DAFTAR PUSTAKA
M. Feld, William. 2001. Lean Manufacturing: Tools, Techniques, and How to Use
Them. St. Lucia Press
Wilson, Lonnie. 2010. How To Implemet Lean Manufacturing. McGraw Hill
Nash, Mark and Polling, Sheila. 2008. Mapping The Total Value Stream. Taylor
and Francis Group
Wignjosoebroto, Sritomo. 2001. Ergonomi Studi Gerak dan Waktu. Guna Widya,
Surabaya.
Sinulingga, Sukaria. 2011. Metode Penelitian. Medan : USU Press.
S. Agrahari, Ravindrakumar. A. Dangle, Priyanka. V. Chandratre. K. 2015.
Improvement of process cycle efficiency by implementing a lean practice: a case study. Sapts’s College of Engineering. India
BAB III
LANDASAN TEORI
3.1. Lean Manufacturing
Lean Manufacturing adalah salah satu upaya untuk mengefesiensikan
sistem dengan mereduksi pemborosan.4
a. Siklus manufaktur
Lima elemen penting dari lean
manufacturing adalah siklus manufaktur, organisasi, pengendalian proses,
metrics, dan logistik. Berikut akan dijelaskan masing-masing defenisi dari lima elemen tersebut.
Siklus manufaktur adalah aspek yang mengalokasikan perubahan fisik dan
standar perancangan yang dijelaskan dalam bentuk bagan.
b. Organisasi
Organisasi dalam hal ini fokus terhadap mengindentifikasi peranan
masing-masing pekerja, pelatihan untuk cara kerja yang baru, dan
komunikasi.
c. Pengendalian proses
Aspek ini berkaitan dengan pengawasan, pengendalian, penyeimbangan,
dan cara-cara yang ditawarkan untuk memperbaiki proses.
d. Metrics
Aspek ini berkaitan dengan target pencapaian perusahaan yang dapat
diukur.
4
e. Logistik
Aspek yang fokus terhadap mekanisme perencanaan dan pengendalian
aliran bahan.
3.1.1. Langkah-langkah Penerapan Lean Manufacturing
Langkah-langkah penerapan lean manufacturing adalah sebagai berikut5
1. Evaluasi ketiga pemikiran dasar dalam perubahan cultural
:
Langkah 1-3 : merupakan evaluasi dari keiginan mencapai lean
2. Tuntaskan evaluasi sistem manufacturing yang digunakan sekarang
a. Keempat ujian komitment menajemen untuk menerepkan lean
manufacturing
b. Kesepuluh alasan yang paling sering mengakibatkan inisiatif
menuju lean gagal
c. Keempat langkah awal penerapan inisiatif lean
d. Kedewasaan proses
3. Menerapkan hasil pembelajaran dari hasil evaluasi pencapain
Langkah 4-7 merupakan evaluasi dan perbaikan dari value stream
4. Pendokumentasian kondisi dari current value stream
5. Redesign untuk mengurangi pemborosan
a. Persiapkan future value sream yang akan:
1) Sinkronisasi pasokan ke pelanggan secara eksternal
5
Sinkronisasi secara eksternal adalah menyediakan produk ke konsumen pada
tingkat permintaan konsumen dan menyesuaikan dengan jadwal produksi.
Perusahaan ingin memasok semua kebutuhan konsumen tetapi tidak ingin
melakukan produksi berlebih dan
3.2. Waste (Pemborosan)
Tujuan utama dari sistem lean adalah mengurangi waste. Waste adalah
sesuatu yang pelanggan tidak mau membayarnya. Ditegaskan kembali oleh Hines
dan Taylor (2000) bahwa waste berarti non-value-adding activities, dalam sudut
pandang pelanggan.
Terdapat tujuh jenis pemborosan yang didefinisikan oleh Shigeo Shingo
(1981,1988), yaitu:
1. Overproduction, memproduksi terlalu banyak melebihi kebutuhan pelanggan atau memproduksi lebih cepat daripada waktu kebutuhan pelanggan yang
menyebabkan kelebihan inventory.
2. Defects, yang tergolong kecacatan contohnya bisa berupa kesalahan dokumentasi, permasalahan kualitas produk yang dihasilkan, atau pengiriman
yang buruk.
3. Unnecessary Inventory, kelebihan penyimpanan dan delay material maupun produk sehingga mengakibatkan peningkatan biaya dan penurunan kualitas
pelayanan terhadap pelanggan.
5. Excessive Transportation, dapat berupa waktu, tenaga, dan biaya akibat pergerakan yang berlebihan dari pekerja, aliran informasi, atau material
produk.
6. Waiting, tidak beraktifitasnya pekerja, informasi atau barang dalam waktu yang lama yang berdampak terhadap buruknya aliran proses dan
bertambahnya lead time.
7. Unnecessary Motions, segala pergerakan dari orang atau mesin yang tidak menambah nilai terhadap barang dan jasa yang akan diserahkan kepada
pelanggan tetapi hanya menambah biaya dan waktu saja. Atau keadaan
tempat kerja yang kurang ergonomis yang menyebabkan pekerja melakukan
gerakan yang tidak perlu.
3.3. Value Stream Mapping (VSM)
Value Stream Mapping adalah alat proses pemetaan yang berfungsi untuk mengindentifikasi aliran material dan informasi pada proses produksi dari bahan
menjadi produk jadi.6
6
Nash, Mark and Polling, Sheila. 2008. Mapping The Total Value Stream. Taylor and Francis Group
Value Stream Mapping digambarkan dengan simbol-simbol
yang mewakili aktivitas. Aktivitas dikelompokkan dalam value added dan non
value added, sehingga dapat diketahui aktivitas mana yang dapat memberikan nilai tambah dan yang tidak memberikan nilai tambah, dengan kata lain dapat
mengidentifikasi pemborosan yang terjadi selama proses produksi sehingga dapat
mampu memvisualisasikan aliran produk dan
mengidentifikasi juga membantu untuk
memprioritaskan masalah yang akan diselesaika adalah
salah satu bentuk dari yang menunjukka
material, aliran informasi, parameter operational leadtime, yield, uptime,
frekuensi pengiriman, jumlah tenaga kerja, ukuran batch, jumlah
wakt
dibuat spesifik untuk produk tertentu yang
memiliki demand rate yang spesifik. Penggolongan untuk produk dengan tahapan
proses yang sama disebut juga family grouping. Setelah spesifikasi produk
ditentukan, maka permintaan konsumen juga harus ditentukan untuk mengetahui
yaitu lama waktu yang dibutuhkan untuk memproduksi satu produk. Nilai
di dapat dari formula waktu operasional yang tersedia terhadap
permintaan konsumen.
Beberapa hal yang akan teridentifikasi dari adalah
penumpukan persediaan yang berlebihan pada proses tertentu, scrap yang tinggi,
waktu uptime yang rendah, batch size yang terlalu besar, aliran informasi yang
tidak mencukupi, waktu tunggu yang terlalu lama, dan efisiensi waktu dari bisnis
proses secara keseluruha mensyaratkan untuk
memvalidasi data operational secara langsung ke lapangan, berdiskusi dengan
orang lapangan untuk memastikan keaktualan data akan
membantu dalam mengimprove bisnis proses secara menyeluruh dan
Value Stream Mapping digunakan untuk penggambaran aliran material dan aliran informasi sehingga menjadi satu kesatuan aliran dalam pabrik.
Informasi yang diperlukan untuk masing-masing kategori proses ini terdiri dari
cycle time, changover time, ukuran batch produksi, jumlah operator dan uptime.
Contoh gambar dapat dilihat pada Gambar 3.1.
Gambar 3.1. Value Stream Mapping
Dalam pembuatan VSM, terdapat berbagai istilah yang digunakan dapat
dilihat pada Tabel 3.1.
Tabel 3.1 Istilah yang Digunakan dalam Value Stream Mapping
Istilah Pengertian
Cycle Time (CT) Waktu yang dibutuhkan untuk melakukan satu kali proses.
Change Over Time (CO) Waktu set-up mesin yang dibutuhkan sebelum proses dilakukan (sekali untuk seluruh proses).
Value Added (VA) Waktu yang diperoleh dari cycle time proses yang dilakukan
3.3.1. Simbol-simbol dalam Value Stream Mapping
Simbol dasar yang digunakan dalam Value Stream Mapping adalah
kombinasi dari simbol flowchart dan bentuk unik yang digunakan untuk visual
mewakili berbagai tugas dan fungsi dalam peta. Simbol dibagi menjadi beberapa
kelompok diantaranya ialah seperti Gambar 3.2, Gambar 3.3, dan Gambar 3.4
berikut
Gambar 3.3. Simbol Aliran, Komunikasi, Sinyal, dan Label
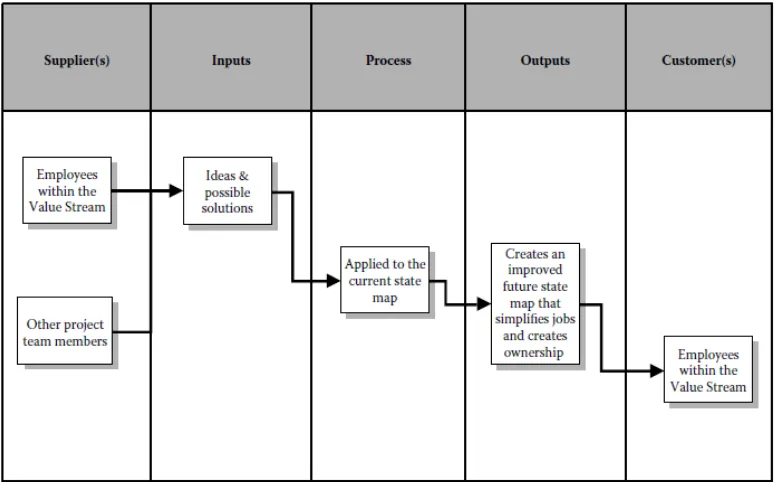
3.4. SIPOC (Supplier, Input, Process, Output, Customer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang
lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang
digunakan untuk mengidentifikasikan elemen yang berkaitan untuk
pengembangan proses sebelum proses pengembangan itu dimulai. Penggambaran
ruang lingkup dilakukan sebelum penggambaran lebih rinci untuk setiap proses.
Nama SIPOC merupakan akronim dari lima elemen utama dalam sistem kualitas,
yaitu:
1. Suppliers adalah orang, departemen atau organisasi yang memberikan informasi kunci, material, atau sumber daya lain kepada proses. Jika suatu
proses terdiri dari beberapa sub proses, maka sub proses sebelumnya dapat
dianggap sebagai petunjuk pemasok internal (internal suppliers).
2. Inputs adalah segala sesuatu yang diberikan oleh suppliers kepada proses. 3. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal
menambah nilai kepada inputs (proses transformasi nilai tambah kepada
inputs). Suatu proses biasanya terdiri dari beberapa sub-proses.
4. Outputs adalah produk (barang atau jasa) dari suatu proses. Dalam industri
manufaktur ouputs dapat berupa barang setengah jadi maupun barang jadi
(final product). Termasuk kedalam outputs adalah informasi-informasi kunci dari proses.
5. Customers adalah orang atau kelompok orang, atau sub proses yang
sub proses sesudahnya dapat dianggap sebagai pelanggan internal (internal customers).
Langkah-langkah dalam membuat Diagram SIPOC adalah:
1. Membuat suatu wilayah diagram yang memungkinkan untuk diisi dengan
elemen-elemen berkaitan. Diagram diberi keterangan Supplier, Input,
Process, Output, dan Costumer pada bagian atas.
2. Identifikasikan setiap level proses produksi.
3. Identifikasikan output dari setiap proses.
4. Identifikasikan konsumen yang akan menerima output dari proses.
5. Identifikasikan input yang diperlukan untuk setiap proses agar dapat
berfungsi dengan baik.
6. Identifikasikan supplier dari input yang dibutuhkan proses.
7. Identifikasikan kebutuhan dari konsumen.
3.5. Pengukuran Waktu Kerja dengan Stopwatch Time Study
Pengukuran waktu kerja dengan jam henti (stop-watch time study)
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu.
Metoda ini terutama sekali diaplikasikan untuk pekerjaan-pekerjaan yang
berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran akan
diperoleh waktu baku untuk menyelesaikan suatu silus pekerjaan, yang mana
waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua
pekerja yang akan melaksanakan pekerjaan yang sama seperti itu.7
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan beritahukan
maksud dan tujuan oengukuran ini kepada pekerja yang dipilih untuk diamati
dan supervisor yang ada.
Secara garis
besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam
henti ini diuraikan sebagai berikut:
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan
seperti layout, karakteristik/spesifikasi mesin atau peralatan kerja lain yang
digunakan, dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi masih
dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur, catat waktu yang dibutuhkan oleh operator untuk menyelesaikan
elemen-elemen kerja tersebut.
7
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus kerja yang dilaksanakan ini sudah memenuhi syarat atau tidak.
Uji pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan aktivitas kerja
yang diukur dan dicatat waktunya tersebut. Rate of performance ini
ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk
performance operator. Untuk elemen kerja yang secara penuh dilakukan oleh
mesin maka performance dianggap normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang ditunjukkan
oleh operator tersebut sehingga akhirnya akan diperoleh waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas.
Waktu longgar yang akan diberikan ini guna menghadapi kondisi-kondisi
seperti kebutuhan personil yang bersifat pribadi, faktor kelelahan,
keterlambatan material, dan lain-lainnya.
9. Tetapkan wakatu kerja baku (standard time) yaitu jumlah total antara waktu
normal dan waktu longgar.
3.5.1. Rating Factor
Yang dimaksud dengan rating factor (penyesuaian) adalah dimana selama
pengukuran berlangsung, pengamat harus mengamati kewajaran kerja yang
ditunjukkan oleh operator/pekerja. Cara menentukan faktor penyesuaian ini antara
1. Cara Persentase : besarnya faktor penyesuaian sepenuhnya ditentukan oleh
pengukur melalui pengamatannya selama melakukan pengukuran.
2. Cara Shumard : cara yang memberikan patokan-patokan penilaian melalui
kelas-kelas performance kerja dimana setiap kelas mempunyai nilai
sendiri-sendiri.
3. Cara Objektif : cara yang memperhatikan 2 faktor yaitu kecepatan kerja dan
tingkat kesulitan pekerjaan.
4. Cara Westinghouse : cara dimana ada 4 faktor yang menyebabkan tingkat
kewajaran dalam bekerja, yaitu keterampilan (skill), usaha (effort), kondisi
kerja, dan konsistensi pekerja.
Cara westinghouse dapat dilihat pada Lampiran 2.
3.5.2. Allowance
Kelonggaran (Allowance) diberikan berkenaan dengan adanya sejumlah
kebutuhan di luar kerja, yang terjadi selama pekerjaan berlangsung. Kelonggaran
diberikan untuk 3 hal, yaitu:
a. Kelonggaran untuk kebutuhan pribadi (personal)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap
dengan teman sekedarnya untuk menghilangkan ketegangan ataupun
b. Kelonggaran untuk menghilangkan rasa fatigue.
Fatigue merupakan hal yang akan terjadi pada diri seseorang sebagai akibat dari melakukan suatu pekerjaan.
c. Kelonggaran untuk hambatan-hambatan tidak terhindarkan (delay)
Hambatan-hambatan tidak terhindarkan terjadi karena berada diluar
kekuasaan/kendali pekerja.
Pemberian penyesuaian dan kelonggaran secara bersama-sama
selayaknya dapat dirasakan adil (fair), baik dari sisi pekerja maupun dari sisi
manajemen.
Adapun persentasi kelonggaran (Allowance) dapat dilihat di Tabel 3.2
Tabel 3.2. Allowance
Faktor Kelonggaran
Tenaga Yang dikeluarkan Pria Wanita
1. Dapat diabaikan 0,0-0,6 0,0-0,6
2. Sangat Ringan 6,0-7,5 6,0-7,5
3. Ringan 7,5-12,0 7,5-12,0
4. Sedang 12,0-19,0 16,0-30,0
5. Berat 19,0-30,0
6. Sangat Berat 30,0-50,00
Sikap Kerja
1. Duduk 0,0-1,0
2. Berdiri di atas dua kaki 1,0-2,5
3. Berdiri di atas satu kaki 2,5-4,0
4. Berbaring 2,5-4,0
5. Membungkuk 4,0-10
Gerakan Normal
1. Normal 0
2. Agak terbatas 0-5
3. Sulit 0-5
4. Anggota badan terbatas 5-10
Tabel 3.2. Allowance (Lanjutan)
Faktor Kelonggaran
Kelelahan Mata Cahaya Baik Cahaya Buruk
1. Pandangan yang terputus-putus 0,0-6,0 0,0-6,0
2. Pandangan hampir terus menerus 6,0-7,5 6,0-7,5
3. Pandangan terus menerus fokus berubah 7,5-12,0 7,5-16,0
4. Pandangan terus menerus fokus tetap 12,19,0 16,0-30,0
Keadaan Temperatur Kerja (C)
1. Beku (dibawah 0) Di atas 10
2. Rendah (0-13) 10-0
3. Sedang (13-22) 5-0
4. Normal (22-28) 0-5
5. Tinggi (28-38) 5-40
6. Sangat tinggi (diatas 38) Di atas 40
Keadaan Atmosfer
1. Baik 0
2. Cukup 0-5
3. Kurang baik 5-10
4. Buruk 10-20
Keadaan Lingkungan Yang Baik
1. bersih, sehat, kebisingan rendah 0
2. siklus kerja berulang 5-10 detik 0-1
3. siklus kerja berulang 0-5 detik 1-3
4. sangat bising 0-5
5. faktor yang menurukan kualitas 0-5
6. terasa adanya getaran lantai 5-10
3.7. Konsep “5W dan 1H”
Lima W dan satu H bukan hanya merupakan alat Kaizen
.
Alat ini jugadipergunakan secara luas sebagai alat manajemen dalam berbagai lingkungan
.
Lima W dan satu H yaitu Who (siapa), What (apa), Where (dimana), When
(kapan), Why (mengapa), dan How (bagaimana)
.
Berkenaan dengan suatu proses,pertanyaan-pertanyaan yang diajukan antara lain : siapa yang melaksanakannya ?
siapa yang seharusnya melaksanakan? Apa yang sedang dikerjakan? Apa yang
seharusnya dikerjakan? Dimana melaksanakannya? Dimana seharusnya
melaksanakan? Kapan melaksanakannya? Kapan seharusnya melaksanakannya?
Mengapa melaksanakannya? Mengapa dilaksanakan dengan cara itu? Bagaimana
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian ini dilakukan di PT
.
Charoen Phokpand Indonesia yangbergerak dalam bidang produksi sausage (sosis) yang beralamat di Jalan Pulau
Solor No.2 Desa Saentis, Kawasan Industri Medan Tahap II, Kecamatan Percut
Sei Tuan, Kabupaten Deli Serdang Provinsi Sumatera Utara
.
Waktu penelitiandilakukan pada tanggal 10 Agustus 2015 sampai dengan Oktober 2015.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian descriptive yaitu suatu jenis
penelitian yang bertujuan untuk mendeskripsikan secara sistematik, faktual dan
akurat tentang fakta-fakta dan sifat-sifat suatu objek atau populasi tertentu.
(Sinulingga; 2011).
4.3. Objek Penelitian
Objek penelitian yaitu proses produksi yang terjadi pada bagian produksi
sausage (sosis) di PT
.
Charoen Phokpand Indonesia Food Division merupakanproduk yang memiliki persentase produk rework yang paling besar dan memiliki
4.4. Variabel Penelitian
Variabel-variabel yang terdapat dalam penelitian ini adalah:
1. Variabel bebas (independent variable) merupakan variabel yang
mempengaruhi variabel terikat. Variabel bebas dalam penelitian ini adalah:
a. Urutan proses produksi
Urutan proses produksi adalah rincian dari langkah-langkah dalam
menyelesaikan suatu produk.
b. Aliran material dan aliran informasi
Aliran material menggambarkan urutan penggunaan material hingga
menjadi produk jadi. Aliran informasi adalah pola pemberian dan
penerimaan informasi dalam membuat suatu produk.
c. Waktu standar
Waktu standar diperoleh dari rating factor, waktu siklus dan allowance
operator masing-masing stasiun kerja.
2. Variabel terikat (dependent variable) merupakan variabel utama yang
menjadi faktor yang berlaku dalam investigasi. Variabel terikat dalam
penelitian ini adalah minimisasi kegiatan yang bersifat wasting time (Non
Value Added Activity) dan minimisasi leadtime produksi.
4.5. Kerangka Konseptual Penelitian
Penelitian dapat terlaksana secara terstruktur dan menjadi lebih mudah
konseptual merupakan konsep awal bagi peneliti dalam melaksanakan penelitian.
Kerangka konseptual penelitian dapat dilihat pada Gambar 4.1.
Gambar 4.1. Kerangka Konseptual Penelitian
4.6. Pengumpulan Data
4.6.1. Sumber Data
Berdasarkan cara pengumpulannya, data yang digunakan dalam penelitian
ini adalah:
a. Data primer diperoleh dengan cara pengamatan atau pengukuran langsung
.
Data yang termasuk kategori ini adalah data waktu proses produksi
.
b. Data sekunder diperoleh berdasarkan data dokumentasi perusahaan
.
Data yangtermasuk kategori ini adalah:
1. Data jumlah produksi per bulan
.
2. Urutan proses produksi
.
3. Jumlah operator produksi
.
4. Data jam dan shift kerja
.
5. Data jumlah mesin dari setiap stasiun kerja
.
Minimisasi Non Value Added Activity dan leadtime produksi Waktu Standar
Urutan Proses Produksi
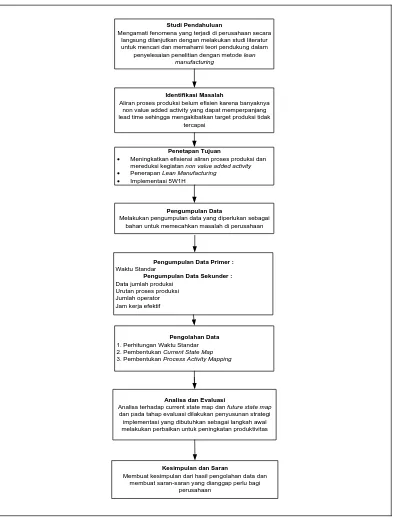
4.7. Blok Diagram Prosedur Penelitian
Prosedur penelitian ditampilkan dalam blok diagram pada Gambar 4
.
2.
Studi Pendahuluan
Mengamati fenomena yang terjadi di perusahaan secara langsung dilanjutkan dengan melakukan studi literatur untuk mencari dan memahami teori pendukung dalam
penyelesaian penelitian dengan metode lean
manufacturing
Identifikasi Masalah
Aliran proses produksi belum efisien karena banyaknya non value added activity yang dapat memperpanjang lead time sehingga mengakibatkan target produksi tidak
tercapai
Penetapan Tujuan
• Meningkatkan efisiensi aliran proses produksi dan mereduksi kegiatan non value added activity
• Penerapan Lean Manufacturing
• Implementasi 5W1H
Pengumpulan Data
Melakukan pengumpulan data yang diperlukan sebagai bahan untuk memecahkan masalah di perusahaan
Pengumpulan Data Primer :
Waktu Standar
Pengumpulan Data Sekunder :
Data jumlah produksi Urutan proses produksi Jumlah operator Jam kerja efektif
Pengolahan Data
1. Perhitungan Waktu Standar 2. Pembentukan Current State Map 3. Pembentukan Process Activity Mapping
Analisa dan Evaluasi
Analisa terhadap current state map dan future state map dan pada tahap evaluasi dilakukan penyusunan strategi implementasi yang dibutuhkan sebagai langkah awal melakukan perbaikan untuk peningkatan produktivitas
Kesimpulan dan Saran
Membuat kesimpulan dari hasil pengolahan data dan membuat saran-saran yang dianggap perlu bagi
perusahaan
4.8. Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam penelitian ini adalah:
1. Melakukan pengamatan proses produksi dan mengukur waktu proses
produksi
.
Pengamatan dilakukan dengan menggunakan metode pengukuranwaktu stopwatch time study
.
2. Melakukan wawancara atau tanya jawab dengan penanggung jawab bagian
produksi mengenai hal-hal yang berhubungan dengan penelitian
.
3. Mengumpulkan data sekunder yang diambil dari dokumen-dokumen
perusahaan yang berhubungan dengan penelitian
.
4.9. Metode Pengolahan Data
Langkah-langkah dalam proses pengolahan data adalah:
1. Pembentukan Current State Mapping
Langkah-langkah untuk membentuk current state mapping adalah sebagai
berikut :
a. Penetapan Model line product
.
b. Penentuan Value Stream Manager
.
c. Pembentukan diagram SIPOC
.
d. Perhitungan waktu baku
.
e. Pembuatan peta untuk setiap kategori proses
.
g. Perhitungan Matrix Lean pada Current State Map
.
h. Identifikasi waste (non value added activity) pada Current State Map
dengan PAM (Process Activity Mapping)
.
2. Analisa Current State Map
Analisa perbaikan current state map dilakukan dengan mengidentifikasi
pemborosan apa saja yang terdapat di sepanjang value stream current state
.
Kemudian akan dicari akar permasalahan dan cara mengatasinya
.
Beberapalangkah yang dilakukan yaitu :
a. Perincian aktivitas value added dan non value added
.
b. Analisa cycle time
.
c. Analisa Matrix Lean
.
d. Analisa PAM (Process Activity Mapping) dengan 5W1H
.
3. Pembentukan Future State Map yang merupakan gambaran keadaan yang
ingin dicapai oleh perusahaan kedepannya
.
Beberapa langkah yang perludilakukan yaitu :
a. Penyusunan tindakan perbaikan berdasarkan analisa
b. Pembuatan PAM (Process Activity Mapping) usulan
.
4.10. Analisis Pemecahan Masalah
Setelah dilakukan perbaikan melalui pembentukan future state map, maka
pada tahap ini dilakukan analisa terhadap hasil rancangan
.
Analisa meliputianalisa current state map dan future state map
.
Pada tahap ini, akan dibandingkanantara peta current state dengan peta future state yang telah dibuat
.
Dengandemikian, akan dapat diketahui perbedaan kondisi yang dihadapi perusahaan saat
ini dengan kondisi ideal yang mungkin untuk diterapkan dalam perusahaan
melalui rancangan future state
.
4.10. Kesimpulan dan Saran
Penarikan kesimpulan dilakukan untuk merangkum hal-hal penting dalam
penelitian tersebut
.
Saran diberikan untuk penelitian selanjutnya yang inginBAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1 Pengumpulan Data
Data yang dikumpulkan adalah data yang berhubungan dengan proses
proses produksi sosis (sausage). Data tersebut meliputi uraian proses produksi
dimulai dari awal hingga akhir, waktu dari setiap proses, flow process chart,
layout lantai produksi dan data lainnya untuk melengkapi current state map.
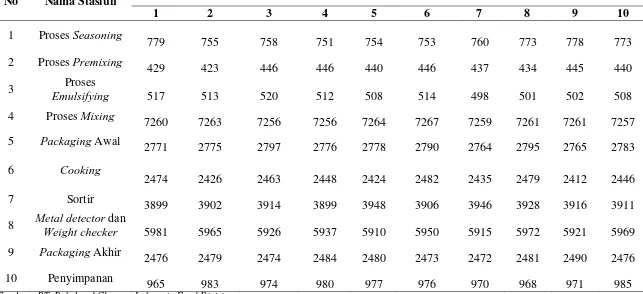
5.1.1 Data Waktu Siklus
Pengukuran waktu siklus dengan menggunakan stopwatch pada setiap
proses dari awal hingga akhir. Urutan aktivitas pembuatan sosis dapat dilihat pada
Tabel 5.1. dimana aktivitas pembuatan sosis dibagi menjadi beberapa stasiun dan
dilakukan pengukuran waktu siklus berdasarkan masing-masing stasiun. Data
waktu siklus untuk proses pembuatan sosis (sausage) dapat dilihat pada Tabel
5.2.
Tabel 5.1 Uraian Proses Pembuatan Sosis (Sausage)
No Stasiun
Kerja Aktivitas
1
Proses
Seasoning
Bahan seasoning dibawa ketempat penakaran
2 Bahan Seasoning ditimbang sesuai dengan formula
3 Dibawa ke mesin unimix dengan menggunakan midcart
4
Proses
Premixing
Bahan Premix dibawa ke tempat penakaran
5 Bahan Premix ditimbang sesuai dengan formula
Tabel 5.1 Uraian Proses Pembuatan Sosis (Sausage) (Lanjutan)
No Stasiun
Kerja Aktivitas
7
Proses
Emulsifying
Campuran emulsi diambil dari penyimpanan
8 Campuran emulsi ditimbang sesuai formula
9 Dibawa ke mesin unimix dengan menggunakan midcart
10
Proses
Mixing
Daging segar ditimbang sesuai formula
11 Daging segar dibawa ke mesin autogrind dengan midcart
12 Dihaluskan dengan mesin autogrind
13 Daging yang sudah dihaluskan dibawa ke mesin mixing
dengan midcart
14 Dicampur dengan semua adonan (seasoning, premix, emulsi,
nitrogen dan air) dengan mesin unimix
15 Dicacah kembali sampai adonan tercampur merata dengan
menggunakan mesin emulsi fryer
16
Packaging
Awal
Plastik dibawa ke mesin stuffer secara manual
17
Dicetak adonan dengan mesin stuffer bersamaan dengan
pada saat conveyor berjalan
18 Digantungkan pada trolly
19 Trolly yang berisi gantungan sosis dibawa ke smoke house
20
Cooking Ditumpuk sementara di smoke house
21 Dipanggang di mesin Fessman dengan suhu 80-100C
22
Sortir
Dipotong sesuai ukuran
23 Diseleksi produk untuk melihat apakah defect atau tidak
24 Dikemas produk dengan kemasan plastik
25
Metal detector
dan Weight checker
Dibawa hasil ke bagian pengepresan
26 Dipress kemasannya
27 Dibawa hasil ke mesin masukan check weighter dan metal
detector dengan menggunakan conveyor
28 Ditimbang berat produk yang sudah disesuaikan
29 Dibawa hasil ke mesin IQF
30 Didinginkan di mesin IQF dengan suhu -18C
31
Packaging
Akhir
Dibawa ke meja pengepakan
32 Dikemas produk dalam karton
33 Ditimbang berat karton
34
Penyimpanan
Dibawa kotak karton ke tempat penyimpanan
35 Ditumpuk sementara
36 Dibawa kotak karton ke warehouse dengan meja beroda
37 Disimpan di warehouse
Tabel 5.2 Data Waktu Siklus Proses Pembuatan Sosis (Sausage)
No Nama Stasiun
Pengamatan ke- (detik)
1 2 3 4 5 6 7 8 9 10
1 Proses Seasoning
779 755 758 751 754 753 760 773 778 773
2 Proses Premixing
429 423 446 446 440 446 437 434 445 440
3 Proses
Emulsifying 517 513 520 512 508 514 498 501 502 508
4 Proses Mixing
7260 7263 7256 7256 7264 7267 7259 7261 7261 7257
5 Packaging Awal
2771 2775 2797 2776 2778 2790 2764 2795 2765 2783
6 Cooking
2474 2426 2463 2448 2424 2482 2435 2479 2412 2446
7 Sortir
3899 3902 3914 3899 3948 3906 3946 3928 3916 3911
8 Metaldetector dan
Weightchecker 5981 5965 5926 5937 5910 5950 5915 5972 5921 5969
9 Packaging Akhir
2476 2479 2474 2484 2480 2473 2472 2481 2490 2476
10 Penyimpanan
965 983 974 980 977 976 970 968 971 985
5.1.2. Flow Process Chart
Flow process chart dari proses pembuatan sosis dapat dilihat pada Lampiran .
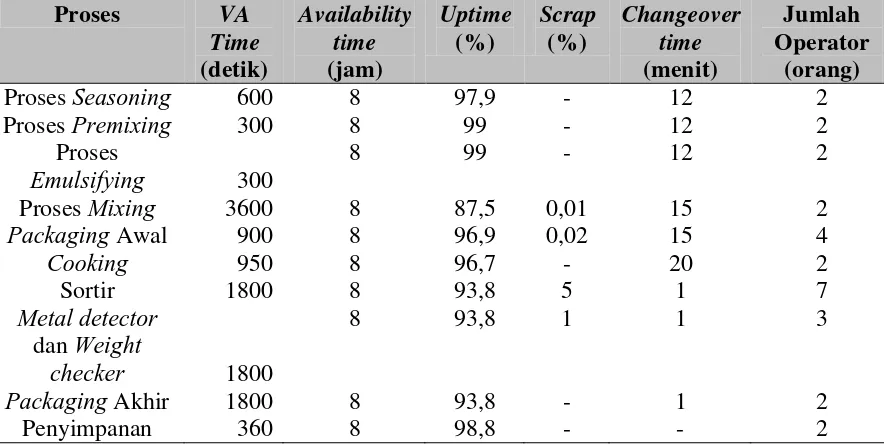
5.1.3. Data Sekunder Untuk Melengkapi Current State Map
Dalam pembuatan peta untuk setiap kategori proses memerlukan data-data dan
informasi yang akan dirangkum dalam satu process box. Informasi yang
diperlukan dalam pembuatan process box ini adalah urutan proses, jumlah
operator, waktu siklus, change overtime, dan uptime. Dari hasil wawancara
dengan pihak bagian produksi PT. Charoen Pokphand Indonesi Food Division
diperoleh data jumlah pekerja pada tiap proses dan uptime untuk setiap proses
yaitu:
a) Processing Lead Time merupakan total dari keseluruhan proses produksi mulai dari proses pengerjaan awal sampai proses produksi selesai. (George, 2005)
b) Processing Time merupakan value added time dari proses produksi. (George, 2005)
c) Uptime merupakan waktu produksi aktual per hari tanpa adanya gangguan dan waktu istirahat.
Berikut ini merupakan contoh perhitungan uptime pada stasiun seasoning.
Uptime =(������ ���������� ���� ����� ℎ��� −����� ����� ����)
������������ ���� × 100%
=(8 ���×60 ����� x 60 detik )−(600 �����)
480 ����� ∗60 × 100%
=97,9 %
d) Changeover time merupakan waktu yang digunakan dalam proses penggantian
part komponen mesin dalam setiap penggantian jenis produk. Sehingga data selengkapnya dapat dilihat pada Tabel 5.3.
Tabel 5.3. Uptime dan Jumlah Operator Setiap Proses Produksi Sosis
Proses VA
Time (detik) Availability time (jam) Uptime (%) Scrap (%) Changeover time (menit) Jumlah Operator (orang)
Proses Seasoning 600 8 97,9 - 12 2
Proses Premixing 300 8 99 - 12 2
Proses
Emulsifying 300
8 99 - 12 2
Proses Mixing 3600 8 87,5 0,01 15 2
Packaging Awal 900 8 96,9 0,02 15 4
Cooking 950 8 96,7 - 20 2
Sortir 1800 8 93,8 5 1 7
Metal detector
dan Weight
checker 1800
8 93,8 1 1 3
Packaging Akhir 1800 8 93,8 - 1 2
Penyimpanan 360 8 98,8 - - 2
Sumber : PT. Charoen Pokphand Indonesia Food Division
5.1.4. Data Produksi Produk
Produk yang akan dijadikan objek penelitian adalah produk sosis (sausage). Data
jumlah produksi sosis (sausage) pada bulan Oktober 2014– September 2015 dapat
dilihat pada Tabel 5.4.
Tabel 5.4. Jumlah Produksi Sosis (Sausage)
Bulan Jumlah Produksi Jumlah Rework
November 2014 229.003 11.450
December 2014 218.433 10.922
January 2015 225.903 13.554
February 2015 210.762 14.753
March 2015 231.294 13.878
April 2015 201.637 12.098
May 2015 197.325 13.813
June 2015 217.385 10.869
July 2015 206.905 14.483
August 2015 221.696 11.085
September 2015 297.690 14.885
Sumber : PT. Charoen Pokphand Indonesia Food Division
5.2. Pengolahan Data
5.2.1. Pembuatan Current State Map
Current State Map adalah gambararn dari proses produksi yang berlangsung dalam perusahaan meliputi aliran material dan aliran informasi.
Current State Map terdiri atas beberapa langkah dimulai dari penentuan value stream manager hingga pembentukan peta aliran keseluruhan pabrik.
5.2.1.1.Penentuan produk yang akan menjadi model line
Tujuan pemilihan modelline adalah agar penggambaran sistem fokus pada
suatu produk yang dianggap dan mewakili keseluruhan sistem produksi di pabrik
atau produk yang merupakan produk utama perusahaan.
Model line pada penelitian ini adalah produk sosis (sausages) di PT. Charoen
Pokphand Indonesi FoodDivision.
Value Stream Manager adalah seseorang yang memahami keseluruhan proses produksi yang terjadi secara detail dan memiliki peranan penting dalam
proses produksi sehingga dapat memberikan informasi dengan lengkap dan dapat
membantu dalam memberikan saran bagi perbaikan proses produksi. Dalam
penelitian ini, value stream manager adalah Ibu Nuri selaku asisten manager
bagian sausages PT. Charoen Pokphand Indonesi FoodDivision.
5.2.1.3. Penentuan Waktu Standar Proses
Informasi yang diperlukan dalam pembuatan peta untuk setiap kategori
proses (door-to-door flow) di sepanjang value stream antara lain adalah waktu
standar. Uji keseragaman data dan uji kecukupan data dilakukan untuk data
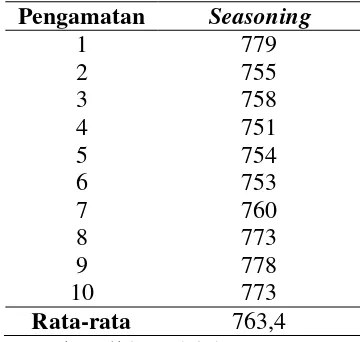
seluruh proses awal hingga akhir. Data waktu pengamatan untuk seasoning dapat
dilihat pada Tabel 5.5. dan hasil uji keseragaman dan uji kecukupan data waktu
[image:31.595.220.400.554.725.2]siklus pada seasoning dapat dilihat pada perhitungan berikut ini.
Tabel 5.5. Waktu Pengamatan Seasoning
Pengamatan Seasoning
1 779
2 755
3 758
4 751
5 754
6 753
7 760
8 773
9 778
10 773
4 , 763 x _ =
1. Uji Keseragaman Data
Untuk menguji keseragaman data digunakan metode statistik dan tingkat
keyakinan dan tingkat ketelitian yang diinginkan pengukur adalah tingkat
keyakinan 95% dan tingkat ketelitian 5%.
a. Perhitungan dari standar deviasi:
b. Perhitungan Batas Kelas Atas dan Batas Kelas Bawah
Dengan tingkat keyakinan 95% dan ketelitian 5%, maka nilai Z = 2
42 , 518 ) 49 , 122 ( 2 40 , 763 Z x BKB _ = − = − = σ 38 , 1008 ) 49 , 122 ( 2 40 , 763 Z x BKA _ = + = + =
σ
c. Pembuatan Peta Kontrol
Pembuatan peta kontrol dilakukan dengan memasukkan data waktu siklus yang dilengkapi dengan nilai BKA, BKB, dan nilai rata-rata.
Gambar 5.1. Peta Kontrol Waktu Inspeksi Awal
Dari Gambar 5.1. dapat dilihat bahwa data waktu siklus untuk inspeksi awal yang
diamati adalah seragam.
2. Uji Kecukupan Data
Setelah data seragam maka selanjutnya dilakukan uji kecukupan data dengan
rumus sebagai berikut :
(
)
2 2 2 . / ' − =∑
∑
∑
X X X N s k N Dimana :X : data ke-I dari N sampel
k : tingkat kepercayaan (bernilai 2 untuk tingkat keyakinan 95%)
s : tingkat ketelitian yang digunakan sebesar 5%
N : jumlah data aktual untuk sampel
N′ : jumlah data yang seharusnya
Uji kecukupan data ini dilakukan untuk setiap proses. Perhitungan uji kecukupan
data seasoning dapat dilihat pada Tabel 5.6.
400 500 600 700 800 900 1000 1100 1200
1 2 3 4 5 6 7 8 9 10
BKB
BKA
Tabel 5.6. Uji Kecukupan Data Proses Seasoning
Pengamatan Seasoning X²
1 779 606841
2 755 570025
3 758 574564
4 751 564001
5 754 568516
6 753 567009
7 760 577600
8 773 597529
9 778 605284
10 773 597529
Total 7634 5828898
0,30 7634 ) 7634 ( ) 5828898 ( 10 40 ' 2 2 = − = N
Data dinyatakan cukup jika nilai N>N’ berdasarkan hasil perhitungan. Sebaliknya,
jika N<N’ maka data yang telah diambil belum mencukupi sehingga harus
ditambahkan jumlah data sebagai sampel. Nilai N = 10 > N’ = 0,30 maka
disimpulkan bahwa data waktu seasoning sudah cukup. Selanjutnya, semua uji
keseragaman dan uji kecukupan pada masing-masing stasiun dapat dilakukan
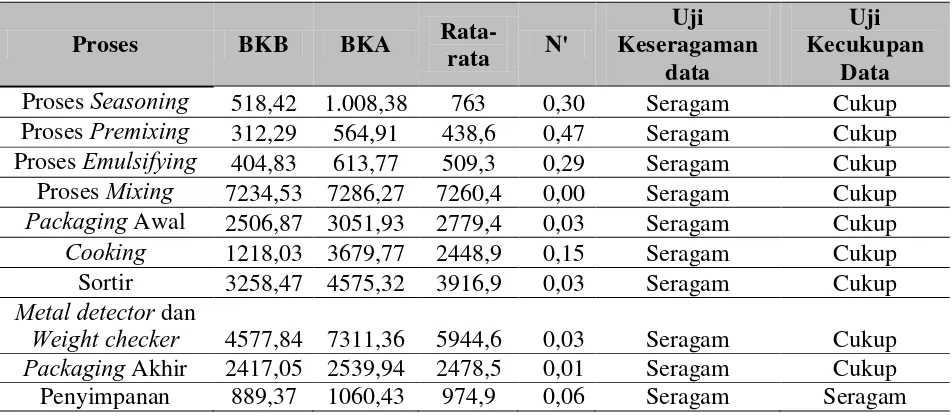
dengan cara yang sama. Rekapitulasi uji keseragaman dan uji kecukupan data
Tabel 5.7. Uji Keseragaman dan Uji Kecukupan Data Waktu Proses
Proses BKB BKA
Rata-rata N'
Uji Keseragaman data Uji Kecukupan Data
Proses Seasoning 518,42 1.008,38 763 0,30 Seragam Cukup
Proses Premixing 312,29 564,91 438,6 0,47 Seragam Cukup
Proses Emulsifying 404,83 613,77 509,3 0,29 Seragam Cukup
Proses Mixing 7234,53 7286,27 7260,4 0,00 Seragam Cukup
Packaging Awal 2506,87 3051,93 2779,4 0,03 Seragam Cukup
Cooking 1218,03 3679,77 2448,9 0,15 Seragam Cukup
Sortir 3258,47 4575,32 3916,9 0,03 Seragam Cukup
Metal detector dan
Weight checker 4577,84 7311,36 5944,6 0,03 Seragam Cukup
Packaging Akhir 2417,05 2539,94 2478,5 0,01 Seragam Cukup
Penyimpanan 889,37 1060,43 974,9 0,06 Seragam Seragam
3. Perhitungan Waktu Standar
Perhitungan waktu standar diperoleh dengan menggunakan data waktu siklus.
Waktu siklus dari plat besi dibawa ketempat pemeriksaan adalah:
Waktu siklus 763
10
773 ... 755
779+ + + =
=
=
∑
n Xi
Waktu standar diperoleh dengan menghitung waktu normal terlebih dahulu.
Waktu siklus dari plat besi dibawa ketempat pemeriksaan adalah 763 detik.
- Rating factor = 0,02
- Allowance = 12 %
Waktu Normal = Waktu Siklus x (1 + Rating factor) = 763 x 1,02 = 778,26 detik
Waktu Standar = 884,39
12 100 100 26 , 778 100 100 = − = −allowance Wn
No Allowance % Allowance
1 Kebutuhan Pribadi (pria) 0,5
Kelonggaran untuk menghilangkan rasa fatique
2 Tenaga yang dikeluarkan 7,5
3 Sikap kerja (Berdiri diatas dua kaki) 1,0
4 Gerakan kerja (normal) 0
5 Kelelahan mata (pandangan terus menerus fokus
berubah-ubah ) 7,5
6 Keadaan atmosfir (baik) 0
7 Keadaan lingkungan yang baik (siklus kerja
berulang-ulang antara 5-10 detik) 0,5
8 Keadaan temperatur tempat kerja (Normal) 0
Total 17
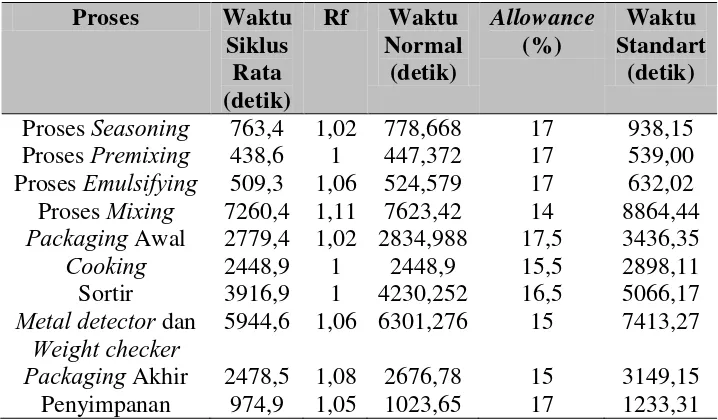
[image:36.595.132.491.384.594.2]Perhitungan waktu standar seluruh stasiun kerja dapat dilihat pada Tabel 5.9 berikut Tabel 5.9 Rekapitulasi Perhitungan Waktu Standar Proses
Proses Waktu Siklus
Rata (detik)
Rf Waktu Normal (detik) Allowance (%) Waktu Standart (detik)
Proses Seasoning 763,4 1,02 778,668 17 938,15
Proses Premixing 438,6 1 447,372 17 539,00
Proses Emulsifying 509,3 1,06 524,579 17 632,02
Proses Mixing 7260,4 1,11 7623,42 14 8864,44
Packaging Awal 2779,4 1,02 2834,988 17,5 3436,35
Cooking 2448,9 1 2448,9 15,5 2898,11
Sortir 3916,9 1 4230,252 16,5 5066,17
Metal detector dan
Weight checker
5944,6 1,06 6301,276 15 7413,27
Packaging Akhir 2478,5 1,08 2676,78 15 3149,15
Penyimpanan 974,9 1,05 1023,65 17 1233,31
5.2.1.4. Pembentukan Diagram SIPOC
Diagram SIPOC untuk proses pembuatan sosis di PT. Charoen Pokphand
Supplier Input Process Output Customer
Raw Material Storage
Seasoning
Premixing
Emulsifying
Mixing
Packaging Aw
Premix
Plastik Casing
Sosis (Sausage)
Warehouse
Seasoning
Emulsi
Storage
[image:37.595.113.548.115.503.2]Chill Room Daging Segar
Gambar 5.2. Diagram SIPOC PT. Charoen Pokphand Indonesia
5.2.1.5. Pembuatan Peta Untuk Setiap Kategori Proses
Setelah diperoleh waktu standar untuk setiap proses, langkah selanjutnya adalah
pembuatan peta untuk setiap kategori proses dengan menggunakan data waktu
siklus setiap proses ditambah dengan data lainnya seperti jumlah operator,
changeover time (C/O), uptime, dan available time. Langkah-langkah pembuatan peta kategori proses adalah sebagai berikut (Michael L George, 2005):
2. Melengkapi process box dengan data jumlah operator (Op), waktu siklus (C/T),
processing time (P/T), changeover time (C/O), uptime, dan available time (jam kerja tersedia).
3. Memasukkan waktu siklus di depan process box, dan processing time sebagai
value added time di bawah process box.
Informasi yang dikumpulkan pada satu process box dapat dilihat pada Gambar
5.3.
600 dtk 763,4
dtk =2 Seasoning
C/T : 763,4 detik P/T : 600 detik C/O : 12 mnt Uptime : 97,9% Available : 8 jam
Gambar 5.3. Process Box Pada Proses Seasoning
Process box pada Gambar 5.3. menunjukkan bahwa pada stasiunproses seasoning
terdapat 2 orang operator dengan waktu siklus 763,4 detik. Untuk peta kategori
proses kegiatan lainnya juga dilakukan ketiga langkah tersebut. Masing-masing
peta kategori proses tersebut kemudian dihubungkan dengan tanda panah yang
[image:38.595.244.306.336.514.2]5.2.1.6. Pembuatan Peta Aliran Keseluruhan Pabrik
Pada tahap ini, setiap proses sepanjang value stream digabungkan dengan aliran
material dan aliran informasi sehingga menjadi satu kesatuan aliran dalam pabrik.
Penjelasan mengenai kedua aliran tersebut adalah sebagai berikut :
1. Aliran material
Material utama yang digunakan adalah daging ayam tanpa bulu yang diterima dari
supplier dan masuk ke bagian gudang bahan baku. Perusahaan biasanya membuat persediaan bahan baku sehingga setiap kali akan diproses, bahan baku telah
tersedia.
2. Aliran informasi
Aliran informasi pada perusahaan ada 2 jenis yaitu:
a. Manual information flow merupakan aliran informasi yang terjadi secara
manual. Aliran informasi ini terjadi antara manajer dan supervisor
produksi serta tim APT (Autonomous Production Team) terhadap setiap
proses yang terjadi pada lantai produksi sesuai dengan jumlah yang
ditentukan.
b. Electronic information flow merupakan informasi yang disampaikan melalui perangkat elektronik. Aliran informasi ini terjadi antara konsumen
dan bagian personalia, bagian pembelian dengan supplier bahan baku.
Perangkat elektronik yang digunakan berupa fax dan telepon.
=2 Premixing
C/T : 438,6 detik P/T : 300 detik C/O : 12 menit Uptime : 99% Available : 8 jam
=2 Mixing
C/T : 7260,4 dtik P/T : 3600 detik C/O : 15 menit Uptime : 87,5% Available : 8 jam
=2 Emulsifying
C/T : 509,3 detik P/T : 300 detik C/O : 12 menit Uptime : 99% Available : 8 jam
=4 P. Awal
C/T : 2779,4 dtik P/T : 900 detik C/O : 15 menit Uptime : 96,9% Available : 8 jam
=2 Cooking
C/T : 2448,9 dtik P/T : 950 detik C/O : 20 menit Uptime : 96,7% Available : 8 jam
=7 Sortir
C/T : 3916,9 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=3 MD&WC
C/T : 5944,6 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=2 P. Akhir
C/T : 2478,5 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=2 Penyimpanan
C/T : 974,9 detik P/T : 360 detik C/O : -Uptime : 98,8% Available : 8 jam
Manager Sausages Supplier Distributor Warehouse Finish Good Warehouse Finish Good
Processing Time : 12410 det Process Lead Time : 27514,9 det Total 600 detik 763,4 detik 300 detik 438,6 detik 300 detik 509,3 detik 3600 detik 7260,4 detik 900 detik 2779,4 detik 950 detik 2448,9 detik 1800 detik 5944,6 detik 1800 detik 2478,5 detik =2 Seasoning
C/T : 763,4 detik P/T : 600 detik C/O : 12 menit Uptime : 97,9% Available : 8 jam
360 detik 974,9 detik 3916, 9 detik 1800 detik Manager Purcashe Manager Warehouse Manager Plant Head Plant
[image:40.842.150.727.89.449.2]5.2.1.7.Process Activity Mapping
Dalam mengidentifikasi adanya kegiatan-kegiatan non value added bagi
perusahaan, dilakukan pengamatan secara langsung ke dalam perusahaan. Dengan
adanya pengamatan yang didukung wawancara dengan para pekerja dan
pengawas, maka dapat dilihat ada atau tidaknya waste dalam perusahaan. Selain
itu, dapat digunakan suatu tool yang dapat mengidentifikasi adanya waste yaitu
Process Activity Mapping (PAM). Adapun bentuk Process Activity Mapping
(PAM) untuk produk sausage dapat dilihat pada Tabel 5.10.
Tabel 5.10. Process Activity Mapping
No. Elemen Kegiatan Waktu
(detik) O D T S I NVA/VA
1 Seasoning dibawa ketempat penakaran 55 √ NVA
2 Seasoning ditimbang sesuai dengan
formula 600 √ NVA
3 Dibawa ke mesin unimix dengan
menggunakan midcart 80 √ NVA
4 Premix dibawa ke tempat penakaran 45 √ NVA
5 Premix ditimbang sesuai dengan formula 300 √ NVA
6 Dibawa ke mesin unimix dengan
menggunakan midcart 75 √ NVA
7 Campuran emulsi diambil dari
penyimpanan 120 √ NVA
8 Campuran emulsi ditimbang sesuai
formula 300 √ NVA
9 Dibawa ke mesin unimix dengan
menggunakan midcart 78 √ NVA
10 Daging segar ditimbang sesuai formula 1200 √ NVA
11
Daging segar yang sudah ditimbang
dibawa ke mesin autogrind dengan
midcart 300
√ NVA
12 Dihaluskan dengan mesin autogrind 3600 √ VA
13 Daging yang sudah dihaluskan dibawa ke
[image:41.595.73.556.363.707.2]Tabel 5.10. Process Activity Mapping (Lanjutan)
No. Elemen Kegiatan Waktu
(detik) O D T S I NVA/VA
14
Dicampur dengan semua adonan
(seasoning, premix, emulsi, nitrogen dan
air) dengan mesin unimix 900
√ VA
15
Dicacah kembali sampai adonan tercampur merata dengan menggunakan mesin emulsi
fryer 950
√ VA
16 Plastik dibawa ke mesin stuffer secara
manual 180 √ NVA
17
Dicetak adonan dengan mesin stuffer bersamaan dengan pada saat conveyor
berjalan 1800
√ VA
18 Digantungkan pada trolly 600 √ NVA
19 Trolly yang berisi gantungan sosis dibawa
ke smoke house 180 √ NVA
20 Ditumpuk sementara di smoke house 600 √ NVA
21 Dipanggang di mesin Fessman dengan
suhu 80-1000C 1800 √ VA
22 Dipotong sesuai ukuran 1800 √ VA
23 Diseleksi produk untuk melihat apakah
defect atau tidak 300 √ NVA
24 Dikemas produk dengan kemasan plastik 1800 √ VA
25 Dibawa hasil ke bagian pengepresan 120 √ NVA
26 Dipress kemasannya 1800 √ VA
27
Dibawa hasil ke mesin masukan check weighter dan metal detector dengan
menggunakan conveyor 30
√ NVA
28 Ditimbang berat produk yang sudah
disesuaikan 1500 √ NVA
29 Dibawa hasil ke mesin IQF 50 √ NVA
30 Didinginkan di mesin IQF dengan suhu
-180C 2400 √ VA
31 Dibawa ke meja pengepakan 50 √ NVA
32 Dikemas produk dalam karton 1800 √ VA
33 Ditimbang berat karton 600 √ NVA
34 Dibawa kotak karton ke tempat
penyimpanan 60 √ NVA
35 Ditumpuk sementara 600 √ NVA
36 Dibawa kotak karton ke warehouse dengan
meja beroda 300 √ NVA
[image:42.595.67.552.127.735.2]Keterangan Tabel 5.10.
1. O = Operation
2. D = Delay
3. T = Transportasi
4. S = Storage
5. I = Inspeksi
[image:43.595.166.465.351.446.2]Rekapitulasi hasil PAM dapat dilihat pada Tabel 5.11.
Tabel 5.11. Jumlah dan Waktu Hasil PAM untuk Produksi Sausage (Sosis)
Kegiatan Jumlah Waktu (detik )
Operasi (O) 10 18650
Transportasi (T) 17 2623
Inspeksi (I) 7 4800
Storage (S) 1 28800
Delay (D) 2 1200
Berdasarkan hasil identifikasi aktivitas proses yang terdapat pada lini produksi
akan dilakukan eliminasi aktivitas yang dianggap tidak memiliki nilai tambah.
Selain itu, akan dipertimbangkan juga perbaikan aktivitas yang dapat
meminimisasi waktu proses produksi menjadi lebih singkat. Aktivitas yang
merupakan non value added activity dan yang dapat dievaluasi yaitu aktivitas
1,4,7,16 dan 35. Hal ini didasarkan melalui pengamatan langsung dan hasil
diskusi karena adanya kegiatan transportasi dan proses produksi yang berlebih
Kegiatan-kegiatan tersebut merupakan waste yang tidak memberikan nilai tambah, sehingga dilakukan analisis dengan metode 5W dan 1H yang dapat dilihat
[image:44.595.114.559.248.744.2]pada Tabel 5.12.
Tabel 5.12. Analisis Aktivitas Dengan Metode 5W dan 1H
Aktivitas Analisis Keterangan
1
What Bahan Seasoning dibawa ketempat penakaran.
Who Operator seasoning
Where Di stasiun seasoning
When Elemen kerja ini dilakukan diproses awal produksi.
Why Kegiatan transportasi ini tidak efektif dan dapat memperlama lead
time produksi yang seharusnya dapat dieliminasi.
How Kegiatan transportasi ini dieliminasi dengan cara melakukan
proses penimbangan langsung di gudang bahan baku.
4
What Bahan Premix dibawa ke tempat penakaran
Who Operator premix
Where Di stasiun premixing
When Elemen kerja ini dilakukan setelah proses seasoning.
Why Kegiatan transportasi ini tidak efektif dan dapat memperlama lead
time produksi yang seharusnya dapat dieliminasi.
How Kegiatan transportasi ini dieliminasi dengan cara melakukan
proses penimbangan langsung di gudang bahan baku.
7
What Campuran emulsi diambil dari penyimpanan
Who Operator emulsiying
Where Di stasiun emulsifying
When Elemen kerja ini dilakukan setelah proses premixing.
Why Kegiatan transportasi ini tidak efektif dan dapat memperlama lead
time produksi yang seharusnya dapat dieliminasi.
How Kegiatan transportasi ini dieliminasi dengan cara melakukan
proses penimbangan langsung di gudang bahan baku.
16
What Plastik dibawa ke mesin stuffer secara manual
Who Operator mixing
Where Di stasiun mixing
When Aktivitas ini dilakukan setelah saat melakukan pencacahan ulang
Why Kegiatan ini dianggap tidak efektif karena menambah lead time produksi yang seharusnya dapat dieliminasi.
How
[image:45.595.107.561.281.422.2]Kegiatan ini dapat dieliminasi dengan cara plastik sudah disediakan terlebih dahulu diawal proses produksi, sehingga waktu produksi menjadi lebih singkat.
Tabel 5.12. Analisis Aktivitas Dengan Metode 5W dan 1H (Lanjutan)
Aktivitas Analisis Keterangan
35
What Ditumpuk sementara
Who Operator penyimpanan
Where Di stasiun penyimpanan
When Setelah kotak karton dibawa ke tempat penyimpanan
Why Kegiatan ini termasuk waste karena menambah waktu produksi
yang seharusnya dapat dieliminasi
How Solusi yang dapat dilakukan adalah dengan membawa produk
langsung ke warehouse
5.2.1.8. Process Activity Mapping Usulan
Setelah dilakukan perbaikan, tahap selanjutnya adalah menggambarkan hasil
perbaikan melalui process activity mapping usulan. Pada Process Activity
Mapping aktual untuk aktivitas 1,4 dan 7 dapat dieliminasi dengan cara melakukan proses penimbangan langsung di gudang bahan baku. Untuk aktivitas
selanjutnya dapat dilihat pada tabel 5.13.
Tabel 5.13. Process Activity Mapping Usulan
No. Elemen Kegiatan Waktu
(detik) O D T S I NVA/VA
1
Seasoning ditimbang sesuai dengan
formula 600 √ NVA
2
Dibawa ke mesin unimix dengan
menggunakan midcart 80 √ NVA
[image:45.595.71.556.653.756.2]4
Dibawa ke mesin unimix dengan
menggunakan midcart 75 √ NVA
5
Campuran emulsi ditimbang sesuai
formula 300 √ NVA
6
Dibawa ke mesin unimix dengan
menggunakan midcart 78 √ NVA
7 Daging segar ditimbang sesuai formula 1200 √ NVA
Tabel 5.13. Process Activity Mapping Usulan (Lanjutan)
No. Elemen Kegiatan Waktu
(menit) O D T S I NVA/VA
8
Daging segar yang sudah ditimbang dibawa
ke mesin autogrind dengan midcart 300 √ NVA
9 Dihaluskan dengan mesin autogrind 3600 √ VA
10
Daging yang sudah dihaluskan dibawa ke
mesin mixing dengan midcart 300 √ NVA
11
Dicampur dengan semua adonan (seasoning,
premix, emulsi, nitrogen dan air) dengan
mesin unimix 900 √ VA
12
Dicacah kembali sampai adonan tercampur merata dengan menggunakan mesin emulsi
fryer 950 √ VA
13
Dicetak adonan dengan mesin stuffer bersamaan dengan pada saat conveyor
berjalan 1800 √ VA
14 Digantungkan pada trolly 600 √ NVA
15
Trolly yang berisi gantungan sosis dibawa ke
smoke house 180 √ NVA
16 Ditumpuk sementara di smoke house 600 √ NVA
17
Dipanggang di mesin Fessman dengan suhu
80-1000C 1800 √ VA
18 Dipotong sesuai ukuran 1800 √ VA
19
Diseleksi produk untuk melihat apakah defect
atau tidak 300 √ NVA
20 Dikemas produk dengan kemasan plastik 1800 √ VA
21 Dibawa hasil ke bagian pengepresan 120 √ NVA
22 Dipress kemasannya 1800 √ VA
23
Dibawa hasil ke mesin masukan check
weighter dan metaldetector dengan
menggunakan conveyor 30 √ NVA
24
Ditimbang berat produk yang sudah
disesuaikan 1500 √ NVA
[image:46.595.66.557.256.749.2]26 Didinginkan di mesin IQF dengan suhu -180C 2400 √ VA
27 Dibawa ke meja pengepakan 50 √ NVA
28 Dikemas produk dalam karton 1800 √ VA
29 Ditimbang berat karton 600 √ NVA
30 Dibawa kotak karton ke tempat penyimpanan 60 √ NVA
31
Dibawa kotak karton ke warehouse dengan
meja beroda 300 √ NVA
32 Disimpan di warehouse 28800 √ NVA
Keterangan Tabel 5.19. 1. O = Operation
2. D = Delay
3. T = Transportation
4. S = Storage
5. I = Inspection
[image:47.595.166.461.488.585.2]Rekapitulasi hasil PAM dapat dilihat pada Tabel 5.14.
Tabel 5.14. Jumlah dan Waktu Hasil PAM Usulan
Kegiatan Jumlah Waktu (detik )
Operasi (O) 10 18650
Transportasi (T) 13 2224
Inspeksi (I) 7 4800
Storage (S) 1 28800
Delay (D) 1 600
5.2.1.9. Penggambaran Future State Map
Penggambaran future state map berdasarkan hasil usulan perbaikan yang telah
=2 Premixing
C/T : 393,6 detik P/T : 300 detik C/O : 12 menit Uptime : 99% Available : 8 jam
=2 Mixing
C/T : 7260,4 dtik P/T : 3600 detik C/O : 15 menit Uptime : 87,5% Available : 8 jam
=2 Emulsifying
C/T : 389,3 detik P/T : 300 detik C/O : 12 menit Uptime : 99% Available : 8 jam
=4 P. Awal
C/T : 2599,4 dtik P/T : 900 detik C/O : 15 menit Uptime : 96,9% Available : 8 jam
=2 Cooking
C/T : 2448,9 dtik P/T : 950 detik C/O : 20 menit Uptime : 96,7% Available : 8 jam
=7 Sortir
C/T : 3916,9 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=3 MD&WC
C/T : 5944,6 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=2 P. Akhir
C/T : 2478,5 dtik P/T : 1800 detik C/O : 1 menit Uptime : 93,8% Available : 8 jam
=2 Penyimpanan
C/T : 374,9 detik P/T : 360 detik C/O : -Uptime : 98,8% Available : 8 jam
Manager Sausage Supplier Distributor Warehouse Finish Good Warehouse Finish Good
Processing Time : 12410 det Process Lead Time : 26514,9det Total 600 detik 708,4 detik 300 detik 393,6 detik 300 detik 389,3 detik 3600 detik 7260,4 detik 900 detik 2599,4 detik 950 detik 2448,9 detik 1800 detik 5944, 6 detik 1800 detik 2478,5 detik =2 Seasoning
C/T : 708,4 detik P/T : 600 detik C/O : 12 menit Uptime : 97,9% Available : 8 jam
360 detik 374,9 detik 3916,9 detik 1800 detik Manager Plant Manager Warehouse Manager Purcashe Head Plant
[image:49.842.152.723.85.443.2]I-1
BAB VI
ANALISIS PEMECAHAN MASALAH
6.1. Analisis
6.1.1. Analisis Current State Map
Current state map dijadikan acuan untuk mengidentifikasi pemborosan
yang terjadi di sepanjang value stream. Tahap analisis yang dilakukan pada
current state map adalah sebagai berikut :
1. Rincian proses yang termasuk dalam Value Added Time (VA) dan Non Value
Added Time (NVA).
Pada tahap ini dilakukan pengelompokan aktivitas yang value added dan
aktivitas yang non value added. Proses yang termasuk dalam value added
[image:50.595.114.494.533.733.2]dapat dilihat pada Tabel 6.1.
Tabel 6.1. Total Value Added Time
Aktivitas Waktu
(Detik)
Dihaluskan dengan mesin autogrind 3600
Dicampur dengan semua adonan (seasoning, premix,
emulsi, nitrogen dan air) dengan mesin unimix 900
Dicacah kembali sampai adonan tercampur merata dengan
menggunakan mesin emulsi fryer 950
Dicetak adonan dengan mesin stuffer bersamaan dengan
pada saat conveyor berjalan 1800
Dipanggang di mesin Fessman dengan suhu 80-1000C 1800
[image:51.595.112.494.107.318.2]Dipotong sesuai ukuran 1800
Tabel 6.1. Total Value Added Time (Lanjutan)
Aktivitas Waktu
(Detik)
Dikemas produk dengan kemasan plastic 1800
Dipress kemasannya 1800
Didinginkan di mesin IQF dengan suhu -180C 2400
Dikemas produk dalam karton 1800
Proses yang termasuk dalam non value added dapat dilihat pada Tabel 6.2.
Tabel 6.2. Total Non Value Added Time
Aktivitas Waktu
(Detik)
Seasoning dibawa ketempat penakaran 55
Seasoning ditimbang sesuai dengan formula 600
Dibawa ke mesin unimix dengan menggunakan midcart 80
Premix dibawa ke tempat penakaran 45
Premix ditimbang sesuai dengan formula 300
Dibawa ke mesin unimix dengan menggunakan midcart 75
Campuran emulsi diambil dari penyimpanan 120
Campuran emulsi ditimbang sesuai formula 300
Dibawa ke mesin unimix dengan menggunakan midcart 78
Daging segar ditimbang sesuai formula 1200
Daging segar yang sudah ditimbang dibawa ke mesin
autogrind dengan midcart 300
Dihaluskan dengan mesin autogrind 3600
Daging yang sudah dihaluskan dibawa ke mesin mixing
dengan midcart 300
Plastik dibawa ke mesin stuffer secara manual 180
Digantungkan pada trolly 600
Ditumpuk sementara di smoke house 600
[image:51.595.116.495.391.743.2]Perbandingan antara value added dan non value added activity dapat dilihat pada Gambar 6.1.
Gambar 6.1. Pie Chart Value Added Activity dan Non Value Added Activity
Berdasarkan pie chart diatas dapat dilihat bahwa persentase value added
time sebesar 26 % dari aktivitas proses produksi sedangkan non value added time
dari proses produksi sebesar 74 %. Sedangkan hasil yang diperoleh melalui
current state map proses produksi yaitu nilai process lead time sebesar 678,11
menit dan processing time sebesar 173,94 menit.
2. Analisis Process Activity Mapping
Penggambaran Process Activity Mapping ini bertujuan untuk mengetahui
keadaan riil perusahaan saat ini khususnya dalam sistem produksi. Proses
penggambarannya menggunakan data aktual perusahaan saat ini. Untuk data
26%
74%
Perbandingan
Value Added Activity
dan
Non Value Added Activity
[image:52.595.128.495.229.450.2]waktu, dilakukan pengukuran secara langsung, Data waktu yang tertera pada
peta ini merupakan waktu untuk menghasilkan 1 produk double coil anti
nyamuk bakar. Proses yang ada merupakan gabungan antara aktivitas yang
dilakukan oleh mesin dan aktivitas yang dilakukan oleh manusia. Berdasarkan
peta tersebut dapat terlihat bahwa terdapat 32 tipe aktivitas yang harus
dilakukan untuk mengahasilkan produk. Rekapitulasi hasil Process Activity
Mapping dapat dilihat pada tabel 6.3. berikut.
Tabel 6.3. Rekapitulasi Process Activity Mapping
Kegiatan Jumlah Waktu (menit )
Operasi (O) 12 173,94
Transportasi (T) 14 20,04
Inspeksi (I) 4 4,1
Storage (S) 1 480
Delay (D) O 0
3. Analisis 5W1H
Analisis 5W dan 1H dilakukan pada aktivitas yang merupakan non value added
activity dan yang dapat dievaluasi adalah aktivitas 1 (bahan baku active solution (bahan kimia) dibawa ke tempat penimbangan), aktivitas 4(Bahan baku tepung (BBT) dibawa ke tempat penimbangan), aktivitas 9 (Adonan
dibawa ke mesin crusher), aktivitas 27 (Coil dibawa ke bagian packing box),
dan aktivitas 32(Produk disimpan di warehouse finish good). Hal ini
didasarkan melalui pengamatan langsung dan hasil diskusi karena adanya
kegiatan transportasi dan proses produksi yang berlebih sehingga tidak
memberikan nilai tambah. Kegiatan-kegiatan tersebut merupakan waste yang
5W dan 1H. Selain itu, kegiatan transportasi tersebut tidak akan menjadi
penghalang pada proses produksi apabila direduksi atau dihilangkan karena
termasuk kegiatan unnecessary value added activity sehingga tidak akan
mengganggu operasional proses produksi.
6.1.2. Solusi dari Analisis Current State Map
6.1.2.1. Process Activity Mapping Usulan dan Future State Map
Setelah dilakukan perbaikan, tahap selanjutnya adalah menggambarkan
hasil perbaikan melalui process activity mapping usulan. Rekapitulasi hasil
Process Activity Mapping usulan dapat dilihat pada tabel 6.4. berikut.
Tabel 6.4. Rekapitulasi Process Activity Mapping Usulan
Kegiatan Jumlah Waktu (menit )
Operasi (O) 12 173,94
Transportasi (T) 12 10,19
Inspeksi (I) 4 4,1
Storage (S) 1 240
Delay (D) O 0
Perbandingan antara value added dan non value added activity usulan
Gambar 6.2. Pie Chart Value Added Activity dan Non Value Added Activity
Usulan
Berdasarkan pie chart diatas dapat dilihat bahwa persentase value added
time sebesar 41 % dari aktivitas proses produksi sedangkan non value added time
dari proses produksi sebesar 59 %. Sedangkan hasil yang diperoleh melalui future
state map proses produksi yaitu nilai process lead time sebesar 426,69 menit dan
processing time sebesar 173,89 menit.
41%
59%
Perbandingan
Value Added Activity
dan
Non Value Added Activity
Usulan
[image:55.595.125.494.114.334.2]BAB VII
KESIMPULAN DAN SARAN
7.1. Kesimpulan
Berdasarkan hasil penelitian yang dilakukan, dapat diambil kesimpulan
sebagai berkut:
1. Pemborosan yang terjadi pada PT. Charoen Pokphand Indonesia Food
Division adalah pemborosan waktu. Untuk memperpendek lead time
produksi, digunakan pendekatan lean manufacturing dengan tools value
stream mapping, Process Activity Mapping dan 5W1H.
2. Aktivitas yang tidak bernilai tambah (non value added activity) pada proses
produksi dapat diidentifikasi dengan jumlah persentasi sebesar 67 %
sedangkan untuk value added activity berjumlah 33 %.
3. Pengurangan lead time yang akan dicapai pada penerapan future state map
diperoleh dari mengeliminasi aktivitas yang tidak memberikan nilai tambah
seperti transportasi dan dengan memperbaiki metode kerja.
4. Future state map proses produksi diperoleh dengan value stream mapping
mengalami process lead time yang lebih pendek sebesar 26.515 detik dan
processing time sebesar 12.410 detik.
7.2. Saran
1. Usulan perbaikan untuk studi Lean Manufacturing berikutnya sebaiknya
dilakukan terhadap jenis produk lainnya dan memperhitungkan dari sisi