah juga mengadakan area kerja yang baik ditinjau dari safety dan kenyamanannya. Kondisi kerja yang ideal diharapkan mampu memberikan kondisi – kondisi kerja seperti :
1. Memperbaiki safety record
2. Mengurangi absenteism dan ketidak – disiplinan kerja lainnya 3. Meningkatkan moral kerja karyawan
4. Meningkatkan produktivitas kerja
2.2.9 Perancangan perkakas dan peralatan untuk proses produksi
Perancangan perkakas potong (tool design) dimaksudkan untuk memperoleh perkakas yang efektif dan ekonomis (efisien) pada saat digunakan untuk melaksanakan operasi pemotongan. Selain perancangan perkakas potong, maka hal lain yang perlu diperhatikan dan didesain sebaik-baiknya adalah perkakas pembantu seperti jig dan fixture yang berguna untuk mempercepat proses set-up ataupun
handling dalam operasi manufakturing. Pemakaian jig umumnya untuk kegiatan
operasi pembuatan lubang (drilling) (Sritomo, 2003:48).
2.3 Pemesinan Dengan Banyak Titik Potong
Dalam pemesinan dengan banyak titik potong, setidaknya ada dua tipe sisi potong dari satu alat iris yang bekerja secara simultan (John A. Schey, 2009:512). 2.3.1 Pengeboran (Drilling)
Lubang merupakan fitur hasil pemesinan yang paling banyak ditemukan. Ada dua metode pembuatan lubang yang dalam, yang didasarkan pada teknik – teknik titik potong tunggal yaitu twist drill dan spade drill. Sebagian besar lubang dibuat dengan menggunakan alat iris dengan dua sisi potong, yaitu twist drill dan umur alat iris ini sering kali memiliki pengaruh signifikan pada biaya total.
Twist drill memiliki beberapa keuntungan :
1. Dua tepi sisi potongnya memberikan proses pemotongan yang lebih effisien 2. Gaya potong yang diberikan seimbang
3. Lis pembatas yang kecil pada permukaan silinder akan memberikan pemanduan
Spade drill atau drill penggali dengan berbagai konfigurasi cocok untuk
membuat lubang dengan diameter berapa pun dan apabila terbuat dari karbida, juga cocok untuk bahan – bahan yang keras. Drill jenis ini memotong dengan lebih pelan dan tidak ada pemandu dari uliran, sehingga drill jenis ini tidak cocok untuk membuat lubang yang dalam (John A. Schey, 2009:514).
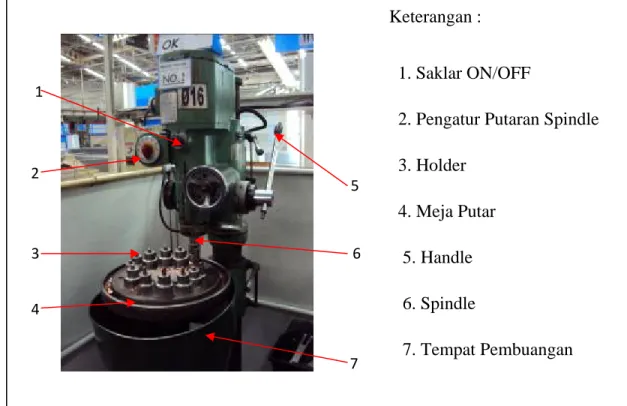
Gambar 2.3.1 Bagian Mesin Asah Elektroda Cup Tip
2.3.2 Mesin Asah elektroda cup tip ø 16 mm
Mesin asah elektroda cup tip Ø 16 mm adalah mesin drilling yang masuk kedalam golongan spade drill dengan memiliki kapasitas drilling sebesar 380mm. Mesin ini digunakan untuk mengasah elektroda cup tip Ø 16 mm yang telah aus dan kemudian setelah diasah menghasilkan elektroda cup tip Ø 16 mm yang sesuai dengan standard (John A. Schey, 2009:514).
2.3.2.1 Bagian Mesin Asah
Mesin asah elektroda cup tip Ø 16 mm ini terdiri dari 7 bagian, secara umum adalah sebagai berikut :
Keterangan :
1. Saklar ON/OFF
2. Pengatur Putaran Spindle 3. Holder 4. Meja Putar 5. Handle 6. Spindle 7. Tempat Pembuangan 1 2 3 4 5 7 6
Keterangan :
1. Saklar ON/OFF
Berfungsi untuk menyalurkan dan atau memutuskan arus listrik sehingga
spindle pada mesin berputar atau berhenti.
2. Pengatur Putaran Spindle
Berfungsi untuk mengatur kecepatan putaran spindle pada mesin asah elektroda cup tip.
3. Holder
Berfungsi sebagai tempat meletakkan elektrode cup tip yang sedang dan sebelum diasah.
4. Meja Putar
Berfungsi sebagai penompang holder dan dapat memutar untuk mempermudah pengasahaan secara massal.
5. Handle
Berfungsi untuk menurunkan spindle mendekat ke arah elektroda yang telah terpasang pada holder.
6. Spindle
Berfungsi sebagai tempat cutter untuk mengasah elektroda yang berputar sesuai kecepatan yang telah diatur.
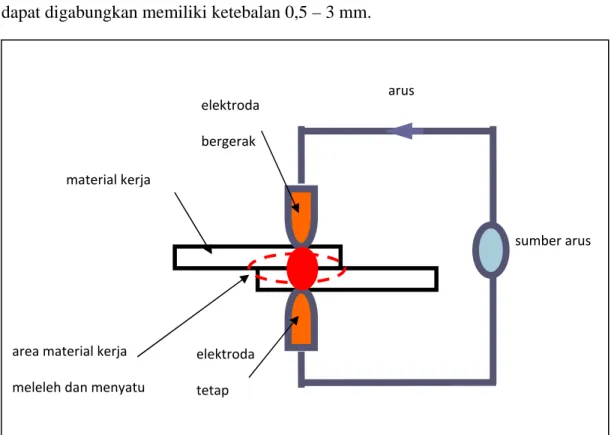
Gambar 2.4.1 Proses Spot Welding
7. Tempat Pembuangan
Berfungsi sebagai tempat pembuangan scrap sisa - sisa hasil pengasahan agar tidak beserakan.
2.4 Gambaran umum tentang spot welding & elektroda cup tip Ø 16 mm 2.4.1 Pengenalan Spot Welding ( Pengelasan Titik )
Spot welding ( pengelasan titik ) adalah proses penggabungan antara dua atau
lebih material logam secara permanen yang diapit oleh elektroda yang secara lokal dipanaskan dengan berkonsentrasi arus dan kekuatan las ke daerah yang relatif kecil, dan bertekanan dengan elektroda pada saat yang sama. Pada proses ini material yang dapat digabungkan memiliki ketebalan 0,5 – 3 mm.
elektroda bergerak arus sumber arus material kerja area material kerja meleleh dan menyatu elektroda tetap
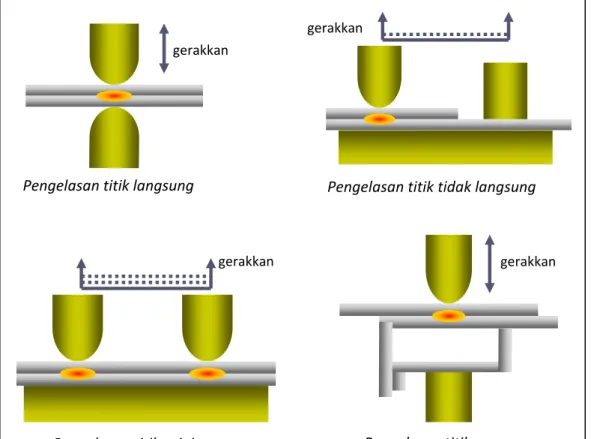
Gambar 2.4.2 Macam – Macam Pengelasan Titik
Adapun macam – macam cara pengelasan titik, sebagai berikut : 1. Pengelasan titik langsung
2. Pengelasan titik tidak langsung 3. Pengelasan titik sejajar
4. Pengelasan titik rongga
2.4.2 Pengenalan Elektroda Cup Tip
Elektroda cup tip adalah tool atau alat yang digunakan untuk proses terjadinya
nugget atau gumpalan. Material elektroda yang digunakan terdiri dari dua kelompok,
yaitu : gerakkan Pengelasan titik tidak langsung Pengelasan titik rongga gerakkan gerakkan gerakkan Pengelasan titik langsung Pengelasan titik sejajar
Gambar 2.4.4 Siklus Air Dalam Elektroda cup tip Gambar 2.4.3 Elektroda Cup Tip Ø 16 mm
1. Paduan tembaga, dan
2. Komposisi logam tahan api seperti kombinasi tembaga dan tungsten. Kombinasi tembaga dan tungsten memiliki tingkat aus yang tinggi, sehingga banyak digunakan dalam proses manufaktur. Elektroda akan mengalami keausan secara bertahap bila digunakan secara berulang – ulang. Dalam praktek, elektroda didesain dengan saluran air pendingin.
Air
Air
Elektroda Material
Gambar 2.4.5 Elektroda Cup Tip Ø 16 mm sesuai standar
Gambar 2.4.6 Elektroda Cup Tip Ø 16 mm tidak sesuai standar
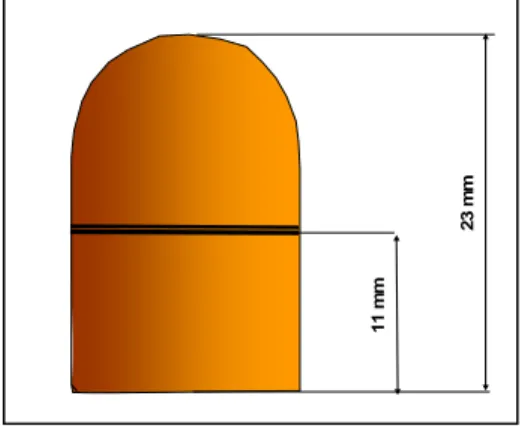
Kebutuhan akan elektroda cup tip harus sesuai dengan kebutuhan standar dari tinggi elektroda cup tip Ø 16 mm yaitu memiliki tinggi lebih dari 17 mm.
Adapun elektroda cup tip dengan tinggi yang tidak sesuai dengan standar yang tidak layak untuk digunakan kembali untuk proses spot welding yaitu elektroda
cup tip yang memiliki tinggi keseluruhan sama dengan atau kurang dari 17 mm.
2.5 Proses Pengasahan
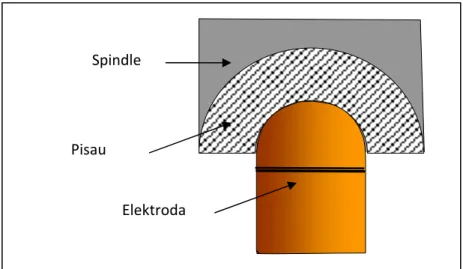
Pengasahan elektroda cup tip diperlukan karena adanya elektroda cup tip yang mengalami deformasi / aus pada bagian ujung elektroda. Proses pengasahan terjadi ketika spindle turun dan pisau yang terdapat di dalam spindle menyentuh
23 m m 11 m m 17 m m 11 m m
Gambar 2.5.1 Proses Pengasahan Elektroda Cup Tip
Gambar 2.5.2 Pisau Pemotong
elektroda cup tip sehingga mengikis sebagian dari permukaan elektroda cup tip yang mengalami deformasi pada bagian ujung sampai seluruh bagian deformasi hilang.
Pada proses pengasahan dibutuhkan pisau dengan material pisau adalah HSS
(High Speed Steel) sebagai pemotong untuk mengikis sebagian elektrode cup tip yang
mengalami deformasi pada bagian ujung, pisau tersebut memiliki bentuk setengah lingkaran, sesuai dengan ukuran elektrode cup tip tersebut.
Elektroda Pisau
2.6 Sistem Pneumatik
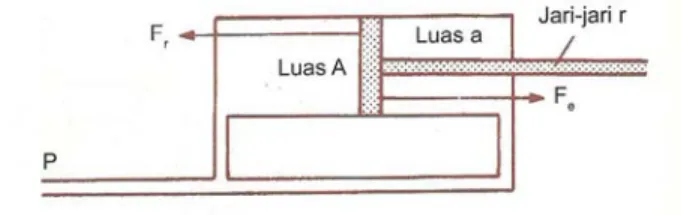
Aktuator dasar adalah sebuah silinder, dengan gaya maksimum pada poros akan ditentukan oleh tekanan udara dan luas penampang piston. Tekanan operasi dalam sistem pneumatik biasanya adalah 10 bar, tekanan yang tipikal dan tekanan sebesar itu dapat mengangkat 10 kg cm2 luasan piston (Andrew Parr, 2003:6).
Tenaga dari udara yang bertekanan atau sering juga disebut tenaga pneumatik diubah menjadi gerakan garis lurus dan gerakan putar oleh silinder pneumatik dan motor pneumatik. Besarnya tenaga yang dapat ditimbulkan tergantung dari besarnya tekanan, luas penampang silinder, serta gesekan yang timbul antara dinding dalam silinder dengan kulit luar toraknya.
Udara juga mengandung uap air dalam jumlah besar. Sebelum dapat digunakan, udara harus didinginkan, dan ini menyebabkan kondensasi (Andrew Parr, 2003:7).
2.6.1 Katup Kontrol
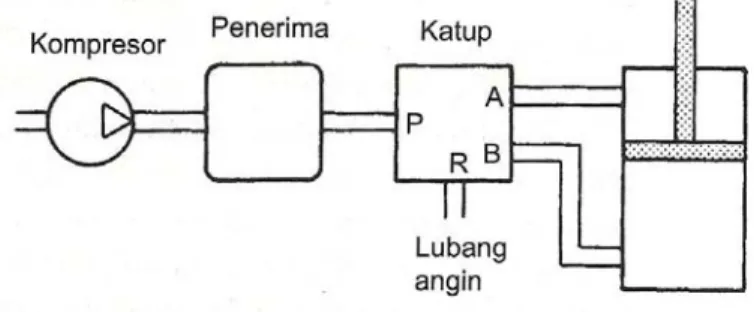
Sistem Pneumatik membutuhkan katup kontrol untuk mengarahkan dan mengatur aliran fluida dari kompressor ke berbagai peralatan beban.
Walaupun katup – katup digunakan untuk berbagai tujuan, pada dasarnya hanya terdapat dua jenis katup. Sebuah katup posisi infinit dapat mengambil posisi
Gambar 2.6.1 Sistemmatika proses kerja system pnuematik
Gambar 2.6.2 Katub Pneumatik dengan lubang angin
manapun di antara posisi terbuka dan tertutup dan oleh sebab itu dapat digunakan untuk memodulasi aliran atau tekanan.
Koneksi ke suatu katup dinamakan ’port’. Karena itu sebuah katup on/off sederhana mempunyai dua port. Namun kebanyakan katup kontrol mempunyai empat port yang ditunjukkan dalam bentuk pneumatik. Beban dihubungkan ke port yang dinamakan A, B dan pasokan tekanan (dari pompa atau kompresor) ke port P. Dalam katup pneumatik udara balik dilepas dari port P (Andrew Parr, 2003:82).
Dalam sistem pneumatik, jaringan biasanya melepas udara ke atmosfer secara langsung di katup, seperti yang ditunjukkan oleh port R.
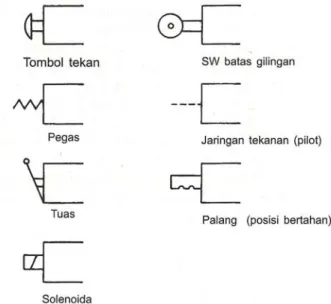
Gambar 2.6.3 Simbol – simbol aktuasi
Gambar 2.6.4 Jenis Katub Popet
Simbol – simbol aktuasi (pergerakan).
2.6.1.1 Jenis katup kontrol Katup Popet
Pada sebuah katup popet, cakram sederhana, kerucut, atau bola digunakan bersama dengan dudukan katup mengontrol aliran. Simbol sebuah katup umumnya berupa tipe tertutup 2/2 sederhana, yang dengan menekan tombol mengangkat bola dari dudukannya dan memungkinkan fluida mengalir dari port P ke port A. Bila tombol dilepas, maka pegas dan tekanan fluida mendorong bola ke atas kembali dan menutup katup (Andrew Parr, 2003:87).
Gambar 2.6.5 Aktuator Linier
2.6.2 Aktuator
Suatu sistem pneumatik umumnya berhubungan dengan gerakan, penjepitan gaya pada sebuah obyek. Peralatan yang benar-benar memenuhi sasaran ini dinamakan aktuator (Andrew Parr, 2003:124).
Aktuator linier, seperti yang tersirat dari namanya, digunakan untuk
memindahkan objek atau menerapkan sebuah gaya dalam saluran yang lurus. Aktuator rotari adalah ekuivalen hidrolik dan pneumatik dari sebuah motor listrik.
2.6.2.1 Aktuator Linier
Aktuator Linier dasar adalah silinder, atau ram (piston). Gaya yang diberikan
oleh sebuah piston bergantung pada luas dan tekanan yang diberikan.
Kecepatan silinder dutentukan oleh volume fluida yang dihantarkan padanya. 2.6.2.2 Konstruksi Silinder
Stroke sebuah silinder sederhana harus kurang dari panjang laras, yang menghasilkan paling baik sebuah rasio dikembangkan/disusulkan sebesar 2 : 1. Untuk melakukan pengembangan fluida diaplikasikan ke port A. Fluida diaplikasikan ke dua
Gambar 2.6.6 Konstruksi Silinder
sisi piston 1 melalui port X dan Y, tetapi perbedaan luasan antara sisi-sisi piston 1 menyebabkan piston bergerak ke kanan.
Untuk menyusut, fluida diaplikasikan ke port B. Dibutuhkan suatu hubungan fleksibel untuk port ini. Bila piston 2 digerakkan penuh ke kiri, maka port Y sekarang dihubungkan ke port B, dengan menggunakan tekanan ke sisi kanan piston 1 yang menyusut (Andrew Parr, 2003:132).
2.6.2.3 Kontrol Kecepatan
Kecepatan operasi sebuah aktuator ditentukan oleh laju aliran fluida dan luas aktuator (untuk silinder) atau perpindahan (untuk motor). Dimensi fisis sebuah aktuator biasanya tetap, sehingga kecepatan dikontrol dengan mengontrol aliran fluida dengan aktuator (atau membatasi aliran). Kecepatan aktuator rotari juga dapat
2.6.2.4 Kontrol Proses Pneumatik
Banyak cara kerja kontrol proses orisinil yang didasarkan pada peralatan pneumatik, dengan berbagai sinyalnya yang direpresentasikan oleh tekanan pneumatik (Andrew Parr, 2003:178).
Mungkin mengejutkan, bahwa kontrol proses pneumatik tidak pernah digantikan oleh teknologi elektronik dan mikroprosesor. Jadi, tidak percuma kita melihat apa penyebab popularitasnya. Yang pertama dan yang paling penting adalah keamanan. Kebanyakan proses kontrol dilakuakan dalam pabrik kimia atau petrokimia, di mana lingkungan bahan mudah meledak adalah biasa. Biasa digunakan sinyal elektrik, maka harus diberikan pengawasan yang besar untuk menjamin tidak terjadinya kekeliruan yang dapat menyebabkan bunga api, yang dapat menyalakan suatu ledakan. Sebuah sistem pneumatik hanya mengandung udara, sehingga sistem pneumatik tidak menghadirkan bahaya pada kondisi seperti ini.
Banyak peralatan dalam loop, dalam kasus apapun dilengkapi paling baik oleh teknik pneumatik. Walaupun aktuator elektrik tersedia, kebanyakan katup digerakkan oleh sinyal pneumatik bahkan bila transduser dan pengontrolnya adalah elektronik.
2.6.2.5 Aplikasi Pengurutan
Kontrol proses pneumatik juga berhubungan dengan pengurutan (sequencing),
Gambar 2.6.7 Kontrol Proses Pneumatik
urutan yang serderhana atau dengan urutan yang ditentukan oleh sensor. Sirkuit ekuivalen elektrik dibentuk dengan relai-relail, logik zat padat atau pengontrol yang dapat diprogram.
Suatu contoh sederhana sistem pengurutan pneumatik, dimana sebuah piston berosilasi secara kontinu antara dua saklar batas yang dioperasikan dengan pilihan LS1 dan LS2.
Waktu seringkali digunakan untuk mengontrol urutan (misalnya, mengisi sebuah komponen, tunggu lima sekon, isi komponen berikutnya) (Andrew Parr, 2003:200).
Gambar 2.6.8 Konstruksi Silinder Penggerak Tunggal
2.6.3 Silinder Penggerak Tunggal
Silinder kerja tunggal mempunyai seal piston tunggal yang dipasang pada sisi suplai udara bertekanan. Pembuangan udara pada sisi batang piston silinder dikeluarkan ke atmosfir melalui saluran pembuangan. Jika lubang pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan masuknya partikel halus dari debu ke dalam silinder yang bisa merusak seal.
Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan udara yang akan dibuang pada saat silinder gerakan keluar dan gerakan akan menjadi tersentak-sentak atau terhenti. Seal terbuat dari bahan yang fleksibel yang ditanamkan di dalam piston dari logam atau plastik. Selama bergerak permukaan seal bergeser dengan permukaan silinder.
Dengan memberikan udara bertekanan pada satu sisi permukaan piston, sisi yang lain terbuka ke atmosfir. Silinder hanya bisa memberikan gaya kerja ke satu arah . Gerakan piston kembali masuk diberikan oleh gaya pegas yang ada didalam silinder direncanakan hanya untuk mengembalikan silinder pada posisi awal dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa beban.
Pada silinder kerja tunggal dengan pegas, langkah silinder dibatasi oleh panjangnya pegas. Oleh karena itu silinder kerja tunggal dibuat maksimum langkahnya sampai sekitar 80 mm.
2.6.4 Silinder Penggerak Ganda
Konstruksi silinder kerja ganda adalah sama dengan silinder kerja tunggal, tetapi tidak mempunyai pegas pengembali. Silinder kerja ganda mempunyai dua saluran (saluran masukan dan saluran pembuangan). Silinder terdiri dari tabung silinder dan penutupnya, piston dengan seal, batang piston, bantalan, ring pengikis dan bagian penyambungan.
Keterangan :
1. Batang / rumah silinder
2. Saluran masuk 3. Saluran keluar 4. Batang piston 5. Seal 6. Bearing 7. Piston
Biasanya tabung silinder terbuat dari tabung baja tanpa sambungan. Untuk memperpanjang usia komponen seal permukaan dalam tabung silinder dikerjakan dengan mesin yang presisi. Untuk aplikasi khusus tabung silinder bisa dibuat dari aluminium , kuningan dan baja pada permukaan yang bergeser dilapisi chrom keras. Rancangan khusus dipasang pada suatu area dimana tidak boleh terkena korosi.
Penutup akhir tabung adalah bagian paling penting yang terbuat dari bahan cetak seperti aluminium besi tuang. Kedua penutup bisa diikatkan pada tabung silinder dengan batang pengikat yang mempunyai baut dan mur.
Batang piston terbuat dari baja yang bertemperatur tinggi. Untuk menghindari korosi dan menjaga kelangsungan kerjanya, batang piston harus dilapisi chrom.
Ring seal dipasang pada ujung tabung untuk mencegah kebocoran udara.
Bantalan penyangga gerakan batang piston terbuat dari PVC, atau perunggu. Di depan bantalan ada sebuah ring pengikis yang berfungsi mencegah debu dan butiran kecil yang akan masuk ke permukaan dalam silinder.
Dengan memberikan udara bertekanan pada satu sisi permukaan piston (arah maju), sedangkan sisi yang lain (arah mundur) terbuka ke atmosfir, maka gaya diberikan pada sisi permukaan piston tersebut sehingga batang piston akan terdorong keluar sampai mencapai posisi maksimum dan berhenti. Gerakan silinder kembali masuk, diberikan oleh gaya pada sisi permukaan batang piston (arah mundur) dan sisi permukaan piston (arah maju) udaranya terbuka ke atmosfir.
Keuntungan silinder kerja ganda dapat dibebani pada kedua arah gerakan batang pistonnya. Ini memungkinkan pemasangannya lebih fleksibel. Gaya yang diberikan pada batang piston gerakan keluar lebih besar daripada gerakan masuk. Karena efektif permukaan piston dikurangi pada sisi batang piston oleh luas permukaan batang piston silinder aktif adalah dibawah kontrol suplai udara pada kedua arah gerakannya. Pada prinsipnya panjang langkah silinder dibatasi, walaupun faktor lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan. Seperti silinder kerja tunggal, pada silinder kerja ganda piston dipasang dengan seal jenis cincin O atau membran.
Tabel 2.6.1 Macam ‐ Macam Silinder Penggerak Ganda
2.7 Rangkaian elektronika
Jika kita membongkar salah satu produk elektronika, maka didalamnya kita akan melihat sederetan benda – benda yang kelihatannya asing yang terpasang pada suatu papan rangkaian tercetak. Benda – benda tersebut terlihat ada yang berbentuk bulat panjang, persegi empat, ada yang dipilih dan ada pula yang bentuknya unik. Benda – benda tersebut letaknya berderet dan tersusun rapi dan nampak menarik untuk dipandang mata. Jika kita amati benda – benda unik yang kelihtannya asing ini sebenarnya tidak lain adalah yang dinamakan komponen elektronika seperti resistor,
Gambar 2.7.1 Rangkaian Elektronika
kapasitor, dioda, transistor, IC (Integrated Circuit) dan komponen – komponen
lainnya yang akan menjadi bahan pembahasan selanjutnya.
Dari pembahasan tadi dapat disimpulkan bahwa rangkaian elektronika dapat diartikan demikian, rangkaian elektronika adalah suatu rangkaian yang terdiri dari bermacam – macam komponen elektronika yang disusun sedemikian rupa agar dapat berfungsi sesuai dengan keinginan si penciptanya (Dedy Rusmadi, 2007:3).
Pada dasarnya dalam bidang elektronika terutama didalam praktek rangkaian elektronika pada umumnya semua komponen tidak digambarkan dalam bentuk wujud nyata tetapi dituangkan dalam bentuk gambar skema.
Gambar 2.7.2 Relay
Seperti terlihat pada gambar diatas, semua komponen tidak digambarkan secara nyata, akan tetapi dituangkan dalam bentuk kode, simbol, lambang, dan tanda – tanda lainnya yang masing – masing mempunyai arti tertentu.
2.7.1 Mengenal komponen Elektronika
Untuk memulai pembuatan rangkaian elektronika tentunya kita harus mengetahui bentuk dan wujud nyata dari komponen yang akan dipasang.
Pada umumnya setiap jenis komponen dibuat bermacam – macam ukuran oleh pabrik pembuatnya disesuaikan dengan kebutuhan yang diperlukan oleh sebuah rangkaian (Dedy Rusmadi, 2007:8).
Berikut akan dijelaskan bermacam – macam komponen elektronika yang biasa digunakan dalam aplikasi rangkaian elektronika.
2.7.1.1 Relay
Menurut Dedy Rusmadi, (2007:46) fungsi dari relay adalah untuk menghubungkan dan memutuskan suatu hubungan seperti saklar, namun bekerjanya secara otomatis. Bentuk fisik relay adalah seperti gambar di bawah ini.
2.7.1.2 Lampu Rotary
Lampu rotary banyak dipakai sebagai lampu indikator yang dipasang pada panel bagian depan suatu peralatan elektronika. Lampu dipakai bukan hanya sekedar alat penerangan saja, dengan menambahkan rangkaian elektronika lampu dapat dibuat menjadi berbagai macam variasi seperti lampu otomatis atau lampu peringatan tanda bahaya (Rotary Lamp). (Dedy Rusmadi, 2007:47).
2.7.1.3 Lampu LED
Sesuai dengan namanya LED (Light Emitting Dioda) lampu LED ini sebenarnya bukan lampu biasa tetapi termasuk jenis komponen diode. Lampu ini memiliki beberapa keistimewaan misalnya pengguanaan arusnya sangat kecil, penggunaan arusnya arus DC dan akan mengeluarkan cahaya yang beraneka ragam, misalnya merah, putih, kuning dan hijau bila dialiri aliran listrik. Karena lampu ini memiliki 2 buah kaki anoda dan katoda, maka dalam pemasangannya harus diperhatikan kaki – kakinya jangan sampai terbalik, kemudian dalam pemasangannya harus menggunakan tahanan depan. (Dedy Rusmadi, 2007:53). Bentuknya seperti gambar berikut.
Gambar 2.7.4 Saklar Toggle
2.7.1.4 Switch atau Saklar
Menurut Dedy Rusmadi, (2007:50) Fungsi saklar didalam suatu rangkaian elektronika adalah untuk memutuskan dan menghubungkan arus listrik yang berasal dari sumber listrik arus bolak – balik (AC) maupun arus searah (DC).
Dalam prakteknya kita mengenal bermacam – macam saklar diantaranya adalah :
1. Saklar Toggle
Saklar toggle termasuk saklar yang banyak dipergunakan dalam pembuatan rangkaian elektronika terutama dalam pembuatan rangkaian power supply.
2. Saklar Push Button
Sesuai dengan namanya fungsi dari saklar ini adalah untuk memutuskan atau menghubungkan aliran listrik dengan cara ditekan bagian tombolnya. Sesuai dengan penggunaanya, tersedia bermacam – macam bentuk saklar ini, diantaranya sebagai berikut.
Gambar 2.7.5 Saklar Push Button
Gambar 2.7.6 Saklar Geser
3. Saklar Geser
Saklar jenis ini dalam bidang elektronika banyak dipergunakan dalam praktek pembuatan rangkaian power supply. Pada umumnya saklar jenis ini dipakai sebagai pemilih tegangan, misalnya 220 VAC atau 110 VAC. Bentuk fisiknya seperti berikut.
2.8 Kaizen
2.8.1 Pengertian Kaizen
pada upaya perbaikan terus-menerus. Pada penerapannya dalam perusahaan, kaizen mencakup pengertian perbaikan berkesinambungan yang melibatkan seluruh pekerjanya, dari manajemen tingkat atas sampai manajemen tingkat bawah (Jeffrey K., 2006:32).
2.8.2 Meratakan Beban Kerja (Heijunka)
Heijunka adalah meratakan produksi baik dari segi volume maupun bauran
produk. Ia tidak membuat produk berdasarkan urutan aktual dari pesanan pelanggan, yang dapat naik dan turun secara tajam, tapi mengambil jumlah total pesanan dalam satu periode dan meratakannya sehingga dibuat dalam jumlah dan bauran yang sama setiap harinya (Jeffrey K., 2006:136).
2.8.2.1 Pemborosan dalam proses kerja
Dalam proses pemerataan beban kerja, hal yang harus diperhatikan adalah pemborosan. Pemborosan dalam proses kerja akan mengganggu produktivitas kerja dan sistem produksi. Pemborosan tersebut dalam bahasa Jepang biasa disebut “Muda,
Mura, Muri” (Jeffrey K., 2006:137).
Ketiga jenis pemborosan tersebut dapat didefinisikan seperti berikut ;
1. Muda artinya tidak menambah nilai. Ini merupakan aktivitas yang tidak berguna yang memperpanjang lead time (jumlah waktu yang dibutuhkan dalam setiap 1 unit produksi), menimbulkan gerakan tambahan untuk
memperoleh komponen atau peralatan, menciptakan kelebihan persediaan, atau berakibat pada berbagai jenis waktu tunggu.
2. Mura artinya ketidakseimbangan. Di sistem produksi yang normal, kadang- kadang terdapat lebih banyak pekerjaan dibanding dengan yang dapat ditangani oleh orang atau mesin yang ada, dan pada saat yang lain hanya ada sedikit pekerjaan. Ketidakseimbangan diakibatkan oleh jadwal produksi yang tidak teratur oleh volume produksi yang berfluktuasi karena masalah internal, seperti kerusakan mesin atau kekurangan komponen atau produk cacat. Ketidakseimbangan tingkat produksi berarti perlu memiliki peralatan, material, dan orang untuk melakukan tingkat produksi yang tertinggi, bahkan bila permintaan rata-ratanya jauh lebih rendah dari itu.
3. Muri artinya memberi beban berlebih kepada orang atau peralatan. Membebani orang secara berlebih menimbulkan masalah dalam keselamatan kerjadan kualitas. Membebani peralatan secara berlebih menyebabkan kerusakan dan produk cacat.
2.9 Dasar – dasar perancangan / penelitian kerja dan kaitannya dengan upaya peningkatan produktivitas
Penelitian kerja adalah suatu aktivitas yang ditujukan untuk mempelajari prinsip – prinsip dan teknik – teknik guna mendapatkan suatu rancangan sistem kerja yang terbaik (Sritomo, 2008:11).
Gambar 2.9.1 Bagan sistematis dari Langkah – langkah penelitian kerja
Prinsip – prinsip dan teknik kerja ini digunakan untuk mengatur komponen – komponen yang ada dalam sistem kerja yang terdiri dari manusia dengan sifat dan kemampuannya, bahan baku, mesin dan peralatan kerja lainnya, serta lingkungan kerja fisik yang ada sedemikian rupa sehingga dicapai tingkat efektifitas dan efisiensi kerja yang tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang digunakan serta akibat psikologis yang ditimbulkan.
2.10 Perancangan Kerja (Job Design) : Upaya pendekatan dalam Restrukturisasi Kerja
Pendayagunaan secara efektif tentang fungsi dan peran manusia sebagai komponen dalam suatu sistem produksi haruslah melalui pertimbangan yang seksama pada perancangan kerja (Job design) dilaksanakan .
Menurut Sritomo (2008:42) dalam memainkan perannya, manusia umumnya akan bertanggung jawab untuk tiga fungsi dasar berikut :
1. Menerima data/informasi mengenai apa yang harus dikerjakan atau pun perlu segera diambil tindakan. Informasi dalam hal ini diterima melalui organ visual ataupun pendengaran audio
2. Mengolah informasi, membentuk persepsi dan membuat keputusan berdasarkan informasi yang diterima – baik yang dilihat dan/atau yang diterima – melalui indera yang dimiliki dan yang tersimpan dalam memorinya
3. Melakukan tidakan sesuai dengan keputusan yang diambil dengan melakukan berbagai macam aktivitas fisik ataupun mental.
2.10.1 Spesialisasi kerja
Dalam perancangan kerja, langkah-langkah pokok yang harus diambil adalah merumuskan secara spesifik aktivitas-aktivitas – baik mental maupun fisik – yang harus dilakukan seseorang dan tanggung jawab/wewenang untuk merencanakan atau mengendalikan aktivitas tersebut. Dalam proses perancangan kerja ini, seorang pekerja tidaklah hanya dilihat semata-mata seperti “mesin” yang rasional/eksak sekedar melakukan apa-apa yang diperintahkan untuk dikerjakan, mengatur dan mnegendalikan aktivitas – aktivitas itu sendiri (Sritomo, 2008:44).
Manfaat spesialisasi kerja adalah sebagai berikut:
• Mengurangi waktu belajar (learning time) untuk penyelesaian aktivitas-aktivitas tertentu.
• Waktu pelatihan (training) lebih relative singkat dan memanfaatkan tenaga “unskilled”
• Lebih ekonomis (efisien) karena waktu tidak produktif seperti setup bisa dikurangi
• Kecepatan kerja bisa dikembangkan karena disini operator dapat mengkhususkan diri pada satu atau dua jenis kegiatan saja
• Memungkinkan diaplikasikan proses mekanisasi atau otomatisasi khususnya untuk kegiatan-kegiatan yang sederhana yang harus dikerjakan secara berulang-ulang (mass production)
• Memungkinkan untuk mengelola tenaga kerja tanpa supervisor terlalu ketat
2.10.2 Prinsip-prinsip ekonomi gerakan (motion economy) sebagain landasan pokok perancangan tata cara kerja
Menurut Sritomo (2003:107) didalam menganalisa dan mengevaluasi metode kerja guna memperoleh metode kerja yang lebih efisien, maka perlu mempertimbangkan prinsip-prinsip ekonomi gerakan (the principles of motion
economy). Prinsip ekonomi gerakan ini bisa dipergunakan untuk menganalisa
untuk kegiatan-kegiatan kerja yang berlangsung secara menyeluruh dari satu stasiun kerja ke stasiun kerja lainnya.
Eliminasi kegiatan :
• Eliminasi semua kegiatan/aktivitas yang memungkinkan langkah-langkah atau gerakan-gerakan (dalam hal ini banyak berkaitan dengan aplikasi anggota badan, kaki, lengan, tangan, dan lain-lain).
• Eliminasi kondisi yang tak beraturan dalam setiap kegiatan. Letakkan segala fasilitas kerja dan material/komponen pada lokasi yang tetap.
• Eliminasi penggunaan tangan (baik satu atau keduanya) sebagai “holding device”.
• Eliminasi gerakan-gerakan yang tidak semestinya, abnormal dan lain-lain. • Eliminasi penggunaan tenaga otot untuk melaksanakan kegiatan statis atau
fixed position.
• Eliminasi waktu kosong (idle time) atau waktu menunggu (delay time) dengan membuat perencanaan/penjadwalan kerja yang sebaik-baiknya.
Kombinasi gerakan atau aktivitas kerja :
• Gantikan atau kombinasikan gerakan-gerakan kerja yang berlangsung pendek atau terputus-putus dan cenderung berubah arahnya.
• Distribusikan kegiatan dengan membuat keseimbangan kerja antara kedua tangan.
2.11 Ergonomi : Faktor manusia dalam sistem produksi
Ergonomi atau ergonomics sebenarnya berasal dari kata Yunani yaitu Ergo yang berarti kerja dan Nomos yang berarti hukum. Dengan demikian ergonomi dimaksudkan sebagai disiplin keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya (Sritomo, 2008:54).
Maksud dan tujuan disiplin ergonomi adalah mendapatkan suatu pengetahuan yang utuh tentang permasalahan – permasalahan interaksi manusia dengan teknologi dan produk – produknya, sehingga dimungkinkan adanya suatu rancangan sistem manusia – manusia (teknologi) yang optimal.
2.11.1 Pendekatan Ergonomis dalam perancangan stasiun kerja
Secara ideal perancangan stasiun kerja haruslah disesuaikan peranan dan fungsi pokok dari komponen – komponen sistem kerja yang terlibat yaitu manusia, mesin / peralatan dan lingkungan fisik kerja.
Berkaitan dengan perancangan stasiun kerja dalam industri, maka ada beberapa aspek ergonomis yang harus dipertimbangkan sebagai berikut :
a. Sikap dan Posisi Kerja
Untuk menghindari sikap dan posisi kerja yang kurang disukai ini pertimbangan – pertimbangan ergonomis antara lain sebagai berikut :
• Mengurangi keharusan operator untuk bekerja dengan sikap dan posisi membungkuk dengan frekwensi kegiatan yang sering atau jangka waktu lama.
• Operator tidak seharusnya menggunakan jarak jangkauan maksimum yang bisa dilakukan.
• Operator tidak seharusnya duduk atau berdiri pada saat bekerja untuk waktu yang lama dengan kepala, leher, dada atau kaki berada dalam sikap atau posisi miring.
• Operator tidak seharusnya dipaksa bekerja dalam frekwensi atau periode waktu yang lama dengan tangan atau lengan berada dalam posisi diatas level siku yang normal.
b. Dimensi ruang kerja
Persyaratan ergonomis mensyaratkan agar supaya peralatan dan fasilitas kerja sesuai dengan orang yang menggunakannya khususnya yang menyangkut dimensi ukuran tubuh.
c. Kondisi lingkungan kerja
Adanya lingkungan fisik kerja yang bising, panas bergetar atau atmosfir yang tercemar akan memberikan dampak negatif terhadap performa maupun moral atau motivasi kerja operator.
2.11.2 Interaksi manusia dan mesin dalam sebuah sistem (man-machine systems)
Sistem secara umum bisa didefinisikan sebagai sekelompok elemen-elemen (yang lazim disebut sub-sistem) yang terorganisir dan memiliki fungsi yang berkaitan erat satu dengan lainnya guna mencapai tujuan bersama yang telah ditetapkan sebelumnya. Selanjutnya yang dimaksudkan dengan sistem manusia-mesin
(man-machine systems) ialah kombinasi antara satu atau beberapa manusia dengan satu atau
beberapa mesin, dimana salah satu dengan lainnya akan saling berinteraksi untuk menghasilkan keluaran-keluaran berdasarkan masukan-masukan yang diperoleh. Dengan mesin maka disini akan diartikan secara luas, yaitu mencakup semua objek fisik seperti mesin, peralatan, perlengkapan fasilitas dan benda-benda yang biasa dipergunakan dalam sistem manusia-mesin :
Jelas tampak dari gambar tersebut diatas bahwa sistem manusia-mesin bisa diklasifikasikan sebagai sistem tertutup (closed system) dimana manusia disini memegang posisi kunci, karena keputusan akan sangat tergantung pada dirinya (Sritomo, 2003:115).
Tabel 2.11.1 Perbandingan Manusia dengan Mesin
Masalah Manusia Mesin
Kecepatan Lambat Cepat
Tenaga (power) Kecil, terbatas dan berubah-ubah
Dapat diatur dengan baik, bisa besar dan tetap
Keseragaman Tidak dapat diandalkan, perlu dimonitor dengan mesin
Seragam/standard cocok untuk pekerjaan rutin dan massal
Ingatan (memory) Bisa mengingat segala
macam, dengan pendekatan dari berbagai
sudut, baik untuk menentukan dasar-dasar pikiran maupun strategi
Baik untuk menyimpan dan memproduksi sesuatu yang sudah ditentukan, baik untuk jangka pendek
maupun panjang (komputer)
Pola pikir Induktif baik Deduktif baik
Kalkulasi Lambat dan sangat
mungkin melakukan kesalahan, tetapi memiliki kemampuan koreksi
Cepat dan tepat, tetapi tidak memiliki kemampuan koreksi
Reaksi terhadap beban lebih
Degradasi Kerusakan tiba-tiba
Dari perbedaan kemampuan antara manusia dan mesin tersebut diatas maka diharapkan akan dapat dirancang suatu sistem manusia-mesin dimana interaksi hubungan antara manusia dan mesin tersebut akan saling melengkapi satu dengan lainnya.
Umumnya penetapan waktu standard dilaksanakan dengan cara pengukuran kerja seperti :
• Stopwatch Time Study
• Sampling Kerja (work sampling, ratio delay study) • Standard Data
Stopwatch Time Study dan Sampling Kerja adalah cara pengukuran kerja
secara langsung. Keduanya umum diaplikasikan guna menetapkan waktu standard ataupun mengukur kondisi kerja yang tidak produktif (Sritomo, 2003:132).
2.12 Pengembangan metode untuk mengefektifkan dan mengefisienkan kerja
Telaah metode adalah kegiatan pencatatan secara sistematis dan pemeriksaan dengan seksama mengenai cara – cara yang berlaku atau diusulkan untuk melaksanakan kerja. Sasaran pokok dari efektifitas ini adalah mencari, mengembangkan dan menerapkan metode kerja yang lebih efektif dan efisien, dengan tujuan akhir adalah waktu penyelesaian pekerjaan akan bisa lebih singkat atau cepat. Dengan telaah metode kerja dimaksudkan untuk mempelajari prinsip – prinsip dan teknik – teknik pengaturan kerja yang optimal dalam suatu sistem kerja (Sritomo, 2008:91).
Yang dimaksudkan sistem kerja disini adalah suatu sistem dimana komponen – komponen kerja seperti manusia (operator), mesin dan/atau fasilitas kerja lainnya, material serta lingkungan kerja fisik akan berinteraksi.
Dari gambar yang ada jelas bahwa didalam telaah/analisis metode maka ada 4 macam komponen sistem kerja yang harus dipelajari guna memperoleh metode kerja yang sebaik – baiknya meliputi :
1. Komponen Material : Bagaimana cara menempatkan material, jenis material yang mudah diproses dan lain – lain. Yang dimaksud material disini meliputi bahan baku (komponen, parts, dll) produk jadi, limbah, dll.
2. Komponen Manusia : Bagaimana sebaiknya posisi orang pada saat proses kerja berlangsung agar mempu memberikan gerakan – gerakan kerja yang efektif dan efisien (duduk, berdiri, jongkok, merunduk, dll)
3. Komponen Mesin : Bagaimana desain dari mesin dan peralatan kerja lainnya, apakah sesuai dengan prinsip ergonomi?
4. Komponen Lingkungan Kerja Fisik : Bagaimana kondisi lingkungan kerja fisik tempat operasi kerja tersebut dilaksanakan? Apakah dirasakan cukup aman dan nyaman.
Menurut Sritomo (2008:92) dari apa yang telah diuraiakan diatas maka dapat disimpulkan bahwa tujuan pokok dari kegiatan telaah metode ini adalah sebagai berikut :
Gambar 2.12.2 Metode Kerja
2. Perbaikan dan penghematan penggunaan material, tenaga mesin atau fasilitas kerja lainnya serta tenaga kerja manusia pekerjanya
3. Pendayagunaan usaha manusia dan pengurangan keletihan yang tidak perlu
4. Perbaikan tata ruang kerja yang mampu memberikan suasana lingkungan kerja yang aman dan nyaman.
2.13 Pengukuran Waktu Kerja dengan Metode Pengukuran Langsung
Dengan mengaplikasikan prinsip dan teknik pengaturan cara kerja yang optimal dalam sistem kerja, maka akan diperoleh alternatif metode pelaksanaan kerja yang dianggap memberikan hasil yang paling efectif dan efisien. Suatu pekerjaan akan dikatakan diselesaikan secara efisien apabila waktu penyelesaiannya berlangsung paling singkat (Sritomo, 2008:169).
Untuk menghitung waktu baku (standard time) penyelesaian pekerjaan guna memilih alternatif metode kerja yang terbaik, maka perlu diterapkan prinsip – prinsip dan teknik – teknik pengukuran kerja (time study).
2.13.1 Waktu Baku
Waktu baku merupakan waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata – rata untuk menyelesaikan suatu pekerjaan. Disini sudah meliputi kelonggaran waktu yang diberikan dengan memperhatikan situasi dan kondisi pekerjaan yang harus diselesaikan tersebut. Dengan demikian maka waktu baku yang dihasilkan dalam aktivitas penguku.ran kerja ini akan dapat digunakan sebagai alat untuk membuat rencana penjadwalan kerja yang menyatakan berapa lama suatu kegiatan itu harus berlangsung dan berapa output yang akan dihasilkan serta berapa pula jumlah tenaga kerja yang dibutuhkan untuk menyelesaikan pekerjaan tersebut.
Waktu baku ini sangat diperlukan terutama sekali untuk : 1. Man Power Planning (perencanaan kebutuhan tenaga kerja) 2. Estimasi biaya – biaya untuk upah karyawan /pekerja 3. Penjadwalan produksi dan penganggaran
4. Perencanaan sistem pemberian bonus dan insentif bagi karyawan yang berprestasi 5. Indikasi keluaran (output) yang mampu dihasilkan seorang pekerja
2.13.2 Pengukuran Waktu dengan Jam Henti (stop watch)
Sesuai dengan namanya, maka pengukuran waktu ini menggunakan jam henti
(stopwatch) sebagai alat utamanya. Metode ini terutama sekali baik diaplikasikan
untuk pekerjaan – pekerjaan yang berlangsung singkat dan berulang. Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama seperti itu (Sritomo, 2008:171).
Langkah – langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti ini dapat diuraikan sebagai berikut :
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang dipilih untuk diamati
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja yang digunakan
3. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk menyelesaikan elemen – elemen kerja tersebut.
4. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat.
5. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukan oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal
6. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Ada tiga metode dalam menggunakan teknik jam henti (Sritomo, 2008:181)., yaitu:
1. Countinous Timing (pengukuran yang terus berlanjut)
Dalam pengukuran ini, jam henti dimulai ada saat awal elemen pekerjaan pertama dilakukan dan tidak dihentikan sampai elemen pekerjaan itu selesai. Waktu elemen secara individu diperoleh dengan pengukuran waktu selesai.
2. Repetitive atau Snapback Timing (Pengukuran yang Berulang)
Dalam pengukuran ini, jam henti dimulai pada saat elemen pekerjaan dimulai dan berhenti saat akhir elemen ini, lalu kembalikan ke posisi awal (posisi nol), demikian seterusnya. Jadi pengukuran ini berdasarkan elemen pekerjaan.
3. Accumulative Timing (Pengukuran Akumulatif)
Pengukuran akumulatif adalah suatu metode yang melibatkan dua atau tiga jam henti. Disini, dua jam henti disusun di suatu holder dengan adanya hubungan secara mekanik antar jam henti.
Langkah-langkah sebelum melakukan pengukuran: 1. Penetapan tujuan pengukuran
Sebagaimana halnya dengan berbagai kegiatan lain, tujuan melakukan kegiatan harus ditetapkan lebih dulu. Dalam pengukuran waktu, hal-hal yang penting harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, beberapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
Yang dicari dari pengukuran waktu adalah waktu yang pantas diberikan kepada pekerja untuk menyelesaikan suatu pekerjaan. Untuk mendapatkan waktu yang singkat, maka perbaikan cara kerja perlu dilakukan. Mempelajari kondisi kerja dan cara kerja kemudian memperbaikinya, adalah apa yang dilakukan dalam langkah penelitian pendahuluan. Apabila merupakan pekerjaan yang baru, maka yang dilakukan bukanlah memperbaiki melainkan merancang kondisi dan cara kerja yang baik.
3. Memilih Operator
Operator yang akan melakukan pekerjaan yang diukur bukanlah orang yang begitu saja diambil dari pabrik. Orang ini harus memenuhi beberapa persyaratan tertentu agar pengukuran dapat berjalan baik, dan dapat diandalkan hasilnya. Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama. Operator harus dapat bekerja secara wajar tanpa canggung walaupun dirinya diukur dan pengukuran berada di dekatnya. Dan operatorpun harus menyadari sepenuhnya. Inilah yang dimaksud bahwa operator harus dapat diajak bekerja sama.
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan lagi latihan bagi operator jika kondisi dan cara kerja yang dipakai tidak sama dengan yang biasa dilakukan operator tersebut. Yang dicari adalah waktu penyelesaian pekerjaan secara wajar, bukan penyelesaian dari orang yang bekerja secara kaku dengan berbagai kesalahan.
Gambar 2.13.1 Langkah Menentukan Waktu Baku
Disini pekerjaan dipecah menjadi elemen-elemen pekerjaan yang merupakan gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang diukur waktunya. Waktu siklusnya merupakan jumlah dari waktu setiap elemen ini.
Pentingnya melakukan penguraian pekerjaan:
- Untuk menjelaskan catatan tentang tata cara kerja yang dibakukan.
- Untuk memungkinkan melakukan penyesuaian bagi setiap elemen karena ketrampilan bekerjanya operator belum tentu sama untuk semua bagian dari gerakan-gerakan kerjanya.
- Melakukan pembagian kerja menjadi elemen-elemen pekerjaan untuk memudahkan mengamati terjadinya elemen yang tidak baku yang mungkin saja dilakukan pekerja.
5. Menyiapkan Alat Pengukuran
Alat tersebut adalah: Jam henti (stop watch), lembaran-lembaran pengamatan, pena atau pensil, papan pengamatan
2.13.2.1 Pengukuran pendahuluan
Tujuan melakukan pengukuran pendahuluan adalah untuk mengetahui berapa kali pengukuran harus dilakukan untuk tingkat ketelitian dan keyakinan yang diinginkan (Sutalaksana, 1979:132). Tingkat ketelitian manunjukkan penyimpangan maksimum hasil pengukuran dari waktu penyelesaian sebenarnya (biasanya dinyatakan dalam persen). Sedangkan tingkat keyakinan menunjukkan besarnya keyakinan bahwa hasilyang diperoleh memenuhi syarat penelitian (dinyatakan dalam persen).
2.13.2.2 Uji Keseragaman Data
Pada proses ini, data-data yang sudah dikumpulkan dari hasil pengukuran pendahuluan dikelompokkan ke dalam subgrup-subgrup. Setelah itu data-data dalam subgrup tersebut diuji keseragamannya dengan memperhatikan apakah subgrup data tersebut berada dalam batas kontrol.
Langkah dalam pengujian data sebagai berikut: a. Kelompokkan ke dalam sub grup
Data pengukuran dikelompokkan ke dalam subgrup yang beranggotakan sama dan dilakukan secara berurutan.
Tabel 2.13.1. Pengukuran Waktu Siklus
Pengukuran ke 1 2 3 4 5 6 7 8 n
Tabel 2.13.2. Pengelompokan Waktu Siklus ke dalam Subgrup
Sub grup Waktu Penyelesaian Rata-rata Subgrup
1 X11 X12 X1 X13 X1n 2 X21 X22 X2 X23 X2n …. ………. … ………. k Xk1 Xk2 Xk Xk3 Xkn Jumlah Xi Dimana:
Xij = Data ke-j, pada subgrup ke-i k = Jumlah subgrup
n = Banyak data dalam subgroup b. Menghitung rata-rata subgrup
=
c. Hitung rata-rata dari harga rata-rata subgrup
=
d. Hitung Standard Deviasi (simpangan baku) sebenarnya dari waktu siklus
Dimana:
N = jumlah pengamatan yang dilakukan
X = waktu siklus yang teramati selama pengukuran yang telah dilakukan
e. Hitung Standard Deviasi (simpangan baku) dari distribusi harga rata-rata subgrup
=
f. Menentukan batas kontrol atas dan batas kontrol bawah (BKA dan BKB) dengan:
+ 3
‐ 3
g. Menentukan apakah harga rata-rata subgrup tersebut masuk ke dalam BKA dan BKB. Batas kontrol ini merupakan batas apakah subgrup seragam atau tidak. Jika tidak maka subgrup tersebut harus dibuang, setelah itu melakukan pengulangan dari langkah di atas sehingga data benar-benar seragam.
2.13.2.3 Uji kecukupan data
Hal ini dilakukan untuk menentukan apakah jumlah data yang diperoleh telah cukup mewakili seluruh data yang ada, yang ada, untuk melakukan perhitungan selanjutnya. Untuk menghitung banyaknya pengukuran yang dilakukan yaitu dengan menggunakan rumus: (Sutalaksana, 1979:134)
Dimana:
N’ = banyaknya data yang dibutuhkan N = banyak data sebenarnya
Data dikatakan cukup apabila diperoleh N’ (jumlah data yang dibutuhkan) lebih kecil dari N (jumlah data yang telah ada). Dan sebaliknya bila N’ lebih besar dari N, maka perlu ditambahkan data lagi sebanyak N’-N.
2.13.2.4 Menghitung Waktu Baku
Jika pengukuran-pengukuran telah selesai, yaitu semua data yang didapat memiliki keseragaman yang dikehendaki, dan jumlahnya telah memenuhi tingkat-tingkat ketelitian dan keyakinan yang diinginkan, maka selesailah kegiatan pengukuran waktu. Langkah selanjutnya adalah mengolah data tersebut sehingga memberikan waktu baku.
Cara mendapatkan waktu baku adalah sebagai berikut: a. Hitung waktu siklus rata-rata
Ws = ∑Xi / N Dimana:
Ws = waktu siklus rata-rata
Xi = Data pengukuran waktu siklus N = Jumlah data
b. Hitung waktu normal Wn = Ws x P
Dimana:
Wn = waktu normal P = penyesuaian
Faktor penyesuaian ini diperhitungkan jika pengukur berpendapat bahwa operator bekerja dengan kecepatan yang tidak wajar sehingga hasilnya perlu disesuaikan untuk mendapatkan waktu siklus rata-rata yang wajar. Jika pekerja bekerja secara wajar, maka faktor penyesuaiannya p = 1, Jika bekerjanya terlalu lambat, maka pengukur harus member harga P<1, dan sebaliknya P>1 jika bekerja lebih cepat (Sutalaksana, 1979:138).
c. Hitung waktu baku
Waktu baku penyelesaian pekerjaan didapatkan dengan rumus sebagai berikut: Wb = Wn x (1+a)
Dimana:
a = kelonggaran (allowance) yang diberikan kepada operator untuk menyelesaikan pekerjaannya.
Kelonggaran ini diberikan untuk tiga hal yaitu untuk kebutuhan pribadi, menghilangkan rasa fatique, dan hambatan-hambatan yang tidak dapat dihindarkan oleh operator (Sutalaksana, 1979:149).
2.13.2.4.1 Faktor Penyesuaian
Penyesuaian adalah proses dimana analisa pengukuran waktu membandingkan penampilan operator (kecepatan, tempo) dalam pengamatan dengan konsep pengukur sendiri tentang bekerja secara wajar (Sutalaksana, 1979:138).
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang dilakukan operator. Ketidakwajaran dapat saja terjadi misalnya bekerja tanpa kesungguhan, sangat cepatseolah diburu-buru waktu, atau karena menjumpai kesulitan-kesulitan seperti karena kondisi ruangan yang buruk. Sebab-sebab seperti ini mempengaruhi kecepatan kerja yang berakibat terlalu cepat ataupun terlalu lambatnya waktu penyelesaian. Hal ini jelas tidak diinginkan karena waktu yang dicari adalah waktu yang diperoleh dari kondisi dan cara kerja yang baku yang diselesaikan secara wajar.
Andaikata ketidakwajaran ada maka pengukur harus mengetahuinya dan menilai seberapa jauh hal itu terjadi. Penilaian perlu dilakukan karena berdasarkan inilah penyesuaian dilakukan. Jadi jika pengukur mendapatkan harga rata-rata silkus/elemen yang diketahui diselesaikan dengan kecepatan yang tidak wajar oleh operator maka harga rata-rata tersebut menjadi wajar, pengukur harus menormalkan dengan melakukan penyesuaian.
Metode Shumard dalam Menentukan Faktor Penyesuaian
Metode ini memberika patokan-patokan penilaian melalui kelas-kelas performance kerja dimana setiap kelasnya mempunyai nilai sendiri-sendiri.
Tabel 2.13.3. Penyesuaian menurut Metode Shumard
Seseorang yang dipandang kerja normal diberi nilai 60, dengan nama performance kerja yang lain dibandingkan untuk menghitung faktor penyesuaian. Bila performance seorang operator dinilai excellent maka dia mendapat nilai 80, dan karenanya faktor penyesuaian adalah sebagai berikut: p = 80 / 60 = 1,33
Jika sebagai contoh waktu siklus rata-rata adalah sama dengan 276, 4 detik, maka waktu normalnya adalah: Wn = 276,4 x 1,33 = 376,6 detik
2.13.2.4.2 Faktor Kelonggaran
Suatu hal yang tidak mungkin bahwa seseorang bekerja terus-menerus bekerja seharia tanpa gangguan. Karenanya setelah melakukan pengukuran dan mendapatkan waktu normal, faktor kelonggaran perlu ditambahkan (Sritomo, 2008:201).
Terdapat tiga macam faktor kelonggaran, yaitu: Kelas Penyesuaian Superfast 100 Fast + 95 Fast 90 Fast - 85 Excellent 80 Good + 75 Good 70 Good – 65 Normal 60 Fair + 55 Fair 50 Fair - 45
2.13.2.4.2.1 Kelonggaran untuk kebutuhan pribadi
Yang termasuk kedalam kebutuhan pribadi disini adalah, hal-hal seperti minum sekadarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekerja sekedar untuk menghilangkan ketegangan ataupun kejemuan dalam kerja.
Kebutuhan-kebutuhan ini jelas terlihat sebagai sesuatu yang mutlak. Larangan terhadap hal tersebut tidak saja merugikan pekerja karena bisa membuat sterss, tapi juga merugikan perusahaan karena dengan kondisi demikian pekerja tidak akanbekerja dengan baik bahkan hampir dipastikan produktivitasnya menurun (Sritomo, 2008:201).
2.13.2.4.2.2 Kelonggaran untuk menghilangkan rasa fatique
Rasa fatique (kelelahan) tercermin antara lain menurunnya hasil produksi baik jumlah maupun kualitanya. Karenanya salah satu cara untuk menentukan besarnya kelonggaran ini adalah dengan melakukan pengamatan sepanjang hari kerja dan mencatat pada saat-saat mana menurunnya hasil produksi disebabkan oleh timbulnya rasa fatique karena masih banyak kemungkinan lain yang dapat menyebabkannya.
Bila rasa fatique telah datang dan pekerja harus bekerja untuk menghasilak performance normalnya, maka usaha yang dikeluarkan pekerja lebih besar dari normal dan ini akan menambah rasa fatique (Sritomo, 2008:201).
2.13.2.4.2.3 Kelonggaran yang tak terhindarkan
Dalam melaksanakan pekerjaannya, pekerja tidak akan lepas dari berbagai hambatan. Ada hambatan yang dapat dihindarkan seperti: mengobrol yang berlebihan dan menganggur dengan sengaja. Adapula hambatan yang tidak dapat terhindarkan karena berada diluar kekuasaan pekerja untuk mengendalikannya (Sritomo, 2003:202).
Beberapa contoh hambatan yang tak terhindarkan: - menerima atau meminta petunjuk kepada pengawas - melakukan penyesuaian mesin
- Memperbaiki kemacetan-kemacetan singkat - Mengasah peralatan potong
- Mengambil alat-alat khusus atau bahan khusus dari gudang
2.13.3 Tingkat Efisiensi
Faktor-faktor yang diperhatikan adalah (Sritomo, 2008:306). Effisiensi
Yaitu perbandingan antara standard time (waktu baku) dengan waktu aktual atau bisa dibilang perbandingan antara waktu yang dihemat dengan waktu aktual yang diperoleh dari hasil modifikasi mesin yang dinyatakan dalam presentase.
2.14 Aspek Biaya 2.14.1 Pengertian Biaya
Biaya adalah pengorbanan sumber daya ekonomi atau pengorbanan nilai yang diukur dengan satuan uang, yang telah terjadi atau mungkin terjadi, serta memberikan manfaat dalam memproduksi suatu barang/jasa diwaktu yang akan datang sehingga dibukukan sebagai aktiva dan dicatat dalam laporan neraca (Balance Sheet).
2.14.2 Klasifikasi biaya
Keberhasilan dalam merencanakan dan mengendalikan biaya tergantung pada pemahaman yang menyeluruh atas hubungan antara biaya dan aktivitas bisnis (Thomson, 2005:57).
Biaya tetap
Biaya tetap didefinisikan sebagai biaya yang secara total tidak berubah saat aktivitas bisnis meningkat atau menurun.
(Standard Time) (Actual Time) = = = Efisiensi
Standard Time - Actual Time Actual Time
Waktu yang dihemat (Time Saved) Actual Time
Biaya variabel
Biaya variabel didefinisikan sebagai biaya yang secara total meningkat secara proporsional terhadap penurunan dalam aktivitas dan menurun secara proporsional terhadap penurunan dalam aktivitas. Biaya variabel termasuk biaya bahan baku langsung, tenaga kerja langsung, beberapa perlengkapan, beberapa tenaga kerja tidak langsung, alat-alat kecil, pengerjaan ulang, dan unit-unit yang rusak.
2.14.3 Manufacturing Cost
Manufacturing Cost adalah biaya-biaya yang terjadi dalam hubungannya
dengan proses pengolahan baku menjadi barang jadi (Sritomo, 2003:48). Biaya produksi dibagi menjadi 3 :
a) Direct Material Cost
Adalah biaya bahan yang dapat dibebankan secara pasti pada suatu produk dan menjadi bagian integral dari suatu produk.
Contoh : Baja pada mobil, kayu pada meja b) Direct Labor Cost
Adalah balas jasa yang dibayarkan kepada karyawan pabrik yang terlibat langsung dalam pengerjaan suatu produk.
Contoh : pekerja pada lini perakitan, juru masak dirumah makan. c) Manufacturing Overhead Cost
Contoh :
1. Indirect Cost Material, yaitu bahan-bahan yang dibutuhkan guna menyelesaikan suatu produk, tetapi pemakaiannya sedemikian kecil atau rumit, sehingga tidak dapat dianggap sebagai bahan langsung, seperti paku, sekrup, perekat.
2. Indirect Labor Cost, yaitu upah atau gaji dari para karyawan yang tidak secara langsung mempengaruhi pembuatan atau pembentukan barang jadi, seperti gaji penyelia, mandor, pengawas pabrik.
Biaya produksi tidak langsung yang dikeluarkan secara tunai, seperti biaya listrik, biaya air pabrik.