ABSTRAK
Dengan semakin banyaknya perusahaan, perusahaan dituntut untuk dapat bersaing di bidang perindustrian khususnya dalam masalah harga dan kualitas produk. Dengan kualitas produk yang baik dan sesuai harapan konsumen maka kepuasan konsumen dapat terpenuhi. CV.Pro Staf merupakan sebuah perusahaan yang menerima pesanan untuk membuat berbagai macam produk tas. Seiring berkembangnya jaman perusahaan ini dituntut untuk menghasilkan produk tas yang semakin berkualitas. Permasalahannya disini adalah produk yang dihasilkan perusahaan masih mengalami cacat. Jika hal ini tetap dibiarkan maka perusahaan akan mengalami kerugian dan mendapat keluhan dari konsumen.
Penelitian ini bertujuan untuk membantu memberikan usulan kepada perusahaan dalam mengatasi masalah cacat yang terjadi. Langkah pertama dilakukan studi lapangan untuk mewawancarai pihak perusahaan, mengidentifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, penentuan tujuan penelitian, studi pustaka, mengumpulkan data yang diperlukan, mengolah data dan menganalisis serta memberikan usulan perbaikan kualitas kepada perusahaan.
Penelitian ini dilakukan dengan melakukan observasi ke dalam perusahaan pada bagian produksi pembuatan tas. Jenis cacat yang terjadi dalam perusahaan termasuk data cacat perhitungan. Stratifikasi data dilakukan untuk mengelompokkan data ke dalam kelompok yang memiliki karakteristik yang sama. Diagram pareto digunakan untuk mengetahui cacat yang perlu mendapatkan prioritas penanganan masalah. Kemudian masalah yang memerlukan prioritas penanganan dibuat peta kendali u untuk mengetahui apakah proses berada dalam kendali atau diluar kendali. Selanjutnya untuk mengetahui akar penyebab masalah digunakan FTA (Fault Tree Analysis), sedangkan untuk mencegah mode kegagalan maka dibuat FMEA (Failure Mode and Effect Analysis) sesuai dengan urutan RPN dari yang terbesar hingga terkecil, maksudnya adalah untuk mengetahui prioritas penanganan masalah yang diutamakan.
Nilai sigma perusahaan sekarang berada pada 3,85 sigma, berdasarkan 3σ hasil yang diperoleh perusahaan sudah cukup baik, dimana 3σ menghasilkan produk sebesar 99,73%. namun jika dibandingkan dengan 6σ maka tingkat kualitas di perusahaan masih perlu diperbaiki sebab masih jauh dari nilai 6 sigma.
Untuk menjaga proses produksi tetap baik dan untuk meminimasi cacat, diusulkan perbaikan untuk mengatasi masalah diantaranya adalah mengatur prosedur kerja, memberikan pengawasan dan pelatihan, penyediaan fasilitas yang layak dan menerapkan prosedur pengendalian dan perbaikan kualitas menggunakan metode DMAIC.
iv Universitas Kristen Maranatha
vi Universitas Kristen Maranatha
DAFTAR ISI
ABSTRAK ………... iv
KATA PENGANTAR DAN UCAPAN TERIMAKASIH ……….... v
DAFTAR ISI ……….……... vii
DAFTAR TABEL ……….... xi
DAFTAR GAMBAR ……….... xiii
DAFTAR LAMPIRAN………. xiv BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ..………... 1-1 1.2 Identifikasi Masalah ………... 1-2 1.3 Pembatasan Masalah dan Asumsi ………... 1-3 1.4 Perumusan Masalah ………... 1-3 1.5 Maksud dan Tujuan Penelitian ………... 1-4 1.6 Sistematika Penulisan ………... 1-4
BAB 2 TINJAUAN PUSTAKA
vii Universitas Kristen Maranatha
2.3 Pengendalian Kualitas .………... 2-14 2.3.1 Pengertian Pengendalian Kualitas .………... 2-14 2.3.2 Faktor-faktor pengendalian Kualitas .………... 2-15 2.3.3 Tujuan dan Manfaat Pengendalian Kualitas .………... 2-16 2.3.4 Alat Bantu Pengendalian Kualitas.………... 2-17 2.3.4.1 Lembar Periksa (Check Sheet) .………...…... 2-17 2.3.4.2Stratifikasi .………... 2-18 2.3.4.2.1 Karakteristik Tingkat Keseriusan Cacat .……... 2-18 2.3.4.2Diagram Pareto .………... 2-19 2.3.4.4 Peta Kendali .………... 2-19 2.4 Fault Tree Analysis (FTA) .………... 2-25 2.4.1 Pengertian Fault Tree Analysis (FTA) .………... 2-25 2.4.2 Tujuan Fault Tree Analysis (FTA) .………... 2-26 2.4.3 Tahapan-tahapan Fault Tree Analysis (FTA) .………... 2-26 2.5 Failure Mode and Effect Analysis (FMEA) .………... 2-28 2.5.1 Definisi Failure Mode and Effect Analysis (FMEA) .…………... 2-28 2.5.2 Langkah-langkah Failure Mode and Effect Analysis (FMEA) ... 2-28 2.6 Action Plan Untuk Melaksanakan Peningkatan Kualitas .…... 2-32
BAB 3 METODOLOGI PENELITIAN
viii Universitas Kristen Maranatha
BAB 4 PENGUMPULAN DATA
4.1 Data Umum Perusahaan ... 4-1 4.1.1 Sejarah Perusahaan ... 4-1 4.1.2 JumlahTenaga Kerja dan Jam Kerja ... 4-1 4.1.3 Struktur Organisasi Perusahaan ... 4-2 4.1.4 Job Description ... 4-2 4.2 Proses Produksi dan PPO... 4-8 4.3 Definisi Cacat ... 4-13 4.4 Jumlah dan Jenis Cacat ... 4-14
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Define ... 5-1
5.1.1 Data Atribut pada proses pensablonan... 5-1 5.1.2 Data Atribut pada proses penjahitan... 5-2 5.1.3 CTQ ( Critical To Quality ) ... 5-3
5.2 Measure ... 5-3
5.2.1 Stratifikasi ... 5-3
5.2.2 Diagram Pareto ... 5-4 5.2.3 Peta kendali ... 5-6 5.2.3.1 Peta kendali u untuk proses pensablonan ... 5-6 5.2.3.2 Peta kendali u untuk proses penjahitan ... 5-9 5.2.4 Process Sigma Calculation...5-15 5.3 Analyze ... 5-17
5.3.1 FTA ... 5-17 5.3.1.1 Fault Tree Analisis (FTA) untuk sablonan yang kurang rapih ... 5-17
5.3.1.2 Fault Tree Analisis (FTA) untuk jahitan yang tidak rapih ... 5-21
5.3.1.3 Fault Tree Analisis (FTA) untuk jahitan yang loncat-loncat ... 5-23
5.3.1.4 Fault Tree Analisis (FTA) untuk cacat bahan 600 DINIR ... 5-25
ix Universitas Kristen Maranatha
5.3.2.1 Failure Mode and Effect Analysis (FMEA) sablonan yang kurang
rapih ... 5-28 5.3.2.2 Failure Mode and Effect Analysis (FMEA) cacat bahan 600 dinir.. 5-30
5.3.2.3 Failure Mode and Effect Analysis (FMEA) jahitan yang
loncat-loncat ... 5-33 5.3.2.4 Failure Mode and Effect Analysis (FMEA) jahitan yang tidak
rapih ... 5-35 5.4 Improve ... 5-37
5.4.1 5W+1H (What, Why, Where, When, Who, dan How) untuk cacat sablon yang kurang rapih ... 5-38 5.4.2 5W+1H (What, Why, Where, When, Who, dan How) untuk cacat
bahan 600 dinir ... 5-43 5.4.3 5W+1H (What, Why, Where, When, Who, dan How) untuk cacat
jahitan yang loncat-loncat ... 5-45 5.4.4 5W+1H (What, Why, Where, When, Who, dan How) untuk cacat jahitan yang kurang rapih ... 5-48 5.5 Control ... 5-52
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1 6.2 Saran ... 6-3
DAFTAR PUSTAKA ... xv LAMPIRAN
DAFTAR TABEL
Tabel Judul Halaman
1.1 Data Cacat Tas Pro Team 1-2
2.1 Maksimum Panjangnya Perjalanan 2-21
2.2 Batas pada Jumlah Perjalanan 2-22
2.3 Maksimum Panjangnya Perjalanan 2-23
2.4 Simbol FTA (Fault Tree Analysis) 2-27
2.5 Metode 5W+1H 2-33
4.1 Data Atribut untuk proses pensablonan 4-14
4.2 Data Atribut untuk proses penjahitan 4-15 5.1 Data Atribut untuk proses pensablonan 5-1
5.2 Data Atribut untuk proses penjahitan 5-2
5.3 CTQ 5-3
5.4 Stratifikasi Data 5-4
5.5 Tabel Pareto 5-5
5.6 Cacat Sablonan Yang Kurang Rapih 5-6
5.7 Cacat Bahan 600 Dinir 5-9
5.8 Revisi Cacat Bahan 600 Dinir 5-11
5.9 Cacat Jahitan Yang Loncat-loncat 5-13
5.10 ∑numberof defect 5-15
5.11 Failure Mode and Effect Analysis sablonan yang kurang rapih 5-28 5.12 Failure Mode and Effect Analysis cacat bahan 600 dinir 5-30 5.13 Failure Mode and Effect Analysis jahitan yang loncat-loncat 5-33 5.14 Failure Mode and Effect Analysis jahitan yang tidak rapih 5-35 5.15 5W+1H untuk cacat sablon yang kurang rapih 5-38
5.16 Tabel perawatan meja 5-39
5.17 Tabel perawatan ensel 5-41
5.18 Tabel pergantian komponen mesin 5-42
x Universitas Kristen Maranatha
xi Universitas Kristen Maranatha
5.19 5W+1H untuk cacat bahan 600 dinir 5-43 5.20 5W+1H untuk cacat jahitan yang loncat-loncat 5-45
5.21 Tabel pergantian komponen mesin 5-46
5.22 Tabel pergantian komponen mesin 5-46
5.23 Tabel pergantian komponen mesin 5-46
5.24 Tabel pergantian komponen mesin 5-47
5.25 5W+1H untuk cacat jahitan yang kurang rapih 5-48
5.26 Tabel perawatan mesin 5-48
5.27 Tabel pergantian komponen mesin 5-49
5.28 Tabel pergantian komponen mesin 5-50
5.29 Tabel pergantian komponen mesin 5-50
xii Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Model Perbaikan Six Sigma DMAIC 2-11
3.1 Flowchart Penelitian 3-1
4.1 Struktur Organisasi CV.Pro Staf 4-2
4.2 Gambar Tas Ransel 4-9
4.3 Peta Proses Operasi untuk produk tas 4-10
5.1 Diagram Pareto 5-5
5.2 Peta u untuk Sablonan Yang Kurang Rapih 5-8
5.3 Peta u untuk bahan 600 dinir 5-10
5.4 Revisi peta u untuk bahan 600 dinir 5-12 5.5 Peta u untuk Jahitan Yang Loncat-Loncat 5-14 5.6 Fault Tree Analisis untuk sablonan yang kurang rapih 5-20 5.7 Fault Tree Analisis untuk jahitan yang tidak rapih 5-22 5.8 Fault Tree Analisis untuk jahitan yang loncat-loncat 5-24 5.9 Fault Tree Analisis untuk cacat bahan 600 DINIR 5-26
xiii Universitas Kristen Maranatha
DAFTAR LAMPIRAN
Lampiran Judul Halaman
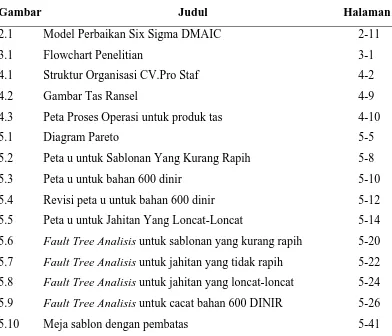
L-1 Tabel Dampak Kegagalan (Severity) L1-1
LAMPIRAN 1
Tingkat yang sangat tinggi ketika mode kegagalan
potensial mempengaruhi keamanan pengoperasian dan
atau melibatkan peraturan pemerintah tanpa peringatan
10
Hazardous
with
warning
Tingkat yang sangat tinggi ketika mode kegagalan
potensial mempengaruhi keamanan pengoperasian dan
atau melibatkan peraturan pemerintah dengan peringatan
9
Very High Item tidak beroperasi dengan kehilangan fungsi utama 8
High Item dapat berfungsi tetapi pada tingkat pengurangan
performansi. Konsumen merasa tidak puas 7
Moderate Item dapat berfungsi tetapi tidak ada kenyamanan. Konsumen yang berpengalaman merasa tidak puas 6
Low
Item dapat berfungsi tetapi kenyamanan berada pada
tingkat pengurangan performansi. Konsumen yang
berpengalaman sebagian merasa tidak puas
5
Very low Cocok, penyelesaian dan item tidak ada konfirmasi.
Cacat disadari oleh sebagian besar konsumen 4
Minor Cocok, penyelesaian dan item tidak ada konfirmasi.
Cacat disadari oleh sebagian konsumen 3
Very minor Cocok, penyelesaian dan item tidak ada konfirmasi.
Cacat disadari oleh konsumen tertentu 2
None Tidak ada efek 1
Sumber: D. H. STAMATIS : “Failure Mode and Effect Analysis: FMEA From
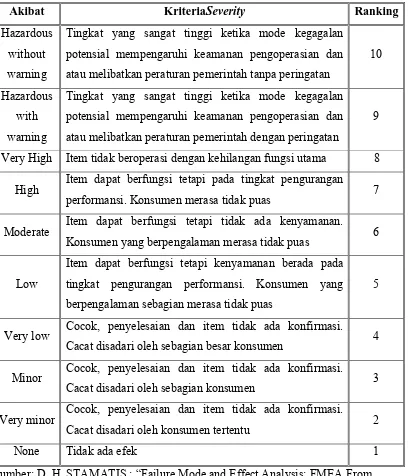
LAMPIRAN 2
Tabel Kemungkinan Kegagalan (Occurrence)
Probilitas Kegagalan Kemungkinan Kegagalan Ranking ≥ 1 in 2 10 Very high: kegagalan hampir tidak
dapat dihindarkan 1 in 3 9
1 in 8 8 High: kegagalan yang berulang-ulang
1 in 20 7
1 in 80 6
1 in 400 5 Moderate: kegagalan yang sekali kali
1 in 2.000 4
1 in 15.000 3 Low: kegagalan yang relatif sedikit
1 in 150.000 2
Remote: kegagalan tidak mungkin ≤ 1 in 15.000.000 1
Sumber: D. H. STAMATIS : “Failure Mode and Effect Analysis: FMEA From
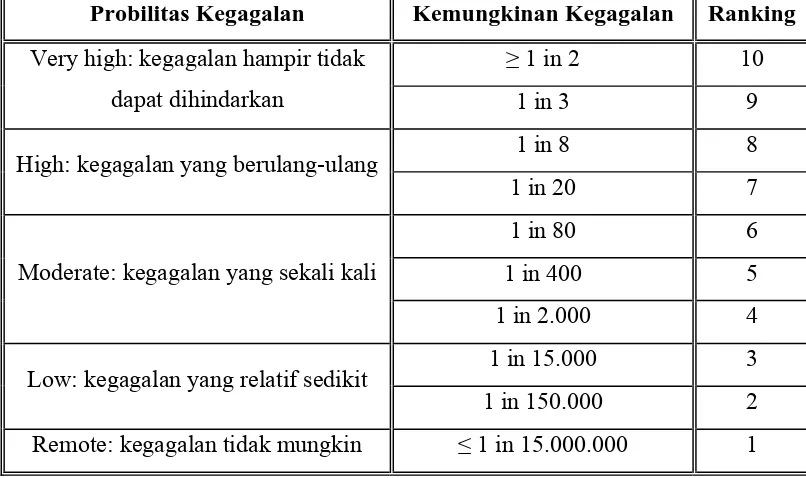
LAMPIRAN 3
Tabel Kemudahan Mendeteksi (Detectability)
Deteksi Kriteria Detectability Ranking
Absolute
uncertainty
Kontrol desain tidak dapat mendeteksi penyebab
potensial dan mode kegagalan atau tidak ada kontrol
desain
10
Very
remote
Kesempatan sangat jarang dalam kontrol desain
mendeteksi penyebab potensial dan mode kegagalan 9
Remote Kesempatan jarang dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan 8
Very low Kesempatan sangat rendah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 7
Low Kesempatan rendah dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan 6
Moderate Kesempatan tengahtengah dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 5
Moderately
high
Kesempatan tengahtengah sedikit besar dalam kontrol
desain mendeteksi penyebab potensial dan mode
kegagalan
4
High Kesempatan besar dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan 3
Very high Kesempatan sangat besar dalam kontrol desain mendeteksi penyebab potensial dan mode kegagalan 2
Almost
certain
Kesempatan pasti dalam kontrol desain mendeteksi
penyebab potensial dan mode kegagalan 1
Sumber: D. H. STAMATIS : “Failure Mode and Effect Analysis: FMEA From
KOMENTAR DOSEN PENGUJI
Nama Mahasiswa : Raymond Sunandar
NRP : 0323059
Judul Tugas Akhir : ANALISIS DAN USULAN PERBAIKAN KUALITAS
DI CV.PRO STAF DENGAN MENGGUNAKAN
METODE DMAIC
Komentar-Komentar Dosen Penguji:
1. Kaitan tindakan rekomendasi FMEA dengan 5W+1H, bagaimana ?
2. Pareto VS FMEA bagaimana ?
3. Perbaiki abstrak
4. Kriteria tulis dulu semua, kalau tidak ada yang termasuk tidak apa-apa.
5. Cer dan recek FTA dan FMEA
6. Cek lagi aliran kalimat
DATA PENULIS
Nama : Raymond Sunandar
Alamat : Jalan Cibadak no.252, Bandung - 40241
No. Handphone : 081802065153
Alamat email : dnr_12345@hotmail.com
Pendidikan : TK DWI Sakti, Bandung
SD DWI Sakti, Bandung
SLTP BPK 5 Penabur, Bandung
SMU SMUK 3 BPK Penabur, Bandung
Jurusan Teknik Industri, Universitas Kristen Maranatha,
Bandung
Nilai Tugas Akhir : B+
BAB 1
PENDAHULUAN
1.1. Latar Belakang Masalah
Saat ini bidang industri di Indonesia telah banyak berkembang, ditandai dengan semakin banyaknya jenis bidang usaha yang dibuka baik bidang usaha besar maupun usaha yang dijalankan sebagai home industry. Salah satu bidang usaha yang masih banyak diminati adalah bidang usaha pembuatan tas, hal ini dapat dilihat dari banyaknya bermunculan produk tas di Indonesia termasuk di kota Bandung. Semakin beragamnya produk tas, perusahaan dituntut untuk menghasilkan produk yang dapat bersaing dengan perusahaan lainnya. Agar dapat bersaing, perusahaan harus mengetahui kriteria tas yang banyak diminati. Kriteria tas yang banyak diminati masyarakat sekarang ini adalah selain tas yang mempunyai model menarik juga tas yang kuat, tahan lama serta memiliki harga yang terjangkau. Berdasarkan hal tersebut peluang bisnis tas ini masih dapat terus berkembang.
Agar tas yang dihasilkan memiliki kualitas yang baik maka perlu diperhatikan proses pembuatan dan bahan yang digunakan agar jumlah produk cacat yang dihasilkan dapat berkurang jumlahnya. Untuk mengatasi masalah ini, cacat yang terjadi perlu dicari penyebabnya dan dilakukan penanggulangannya. Perusahaan Pro Staf yang berada di jalan Aksan no 54-56 Bandung ini memproduksi berbagai macam jenis tas salah satunya tas ransel bermerk Pro Team, dalam pembuatannya perusahaan ini mengalami banyak kendala terutama masalah kualitas yang harus dipertahankan oleh produk itu sendiri. Masalah-masalah kualitas yang dihadapi perusahaan adalah banyaknya produk cacat, belum optimalnya penanggulangan cacat yang terjadi, dan belum diterapkannya metode pengendalian cacat yang tepat pada inti masalah terjadinya cacat.
Dengan peningkatan kualitas dan diterapkannya metode pengendalian cacat yang baik, diharapkan perusahaan Pro Staf yang memproduksi produk tas ini dapat meningkatkan produktivitas dan pangsa pasarnya.
Bab 1 Pendahuluan 1-2
1.2. Identifikasi Masalah
Berdasarkan hasil wawancara dengan pihak perusahaan, ada beberapa masalah dalam perusahaan yang berkaitan dengan kualitas produk, yaitu:
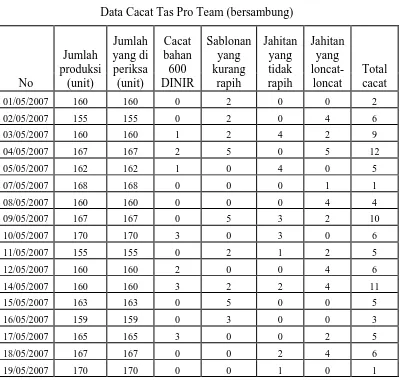
1. Banyaknya jenis cacat yang dihasilkan perusahaan, sehingga kualitas produk tidak sesuai dengan spesifikasi yang diinginkan pelanggan.
2. Penyebab cacat belum teridentifikasi dengan benar.
3. Belum optimalnya pengendalian kualitas pada bagian quality control sehingga menyebabkan produk cacat yang nantinya dapat mempengaruhi kualitas dari produk itu sendiri.
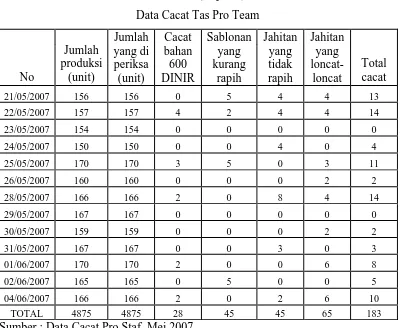
Data cacat di perusahaan ditunjukkan pada tabel 1.1 di bawah ini : Tabel 1.1
Data Cacat Tas Pro Team (bersambung)
Bab 1 Pendahuluan 1-3
Tabel 1.1 (lanjutan) Data Cacat Tas Pro Team
No
Sumber : Data Cacat Pro Staf, Mei 2007.
1.3. Pembatasan Masalah dan Asumsi
Dalam menyelesaikan tugas akhir ini ditetapkan pembatasan masalah dan asumsi agar penelitian yang dilakukan lebih jelas dan terarah. Adapun data perusahaan, pembatasan masalah dan asumsi dalam penelitian ini antara lain:
Bagian yang diamati adalah bagian produksi.
Produk tas yang diamati adalah produk tas bermerk Pro Team.
Metode penelitian dilakukan berdasarkan metode DMAIC, sedangkan usulan pada tahap Improve dan Control tidak diterapkan pada perusahaan secara langsung.
1.4. Perumusan Masalah
Perumusan-perumusan masalah yang dilakukan dalam melakukan penelitian ini adalah sebagai berikut:
Bab 1 Pendahuluan 1-4
1. Jenis cacat apa saja yang terjadi di perusahaan? 2. Jenis cacat apa yang memerlukan prioritas perbaikan?
3. Apakah tingkat kualitas produk yang dihasilkan oleh perusahaan sudah baik dan sesuai dengan tingkat kualitas six sigma?
4. Faktor-faktor apa saja yang menyebabkan terjadinya cacat?
5. Usulan apa yang sebaiknya diterapkan perusahaan untuk memperbaiki kualitas produk yang dihasilkan?
1.5. Tujuan Penelitian
Tujuan penelitian tugas akhir ini adalah sebagai berikut : 1. Mengetahui jenis cacat yang terjadi di perusahaan saat ini. 2. Mengetahui jenis cacat yang memerlukan prioritas perbaikan.
3. Mengetahui dan menganalisis tingkat kualitas produk yang dihasilkan perusahaan saat ini.
4. Mengetahui faktor-faktor terjadinya cacat.
5. Memberikan usulan kepada perusahaan untuk memperbaiki kualitas produk yang dihasilkan.
1.6. Sistematika Penulisan
Sistematika penulisan ini terdiri dari 6 bab. Berikut adalah keterangan dari masing-masing bab yaitu :
Bab 1 : Pendahuluan
Bab ini berisi latar belakang masalah, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan penelitian dan sistematika penulisan. Bab 2 : Tinjauan Pustaka
Bab ini berisi teori-teori yang berkaitan dengan masalah yang dihadapi dan dijadikan pedoman dalam menyelesaikan masalah.
Bab 3 : Metodologi Penelitian
Bab ini berisi tentang langkah-langkah yang dilakukan dalam menyusun tugas akhir.
Bab 4 : Pengumpulan Data
Bab 1 Pendahuluan 1-5
Bab ini berisi tentang data-data yang diperoleh berdasarkan pengumpulan dan pengolahan data yang dilakukan di CV.Pro Staf.
Bab 5 : Pengolahan Data dan Analisis
Bab ini berisi tentang pengolahan data sesuai dari data-data yang sudah diperoleh serta analisis dari hasil pengolahan data tersebut.
Bab 6 : Kesimpulan dan Saran
Bab ini berisi kesimpulan dari seluruh hasil pengolahan data dan analisis yang telah dilakukan, serta saran perbaikan yang dapat diberikan kepada perusahaan dalam memecahkan masalah yang sedang dihadapi.
BAB 6
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil yang diperoleh dari pengumpulan data, pengolahan data dan analisis yang dilakukan pada CV.Pro Staf, maka dapat disimpulkan :
1. Jenis cacat di CV.Pro Staf dibagi menjadi 2 proses yaitu cacat pada proses pensablonan dan cacat pada proses penjahitan. Di dalam proses penjahitan terdapat cacat atribut yaitu cacat sablonan yang kurang rapih, sedangkan pada proses penjahitan terdapat 3 cacat yaitu cacat jahitan yang tidak rapih, cacat jahitan yang loncat-loncat dan cacat bahan 600 dinir.
2. Berdasarkan diagram pareto dan keinginan perusahaan untuk mengurangi cacat sebesar 95 % maka jenis cacat yang memerlukan prioritas perbaikan kualitas adalah cacat sablonan yang kurang rapih, cacat bahan 600 dinir, dan cacat jahitan yang loncat-loncat. Dengan persentase kumulatif sebesar 94,133%.
3. Berdasarkan FMEA maka Jenis cacat yang mendapatkan prioritas perbaikan kualitas pertama adalah cacat sablon yaitu dengan nilai RPN sebesar 140, untuk prioritas perbaikan kualitas kedua adalah cacat bahan 600 dinir dengan nilai RPN sebesar 125, untuk prioritas perbaikan kualitas ketiga adalah cacat jahitan yang loncat-loncat dengan nilai RPN sebesar 120, dan prioritas perbaikan kualitas yang terakhir adalah cacat jahitan yang tidak rapih yaitu dengan nilai RPN sebesar 75.
4. Tingkat kualitas produk yang dihasilkan oleh CV.Pro Staf berdasarkan nilai sigma, berada pada nilai 3,8500 sigma. Nilai sigma tersebut menunjukkan bahwa proses produksi ini sudah cukup baik tetapi proses pembuatan tas tersebut
memerlukan perbaikan agar dapat meminimasi cacat menuju pencapaian tingkat
kualitas six sigma secara bertahap, perlahan dan berkelanjutan (continous improvement
).
5. Faktor-faktor yang menyebabkan cacat sablon yang kurang rapih pada produk tas adalah tidak ada jadwal perawatan meja, meja tidak disiapkan dengan baik, tidak ada penahan bahan, tidak ada jadwal persiapan meja, mengejar target produksi,
Bab 6 Kesimpulan dan Saran 6-2
operator tidak mencek penahan screen, tidak ada tata tertib tentang kebersihan, tidak
ada pengawas, menggunakan obat sablon, tidak ada jadwal perawatan engsel, tidak
ada jadwal pergantian engsel, operator tidak mencek engsel, kurang ventilasi, dan
pekerjaan monoton.
Faktor-faktor yang menyebabkan cacat bahan 600 dinir adalah tidak ada tempat menyimpan bahan, bagian-bagian yang tajam tidak diberi karet, tidak ada tata tertib
saat bekerja, mengejar target produksi, dan kurang ventilasi.
Faktor-faktor yang menyebabkan cacat jahitan yang loncat-loncat adalah mengejar target produksi, kurang ventilasi, tidak ada jadwal perawatan mesin, umur
pakai dinamo/kanvas habis, dan kualitas kurang bagus.
Faktor-faktor yang menyebabkan cacat jahitan yang kurang rapih adalah umur pakai rotari habis, tidak ada jadwal perawatan mesin, kurang ventilasi, tidak ada
pelatihan, operator baru, mengejar target produksi, umur pakai dinamo/kanvas
habis, kualitas dinamo/kanvas kurang bagus, umur pakai jarum habis, dan kualitas
jarum kurang bagus.
6. Usulan untuk perbaikan kualitas di CV.Pro Staf adalah membuat jadwal perawatan
meja, mempersiapkan meja terlebih dahulu, memberi perekat untuk bahan, mengatur
sift dan gaji, mencek ulang screen, mempersiapkan screen terlebih dahulu, menegur
operator bagian sablon, menjaga kebersihan dan kedisiplinan bekerja, membuat
pembatas untuk screen, menyediakan masker, membuat jadwal perawatan engsel,
membeli engsel yang berkualitas, mengencangkan engsel terlebih dahulu, mengatur
sirkulasi udara, memberikan pelatihan mengenai penakaran obat kepada operator
bagian sablon, menyiapkan tempat khusus untuk meletakkan bahan, operator hati-hati dalam bekerja, menegur operator bagian pola, menegur operator bagian jahit, membuat jadwal perawatan mesin, mengganti komponen dinamo atau kanvas mesin, membeli material yang berkualitas, mengganti komponen gigi mesin, mengganti komponen fan belt,memberi petunjuk kepada operator jahit, memberikan
pelatihan, mengganti komponen rotari, mengganti komponen jarum.
6.2 Saran
Saran untuk CV.Pro Staf agar cacat produk yang dihasilkan dapat dikurangi adalah dengan menerapkan perbaikan dan pengendalian kualitas dengan metode DMAIC, setelah diperbaiki lalu diteliti kembali permasalahan lain yang akan timbul.
DAFTAR PUSTAKA
1. D. H. STAMATIS : “Failure Mode and Effect Analysis: FMEA From Theory
to Execution, Second Edition”, ASQ Quality Press Milwaukee, Wisconsin,
2003.
2. Feigenbaum and Vallin, Armand.; “Total Quality Control”, Third Edition, Mc
Graw Hill Book, Inc., New York, 1986.
3. Gaspersz, Vincent.; “Pedoman Implementasi Program Six Sigma
Terintegrasi Dengan ISO 9001 : 2000, MBNQ, dan HACCP”, PT.
Gramedia Pustaka Utama, Jakarta, 2002.
4. Ishikawa, Kaoru.; Teknik Penuntun Pengendalian Mutu, terjemahan Ir.
Nawolo Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
5. Juran, J. M. and Frank M. Gryna; ”Quality Planning and Analysis”, Third
Edition, Mc Graw Hill, New York, 1993.
6. Miranda dan Widjaja Tunggal, Amin.; “Six Sigma : Gambaran Umum
Penerapan Proses dan Metode-Metode yang Digunakan untuk Perbaikan”,
Harvarindo, Jakarta, 2002.
7. Nasution, M.N.; Manajemen Mutu Terpadu, Ghalia Indonesia, Jakarta,
2001.
8. Pande, Peter S., Robert P. Neuman, and Roland R. Cavanagh; “The Six
Sigma Way”, Andi, Yogyakarta, 2002.
9. Pyzdek, Thomas.; “The Six Sigma Handbook Panduan Lengkap untuk
Greenbelts, Blackbelts, dan Manajer pada Semua Tingkat”, Salemba
Empat, Jakarta, 2002.