Penerapan Line Balancing dalam Penentuan Jumlah Manpower (Studi Kasus PT. Indonesia Asahan Aluminium)
Teks penuh
Gambar

Dokumen terkait
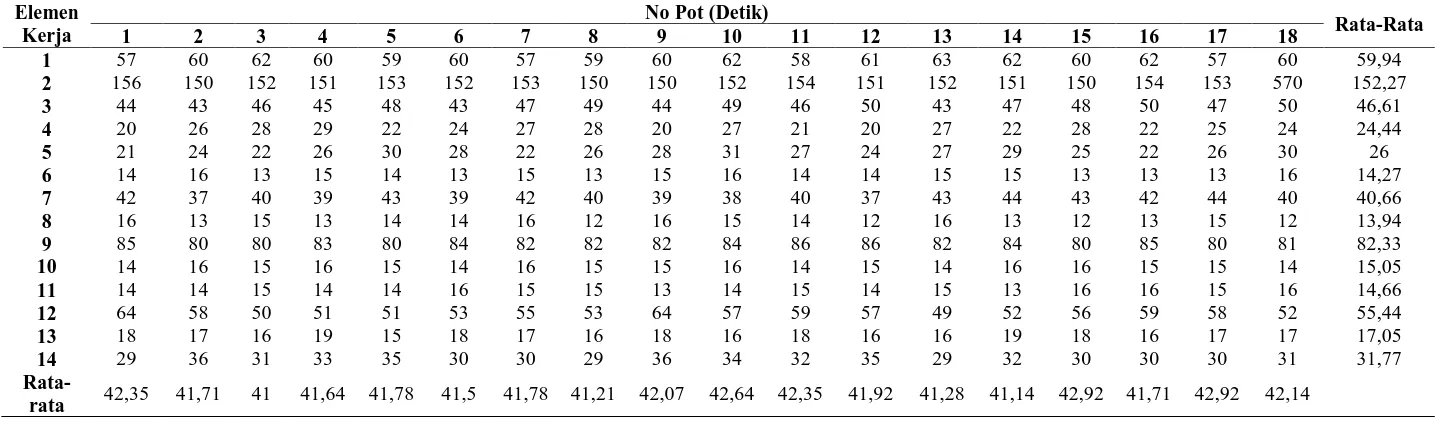
operator pada saat penggantian anoda yang menyebabkan terjadinya variasi. tersebut dan juga memiliki pengaruh terhadap waktu siklus penggantian
Latch Trolley : digunakan untuk maju dan mundur bagian pengganti anoda.. Latch : digunakan untuk naik turun bagian
Mesin KO-Kneaderadalah mesin pengadukan material pasta untuk pembuatan anoda block yang terdiri dari coal tar pitch, kokas, dan butt di Anode.. Green Plant .Mesin ini
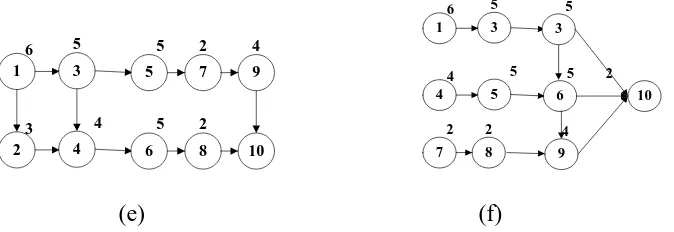
Hal ini dapat dilakukan dengan metode line balancing yaitu metode penugasan sejumlah pekerjaan yang saling berkaitan dalam satu lintasan produksi sehingga setiap stasiun
II-9 Keseimbangan lini adalah tentang menyeimbangkan penugasan item tugas dari jalur perakitan ke stasiun kerja untuk meminimalkan jumlah stasiun kerja dan meminimalkan total harga
Upaya yang dilakukan adalah dengan meningkatkan kapasitas suplai MTR menjadi 230 MVA , penambahan LVR dan rectifier dengan suplai arus sebesar 45 kA dan
Triangle Motorindo saat ini adalah bagaimana mengatasi ketidakseimbangan alokasi kerja pada lintasan perakitan yang menyebabkan terjadinya waiting time antar stasiun
Untuk memudahkan perhitungan genetic algorithm dalam penugasan elemen kerja ke dalam stasiun kerja pada kasus yang sedang terjadi di perusahaan digunakan sebuah software yang
