VARIASI BERAT LABUR PEREKAT
PHENOL FORMALDEHIDA TERHADAP KUALITAS
PAPAN LAMINA DARI BATANG KELAPA SAWIT
DENGAN PEMADATAN
HASIL PENELITIAN
Oleh:
RAHMAD HIDAYAT DAULAY 091201012
PROGRAM STUDI KEHUTANAN
FAKULTAS PERTANIAN
UNIVERSITAS SUMATERA UTARA
VARIASI BERAT LABUR PEREKAT
PHENOL FORMALDEHIDA TERHADAP KUALITAS
PAPAN LAMINA DARI BATANG KELAPA SAWIT
DENGAN PEMADATAN
SKRIPSI
Oleh :
RAHMAD HIDAYAT DAULAY 091201012
PROGRAM STUDI KEHUTANAN
FAKULTAS PERTANIAN
UNIVERSITAS SUMATERA UTARA
VARIASI BERAT LABUR PEREKAT
PHENOL FORMALDEHIDA TERHADAP KUALITAS
PAPAN LAMINA DARI BATANG KELAPA SAWIT
DENGAN PEMADATAN
SKRIPSI
Oleh :
RAHMAD HIDAYAT DAULAY 091201012
Skripsi merupakan salah satu syarat untuk memperoleh gelar sarjana Kehutanan di Fakultas Pertanian
Universitas Sumatera Utara
LEMBAR PENGESAHAN
Judul Peneletian : Variasi Berat Labur Perekat Phenol Formaldehida Terhadap Kualitas Papan Lamina dari Batang Kelapa Sawit dengan Pemadatan
Nama : Rahmad Hidayat Daulay
NIM : 091201012
Program Studi : Kehutanan
Disetujui oleh, Komisi Pembimbing :
Dr. Rudi Hartono, S.Hut., M.Si Tito Sucipto, S.Hut., M.Si
Ketua Anggota
Mengetahui,
Siti Latifah, S.Hut., M.Si, Ph.D Ketua Program Studi Kehutanan
ABSTRAK
RAHMAD HIDAYAT DAULAY: Variasi Berat Labur Perekat Phenol Formaldehida Terhadap Kualitas Papan Lamina dari Batang Kelapa Sawit dengan Pemadatan. Di bawah bimbingan RUDI HARTONO dan TITO SUCIPTO.
Limbah batang kelapa sawit merupakan salah satu alternatif bahan baku pembuatan papan lamina. Penelitian ini bertujuan untuk mengetahui pengaruh berat labur perekat phenol formaldehida terhadap sifat fisis dan mekanis papan lamina. Pemadatan dilakukan pada papan berukuran 45 cm x 5 cm x 2 sehingga menjadi ukuran 45 cm x 5 cm x 1 cm. Pemadatan pada penelitian ini untuk meningkatkan kerapatan awal batang kelapa sawit bagian tengah yang mempunyai kerapatan berkisar 0,26-0,28 g/cm³ sehingga dengan pemadatan ini kerapatan batang kelapa sawit bagian tengah meningkat. Papan dibuat dengan ukuran 45 cm x 5 cm x 3 cm. Papan lamina ini menggunakan perekat phenol formaldehida dengan tekanan kempa panas 25 kg/cm2 dan menggunakan rancangan acak lengkap faktorial sederhana dengan 3 kali ulangan dan 1 faktor perlakuan yaitu variasi berat labur (240, 260, 280 dan 300) g/m². Pengujian papan lamina terdiri dari kerapatan, kadar air, daya serap air, pengembangan tebal, ratio delaminasi, keteguhan lentur dan keteguhan patah.
Hasil penelitian menunjukkan variasi berat labur berpengaruh nyata terhadap pengembangan tebal papan lamina dan tidak berpengaruh terhadap sifat fisis dan mekanis lain. Nilai kadar air, pengembangan tebal dan uji delaminasi memenuhi standar JAS 234:2003, sedangkan nilai MOE dan MOR tidak memenuhi standar JAS 234:2003. Nilai kerapatan sebesar 0,46-0,52 g/cm³, kadar air sebesar 8,03-9,21%, daya serap air sebesar 79,38-88,05%, pengembangan tebal 8,36-13,20%, delaminasi sebesar 0%, nilai MOE sebesar 32.661-49.041 kg/cm², nilai MOR sebesar176,81-312,87 kg/cm².
ABSTRACT
RAHMAD HIDAYAT DAULAY: Variety the spreading rate of adhesive phenol formaldehyde on the quality of lamina board from oil palm trunk with compaction. Under guidance of RUDI HARTONO and TITO SUCIPTO.
Waste of oil palm trunk is an alternative material raw of Lamina board. This study aims to determine effect the spreading rate of adhesive phenol formaldehyde on the physical and mechanical characteristic of lamina board. Compaction performed on board sized 45 cm x 5 cm x 2 cm so it becomes 45 cm x 5 cm x 1 cm. Compaction in this study to increase the density of center oil palm trunk that have density about 0,26-0,28 g/cm³ so that with this compaction, the density of center oil palm trunk can be increased. The board is made with 45cm x 5cm x 3cm. This lamina board using the spreading rate of adhesive phenol formaldehyde with 25 kg/cm2 clamp pressure and using simple factorial complete randomize layout with three times repeat and one factor variety the spreading rate of adhesive (240,260,280 and 300)g/m2.. Examination of lamina board consist of density, water content, water absorption, development of thick, delamination ratio, warped strength and fracture strength.
This study shows that variety spreading rate of adhesive has significant effect for development of thick lamina board. Percentage of water content, development of thick and delamination test has complied the JAS 234:2003 standart, whereas, the MOE percentage and MOR has not comply the JAS 234:2003 standard. Density percentage in the amount of 0,46-0,52g/cm3, water content 8,03-9,21%, water absorption 79,38-88,05%, thickness swelling 8,36-13,20%, delamination 0%, MOE percentage 32.661-49.041 kg/cm2, MOR percentage 176,81-312,87 kg/cm2
RIWAYAT HIDUP
Penulis dilahirkan di Desa Simpang Tolang Tapanuli Selatan pada tanggal
19 Februari 1991, dari pasangan Alm. Ruhum Daulay dan Pitta Sitompul S.Ag.
Penulis merupakan putra pertama dari tiga bersaudara.
Penulis memulai pendidikan di SD Negeri Tolang Jae, lulus tahun 2003.
Penulis melanjutkan pendidikan di SMP Negeri 2 Batang Angkola dan lulus tahun
2006. Tahun 2009, penulis lulus dari SMU Negeri 1 Batang Angkola dan pada
tahun yang sama lulus seleksi masuk perguruan tinggi Universitas Sumatera Utara
(USU) melalui jalur pemandu minat dan prestasi (PMP). Penulis memilih
Program Studi Kehutanan Fakultas Pertanian dengan minat studi Teknologi Hasil
Hutan.
Selama mengikuti perkuliahan, penulis aktif mengikuti kegiatan
organisasi Himpunan Mahasiswa Sylva (HIMAS) dan mengikuti ekstrakurikuler
seperti anggota Tim Sepak Bola Universitas Sumatera Utara. Penulis
melaksanakan Praktikum Pengenalan dan Pengolahan Ekosistem Hutan selama 10
hari di Tahura Bukit Barisan Berastagi tahun 2011. Penulis juga melaksanakan
Praktik Kerja Lapangan (PKL) di Perum Perhutani Unit II, Jawa Timur dari
tanggal 4 Februari sampai tanggal 3 Maret 2013.
Pada akhir studi, penulis melaksanakan penelitian di bawah bimbingan
Dr. Rudi Hartono, S.Hut. M.Si dan Tito Sucipto, S.Hut. M.Si, dengan mengambil
judul “Variasi Berat Labur Perekat Phenol Formaldehida Terhadap Kualitas
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa atas
segala berkat dan anugerahNya, sehingga penulis dapat menyelesaikan Skripsi
hasil penelitian yang berjudul “Variasi Berat Labur Perekat Phenol Formaldehida
Terhadap Kualitas Papan Lamina dari Batang Kelapa Sawit dengan Pemadatan”.
Penelitian ini bertujuan untuk mengevaluasi pengaruh berat labur terhadap
kualitas papan lamina yaitu sifat fisis dan mekanis. Skripsi ini merupakan salah
satu syarat untuk menjadi Sarjana Kehutanan.
Pada kesempatan ini, penulis mengucapkan terima kasih kepada
1. Bapak Dr. Rudi Hartono, S.Hut,. M.Si dan Tito Sucipto, S.Hut., M.Si selaku
ketua dan anggota komisi pembimbing yang telah memberi masukan dan
saran dalam pembuatan hasil penelitian ini.
2. Ayah dan Ibu tercinta (alm. Ruhum Daulay dan Pitta Sitompul S.Ag) yang
selalu memberi dukungan, doa dan kasih sayang serta memberi motivasi
untuk tetap semangat dalam mewujudkan hasil penelitian ini.
3. Adik tercinta (Ahmad Faisal Daulay dan Nora Handayani Daulay) yang telah
memberi motivasi dan semangat dalam penulisan laporan ini.
4. Teman-teman seperjuangan (David Pasaribu, Bastanta Ginting dan Felix
Samisara).
5. Teman-teman satu angkatan 2009 (Rudi Pohan, Syahroni Hasan Siregar, Ayu,
Wilna, Ade, Ali Umar, Kaya Muda Lubis, Syarif Rambe, Hardiansyah Lubis
Penulis mengharapkan agar hasil penelitian ini dapat menjadi panduan
belajar dan bacaan yang bermanfaat bagi mahasiswa kehutanan secara khusus dan
masyarakat secara umum. Akhir kata penulis mengucapkan terima kasih.
Medan, Juli 2014
DAFTAR ISI
Perekatan Permukaan……….. 8
Berat Labur………. 9
Pengembangan tebal... 17
Uji deliminasi……….17
Pengujian Sifat Mekanis ... 18
Modulus lentur atau modulus of elasticity (MOE) ... 19
Modulus patah atau modulus of rupture (MOR) ... 19
Analisis Data ……….20
HASIL DAN PEMBAHASAN Sifat Fisis Papan Lamina ... 22
Kerapatan ... 22
Pengembangan tebal……… 29
Ratio delaminasi……… . 31
Sifat Mekanis Papan Lamina……….. 31
Modulus of elasticity (MOE)………. . 33
Modulus of rupture (MOR)……… 36
Kualitas Papan Lamina……….. 39
KESIMPULAN DAN SARAN Kesimpulan ... 41
Saran ... 41
DAFTAR PUSTAKA ... 42
DAFTAR TABEL
No. Hal.
1. Sifat-sifat dasar batang kelapa sawit ... 5
2. Standar mutu sifat fisis dan mekanis papan lamina berdasarkan
JAS 234:2003……… 20
3. Nilai rata-rata deliminasi papan lamina ………..………. 32
DAFTAR GAMBAR
No. Hal.
1. Tipe penyusunan papan lamina ... ……13
2. Pola pemotongan permukaan contoh uji papan lamina ………. 14
3. Bagan alur penelitian ….. ... ….. 15
4. Pengujian MOE dan MOR ………18
5. Grafik rata-rata kerapatan papan lamina………....22
6. Grafik rata-rata kadar air papan lamina……….25
7. Grafik rata-rata daya serap air papan lamina ………27
8. Grafik rata-rata pengembangan tebal papan lamina ……….29
9. Grafik rata-rata MOE papan lamina ……….34
DAFTAR LAMPIRAN
No. Hal.
1. Pehitungan kebutuhan bahan baku papan lamina ... 47
2. Nilai kerapatan dan kadar air papan lamina ... 48
3. Nilai pengembangan tebal dan daya serap air papan lamina ... 48
4. Nilai uji deliminasi papan lamina ………..49
5. Nilai MOE dan MOR papan lamina ... 50
ABSTRAK
RAHMAD HIDAYAT DAULAY: Variasi Berat Labur Perekat Phenol Formaldehida Terhadap Kualitas Papan Lamina dari Batang Kelapa Sawit dengan Pemadatan. Di bawah bimbingan RUDI HARTONO dan TITO SUCIPTO.
Limbah batang kelapa sawit merupakan salah satu alternatif bahan baku pembuatan papan lamina. Penelitian ini bertujuan untuk mengetahui pengaruh berat labur perekat phenol formaldehida terhadap sifat fisis dan mekanis papan lamina. Pemadatan dilakukan pada papan berukuran 45 cm x 5 cm x 2 sehingga menjadi ukuran 45 cm x 5 cm x 1 cm. Pemadatan pada penelitian ini untuk meningkatkan kerapatan awal batang kelapa sawit bagian tengah yang mempunyai kerapatan berkisar 0,26-0,28 g/cm³ sehingga dengan pemadatan ini kerapatan batang kelapa sawit bagian tengah meningkat. Papan dibuat dengan ukuran 45 cm x 5 cm x 3 cm. Papan lamina ini menggunakan perekat phenol formaldehida dengan tekanan kempa panas 25 kg/cm2 dan menggunakan rancangan acak lengkap faktorial sederhana dengan 3 kali ulangan dan 1 faktor perlakuan yaitu variasi berat labur (240, 260, 280 dan 300) g/m². Pengujian papan lamina terdiri dari kerapatan, kadar air, daya serap air, pengembangan tebal, ratio delaminasi, keteguhan lentur dan keteguhan patah.
Hasil penelitian menunjukkan variasi berat labur berpengaruh nyata terhadap pengembangan tebal papan lamina dan tidak berpengaruh terhadap sifat fisis dan mekanis lain. Nilai kadar air, pengembangan tebal dan uji delaminasi memenuhi standar JAS 234:2003, sedangkan nilai MOE dan MOR tidak memenuhi standar JAS 234:2003. Nilai kerapatan sebesar 0,46-0,52 g/cm³, kadar air sebesar 8,03-9,21%, daya serap air sebesar 79,38-88,05%, pengembangan tebal 8,36-13,20%, delaminasi sebesar 0%, nilai MOE sebesar 32.661-49.041 kg/cm², nilai MOR sebesar176,81-312,87 kg/cm².
ABSTRACT
RAHMAD HIDAYAT DAULAY: Variety the spreading rate of adhesive phenol formaldehyde on the quality of lamina board from oil palm trunk with compaction. Under guidance of RUDI HARTONO and TITO SUCIPTO.
Waste of oil palm trunk is an alternative material raw of Lamina board. This study aims to determine effect the spreading rate of adhesive phenol formaldehyde on the physical and mechanical characteristic of lamina board. Compaction performed on board sized 45 cm x 5 cm x 2 cm so it becomes 45 cm x 5 cm x 1 cm. Compaction in this study to increase the density of center oil palm trunk that have density about 0,26-0,28 g/cm³ so that with this compaction, the density of center oil palm trunk can be increased. The board is made with 45cm x 5cm x 3cm. This lamina board using the spreading rate of adhesive phenol formaldehyde with 25 kg/cm2 clamp pressure and using simple factorial complete randomize layout with three times repeat and one factor variety the spreading rate of adhesive (240,260,280 and 300)g/m2.. Examination of lamina board consist of density, water content, water absorption, development of thick, delamination ratio, warped strength and fracture strength.
This study shows that variety spreading rate of adhesive has significant effect for development of thick lamina board. Percentage of water content, development of thick and delamination test has complied the JAS 234:2003 standart, whereas, the MOE percentage and MOR has not comply the JAS 234:2003 standard. Density percentage in the amount of 0,46-0,52g/cm3, water content 8,03-9,21%, water absorption 79,38-88,05%, thickness swelling 8,36-13,20%, delamination 0%, MOE percentage 32.661-49.041 kg/cm2, MOR percentage 176,81-312,87 kg/cm2
PENDAHULUAN
Latar Belakang
Kelapa sawit (Elaeis guineensis)merupakan salah satu sumber daya alam
di Indonesia yang memberikan manfaat langsung berupa minyak sawit mentah.
Usia produktif kelapa sawit adalah sekitar 20-25 tahun, setelah itu diremajakan.
Menurut data, potensi peremajaan Batang Kelapa Sawit (BKS) di Indonesia akan
terus meningkat, seiring dengan meningkatnya luas areal perkebunan kelapa
sawit. Pada tahun 2005, luas areal perkebunan kelapa sawit seluas 5.453.817ha,
pada tahun 2010 meningkat menjadi 8.430.026ha dan tahun 2012 menjadi 9,27
juta ha Dirjen Perkebunan Kementerian Pertanian (2012).
Tanaman kelapa sawit yang tidak lagi produktif di usia tua mengharuskan
dilakukan penanaman ulang (replanting) sehingga akan banyak limbah yang
terbuang seperti batangkelapa sawit (BKS). Limbah BKSsampai saat ini belum
dimanfaatkan secara optimal. Hal ini karena kualitasnya rendahdan kandungan
airnya yang tinggi menyebabkan kestabilan dimensinya rendah. Selain itu
parenkim bagian ujungbatang mengandung pati hingga 40%,hal ini menyebabkan
sifat fisik dan mekanik batang kelapa sawit rendah (mudah patah/retak) serta
mudah diserang rayap atau serangga perusak lainnya (Prayitno, 1995).
Salah satu cara yang dapat mengatasi kelemahan dari BKS ini adalah
pembuatan papan lamina. Papan lamina merupakan salah satu produk
biokomposit yang mampu mengubah limbah perkebunan kelapa sawit menjadi
Pada pembuatan papan lamina, salah satu perekat yang biasa digunakan
phenol formaldehida (PF). Perekat PF memiliki kelebihan yaitu sifat perekatan
yang baik, sedangkan kelemahannya yaitu sumber bahan baku yang semakin
berkurang serta menimbulkan emisi formaldehida terhadap lingkungan (Ruhendi
et al., 2007). Pada pembuatan papan lamina, kualitas papan dipengaruhi oleh
berat labur perekat. Variasi berat labur ini digunakan untuk menentukan berat
labur perekat yang sesuai pada saat pembuatan papan lamina.
Selain berat labur, kualitas lamina juga dapat ditingkatkan dengan
perlakuan pemadatan. Pemadatan dilakukan pada kayu-kayu yang memiliki
kerapatan rendah, seperti batang kelapa sawit bagian tengah, Bakar (2003)
kerapatan BKS umur 25 tahun adalah 0,28 g/cm³.
Beberapa penelitian menunjukan bahwa perlakuan pemadatan mampu
meningkatkan sifat fisis dan mekanis kayu yang dipadatkan, seperti pada kayu
agatis (Sulistyono et al., 2003), kayu sengon (Darmaji, 2003), batang kelapa
(Wardhani, 2005) dan kayu balsa (Amin dan Dwianto, 2006 ; Hartono et al.,
2008). Meningkatnya sifat fisis dan mekanis kayu dikarenakan kayu memipih dan
lebih padat, sehingga kualitas papan yang dipadatkan meningkat.
Apabila BKS yang akan digunakan dalam pembuatan papan lamina diberi
perlakuan pemadatan, maka diduga sifat fisis dan mekanis papan lamina yang
dihasilkan juga meningkat. Berdasarkan penelitian tersebut maka dilakukan
penelitian dengan judul “Variasi Berat Labur Perekat Phenol Formaldehida
Tujuan Penelitian
Adapun tujuan penelitian ini adalah :
1. Mengevaluasi pengaruh berat labur perekatPFterhadap sifat fisis papan
lamina dari limbah batang kelapa sawitantara lain kerapatan, kadar air,
daya serap air , pengembangan tebal dan deliminasi.
2. Mengevaluasipengaruh berat labur perekat PFterhadap sifat mekanis
papan lamina dari limbah batang kelapa sawit antara lain MOE (modulus
of elasticity), MOR (modulus of rupture).
3. Mendapatkan berat labur terbaik perekat PF pada pembuatan papan
laminaberdasarkan Japanese Agricultural Standar (JAS) 243:2003.
Manfaat Penelitian
1. Dapat memberikan alternatif penggunaan bahan baku pengganti kayu yang
semakin berkurang ketersediaannya.
2. Dapat memberikan nilai tambah pemanfaatan batang kelapa sawit dalam
industri kayu di Indonesia.
Hipotesis Penelitian
Faktor variasi berat labur perekat phenol formaldehida berpengaruh
TINJAUAN PUSTAKA
Batang Kelapa Sawit (BKS)
Menurut sistem klasifikasi yang ada kelapa sawit termasuk dalam
kingdom plantae, divisi spermatophyta, subdivisi angiospermae, kelas
monocotyledoneae, family arecaceae, subfamili cocoideae, genus elaeisdan
spesies E. guineensis Jacq (Hadi, 2004). Kelapa sawit diusahakan secara komersil
di Afrika, Amerika Selatan, Asia Tenggara, Pasifik Selatan serta beberapa daerah
lain dengan skala yang lebih kecil. Tanaman kelapa sawit berasal dari Afrika dan
Amerika Selatan, tepatnya adalah Brazil (Hadi, 2004).
Perkebunan kelapa sawit (Elaeis guineensis Jacq) telah berkembang pesat
di Indonesia. Luas perkebunan kelapa sawit(Elaeis guineensis)di Indonesia setiap
tahun mengalami peningkatan.Menurut Dirjen Perkebunan Kementerian Pertanian
(2012), luas perkebunan kelapa sawitdi Indonesia setiap tahun meningkat yaitu
tahun 2010 seluas 8,39 juta hadan meningkat pada tahun 2012 menjadi 9,27 juta
ha.
Tanaman kelapa sawit yang tidak lagi produktif di usia tua mengharuskan
dilakukan penanaman ulang (replanting) sehingga akan banyak limbah yang
terbuang seperti batangkelapa sawit (BKS). Namun berlimpahnya limbah BKSini
tidak diiringi dengan pemanfaatan yang optimal (Lubis et al., 1994).
Menurut Lubiset al.,(1994) kehadiran limbah batang pada areal
perkebunan sawit dianggap sangat mengganggu karena dapat menjadi sarang
utama bagi pertumbuhan hama (oryctus) dan penyakit (ganoderma), yang
yang memerlukan solusi efektif bagi perkebunan sawit Indonesia, yang dalam
beberapa tahun terakhir telah menjadi perkebunan terluas di dunia. Salah satu
solusi prospektif yang sejak lama diupayakan oleh berbagai negara penghasil
sawit dan lembaga internasional terkait adalah pemanfaatan limbah batang sebagai
bahan baku industri perkayuan.
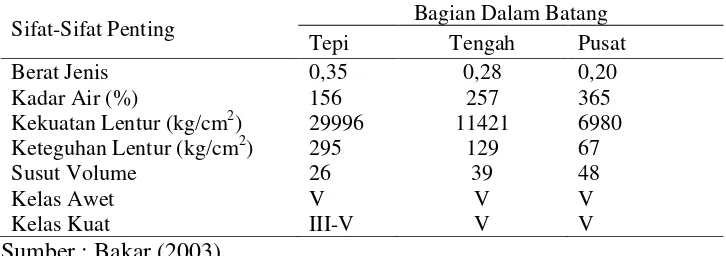
Kayu kelapa sawit mempunyai sifat yang berbeda antara bagian pangkal
batang dan bagian ujung, bagian tengah batang, inti dan bagian tepinya. Sifat-sifat
dasar dari batang kelapa sawit yaitu kadar airnya sangat bervariasi pada berbagai
posisinya dalam batang. Kadar air batang dapat mencapai 100-500%. Sifat lain
adalah berat jenis yang juga berbeda pada setiap bagian batang. Secara rata-rata
berat jenis batang kelapa sawit termasuk kelas kuat IV pada bagian tepi dan kelas
kuat V pada bagian tengah dan pusat batang (Bakar, 2003). Sifat-sifat itu dapat
dilihat pada Tabel 1.
Tabel 1. Sifat-sifat Dasar Batang Kelapa Sawit
Sifat-Sifat Penting Bagian Dalam Batang
Tepi Tengah Pusat
Sumber : Bakar (2003)
Komponen utama yang terkandung pada batang kelapa sawit adalah
selulosa, lignin, air, pati dan abu. Kadar air dan pati yang tinggi menyebabkan
kestabilan dimensi kayu, sifat fisik, sifat mekanik rendah sehingga mudah patah,
Perekat Phenol Formaldehida (PF)
Phenolformaldehida(PF)merupakan hasil kondensasi dengan
monohidrikphenol, termasuk phenol itu sendiri, creosol dan xylenol.Phenol
formaldehida ini dapat dibagi menjadi dua kelas yaitu resol yang besifat thermoset
dan novolak yang bersifat thermoplastik. Perbedaan kedua ini disebabkan oleh
perbandingan molar phenol dan formaldehida, serta katalis atau kondisi yang
terjadi selama berlangsungnya reaksi (Ruhendi dan Hadi, 1997).
Kelebihan phenol formaldehida yaitu tahan terhadap perlakuan air, tahan
terhadap kelembaban dan temperatur tinggi, tahan terhadap bakteri, jamur, rayap
dan mikroorganisme serta tahan terhadap bahan kimia, seperti minyak, basa, dan
pengawet kayu. Kelemahanya yaitu memberikan warna gelap, kadar air kayu
harus lebih rendah dari pada kadar air kayu yang menggunakan perekat phenol
formaldehida atau perekat lainnya serta garis perekatan yang relatif tebal dan
mudah patah (Ruhendi dan Hadi, 1997).
Papan Laminasi
Menurut Wardhani (1999) dalam Marutzky (2002), kayu lamina atau
gluelam adalah papan yang direkat dengan lem tertentu secara bersama-sama
dengan arah serat pararel menjadi satu unit papan. Fakhri (2002) menambahkan
bahwa kayu laminasi terbuat dari potongan-potongan kayu yang relatife kecil
yang dibuat menjadi produk baru yang lebih homogen dengan penampang kayu
dapat dibuat menjadi lebar dan lebih tinggi serta dapat digunakan sebagai bahan
konstruksi. Manik (1997) menjelaskan bahwa tujuan dasar pembuatan kayu
yang kering sempurna dan mudah mendapatkan bahan dasarnya. Serrano (2003)
menyatakan bahwa pada dasarnya balok laminasi adalah produk yang dihasilkan
dengan menyusun sejumlah papan atau lamina di atas satu dengan yang lainya dan
merekatnya sehingga membentuk penampang balok yang diinginkan.
Selanjutnya CWC (2000) menyatakan bahwa laminasi adalah cara efektif
dalam penggunaan kayu berkekuatan tinggi dengan dimensi terbatas menjadi
elemen sturuktual yang besar dalam berbagai bentuk dan ukuran. Sementara itu
Serrano (2003) menyatakan bahwa keuntungan penggunaan balok laminasi adalah
meningkatkan sifat–sifat kekuatan dan kekakuan, memberikan pilihan bentuk
geometri yang lebih beragam, memungkinkan untuk penyesuaian kualitas
laminasi dengan tingkat tegangan yang diiginkan dan meningkatkan akurasi
dimensi dan stabilitas bentuk. Penggunaan papan laminasi di beberapa negara
untuk berbagai keperluan telah lama dikenal. Selain di Amerika Serikat,
penggunaan papan laminasi di Eropa, Amerika utara dan Jepang juga sudah
sangat beragam, dari balok penyangga pada rangka rumah sampai elemen struktur
pada bangunan non perumahan (Lam dan Prion, 2003).
Penggunaan balok laminasi di Indonesia sendiri belum berkembang seperti
negara –negara lain, walaupun beberapa penelitian mengenai balok laminasi telah
lama dilakukan. Abdurachman dan Hadjib (2005) menyatakan bahwa hal ini
disebabkan pembuatan balok laminasi memerlukan biaya investasi yang tinggi
sehingga harga produknya menjadi mahal. Berikut ini akan diuraikan beberapa hal
yang berkaitan dengan balok laminasi yang meliputi penggunaan, bahan baku dan
Perekatan Permukaan
Menurut Prayitno (1996) perekatan merupakan usaha penggabungan dua
buah permukaan bahan dengan ikatan permukaan yang terdiri atas
bermacam-macam gaya ikatan. Alat penyambung berupa perekat, termasuk alat penyambung
yang berupa perekat, termasuk alat penyambung yang terbaik, karena kayu yang
disambung untuk konstruksi tidak berkurang luas penampangnya.
Perekatan permukaan menurut Prayitno (1996) terdapat dua cara
perekatan, cara pertama adalah bila kedua bidang permukaan dilabur maka disebut
MDGL atau peleburan dua sisi. Cara ini perekat dilaburkan pada kedua
permukaan bahan yang direkatkan sehingga kedua bahan yang akan direkatkan
dilapisi dengan perekat, sebelum keduanya direkatkan. Cara kedua yaitu MSGL
atau peleburan satu permukaan saja dari bahan yang akan direkatkan. Model
perekatan sistem dua sisi memiliki kecendrungan peningkatan kekuatan
permukaan.
Pengempaan yang dilakukan pada beberapa penelitian umumnya
menggunakan pengempaan dingin dengan besar tekanan yang diberikan 10 kg/cm
dengan lama waktu pengempaan bervariasi antara 2–24 jam. Dari hasil penelitian
Anshari (2006) tekanan kempa sebesar 0,6 MPa selama 6 jam menghasilkan
kekuatan lentur dan keteguhan rekat yang paling tinggi. Besarnya tekanan kempa
dan lama waktu pengempaan antara lain bergantung pada jenis kayu, jenis perekat
Berat Labur
Dalam proses perekatan ada beberapa faktor yang mempengaruhi, salah
satunya adalah berat labur perekat. Pizzi (1983) menjelaskan bahwa berat labur
adalah banyaknya perekat yang diberikan pada permukaan kayu, berat labur yang
terlalu tinggi selain dapat menaikkan biaya produksi juga akan mengurangi
kekuatan rekat, karena akan memberikan penebalan pada garis rekat yang matang,
sedangkan berat labur yang terlalu rendah akan mengurangi kekuatan rekat yang
disebabkan oleh garis rekat yang terlalu tipis.
Menurut Subiyanto et al., (1995) menjelaskan bahwa semakin tinggi berat
labur menunjukkan semakinrendah daya serap air. Haltersebut dapat diketahui
karena dengan semakinbanyaknya perekat yang menutupi bagian permukaanmaka
papan akan semakin kedap air.
Pemadatan
Salah satu usaha untuk meningkatkan kualitas perbaikan kayu dapat
dilakukan dengan melalui berbagai cara seperti modifikasi kimia, perlakuan
pemanasan dan pemadatan. Dibandingkan dengan modifikasi kimia, perbaikan
kualitas kayu melalui perlakuan pemanasan dan pemadatan memiliki keuntungan
karena terbebas dari bahan kimia yang potensial menimbulkan dampak
lingkungan. Perlakuan pemadatan biasanya dilakukan pada kisaran suhu 180
°C-260 °C. Suhu dibawah 140 °C hanya menghasilkan sedikit perubahan sifat-sifat
kayu (Hill, 2006).
dan mengalami penyusutan hingga 50% dan bila tekanan dilepaskan pada saat
pemadatan kayu tidak akan kembali kebentuk semula. atau perubahan bersifat
permanen. Namun demikian, bila pemadatan yang terjadi tidak sempurna maka
kayu akan dapat kembali kebentuk dan ukuran semula bila mendapat pengaruh
kelembapan dan perendaman ulang (recovery) (Amin & Dwianto 2006).
Sulistyono et al., (2003) hasil penelitian menunjukan proses pemadatan
kayu menunjukan bahwa rata-rata kayu agatis meningkat dari 0,43 gr/cm³- 0,46
gr/cm³ pada kayu solid menjadi 0,70 gr/cm³- 0,85 gr/cm³ pada papan tangensial
dan 0,61 gr/cm³-0,84 gr/cm³ pada papan radial terpadatkan. Sementara berat
jenisnya juga meningkat dari 0,40-0,42 pada kayu solid menjadi 0,69-0,81 pada
papan radial terpadatkan.
Hasil yang sama juga diperoleh pada penelitian Wardhani (2003) yang
menyatakan bahwa proses pemadatan kayu kelapa mampu meningkatkan nilai
kerapatan dari 0,40-0,57 g/cm³ menjadi 0,42-0,69 g/cm³ dengan rataan 0,53 g/cm³
atau terjadi kenaikan kerapatan berkisar 4,43-27,21%.
Dari hasil tersebut menunjukan bahwa pemadatan kayu ternyata dapat
memperbaiki (meningkatkan) sifat-sifat fisik kayu agatis. Berdasarkan pembagian
kelas kuat kayu Indonesia menurut Seng (1990). Nilai kerapatan dan berat jenis
kayu tergolong kelas kuat III untuk kayu solid dan kelas kuat II untuk kayu agatis
yang sudah dipadatkan ini diakibatkan karena kayu mengalami penyusutan
METODOLOGI
Waktu dan Lokasi Penelitian
Penelitian ini dilaksanakan pada bulan Juni sampai Oktober 2013.
Persiapan bahan baku dan pembuatan papan laminasi dilakukan di Workshop
Kehutanan dan pengujian sifat mekanis dilaksanakan di UPT Biomaterial
Lembaga Ilmu Pengetahuan Indonesia (LIPI) Cibinong, Bogor. Pengujian sifat
fisis dilaksanakan di Laboratorium Teknologi Hasil Hutan, Fakultas Pertanian,
Universitas Sumatera Utara, Medan.
Bahan dan Alat
Bahan yang digunakan dalam penelitian ini adalah batang kelapa sawit
(BKS) dan perekat phenol formaldehida (PF). Alat yang digunakan adalah
chainsaw, gergaji, UTM (Universal Testing Machine), alat tulis, timbangan,
cetakan papan ukuran 45 cm x 5 cm x 1 cm, kalkulator, oven, kalifer, kertas
amplas, kuas, kempa panas dan kamera digital.
Prosedur Penelitian
1. Penyiapan bahan baku
Persiapan bahan yang dilakukan adalah dengan memilih batang kelapa sawit
meter dan dibersihkan bagian kulitnya serta dibentuk menjadi balok. Kemudian
balok tersebut dikeringkan secara alami selama 1 bulan untuk mengurangi
kadar air yang terdapat pada balok tersebut. Balok dari batang kelapa sawit
kemudian dipotong menjadi 2 bagian, yaitu bagian batang kelapa sawit yang
keras (bagian tepi) dengan ukuran 45 cm x 5 cm x 1 cm dengan jumlah 24
papan, bagian dalam (lunak) ukuran 45 cm x 5 cm x 2 cm dengan jumlah 12
papan.
2. Pemadatan Papan
Pemadatan lamina dilakukan dengan mesin kempa panas dengan suhu 120 °C
selama 30 menit. Pemadatan ini dilakukan pada papan BKS bagian tengah
(lunak) dari batang kelapa sawit. Papan pada awalnya berukuran 45 cm x 5 cm
x 2 cm dipadatkan menjadi ukuran 45 cm x 5 cm x 1 cm.
3. Penyiapan Perekat
Penelitian ini menggunakan perekat phenol formaldehida dengan variasi berat
labur 240, 260, 280 dan 300 g/m². Setiap papan memerlukan perekat
tergantung dari variasi berat labur. Kebutuhan perekat tersebut dapat dihitung
dengan rumus berikut :
Jumlah perekat (g) =Luas permukaan (cm
2)x Berat labur (g/m²)
10.000
berat labur 240 g/m² memerlukan perekat 10,8 g, berat labur 260 g/m² perekat
yang diperlukan 11,7 g, berat labur 280 g/m² diperlukan perekat sebanyak 12,6
g sedangkan berat labur 300 g/m² memerlukan perekat sebanyak 13,5 g.
Kebutuhan perekat untuk masing-masing berat labur disajikan pada lampiran 1.
Papan BKS tersebut dilaburi dengan perekat PF dengan variasi berat labur
antara 240 g/m², 260 g/m², 280 g/m² dan 300 g/cm². Dikombinasikan dengan
papan BKS bagian tepi dan bagian tengah yang sudah dipadatkan sebagai
bagian inti dari papan lamina. Pelaburan tersebut menggunakan kuas cat dan
sistem pelaburan menggunakan sistem pelaburan dua sisi (double spread).
5. Penyusunan Lamina
Papan yang sudah dilaburi dengan perekat PF tersebut disusun menjadi tiga
lapis yaitu lapisan bagian luar (face and back) merupakan bagian keras dari
BKS sedangkan BKS bagian dalam digunakan sebagai bagian inti. Adapun tipe
penyusunan papan lamina disajikan pada Gambar 1.
Papan BKS
Papan BKS
Papan BKS
Gambar 1. Tipe penyusunan papan lamina
6. Pengempaan panas (Hot Pressing)
Pengempaan dilakukan dengan menggunakan mesin kempa panas, pada
suhu1500C selama15 menit. 7. Pengkondisian(conditioning)
Papan lamina yangbaru dikempa didinginkanterlebihdahulusebelum
ditumpuk.Penumpukan papan laminasi pada kondisi panas akan menghambat
proses pendinginannya dan memberikan efek negatif terhadap papan itu
sendiri, seperti pewarnaan dan menurunkan kekuatan. Pengkondisian 3
45
tegangan sisa yang terbentuk selama proses pengempaan panas.
Pengkondisian dilakukan selama 1 minggu pada suhu kamar.
8. Pemotongan Contoh Uji
Papan laminasi yang telah mengalami conditioning kemudian dipotongsesuai
dengan tujuan pengujian yang dilakukan. Ukuran contoh uji disesuaikandengan
standar pengujian ASTM D143-94 yang dimodifikasi tentang papan laminasi.
Polapemotongan untuk pengujian seperti terlihat pada Gambar 2.
Gambar 2. Pola pemotongan permukaan contoh uji untuk pengujian
Keterangan:
A. contoh uji MOE dan MOR (45 cm x 3 cm)
B. contoh uji pengembangan tebal dan daya serap air (2 cm x 3 cm) C. contoh uji kerapatan (2 cm x 3 cm)
D. contoh uji kadar air (2 cm x 3 cm) E. contoh uji delaminasi (2 cm x 10 cm)
3 cm
45 cm
5 cm A
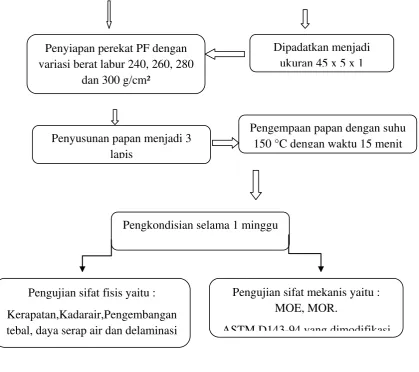
Bagan alir penelitian disajikan pada Gambar 3.
Batang kelapa sawit
Pengulitan dan pembersihan
Pemotongan
Bagian luar yang keras Bagian luar yang lunak
Dikeringkan secara alami
Dikeringkan secara alami
Gambar 3. Bagan alir penelitian
Pengujian Sifat Fisis Papan Lamina
Pengujian ini meliputi pengujian kerapatan, kadar air, pengembangan tebal
dan deliminasi.
a. Kerapatan
Pengujian kerapatan papan laminadilakukan pada kondisi kering udara dan
volume kering udara. Contoh uji berukuran 2 cm x 3 cm x 3 cm, ditimbang berat Dipadatkan menjadi
ukuran 45 x 5 x 1 Penyiapan perekat PF dengan
variasi berat labur 240, 260, 280 dan 300 g/cm²
Penyusunan papan menjadi 3 lapis
Pengempaan papan dengan suhu 150 °C dengan waktu 15 menit
Pengkondisian selama 1 minggu
Pengujian sifat fisis yaitu : Kerapatan,Kadarair,Pengembangan tebal, daya serap air dan delaminasi
Pengujian sifat mekanis yaitu : MOE, MOR.
awal (B) dari contoh uji kemudian diukur panjang, lebar dan tebal untuk
menentukan volume (V). Nilai kerapatan papan laminasi dihitung denganrumus:
Keterangan:
ρ = kerapatan (g/cm3)
B = berat contoh uji kering udara (g) V = volume contoh uji kering udara (cm3)
b. Kadar air
Contoh uji ukuran 2 cm x 3 cm x 3 cm yang digunakan adalah contoh uji
yang sama dengan kerapatan. Kadar air papan laminasi dihitung berdasarkan berat
awal (BA) dan berat kering oven (BKO) sampai berat konstan selama 24 jam pada
suhu 103 ± 2°C. Nilai kadar air dihitung menggunakan persamaan:
Keterangan:
KA = kadar air (%) B0 = berat awal (g) B1 = berat kering oven (g)
�= �
�
KA (%) = 1
1 0
B
B
B
−
Contoh uji berukuran 2 cm x 3 cm x 3 cm ditimbang berat awalnya,
kemudian direndam dalam air dingin selama 2 jam dan hasilnya dihitung setelah
perendaman. Kemudian direndam lagi selama 22 jam dengan contoh uji yang
sama dengan persamaan:
B1 = berat sebelum perendaman (g) B2 = berat setelah perendaman (g) d. Pengembangan Tebal
Perhitungan pengembangan tebal didasarkan pada selisih tebal sebelum
perendaman (T1) dan setelah perendaman (T2) dengan air dingin selama 2 jam
dan 22 jam dengan contoh uji yang sama. Contoh uji berukuran 3 cm x 3 cm x 3
cm dan dihitung dengan rumus :
Keterangan:
TS = pengembangan tebal (%) T1 = tebal sebelum perendaman (g) T2 = tebal setelah perendaman (g) e. Uji Deliminasi
Disiapkan 3 contoh uji dengan panjang 80 mm pada penampang ujung
kiridari setiap papan laminasi. Contoh uji setelah direndam dalam air pada suhu
kamar (100–250C) selama 6 jam kemudian dikeringkan selama 18 jam dan harus diperhatikan agar tidak terlalu lembab selama dalam pengeringan dan kadar air
adalah panjang deliminasi tidak kurang dari 3 mm pada kedua ujung dan rasio
deliminasi pada kedua ujung tidak lebih dari 10% dan panjang deliminasi garis
perekat lain tidak lebih dari 1/3 panjang garis perekat.
Deliminasi Ratio =Jumlah panjang deliminasi pada kedua ujung
Panjang total garis perekat pada kedua ujungx100%
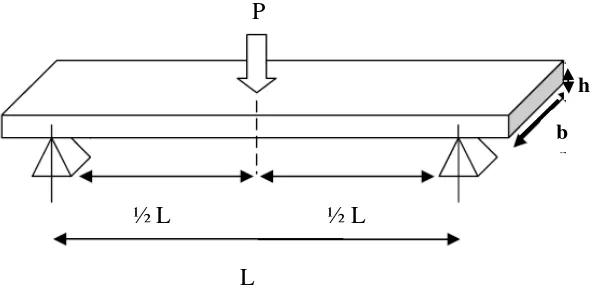
Pengujian Sifat Mekanis Papan Lamina
a. Modulus Lentur atau Modulus of Elasticity (MOE)
Pengujian MOE dilakukan bersama-sama dengan pengujian modulus
patah (MOR), sehingga contoh ujinya adalah sama yaitu berukuran 45 cm x 3 cm
x 3 cm. Pengujian dilakukan pada kondisi kering udara dibentangkan dengan
pembebanan dilakukan di tengah-tengah jarak sangga. Kecepatan pembebanan
sebesar 10 mm/menit, Padapengujian MOE, diukur besarnya beban yang dapat
ditahan oleh contoh uji tersebut sampai batas proporsi, pola pembebanan dalam
pengujian disajikan pada Gambar 4.
Gambar 4. Pengujian MOE dan MOR
½ L ½ L
L P
h
L = panjang bentangan contoh uji (cm) b = lebar contoh uji (cm)
h = tebal contoh uji (cm)
Nilai MOE dihitung dengan rumus berikut:
MOE =
MOE = modulus of elasticity atau modulus lentur (kg/cm2) ΔP = perubahan beban yang digunakan (kg)
L = jarak sangga (cm)
Δy = perubahan defleksi setiap perubahan beban (cm) b = lebar contoh uji (cm)
h = tebal contoh uji (cm)
b. Modulus patah atau Modulus of Rupture (MOR)
Pengujian modulus patah menggunakan contoh uji yang sama dengan
contoh uji pengujian modulus elastisitas, namun pengujian di lakukan sampai
contoh uji mengalami kerusakan atau patah. Contoh pengujian MOR dapat dilihat
pada Gambar 4. Nilai MOR dihitung dengan rumus berikut:
MOR =
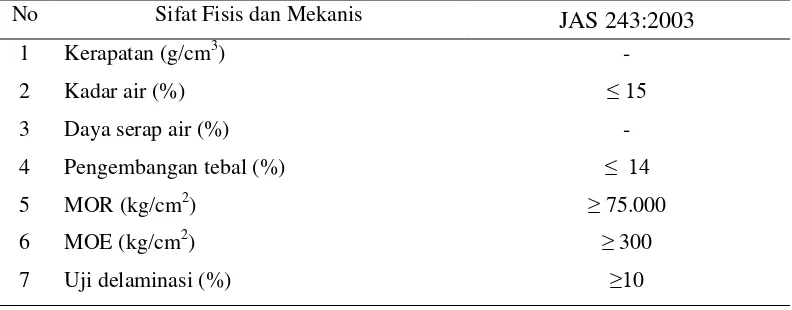
Pengujian sifat fisis dan mekanis papan lamina meliputi kerapatan, kadar
air, daya serap air, pengembangan tebal dan uji delaminasi, MOE dan
MORmengacu pada ketetapan Japanese Agricultural Standar 243:2003 seperti
Tabel 2. Standar Mutu Sifat Fisis dan Mekanis Papan Laminal Berdasarkan JAS 243:2003
No Sifat Fisis dan Mekanis JAS 243:2003
1 Kerapatan (g/cm3) -
2 Kadar air (%) ≤ 15
3 Daya serap air (%) -
4 Pengembangan tebal (%) ≤ 14
5 MOR (kg/cm2) ≥ 75.000
6 MOE (kg/cm2) ≥ 300
7 Uji delaminasi (%) ≥10
AnalisisData
Analisis datayangdigunakan dalam penelitian ini
adalahanalisisragamRancanganAcak Lengkap(RAL)sederhana.
Model statistik dari rancangan percobaan ini adalah:
Yij = μ + τi + εij
Keterangan :
Yij = Pengamatan pada berat labur ke-i dan ulangan ke-j μ = Rataan umum
τi = Pengaruh berat labur ke-i
εij = Pengaruh acak (galat) pada berat labur ke-i ulangan ke-j i,j = 1, 2, 3, 4,..
H1 = berta labur berpengaruh terhadap kualitas papan lamina.
Pengaruh dari faktor perlakuan yang dicoba dapat diketahui dengan
melakukan analisis keragaman dengan kriteria uji:
jika F hitung ≤F tabel, maka H0 diterima dan jika F hitung >F tabel, maka H0 ditolak.
Apabila hasil analisis sidik ragam berpengaruh nyata maka dilanjutkan
dengan uji wilayah Duncan dengan tingkat kepercayaan 95%. Uji metode Duncan
dilakukan untuk mengetahui pengaruh kadar utama perekat berpengaruh nyata
HASIL DAN PEMBAHASAN
Sifat-sifat papan lamina batang kelapa sawit (BKS) yang diuji meliputi
sifat fisis dan sifat mekanis. Sifat fisis terdiri dari atas kerapatan, kadar air, daya
serap air, pengembangan tebal dan rasio delaminnasi. Sifat mekanis terdiri atas
modulus patah (MOR) dan Modulus elastisitas (MOE).
Sifat Fisis Papan Lamina
Kerapatan
Hasil penelitian menunjukkan nilai kerapatan papan lamina dari BKS
dengan perekat PF berkisar antara 0,46-0,52 g/cm³. Hasil rata-rata kerapatan papan lamina disajikan pada Gambar 5 dan data selengkapnya dapat dilihat pada
Lampiran 2.
Gambar 5. Grafik rata-rata kerapatan papan lamina dengan pemadatan
nilai kerapatan paling rendah adalah 0,46 g/cm³ pada berat labur 260 g/m². Nilai
kerapatan papan lamina yang dihasilkan lebih tinggi bila dibandingkan dengan
kerapatan awal BKS yang berkisar antara 0,34-0,40 g/cm³. Hal ini berarti
kerapatan BKS pada penelitian ini sudah mengalami peningkatan.
Peningkatan kerapatan papan lamina pada penelitian ini dipengaruhi
beberapa faktor diantaranya bentuk penyusunan lamina. Penyusunan papan
lamina pada penelitian ini disusun dengan cara bagian luar (face and back) berasal
dari BKS bagian luar yang keras sedangkan bagian inti (core) berasal dari bagian
dalam yang lunak. Hal ini sesuai dengan pernyataan Risnasari et al., (2012)
bahwa papan yang berkerapatan rendah ketika digabungkan dengan papan
berkerapatan sedang akan menghasilkan papan lamina dengan kerapatan yang
lebih tinggi.
Selain faktor penyusunan, faktor lain yang membuat peningkatan
kerapatan pada penelitian ini yaitu faktor pemadatan. Pemadatan bagian dalam
lamina dari tebal 2 cm menjadi 1 cm akan menyebabkan dimensi (volume)
mengalami penyusutan, sedangkan berat lamina tidak mengalami perubahaan. Hal
ini akan menyebabkan kerapatan papan lamina semakin meningkat. Hal ini sesuai
dengan pernyataan Amin & Dwianto (2006) bahwa kayu yang berkerapatan
rendah akan meningkat kerapatanya jika dipadatkan.
Beberapa penelitian juga menunjukan bahwa perlakuan pemadatan dapat
meningkatkan nilai kerapatan kayu yang berkerapatan rendah Sulistyono et al.,
(2003) kerapatan kayu agatis dari 0,43-0,46 g/cm³ pada kayu solid menjadi
kerapatan 0,40-0,57 g/cm³ menjadi 0,42-0,69 g/cm³ dengan rataan 0,53 g/cm³ atau
terjadi kenaikan kerapatan berkisar 4,43-27,21% (Wardhani, 2003).
Nilai kerapatan papan lamina pada penelitian ini masih lebih rendah bila
dibandingkan dengan kerapatan balok laminasi dari kayu Eucalyptus grandis
yaitu 0,62-0,65 g/cm³ (Pasaribu, 2011) dan kayu kemiri kerapatanya berkisar
antara 0,62-0,65 g/cm³ Risnasari et al., (2011). Rendahnya nilai kerapatan yang
dihasilkan ini dikarenakan bahan baku penyusun lamina dari BKS memiliki
kerapatan rendah. Pada penelitian ini menggunakan bagian tepi BKS dengan
kerapatan 0,36-0,4 g/cm³ dan bagian tengah BKS dengan kerapatan 0,26-0,28
g/cm³. Sedangkan kayu Eucalyptus grandis memiliki kerapatan 0,35-0,65 g/cm³
(Pasaribu, 2011), kayu kelapa berkerapatan 0,4-0,5 g/cm³ (Wardhani, 2003) dan
kayu kemiri berkerapatan 0,31-0,44 g/cm³ (Risnasari et al., 2011). Kerapatan
bahan baku yang tinggi akan menghasilkan kerapatan papan lamina yang tinggi
juga.
Selain itu, faktor yang menentukan nilai kerapatan papan lamina adalah
berat labur. Pada penelitian ini berat labur yang digunakan berkisar 240-300 g/m².
Berdasarkan Gambar 5 dapat dilihat kerapatan yang dihasilkan dari variasi berat
labur tidak jauh berbeda sehingga disimpulkan bahwa variasi berat labur tidak
mempengaruhi nilai kerapatan papan lamina dari BKS. Nilai kerapatan papan
lamina pada penelitian ini diduga lebih dipengaruhi oleh faktor pemadatan dan
penyusunan papan lamina. Secara umum dengan meningkatnya berat labur maka
kerapatan juga akan mengalami peningkatan.
karena kerapatan yang diperoleh pada penelitian ini tidak jauh berbeda. Hal ini
berarti bahwa berat labur tidak memberikan pengaruh terhadap nilai kerapatan
(Lampiran 5).
Kadar Air
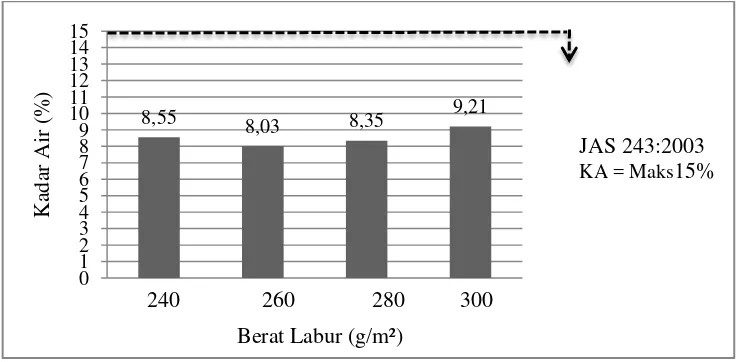
Hasil penelitian kadar air papan lamina menunjukan bahwa nilai kadar air
papan lamina dari BKS dengan perekat PF berkisar antara 8,03-9,21%. Hasil
rata-rata nilai KA disajikan pada Gambar 6 dan data selengkapnya disajikan pada
Lampiran 2.
Gambar 6. Grafik rata-rata kadar air papan lamina dengan pemadatan
Berdasarkan Gambar 6 terlihat bahwa kadar air paling tinggi pada berat
labur 300 g/m² dengan kadar air 9,21% dan paling rendah pada berat labur 260
g/m² dengan kadar air 8,03%. Hasil penelitian menunjukan bahwa terjadi
penurunan dari berat labur 240 g/m² ke berat labur 260 g/m² dan kemudian
mengalami peningkatan pada berat labur 280 g/m² dan 300 g/m². Berdasarkan
JAS 243:2003, nilai kadar air papan lamina dengan menggunakan berat labur dan
pemadatan memenuhi standar yang mensyaratkan nilai kadar air papan lamina
Kadar air yang dihasilkan pada penelitian ini tergolong rendah yaitu
8,55-9,21% bila dibandingkan dengan kadar air papan lamina kombinasi mahoni dan
sawit yaitu 11,30-11,90% (Ginting, 2012) dan lamina dari kayu mangium yaitu
12,2-12,8% (Herawati et al., 2008). Hal ini karena proses pengempaan dalam
penelitian ini menggunakan kempa panas.
Penggunaan suhu kempa panas yang digunakan adalah 150 °C selama 15
menit untuk pematangan perekat. Akibat dari perlakuan panas ini, kadar air papan
lamina turun menjadi kadar air 8,55-9,21%. Sedangkan penelitian sebelumnya
(Ginting, 2012) dan Herawati et al., (2008) menggunakan kempa dingin.
Selain faktor pemadatan dan proses pematangan perekat, nilai kadar air
juga dipengaruhi berat labur. Cahyadi et al., (2012) menyatakan bahwa semakin
banyak kadar perekat maka papan yang dihasilkan akan semakin kedap air.
Sehingga papan yang dihasilkan tidak banyak menyerap uap air dari udara setelah
pengempaan dan pengkondisian (conditioning)papan lamina mencapai kondisi
kadar air kesetimbangan. Tetapi pernyataan Cahyadi et al., (2012) tersebut
berbanding terbalik dengan hasil pada penelitian ini. Gambar 6 menunjukan dari
berat labur 280 ke berat labur 300 g/m² mengalami peningkatan dan berat labur
300 g/m² nilai kadar airnya paling tinggi. Hal senada juga disampaikan oleh Oka
(2005) bahwa nilai kadar air balok laminasi bambu petung perekat UF dengan
sistem kempa dingin yaitu mengalami kenaikan seiring dengan bertambahnya
jumlah perekat yang digunakan. Namun kadar air penelitian ini lebih rendah bila
dibandingkan dengan penelitian Oka (2005) dengan kadar air berkisar antara
Dari keempat variasi berat labur tersebut, berat labur yang optimal yaitu
berat labur 260 g/m² karena memiliki nilai kadar air paling rendah. Hasil analisis
ragam juga menunjukan bahwa variasi berat labur tidak mempengaruhi nilai kadar
air papan lamina (Lampiran 6). Hal ini berarti variasi berat labur tidak
memberikan pengaruh nyata terhadap nilai kadar air.
Daya Serap Air
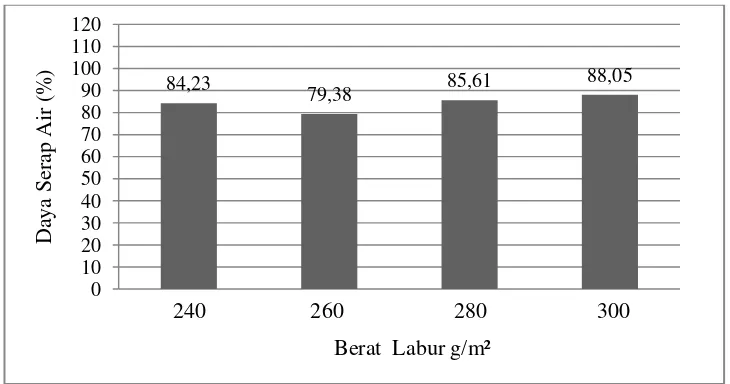
Hasil pengujian daya serap air papan lamina menunjukan bahwa nilai daya
serap air papan lamina dari batang kelapa sawit (BKS) dengan perekat PF berkisar
antara 79,38-88,05%. Hasil rata-rata nilai daya serap air papan lamina BKS
disajikan pada Gambar 7 dan data selengkapnya disajikan pada Lampiran 2.
Gambar 7. Grafik rata-rata daya serap air papan lamina dengan pemadatan
Pada Gambar 7 dapat dilihat bahwa nilai daya serap air papan lamina
paling tinggi terdapat pada berat labur 300 g/m² yaitu 88,05% dan yang paling
rendah pada berat labur 260 g/m² yaitu 79,38%. Nilai daya serap air mengalami
Berdasarkan JAS 243:2003 tidak mensyaratkan nilai daya serap air, akan
tetapi uji daya serap air perlu dilakukan untuk mengetahui apakah bahan baku
mempunyai sifat menyerap air atau tidak sehingga untuk menentukan aplikasi
penggunaan papan lamina ini, apakah layak digunakan pada eksterior.
Daya serap air papan lamina yang diperoleh cukup tinggi. Hal ini
disebabkan karena bahan baku yang digunakan pada pembuatan papan lamina
terbuat dari batang kelapa sawit. Menurut Bakar (2003) salah satu masalah serius
dalam pemanfaatan batang kelapa sawit adalah kadar air yang tinggi yang terdapat
pada batang kelapa sawit mencapai 156-365%. Hal ini juga didukung oleh
pernyataan Balfas (1998) yang menyatakan bahwa salah satu masalah serius dari
pemanfaatan BKS adalah sifat higroskopis yang berlebihan sehingga faktor
tersebut menyebabkan papan lamina yang dihasilkan menyerap air sangat banyak.
Kerapatan bahan baku BKS yang rendah menunjukan bahwa jaringan parenkim
lebih banyak dibandingkan dengan jaringan vascular bundles.
Selain faktor bahan baku dan perekat, daya serap air pada penelitian ini
juga dipengaruhi berat labur. Cahyadi et al., (2012) menyatakan bahwa semakin
banyak kadar perekat yang digunakan maka papan yang dihasilkan semakin kedap
air. Hasil nilai daya serap air pada penelitian ini berbanding terbalik dengan
pernyataan Cahyadi et al., (2012) tersebut. Gambar 6 menunjukan semakin tinggi
berat laburnya maka semakin tinggi nilai daya serap airnya dan daya serap air
tertinggi dihasilkan pada berat labur 300 g/m². Hal ini diduga terjadi karena pada
saat pelaburan terjadi pengentalan dan pengerasan sehingga kurangnya ikatan
kerusakan. Pizzi (1983) juga menambahkan berat labur yang terlalu tinggi akan
mengurangi kekuatan rekat, karena akan memberikan penebalan pada garis rekat
yang matang.
Berdasarkan analisis ragam daya serap air papan lamina menunjukan
bahwa pengaruh berat labur tidak berpengaruh nyata pada nilai daya serap air
papan lamina yang dihasilkan (Lampiran 7). Hal ini berarti bahwa nilai daya serap
air tidak dipengaruhi oleh berat labur yang digunakan.
Pengembangan Tebal
Pengembangan tebal adalah besaran yang menyatakan pertambahan tebal
contoh uji dalam persen terhadap tebal awalnya setelah contoh uji direndam
dalam air dingin selama 24 jam. Rata-rata nilai pengembangan tebal papan lamina
dari batang kelapa sawit dengan perekat PF adalah pada Gambar 8 dan data
selengkapnya. Lampiran 2.
Gambar 8. Grafik rata-rata pengembangan tebal papan lamina dengan pemadatan
Pada Gambar 8 dapat dilihat bahwa nilai pengembangan tebal papan
lamina antara 8.36-13,20%. Berdasarkan JAS 243: 2003 nilai pengembangan tebal
hasil pengembangan tebal diatas nilai terendah terdapat pada berat labur 280 g/m²
dan nilai tertinggi terdapat pada berat labur 240 g/m². Nilai pengembangan tebal
yang dihasilkan pada berat labur 240 g/m² cukup besar. Hal ini diduga karena
garis rekat yang terlalu tipis masih bisa dilewati air. Dari hasil tersebut berarti
stabilitas dimensinya baik, sehingga memungkinkan untuk penggunaan eksterior.
Dari hasil penelitian yang dilakukan nilai pengembangan tebal tersebut
termasuk rendah walaupun bahan pembuatan papan lamina terbuat dari batang
kelapa sawit yang memiliki daya serap air yang cukup tinggi. Salah satu faktor
pengembangan tebal papan lamina ini rendah yaitu faktor perekat, dimana perekat
yang digunakan dalam pembuatan papan lamina ini adalah perekat PF. Perekat ini
tahan terhadap perlakuan air, tahan terhadap kelembapan dan temperatur tinggi,
tahan terhadap bakteri, jamur, rayap dan mikroorganisme serta tahan terhadap
bahan kimia, seperti minyak, basa, dan pengawet kayu (Ruhendi et al., 2007).
Berdasarkan hasil penelitian yang dilakukan nilai pengembangan tebal
papan lamina dari batang kelapa sawit dengan menggunakan perekat PF. Nilai
terbaik yang dihasilkan adalah pada variasi berat labur 260 g/m². Hal ini berarti
bahwa berat labur tersebut yang digunakan tidak terlalu sedikit dan tidak terlalu
banyak, sehingga pada saat pengempaan perekat tersebut lebih matang dan
menyebar ke seluruh permukaan papan tersebut. Hal ini sesuai dengan pernyataan
Cahyadi et al., (2012) yang menyatakan bahwa semakin banyak berat labur maka
semakin rendah pula pengembangan tebalnya karena papan tersebut akan semakin
pada saat pengempaan perekat tidak menyebar ke semua permukaan. Sedangkan
berat labur 300 g/m² nilai pengembangan tebal yang didapat juga terlalu tinggi ini
disebabkan karena terlalu banyak perekat yang digunakan sehingga pada saat
perekatan dan pengempaan banyak perekat yang mengental dan mengeras. Hal ini
sesuai dengan pernyataan Blass et al., (1995) mengatakan bahwa garis rekat yang
lebih dari 0,1 mm akan mengalami keretakan.
Hasil analisis ragam pengembangan tebal (Lampiran 8) papan lamina
menjelaskan bahwa berat labur memberikan pengaruh nyata terhadap
pengembangan papan lamina tersebut. Hal ini berarti bahwa perlakuan berat labur
memberikan respon terhadap pengembangan tebal. Berdasarkan hasil uji Duncan
memperlihatkan bahwa berat labur 260, 280 dan 300 g/m² tidak berbeda nyata,
namun berbeda nyata dengan berat labur 240 g/m² (Lampiran 9). Hal ini berarti
berat labur terbaik pada penelitian ini adalah berat labur 260 g/m² karena
pengembangan tebalnya paling rendah.
Uji Deliminasi
Delaminasi merupakan kerusakan pada bidang rekat papan laminasi.
Penyebab terjadinya delaminasi diakibatkan perendaman air dan kurangnya
pengempaan terhadap papan lamina. Adapun nilai rata-rata rasio deliminasi
adalah 0% . Hasil dari rata-rata ratio deliminasi dapat dilihat pada Tabel 3.
Tabel 3. Nilai rasio papan lamina
Berat labur (g/m²) Nilai rata-rata ratio deliminasi (%)
240 0
300 0
Berdasarkan hasil penelitian, nilai rata-rata dari delaminasi ratio adalah
0%. Menurut standar JAS 243: 2003 mensyaratkan nilai rasio delimanasi tidak
lebih dari 10%. Hal ini menunjukan bahwa nilai ratio deliminasi pada penelitian
ini memenuhi standar.
Salah satu faktor yang mempengaruhi yang nilai deliminasi memenuhi
standar yaitu jenis perekat. Perekat yang digunakan dalam penelitian ini adalah
perekat PF yang memiliki keunggulan tahan terhadap air dan temperatur tinggi
sesuai dengan pernyataan Ruhendi et al., (2007). Achmadi (1990) menambahkan
bahwa kelebihan perekat PF adalah viskositas resin yang cukup rendah yang
memungkinkan penetrasi ke dalam pori-pori kayu sehingga kekuatan kohesif dari
resin melebihi kekuatan resin dari kayu dan membentuk ikatan perekatan yang
baik pada papan yang dihasilkan.
Selain faktor perekat, faktor pelaburan perekat juga berpengaruh terhadap
nilai ratio delaminasi yang dihasilkan. Pada penelitian ini pelaburan perekat
menggunakan pelaburan perekat dua sisi (double spread) sehingga menghasilkan
ikatan yang baik antara perekat dan papan lamina dari BKS. Selbo (1975) dalam
Prayitno (1996) menjelaskan bahwa untuk mendapatkan ikatan yang baik antar
perekat dengan papan maka sebaiknya digunakan pelaburan perekat pada kedua
sisi permukaan (double spread).
Dari hasil penelitian ini berarti perekat PF telah mampu bertahan dalam
delaminasi merupakan indikator ketahanan perekat terhadap adanya tekanan
pengembangan dan penyusunan akibat kelembapan dan panas yang tinggi.
Faktor lain yang mempengaruhi rasio delaminasi pada penelitian ini
adalah berat labur. Perlakuan berat labur 240 g/m², 260 g/m², 280 g/m² dan 300
g/m² menghasilkan nilai delaminasi yang sama yaitu 0%. Hal ini diduga karena
berat labur perekat yang digunakan menutupi bagian yang dilaburi dan menembus
struktur kayu sehingga pada saat pengempaan kekuatan rekatnya matang dan tidak
mengalami kerusakan. Hal ini sesuai dengan pernyataan Vick (1999) yang
mengatakan bahwa perekat harus memiliki sifat keterbasahan yang tinggi dan
viscositas yang akan menghasilkan aliran kapiler untuk menembus struktur kayu.
Perlakuan berat labur dalam penelitian ini sangat baik dengan uji
delaminasi 0%. Hal ini berarti perekat yang digunakan dengan berbagai macam
berat labur tidak menyebabkan perenggangan diantara lapisan papan lamina. Hasil
ini menunjukan bahwa perekat PF dapat digunakan untuk keadaan yang ekstrim
atau digunakan untuk eskterior.
Sifat Mekanis Papan Laminasi
Hasil pengujian modulus of elasticity(MOE) papan lamina menunjukan
bahwa nilai MOE papan laminasi dari batang kelapa sawit dengan perekat PF
berkisar antara 32.661-49.041 kg/cm². Hasil rata-rata MOE papan lamina dapat
dilihat pada Gambar 9 dan data selengkapnya dapat dilihat pada Lampiran 4.
Gambar 9. Grafik rata-rata MOE papan laminasi dengan pemadatan
Pada Gambar 9 terlihat bahwa nilai MOE tertinggi diperoleh pada
perlakuan berat labur 240 g/m² yaitu 49.041 kg/cm² dan nilai MOE terendah pada
perlakuan berat labur 280 g/m² yaitu 32.661 kg/cm². Selain itu, terlihat juga
bahwa seluruh nilai MOE papan lamina tidak memenuhi standar JAS 243:2003
yang mensyaratkan 75.000 kg/cm2.
Nilai MOE yang dihasilkan lebih rendah dibandingkan papan lamina dari
kayu mangium dengan nilai MOE 84.100-136.700 kg/cm² (Herawati, 2008) dan
karakteristik glulam dari dua jenis kayu pinus dan jabon nilai MOE berkisar
baku, dimana kerapatan awal BKS umur 25 tahun adalah 0,34-0,4 g/cm³ bagian
tepi dan 0,26-0,28 g/m³ bagian tengah.Sedangkan kayu mangium memiliki
kerapatan 0,43-0,66 g/cm³, jabon memiliki kerapatan 0,53-0,61 g/cm³ dan kayu
pinus berkerapatan 0,41-0,5 g/cm³ (PIKA, 1979). Walker (1993) menyatakan
faktor yang mempengaruhi kekuatan kayu adalah kerapatan. Kayu yang
berkerapatan tinggi mempunyai kekuatan yang lebih besar.
Herawati (2008) menyatakan bahwa nilai MOE tidak dipengaruhi oleh
ukuran lebar lamina tetapi lebih pada kondisi lamina terutama adanya cacat mata
kayu atau serat miring. Selain dipengaruhi oleh sifat-sifat kayunya, kualitas
perekatan pada penelitian juga dipengaruhi oleh proses pengempaan.
Proses pemadatan yang meningkatkan kerapatan BKS belum mampu
meningkatkan nilai MOE pada penelitian ini. Hal ini terjadi karena BKS yang
dipadatkan mempunyai kerapatan rendah berkisar antara 0,26-0,28 g/cm³ yang
diambil dari bagian lunak BKS. Killman dan Koh (1998) menyatakan bahwa kayu
yang banyak mengandung sel parenkim dan rongga akan mempunyai kekuatan
patah yang rendah (rapuh). Di sisi lain, perbedaan struktur sel parenkim
menyebabkan kerusakan pada sel parenkim akibat pemadatan.
Selain faktor pemadatan, bahan baku nilai MOE pada penelitian ini juga
dipengaruhi oleh berat labur. Berdasarkan Gambar 9 menunjukan bahwa semakin
tinggi berat laburnya maka nilai MOE-nya semakin rendah. Hal ini berbanding
terbalik dengan penelitian Oka (2005) analisis perekat terlabur pada pembuatan
balok laminasi bambu petung, Didalam penelitian tersebut semakin tinggi berat
laburnya maka semakin tinggi nilai MOE-nya. Hal yang sama juga terjadi pada
based polymer isocyanate yang diencerkan dengan metanol nilai MOE-nya
meningkat seiring dengan bertambahnya kadar perekat yang digunakan.
Berat labur 240 g/m² merupakan berat labur terendah pada penelitian ini
tetapi nilai MOE-nya paling tinggi, hal ini diduga perekat mampu melaburi
permukaan lamina dan perekat mampu menembus struktur kayu dan tidak
mengalami kerusakan pada saat pengempaan panas sehingga menigkatkan
kekuatan MOE-nya. Berbeda dengan berat labur 260 g/m², 280 g/m² dan 300
g/m², pada berat labur tersebut nilai MOE yang dihasilkan hampir sama yaitu
berkisar antara 33.380-34.155 kg/cm². Rendahnya nilai MOE pada berat labur
tersebut diduga pada saat pelaburan perekat tidak mampu melaburi semua
permukaan karena terjadi pengentalan. Sari (2008) mengatakan bahwa pada saat
perekat tidak dapat membasahi permukaan kayu yang direkat maka akan terjadi
perekatan yang lemah sehingga persentase kerusakan juga akan semakin besar.
Hal ini juga didukung Pizzi (1983) mengatakan bahwa semakin banyak kadar
perekat yang digunakan akan mengurangi kekuatan rekat pada lamina.
Berdasarkan hasil analisis ragam kekuatan lentur, diketahui bahwa semua
perlakuan berpengaruh tidak nyata terhadap keteguhan lentur (Lampiran 10). Hal
ini berarti bahwa berat labur tidak memberikan pengaruh pada nilai MOE.
Modulus of Rupture (MOR)
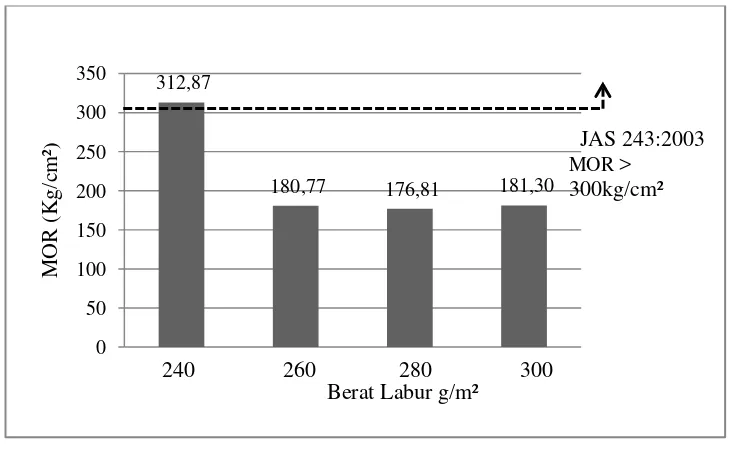
perekat PF berkisar antara 176,81-312,87 kg/cm². Hasil rata-rata MOR papan
lamina dapat dilihat pada Gambar 10 dan data selengkapnya dapat dilihat pada
Lampiran 4.
Gambar 10. Grafik rata-rata MOR papan laminasi dengan pemadatan
Pada Gambar 10 terlihat bahwa nilai MOR tertinggi diperoleh pada berat
labur 240 g/m² yaitu 312.87 kg/cm², sedangkan nilai MOR terendah adalah pada
berat labur 280 g/m² yaitu 176.81 kg/cm². Papan lamina yang memenuhi standar
JAS 243:2003 yang mensyaratkan nilai MOR papan lamina minimal 300 kg/cm²
adalah papan lamina dengan berat labur 240 g/m² dengan nilai MOR 312,87
kg/cm². Papan lamina yang tidak memenuhi syarat nilai MOR adalah perlakuan
berat labur 260, 280 dan 300 g/m².
Hasil nilai MOR pada penelitian ini cukup rendah bila dibandingkan
dengan penelitian Ginting (2012) yang menggunakan kombinasi BKS dan mahoni
menjadi papan laminasi dengan perekat isosianat dengan nilai MOR rata-rata 385
kg/cm2(SinagadanHadjib,1989) dan karakteristik balok laminasi dari kayu
mangium (Acasia mangium) nilai MOR sebesar 516-687 kg/cm² (Herawati et al.,
2008).
Rendahnya nilai MOR pada penelitian ini bila dibandingkan dengan
penelitian lain karena penelitian lain bahan baku pembuatan lamina kerapatannya
lebih tinggi dibandingkan BKS. Kerapatan BKS bagian tepi pada penelitian ini
berkisar antara 0,34-0,4 g/cm³ sedangkan bagian tengah 0,26-0,28 g/cm².
Sedangkan kayu mahoni mempunyai kerapatan 0,53-0,72 g/cm³ (Ginting, 2012),
kayu eucalyptus 0,35-0,65 g/cm³ (Pasaribu, 2011) dan Acasia mangium
kerapatanya 0,43-0,66 g/cm³ (Herawati et al., 2008). Hal ini sesuai dengan
Tsoumis (1991) dalam Herawati et al., (2008) yang menyatakan kayu yang
memiliki kerapatan lebih tinggi akan memiliki kekuatan yang lebih tinggi
dibandingkan dengan kayu yang kerapatanya lebih rendah. Menurut PKKI NI-5
1961 dalam Setiawan (2011) terdapat hubungan antara jenis, berat kayu dan
kekuatan sehingga semakin berat kayu maka kekuatan kayu tersebut mengalami
peningkatan.
Perbedaan nilai MOR yang dihasilkan terutama karena karakteristik bahan
bakunya. Penyusunan lamina dari BKS yang digunakan berkerapatan rendah.
Bagian luar lamina berkerapatan 0,34-0,4 g/cm³ sedangkan bagian dalam yang
dipadatkan berkerapatan 0,26-0,28 g/cm³. Selain itu, struktur penyusunan BKS
terdiri dari Vascular bundle dan parenkim. Kerapatan vascular bundle menurun
dari bagian tepi kearah pusat batang, sebaliknya kerapatan parenkim meningkat
menyebabkan kerapatan BKS menjadi rendah. Hal ini yang menyebabkan nilai
MOR papan lamina BKS rendah.
Selain itu, faktor yang mempengaruhi nilai MOR adalah berat labur. Pada
penelitian ini berat labur terendah yaitu 240 g/m² memiliki nilai MORnya paling
tinggi. Hal ini diduga karena berat labur 240 g/m² mampu melaburi permukaan
lamina dan perekat mampu masuk ke dalam struktur kayu karena garis rekatnya
tidak terlalu tebal dan tidak mengalami pengentalan pada saat pelaburan maupun
pengempaan. Sedangkan berat labur 260 g/m², 280 g/m² dan 300 g/m² nilai
MORnya relatif seragam antara 176,81-181,30 kg/cm². Nilai MOR tersebut
rendah diduga karena perekat hanya mampu melaburi permukaan lamina dan
tidak mampu masuk ke dalam struktur kayu akibat terjadi pengentalan dan
kelebihan garis rekat akibat banyaknya kadar perekat yang digunakan. Hal ini
sesuai dengan pernyataan Pizzi (1983) yang mengatakan berat labur yang tinggi
akan mengurangi kekuatan rekat. Sari (2008) mengatakan bahwa pada saat
perekat tidak dapat membasahi permukaan kayu yang direkat maka akan terjadi
perekatan yang lemah sehingga persentase kerusakan juga akan semakin besar.
Dari hasil penelitian menunjukan bahwa berat labur terbaik pada
penelitian ini yaitu berat labur 240 g/m² karena telah memenuhi standar dan lebih
efisien dalam penggunaan perekat.Berdasarkan hasil dari analisis ragam juga
menunjukkan bahwa berat labur pada penelitian ini tidak memberikan pengaruh
nyata terhadap kekuatan MOR papan lamina dalam penelitian ini. (Lampiran 11).
Berdasarkan hasil pengujian sifat fisis dan mekanis papan lamina dari
BKS diperoleh rekapitulasi kualitas papan lamina seperti pada Tabel 4.
Tabel 4. Rekapitulasi kualitas papan lamina BKS berdasarkan JAS 243:2003
Berat Labur
ts = tidak disyaratkan JAS 243:2003
KA = kadar air
Berdasarkan pada Tabel 3 dapat diketahui hasil pengujian kualitas papan
lamina BKS untuk pengujian kadar air, pengembangan tebal dan rasio delaminasi
telah memenuhi standar JAS 243:2003 sedangkan untuk nilai kerapatan, daya
serap air tidak disyaratkan pada standar JAS 243:2003. Nilai MOE tidak satupun
contoh uji yang memenuhi standar JAS 243:2003 sedangkan nilai MOR yang
memenuhi standar hanya pada berat labur 240 g/m². Berdasarkan pada Tabel 3
Rendahnya kualitas papan lamina yang didapat terutama pada sifat
mekanis diduga karena bahan baku BKS memiliki kekuatan yang rendah.
KESIMPULAN DAN SARAN
Kesimpulan
1. Variasi berat labur perekat PF papan lamina hanya mempengaruhi sifat fisis
untuk pengembangan tebal.
2. Variasi berat labur perekat PF papan lamina tidak mempengaruhi sifat
mekanis papan lamina.
3. Berat labur terbaik keseluruhan pada penelitian ini yaitu pada berat berat
labur 240 g/m².
Saran
Penggunaan limbah BKS yang mengandung pati sebagai bahan baku
pembuatan papan lamina dapat menjadi kendala terhadap beberapa sifat fisis dan
mekanis. Sehingga perlu dilakukan penelitian lanjutan untuk meningkatkan sifat
DAFTAR PUSTAKA
Abdurachman, Hadjib N. 2005. Kekuatan dan kekakuan balok lamina dari dua jenis kayu kurang dikenal. Jurnal Penelitian Hasil Hutan. 2 (1) : 16-24. Bogor.
Achmadi, S. S. 1990. Kimia kayu. Departemen Pendidikan dan Kebudayaan. IPB. Press. Bogor
Amin, Y dan W. Dwianto. 2006. Pengaruh suhu dan tekanan uap terhadap fiksasi kayu kompresi dengan menggunakan Close System Compression Jurnal Ilmu dan Kayu Tropis 4 (2).55-60. Bogor.
Anshari, B. 2006. Pengaruh variasi tekanan kempa terhadap kuat lentur kayu laminasi dari kayu meranti dan keruing. Dimensi Teknik Sipil .2 (1): 1-11. Semarang
[ASTM] American Standart Test Methods. 2000. D 143-94. Standart test methods for small clear specimens of timber. annual book of ASTM Standard. Philadelphia.
Bakar, E. S. 2003. Kayu sawit sebagai substitusi kayu dari hutan alam. Forum Komunikasi dan Teknologi dan Industri Kayu 2: 5-6. Bogor.
Balfas, J. 1998. Sifat dasar kayu sawit. Prosiding. Diskusi Nasional Hutan Raya dan Ekspose. Hasil Penelitian di Sumatera Utara. 18-19 September. Balai Penelitian Kehutanan.
Bodig, J and BA. Jayne. 1982. Mechanics of Wood and Wood Composites Van Nostrand Reinhold Company. New York.
Cahyadi, D. Firmanti, A. Subiyanto, B. 2012. Sifat fisis dan mekanis bambu laminasi bahan berbentuk pelupuh dengan penambahan metanol sebagai pengganti pengencer perekat. Permukiman Vol. 7 No.1
[CWC] Canadian Wood Council. 2000. Wood reference handbook. a guide to the architectural use of wood in bilding construction. ed ke-4. ottwa:
Canadian Wood Council.
Darmaji, A. 2003. Pengaruh perlakuan awal dan tingkat pemadatan terhadap pemadatan sifat fisis dan mekanis kayu sengon (Paraserianthes
Falcataria) (L) nielsen [skripsi]. Fakultas Kehutanan,Institut Pertanian . Bogor. Bogor.
Direktorat Jenderal Perkebunan Kementerian Pertanian. 2012 Statistik Perkebunan Indonesia tahun 2012-2013. Deptan RI. Jakarta. http:// pertanian.go.id/infoeksekutif/bun/bun-asem2012/Areal-kelapasawit.pdf (20 Februari 2014).
[FAO] Food and Agriculture Organization. 1996. Plywood and other wood based panels. Food and Agriculture Organization of the United Nation, Rome.
Fakhri, 2002. Kemampuan perekatan resin urea formaldehyde pada laminasi kayu sengon dan keruing. Pekanbaru: Jurnal Sains dan Teknologi Universitas Riau. Vol 6 No.4.
Febrianto, F dan E. S. Bakar. 2004. Kajian potensi, sifat-Sifat dasar dan
kemungkinan pemanfaatan kayu karet dan biomassa sawit di Kabupaten Musi Bayuansi. Lembaga Manajemen Agribisnis dan Agroindustri. Institut Pertanian Bogor. Bogor
Ginting, I. A. D . 2012. Balok laminasi dengan kombinasi dari batang kelapa sawit (Elaeis guineensis Jacq.) dan kayu mahoni (Swietenia
Mahagoni)