Lampiran
Lampiran 1. Flow Chart Pelaksanaan Penelitian
Ditimbang adonan terasi sebanyak 5 kg
Dipasang puli dan sabuk-V yang sesuai Mulai
Analisis
Dihidupkan alat pencetak
Dilakukan Pengukuran Parameter: 1. Kapasitas efektik alat 2. Rendemen
3. Persentase bahan tertinggal
Dicatat waktu pencetakan
Dimasukan bahan terasi ke dalam hooper
Lampiran 2. Data Pengamatan Kapasitas Efektif Alat (kg/jam)
Perlakuan Ulangan Total Rataan
I II III
Data analisis sidik ragam
SK Db JK KT Fhit. F.05 F.01
1. Perhitungan kapasitas efektif alat a) Puli dengan diameter 2 inci
- Ulangan 1
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,048 jam = 104,16 kg/jam - Ulangan 2
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
- Ulangan 3
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,047 jam = 106,38 kg/jam b) Puli dengan diameter 3 inci
- Ulangan 1
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,049 jam = 102,04 kg /jam - Ulangan 2
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,054 jam = 92,59 kg/jam - Ulangan 3
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
c) Puli dengan diameter 4 inci - Ulangan 1
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,052 jam = 96,15 kg/jam - Ulangan 2
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
= 5 kg 0,056 jam =89,28 kg/jam
- Ulangan 3
Kafasitas efektif alat =Berat bahan yang diolah (kg) Waktu (jam)
Lampiran 3. Data Pengamatan Rendemen Alat (%)
Perlakuan Ulangan Total Rataan
I II III
Data analisis sidik ragam
SK Db JK KT Fhit. F.05 F.01
a) Puli dengan diameter 2 inci - Ulangan 1
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100% =3,32 kg
5 kg ×100% = 66,4 % - Ulangan 2
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100%
=3,26 kg
- Ulangan 3
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100%
=3,41 kg
5 kg ×100% = 68,2 %
b) Puli dengan diameter 3 inci - Ulangan 1
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100%
=3,27 kg
5 kg ×100% = 65,4 % - Ulangan 2
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100%
=3,33 kg
5 kg ×100% = 66,6 % - Ulangan 3
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100%
=3,18 kg
c) Puli dengan diameter 4 inch - Ulangan 1
Rendemen = Berat bahan terolah
Berat bahan yang diolah×100% =3,11 kg
5 kg ×100% = 62,2 % - Ulangan 2
Rendemen= Berat bahan terolah
Berat bahan yang diolah ���%
=3,06 kg
5 kg ×100% = 61,2 %
- Ulangan 3
Rendemen= Berat bahan terolah
Berat bahan yang diolah ���%
=3,19 kg
Lampiran 4. Data Pengamatan Persentase Bahan Tertinggal (%)
Perlakuan Ulangan Total Rataan
I II III
Data analisis sidik ragam
SK Db JK KT Fhit. F.05 F.01
3. Perhitungan persentase bahan yang tertinggal di alat (%) a) Puli dengan diameter 2 inci
- Ulangan 1
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,68 kg
5 kg ×100% = 33,6 %
- Ulangan 2
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,74 kg
- Ulangan 3
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,59 kg
5 kg ×100% = 31,8 %
b) Puli dengan diameter 3 inch - Ulangan 1
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,73 kg
5 kg ×100% = 34,6 %
- Ulangan 2
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,67 kg
5 kg ×100% = 33,4 %
- Ulangan 3
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,82 kg
c) Puli dengan diameter 4 inch - Ulangan 1
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100% =1,89 kg
5 kg ×100% = 37,8 %
- Ulangan 2
Persentase bahan tertinggal = Berat bahan tertinggal
Berat bahan yang diolah ×100%
=1,94 kg
5 kg ×100% = 38,8 %
- Ulangan 3
Persentase bahan tertinggal = Bahan bahan tertinggal
Berat bahan yang diolah ×100%
=1,81 kg
Lampiran 6. Gambar Alat
Tampak Samping
Lampiran 7. Gambar Komponen Alat
Motor Listrik
Gearbox
Puli Penggerak Poros Belt Conveyor
Saluran Cetakan
Hopper
Screw press
Lampiran 8. Dokumentasi Penelitian
Penjemuran Udang Rebon
Penggilingan Udang Rebon Dengan Tambahan Garam Dan Air Menggunakan Mesin Penggiling
Puli Diameter 2, 3 dan 4 Inci
Sabuk V Diameter 35, 36 dan 37 Inci
Hasil Cetakan Terasi
Terasi Yang Telah Selesai Dipotong Menggunakan Mal Cetakan
DAFTAR PUSTAKA
Achmad, Z., 2006. Elemen Mesin 1. PT Refika Aditama, Bandung.
Afrianto, E. dan E. Liviawaty., 1991. Pengawetan dan Pengolahan Ikan. Kanisius, Yogyakarta.
Astawan, M., 2009. Udang Rebon Bikin Tulang Padat. Pustaka Utama, Jakarta. Daryanto., 1984. Dasar-dasar Teknik Mesin. Bina Aksara, Jakarta.
Daywin, F. J., dkk., 2008. Mesin-mesin Budidaya Pertanian di Lahan Kering. Graha Ilmu, Jakarta.
Djoekardi, D., 1996. Mesin-Mesin Motor Induksi. Universitas Trisakti, Jakarta. Edwards, H. M., 1830. World Register of Marine Species. Diakses dari
[3 September 2015].
Eska, P., 2011. Higiene Sanitasi Industri Rumah Tangga Pengolahan Terasi dan Analisa Rhodamin B Pada Terasi Berbagai Merek Di Pasar Kota Medan. Diakses dari http://repository.usu.ac.id [3 September 2015]
Hutabarat, S. Dan S. M. Evans., 1986. Kunci Identifikasi Zooplankton. Universitas Indonesia Press, Jakarta.
Lubis, H. S. A., 2008. Uji RPM Alat Pengaduk untuk Pembuatan Dodol. Universitas Sumatera Utara, Medan.
Lubis, M. R.., 2015. Rancang Bangun Alat Pencetak Terasi. Universitas Sumatera Utara, Medan.
Mabie, H. H. dan F. W. Ocvirk., 1967. Mechanics dan Dinamycs of Machinery. Jhon Wiley & Sons, Inc., New York.
Muinah, 2011., Analisis Pengaruh Tingkat Pendapatan Dan Tingkat Pendidikan Masyarakat Terhadap Permintaan Produk Asuransi Jiwa. Diakses dari [3 September 2015].
Nieman, G., 1982. Elemen Mesin: Desain dan Kalkulasi dari Sambungan, Bantalan dan Poros. Penerjemah Bambang Priambodo, Erlangga, Jakarta. Nugraha, B., J. Nugroho, N. Bintoro, 2012. Pengaruh Laju Udara dan Suhu
Pratomo, M. dan Irwanto K., 1983. Alat dan Mesin Pertanian. Departemen Pendidikan dan Kebudayaan. Jakarta.
Roth, L. O. F. R Crow, and G.W. A. Mahoney., 1982. Agriculture Engineering. AVI Publishing. Westport, USA.
Salam, N., 2008. Manfaat Mikroorganisme pada Industri Pembuatan Terasi. Departemen Kesehatan Republik Indonesia Politeknik Kesehatan Makassar Jurusan Kesehatan Lingkungan. Makassar
Smith, H. P. dan Wilkes, H. L., 1990. Mesin dan Peralatan Usaha Tani. Terjemahan T. Purwadi. UGM Press, Yogyakarta.
Soenarta, N. dan S. Furuhama., 2002. Motor Serbaguna. Pradnya Paramita, Jakarta.
Stolk, J. dan C. Kros., 1981. Elemen Mesin : Elemen Konstruksi Bangunan Mesin. PT. Gelora Aksara Pratama, Jakarta.
Sularso dan K. Suga., 2002. Dasar Perencanaan dan Pemilihan Elemen Mesin. Pradnya Paramita, Jakarta.
Sularso dan K. Suga., 2004. Dasar Perancangan dan Pemilihan Elemen Mesin. Pradnya Paramita, Jakarta.
Suyanto, S. R., dan Mujiman, A., 2001. Budidaya Udang Windu. Penebar Swadaya, Jakarta.
Winarno, F.G., 1993. Pangan : Gizi, Teknologi, dan Konsumen. PT. Gramedia Pustaka Utama, Jakarta.
Wiraatmadja, S., 1995. Alsintan Pengiris dan Pemotong. Penebar Swadaya, Jakarta.
Wirakusumah, E. S., 2007. Mencegah Osteoporosis. Penebar Plus, Jakarta. Smith, H. P. dan L. H. Wilkes, 1990. Mesin dan Peralatan Usaha Tani. Gadjah Mada University Press, Yogyakarta.
Soeharno, 2007. Teori Mikroekonomi. Andi Offset, Yogyakarta.
Soenarta, N. dan S. Furuhama, 2002. Motor Serbaguna. Pradnya Paramita, Jakarta.
Stolk, J. dan C. Kross, 1981. Elemen Mesin: Elemen Konstruksi dari Bangunan Mesin. Penerjemah Hdanersin dan A. Rahman. Erlangga, Jakarta.
Sularso dan K. Suga, 2004. Dasar Perancangan dan Pemilihan Elemen Mesin. Pradnya Paramita. Jakarta.
Sutrisno, 1983. Disain dan Uji Teknis Prototipe Alat Penggiling Rebon dan Pelumat Adonan Terasi
Suyanto, S. R., dan Mujiman, A., 2001. Budidaya Udang Windu. Penebar Swadaya, Jakarta.
Waldiyono, 2008. Ekonomi Teknik (Konsep, Teori dan Aplikasi). Pustaka Pelajar, Yogyakarta.
BAHAN DAN METODE
Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan pada bulan November 2015 sampai Januari 2016 di Laboratorium Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara.
Bahan dan Alat Penelitian
Adapun bahan-bahan yang digunakan dalam penelitian ini yaitu: adonan terasi sebagai bahan yang akan dicetak, kertas koran, puli 2, 3 dan 4 inci dan sabuk V.
Sedangkan alat yang digunakan yaitu: alat pencetak terasi, alat tulis, kalkulator, timbangan, wadah terasi (ember/timba), sarung tangan plastik, alat ukur (cm/inci), kamera dan stopwatch.
Metodologi Penelitian
Penelitian ini menggunakan metode rancangan acak lengkap (RAL) non faktorial degan 3 taraf sebagai berikut:
D1 = diameter 2 inci D2 = diameter 3 inci D3 = diameter 4 inci
Model Rancangan Penelitian
Model rancangan penelitian yang digunakan adalah rancangan acak lengkap (RAL)
Di mana:
Yik = Hasil pengamatan dari perlakuan faktor diameter puli pada taraf ke-i dan pada ulangan ke k.
µ = Nilai tengah.
Ti = Pengaruh perlakuan ke-i.
εik = Pengaruh galat percobaan dari perlakuan diameter puli pada taraf ke-i dan ulangan ke-k.
Pelaksanaan Penelitian
Persiapan Bahan
Disiapkan adonan terasi siap cetak sebanyak 5 kg untuk setiap ulangan yang dilakukan dalam pengujian.
Persiapan Alat
a. Dibersihkan alat dari kotoran dan sisa-sisa pengolahan sebelumnya. b. Diperiksa alat pada bagian mur dan baut yang mengalami pengenduran. c. Dipersiapkan puli dan sabuk V yang akan digunakan, yaitu puli ukuran 2,
3, dan 4 inci.
d. Dinyalakan alat, dan dilihat apakah alat berkerja dengan baik.
Prosedur Penelitian
a. Dipasang puli 2 inci dan sabuk V yang sesuai. b. Ditimbang adonan terasi seberat 5 kg.
c. Dihidupkan alat pencetak terasi.
d. Dimasukkan adonan terasi kedalam alat melalui hopper. e. Ditampung hasil cetakan diujung conveyor.
g. Dimatikan alat pencetak terasi. h. Dilakukan pengamatan parameter
i. Diulang perlakuan diatas sebanyak tiga kali.
j. Dilakukan perlakuan a-i untuk diameter puli 3 dan 4 inci.
Parameter yang Diamati
Kapasitas Efektif Alat
Kapasitas efektif alat diperoleh dengan menghitung banyaknya bahan yang diolah (kg) tiap satuan waktu (jam).
Kapasitas efektif alat = Berat terasi yang diolah (kg)
Waktu (jam) ...(6)
Rendemen Alat
Rendemen diperoleh dengan menghitung berat terasi yang tercetak (kg) dibagi dengan berat terasi sebelum dicetak (kg) dikali dengan 100%. Hal ini dapat dilihat dengan rumus:
Rendemen = Berat terasi yang tercetakan(kg)
Berat terasi sebelum pencetakan (kg) x 100%………..…..(7)
Persentase Bahan Tertinggal
Perhitungan persentase bahan yang tertinggal di alat dilakukan dengan mengeluarkan bahan yang tertinggal di alat setelah pencetakan dengan cara manual yaitu dengan menggunakan tenaga operator. Kemudian bahan tertinggal tersebut ditimbang untuk mengetahui berat bahan yang tertinggal di alat. Persentase bahan yang tertinggal di alat dihitung dengan rumus:
HASIL DAN PEMBAHASAN
Berdasarkan hasil penelitian yang telah dilakkan diperoleh perlakuan pengujian diameter puli pada alat pencetak terasi memberikan pengaruh sangat nyata terhadap kapasitas alat dan memberikan pengaruh nyata terhadap rendemen dan persentase bahan yang tertinggal. Hasil dari penelitian dapat dilihat pada Tabel 5 berikut:
Tabel 5. Pengaruh diameter puli terhadap parameter yang diamati Diameter puli
Berdasarkan Tabel 5 kapasitas alat terbesar terdapat pada perlakuan puli dengan diameter 2 inci yaitu 106,41 kg/jam sedangkan nilai kapasitas alat terkecil terdapat pada perlakuan dengan puli 4 inci yaitu 92,11 kg/jam. Nilai rendemen paling tinggi terdapat pada perlakuan puli dengan diameter 2 inci yaitu 66,6% dan rendemen paling rendah terdapat pada perlakuan puli dengan diameter 4 inci yaitu 62,4%. Untuk persentase bahan tertinggal, nilai tertinggi terdapat pada perlakuan puli dengan diameter 4 yaitu 37,6% sedangkan persentase bahan tertinggal terendah terdapat pada perlakuan puli dengan diameter 2 inci yaitu 33,4%.
Kapasitas Efektif Alat
pengaruh berbeda sangat nyata terhadap kapasitas efektif alat, sehingga diperlukan analisa lanjutan yaitu dengan menggunakan duncan multiple range test (DMRT) untuk mengetahui hubungan antar perlakuan.
Tabel 6. Uji DMRT Terhadap Kapasitas Alat Pencetak Terasi
Jarak DMRT Perlakuan Rataan Notasi
0,05 0,01 0,05 0,01
- - - D3 92,11 a A
2 7,342 11,125 D2 97,55 a AB
3 7,482 11,541 D1 106,41 b B
Keterangan: Notasi huruf yang berbeda menunjukan berbeda nyata pada taraf 5% dan berbeda sangat nyata pada taraf 1%
Pada Tabel 6 menunjukkan bahwa uji DMRT dengan taraf uji 0,05 yaitu kapasitas alat dengan perlakuan D3 tidak berbeda nyata dengan perlakuan D2, tetapi perlakuan D3 dan D2 berbeda nyata dengan perlakuan D1. Sedangkan pada taraf uji 0,01 kapasitas alat dengan perlakuan D3 berbeda tidak nyata dengan perlakuan D2 namun berbeda sangat nyata dengan perlakuan D1, sedangkan perlakuan D2 berbeda tidak nyata dengan perlakuan D1.
Hubungan antara dimeter puli pada alat pencetak terasi terhadap kapasitas efektif alat dapat dilihat pada Gambar 1 berikut:
Gambar 1. Hubungan diameter puli terhadap kapasitas efektif alat
Berdasarkan Gambar 1 menunjukan bahwa semakin besar diameter puli maka kapasitas alat yang dihasilkan semakin rendah begitu pula sebaliknya, semakin kecil diameter puli maka kapasitas alat yang dihasilkan semakin tinggi. Persamaan garis pada gambar terbentuk dari persamaan y = -7,15x + 120,1 disebut dengan persamaan regresi. Persamaan regresi merupakan persamaan yang dapat digunakan untuk melihat bagaimana variabel-variabel saling berhubungan atau dapat diramalkan. Hubungan yang dimaksud adalah antara diameter puli dan kapasitas efektif alat, sehingga kita dapat menghitung nilai dari kapasitas efektif alat jika dilakukan perubahan diameter puli tanpa melakukan pengujian kembali. Dari gambar diatas juga diperoleh nilai r² = 0,981 yang merupakan koefisien korelasi. Koefisien korelasi menunjukkan erat atau tidaknya hubungan antara variabel-variabel tersebut. Berdasarkan literatur Muinah (2011) jika nilai koefisien
korelasi antara 0,800-1,000 berarti tingkat hubungan antara dua variabel sangat kuat.
Selain rpm alat, ada beberapa faktor yang mempengaruhi tinggi rendahnya kapasitas alat yaitu kemampuan operator, proses pencetakan terasi diawali dengan memasukkan bahan melalui saluran masukan (hopper) hanya saja karena sifat bahan dasar adonan terasi yang berbentuk pasta (lembek) maka bahan yang dimasukkan harus diberikan dorongan agar adonan terasi dapat masuk dan terdorong oleh screw press. Oleh karena itu, jika operator kurang mahir dalam mendorong bahan maka waktu yang dibutuhkan selama pengolahan akan lebih lama sehingga akan mempengaruhi nilai kapasitas efektif alat.
Rendemen Alat
Rendemen adalah perbandingan antara berat hasil setelah pengolahan dengan berat bahan sebelum diolah dalam satuan persen (%). Dari hasil analisis sidik ragam lampiran 3 dapat dilihat bahwa perlakuan diameter puli memberikan pengaruh nyata terhadap persentase rendemen alat pencetak terasi. Sehingga analisa duncan multiple range test (DMRT) dilanjutkan.
Tabel 7. Uji DMRT Terhadap Rendemen Alat Pencetak Terasi
Jarak DMRT Perlakuan Rataan Notasi
0,05 0,01 0,05 0,01
- - - D3 62,40 a A
2 2,890 4,38 D2 65,20 ab A
3 2,945 4,543 D1 66,60 b A
perlakuan D2 dan D1, dan perlakuan D2 tidak berbeda nyata dengan perlakuan D1.
Hubungan antara diameter puli terhadap rendemen alat pencetak terasi dapat dilihat pada gambar berikut:
Gambar 2. Hubungan diameter puli terhadap rendemen alat
Berdasarkan pada Gambar 2 dapat dilihat bahwa semakin kecil diameter puli maka rendemen alat semakin besar. Hal ini disebabkan jumlah putaran yang dihasilkan puli berdiameter 2 inci pada screwpress lebih besar dibandingkan dengan puli 3 dan 4 inci, sehingga hasil terasi yang tercetak lebih banyak pada puli 2 inci.
Persentase Bahan Tertinggal
Tabel 8. Uji DMRT Terhadap Persentase Bahan yang Tertinggal di Alat Pencetak Terasi
Jarak DMRT Perlakuan Rataan Notasi
0,05 0,01 0,05 0,01
- - - D1 33,40 a A
2 2,890 4,38 D2 34,80 ab A
3 2,945 4,543 D3 37,60 b A
Pada Tabel 8 menunjukkan uji DMRT dengan taraf uji 0,05 yaitu persentase bahan tertinggal dengan perlakuan D1 berbeda tidak nyata dengan perlakuan D2 namun berbeda nyata dengan D3, Sedangkan D2 berbeda tidak nyata dengan D3. Pada taraf uji 0,01 yaitu persentase bahan tertinggal dengan perlakuan D1 tidak berbeda nyata dengan perlakuan D2 dan D3, dan perlakuan D2 tidak berbeda nyata dengan perlakuan D3.
Hubungan antara diameter puli dan persentase bahan tertinggal dapat dilihat pada gambar berikut:
Gambar 3. Hubungan diameter puli terhadap persentase bahan tertinggal Berdasarkan Gambar 3 dapat dilihat bahwa semakin besar diameter puli maka persentase bahan tertinggal akan semakin tinggi dan semakin kecil diameter puli maka persentase bahan tertinggal akan semakin rendah, maka dapat
KESIMPULAN DAN SARAN
Kesimpulan
1. Kapasitas alat pencetak terasi tertinggi terdapat pada perlakuan D1dengan diameter puli 2 inci yaitu 106,41 kg/jam.
2. Rendemen alat pencetak terasi tertinggi terdapat pada perlakuan D1 dengan diameter puli 2 inci yaitu 66,6%.
3. Persentase bahan tertinggal pada alat pencetak terasi terendah terdapat pada perlakuan D1dengan diameter 2 inci yaitu 33,4%.
4. Semakin kecil diameter puli yang digerakkan maka putaran yang dihasilkan pada screw press akan semakin besar.
5. Semakin besar kecepatan putaran yang diberikan pada screw press maka kapasitas dan rendemen alat akan meningkat.
6. Diameter puli pada alat pencetak terasi memberikan pengaruh sangat nyata terhadap kapasitas efektif alat dan memberikan pengaruh nyata terhadap rendemen dan persentase bahan tertinggal.
Saran
1. Perlu dilakukan perbaikan pada conveyor agar kecepatan conveyor sesuai dengan kecepatan adonan terasi yang keluar dari lubang cetakan.
TINJAUAN PUSTAKA
Udang Rebon (Acetes Indicus)
Udang rebon adalah salah satu hasil laut dari jenis udang-udangan namun dengan ukuran yang sangat kecil dibandingkan dengan jenis udang-udangan lainnya. Karena ukurannya yang kecil inilah, udang ini disebut dengan udang “rebon”. Di mancanegara, udang ini lebih dikenal sebagai terasi shrimp karena memang udang ini merupakan bahan baku utama pembuatan terasi. Di pasaranpun, udang ini lebih mudah ditemukan sebagai bahan seperti terasi, atau telah dikeringkan dan sangat jarang dijual dalam keadaan segar (Astawan, 2009).
Menurut Edwards (1830), udang rebon diklasifikasikan sebagai berikut: Kingdom : Animalia
Spesies : Acetes Indicus
Warna tersebut jelas sekali pada udang yang masih hidup. Warna kaki pada umumnya berwarna merah (Hutabarat dan Evans, 1986).
Kandungan gizi dari udang rebon dalam kondisi segar dan kering disajikan pada Tabel 2, sebagai berikut:
Tabel 2. Kandungan Gizi Udang Rebon per 100 g.
Kandungan gizi Udang rebon kering Udang rebon segar
Energi (kkal) 299 81
Sumber : Direktorat Gizi Depkes, (1992).
Berbagai Jenis Olahan Udang Rebon
Ada berbagai jenis olahan udang rebon yang ada dipasaran dan sebagaian masih diproduksi dalam sekala kecil. Inilah beberapa contoh olahan yang menggunakan udang rebon sebagai bahan bakunya:
1. Abon udang rebon
Abon rebon memiliki rasa yang cukup gurih, sangat cocok digunakan sebagai pelengkap makanan dengan berbagai macam sayuran. Abon rebon juga dapat menambah citarasa berbagai menu makanan seperti nasi goreng, pangsit dan lain-lain.
2. Sosis udang rebon
dapat menjadi alternatif penganti daging sapi dan ayam dalam pembuatan sosis.
3. Tepung udang rebon
Tepung udang rebon merupakan tepung yang dihasilkan dari proses pengolahan seluruh bagian tubuh udang rebon yang terdiri atas kepala, cangkang, dan daging yang banyak mengandung kalsium dan fosfor. Tepung udang rebon yang banyak mengandung kalsium dan fosfor diperoleh dengan melewati proses deproteinasi dan proses defatting (Wirakusumah, 2007). 4. Terasi udang rebon
Terasi merupakan bumbu tradisional yang banyak dikenal dan disukai oleh masyarakat Indonesia. Banyak orang menyukai terasi karena rasa dan aromanya yang khas, terutama untuk meningkatkan selera makan
(Salam, 2008). 5. Pakan ternak
Selain diolah menjadi berbagai jenis makanan, udang rebon juga dijadikan sebagai campuran pakan ternak oleh beberapa petani seperti pakan ikan, bebek, ayam dan jenis ternak lainnya.
Pengolahan Udang Rebon Menjadi Terasi
Cara pembuatan terasi udang rebon sebagai berikut :
1. Pertama-tama, udang rebon dicuci dengan air bersih agar semua kotoran terbuang. Selanjutnya udang rebon dimasukkan kedalam karung selama semalam agar bahan baku tersebut menjadi setengah busuk.
hari). Selama penjemuran, udang rebon harus sering dibalik-balik agar keringnya merata dan kotoran yang mungkin masih melekat dapat dibersihkan.
3. Setelah agak kering, daging udang rebon ditumbuk sampai halus dan dibiarkan lagi selama semalam agar protein yang terkandung didalamnya benar-benar terurai.
4. Selanjutnya kedalam daging udang rebon ditambahkan garam secukupnya untuk membunuh bakteri pembusuk. Jumlah garam yang ditambahkan tergantung selera, maksimal 30% dari bera total udang rebon, agar terasi yang diproduksi tidak terlalu asin.
5. Langkah selanjutnya adalah menggumpalkan dan membungkus bahan terasi tersebut. Biarkan bahan terasi tersebut selama satu malam agar bakteri pembusuk benar-benar mati. Setelah satu malam, gumpalan bahan terasi tersebut dihancurkan kembali dan dijemur dibawah sinar matahari selama 3-4 hari.
6. Terasi yang telah kering kemudian ditumbuk kembali sampai benar-benar halus dan dibungkus kembali. Selanjutnya terasi tersebut dibiarkan kembali selama 1-4 minggu, agar proses fermentasi dapat berlangsung secara sempurna. Proses fermentasi dapat dianggap selesai apabila telah tercium aroma terasi yang khas.
Mutu Hasil Terasi Udang Rebon
Perkembangan teknologi pengolahan pangan telah memungkinkan produksi makanan terbungkus (kemasan) dalam jumlah yang besar dengan daya tahan yang relatif lama. Berkembangnya pembuatan makanan terolah dalam kemasan siap pakai secara besar-besaran telah menimbulkan berbagai masalah. Terjadinya kesalahan dalam proses pengolahan suatu produk terbungkus secara besar-besaran dapat menimbulkan bahaya atau kerugian pada masyarakat luas (Winarno, 1993).
Persyaratan mutu terasi udang rebon berdasarkan SNI 01-2716.1-2009, dalam Eska (2011) dapat dilihat pada Tabel 3.
Tabel 3. Persyaratan Mutu Terasi Menurut SNI Nomor 01-2716.1-2009
Jenis Uji Satuan Persyaratan
I. Organoleptik Angka (1-9) Minimal 7
II. Cemaran Mikroba *
- Escherichia coli APM/g Minimal < 3
- Kadar Abu Tak Larut dalam Asam % Fraksi Massa Maksimal 1,5
- Kadar Garam % Fraksi Massa Maksimal 10
- Kadar Protein % Fraksi Massa Maksimal 15
- Kadar Karbohidrat % Fraksi Massa Maksimal 2
Teknik Pencetakan Terasi
Komposisi bahan baku terasi merupakan hal utama dalam pembuatan terasi, terutama jika terasi dicetak menggunakan alat/mesin. Komposisi bahan baku terasi harus sesuai untuk memperoleh hasil cetakan terasi yang baik dan memperoleh efisiensi yang maksimum. Diharapkan hasil yang diperoleh dapat lebih optimal, dengan mengetahui komposisi bahan baku terasi yang sesuai untuk alat pencetak terasi.
Dalam proses pencetakannya bahan akan terus keluar melalui saluran cetakan, bahan yang keluar melalui saluran cetakan akan turun dan ditampung oleh belt conveyor, hanya saja putaran poros belt conveyor yang terlalu cepat mengakibatkan bahan yang keluar terkadang akan putus akibat adanya gesekan antara hasil cetakan dengan permukaan belt conveyor oleh karena itu perlu adanya perlakuan terhadap diameter puli pada screw press agar bahan terdorong dengan cepat sehingga putaran pada screw press dapat mengimbangi putaran pada belt conveyor (Lubis, 2015).
Komponen Alat Pencetak Terasi
Rangka Alat
Kerangka alat berfungsi sebagai pendukung komponen lainnya yang terbuat dari besi yang berbentuk siku yang akan disambung dengan menggunakan teknik pengelasan.
Motor Listrik
menggiling padi menjadi beras, untuk pompa irigasi untuk pertanian, untuk kipas angin serta mesin pendingin (Djoekardi, 1996)
Pada motor listrik tenaga listrik diubah menjadi tenaga mekanik. Perubahan ini dilakukan dengan mengubah tenaga listrik menjadi magnet yang disebut sebagai elektromagnet. Sebagaimana kita ketahui bahwa kutub-kutub dari magnet yang senama akan tolak-menolak dan kutub-kutub tidak senama akan tarik-menarik. Maka kita dapat memperoleh gerakan jika kita menempatkan sebuah magnet pada sebuah poros yang dapat berputar, dan magnet yang lain pada suatu kedudukan yang tetap. Selain itu motor listrik mempunyai keuntungan sebagai berikut:
1. Dapat dihidupkan hanya dengan memutar saklar. 2. Suara dan getaran tidak menjadi gangguan.
3. Udara tidak ada yang dihisap, juga tidak ada gas buang, karena itu tidak perlu mengukur polusi lingkungannya dan membuat ventilasi. Tetapi di ruang yang berbahaya terhadap percikan api, perlu digunakan motor listrik agar tidak terjadi kebakaran (Soenarta dan Furuhama, 2002).
Bantalan (Bearing)
ditumpu bantalan ini adalah gerak lurus sumbu poros, arah beban bantalan ini sejajar sumbu poros. Bantalan gelinding khusus dapat menumpu beban yang arahnya sejajar dan tegak lurus sumbu poros (Sularso dan Suga, 2004).
Bantalan dapat diklasifikasikan berdasarkan pada: 1. Gerakan bantalan terhadap poros
-Bantalan luncur -Bantalan gelinding 2. Beban terhadap poros
-Bantalan radial -Bantalan aksial
-Bantalan gelinding khusus (Sularso dan Suga, 2002).
Poros
Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir semua mesin meneruskan tenaga bersama-sama dengan putaran utama dalam transmisi seperti itu dipegang oleh poros. Poros untuk meneruskan daya diklasifikasikan menjadi poros transmisi (line shaft), spindle (spindle), gandar (axle), poros (shaft) dan poros luwes (Achmad, 2006).
Beberapa hal yang perlu diperhatikan dalam merencanakan sebuah poros, yaitu:
1. Kekuatan poros
Suatu poros transmisi dapat mengalami beban puntir atau lentur atau gabungan antara puntir dan lentur. Juga ada poros yang mendapat beban tarik atau tekan. Kelelahan, tumbukan atau pengaruh konsentrasi tegangan bila diameter poros diperkecil atau bila poros mempunyai alur pasak, harus diperhatikan. Sebuah poros harus direncanakan hingga cukup kuat untuk menahan beban-beban di atasnya.
2. Kekakuan poros
Meskipun sebuah poros mempunyai kekuatan yang cukup tetapi jika lenturan atau defleksi puntirnya terlalu besar akan mengakibatkan ketidaktelitian (pada mesin perkakas) atau getaran dan suara. Karena itu, disamping kekuatan poros, kekakuannya juga harus diperhatikan dan disesuaikan dengan macam mesin yang akan dilayani poros tersebut.
3. Putaran kritis
Bila putaran suatu mesin dinaikkan maka pada suatu harga putaran tertentu dapat terjadi getaran yang luar biasa besarnya. Putaran ini disebut putaran kritis. Hal ini dapat mengakibatkan kerusakan pada poros dan bagian-bagian lainnya. Poros harus direncanakan hingga putaran kerjanya lebih rendah dari putaran kritisnya.
4. Korosi
terancam kavitasi, dan poros-poros mesin yang berhenti lama sampai batas-batas tertentu dapat dilakukan perlindungan terhadap korosi.
5. Bahan poros
Poros untuk mesin umum biasanya dibuat dari baja batang yang ditarik dingin dan difis, baja karbon konstruksi mesin yang dihasilkan dari baja yang dideokasikan dengan ferrosilikon dan dicor. Poros-poros yang dipakai untuk meneruskan putaran tinggi dan beban berat umumnya dibuat dari baja paduan yang sangat tahan terhadap keausan seperti baja khrom nikel, baja khrom nikel molibden, dan lain-lain (Sularso dan Suga, 2004).
Puli (Pulley)
Puli merupakan bagian elemen mesin yang berfungsi sebagai tempat penggerak sabuk yang mentranmisikan putaran atau daya. Pemilihan puli harus dilakukan dengan teliti agar nantinya bisa diperoleh perbandingan kecepatan yang diinginkan. Puli biasanya terbuat dari besi tuang, bagian luar puli dibuat licin supaya sabuk dapat berjalan dengan baik dan tidak cepat aus
(Sularso dan Suga, 2004).
Ada beberapa jenis puli, diantaranya: 1. Puli alur
Pada puli jenis alur ini ada yang terdiri dari alur rata dimana dalam hubungan dengan sabuk yang berpenampang V juga alur V ganda yang menggunakan sabuk berbentuk V dan alur V.
2. Puli jenis tingkat
Puli ada yang bertingkat satu atau tunggal dimana hanya menggunakan satu sabuk dan bertingkat dua yang menggunakan sabuk ganda.
3. Puli jenis pengunci
Pada puli jenis ini digunakan untuk mengunci puli dengan poros sehingga dalam mentransmisikan putaran tidak bergeser atau berubah. Pengunci puli ada yang berupa pasak, baut, dan spai penahan (Sularso dan Suga, 2004).
Jarak yang jauh antara dua poros sering tidak memungkinkan transmisi langsung dengan pasangan roda gigi. Dalam demikian, cara transmisi putaran dan daya lain yang dapat diterapkan adalah dengan menggunakan sebuah sabuk atau rantai yang dibelitkan disekeliling puli atau sprocket pada poros. Jika pada suatu konstruksi mesin putaran puli penggerak dinyatakan N1 dengan diameter dp dan puli yang digerakkan n2 dan diameternya Dp, maka perbandingan putaran dinyatakan dengan persamaan sebagai berikut:
N1 n2 =
dp
Dp ... (1) (Roth, et all., 1982).
- Horizontal, pemasangan puli dapat dilakukan dengan cara mendatar dimana pasangan puli terletak pada sumbu mendatar.
- Vertikal, pemasangan puli dilakukan secara tegak dimana letak pasangan puli adalah pada sumbu vertikal. Pada pemasangan ini akan terjadi getaran pada bagian mekanisme serta penurunan umur sabuk.
Dalam Penelitian ini digunakan puli dengan diameter 2 inci, 3 inci dan 4 inci pada motor penggerak. Hal ini memungkinkan hasil yang diperoleh terhadap beberapa parameter yang diamati akan berbeda. Semakin kecil puli penggerak maka daya yang dihasilkan akan semakin besar.
Sabuk V (V-Belt)
Sabuk V terbuat dari karet dan mempunyai penampang trapesium. Sabuk V dibelitkan di sekitar alur puli yang berbentuk V pula. Transmisi sabuk yang bekerja atas dasar gesekan belitan mempunyai beberapa keuntungan karena murah harganya, sederhana konstruksinya dan mudah untuk mendapatkan perbandingan putaran yang diinginkan. Kekurangan yang ada pada sabuk ini adalah terjadinya slip antara sabuk dan puli sehingga tidak dapat dipakai untuk putaran tetap atau perbandingan transmisi yang tetap (Daryanto, 1984).
Susunan khas sabuk V terdiri atas :
- Bagian elastic yang tahan tegangan dan bagian yang tahan kompresi.
- Bagian yang membawa beban yang dibuat dari bahan tenunan dengan daya rentangan yang rendah dan tahan minyak sebagai pembalut.
Menurut Smith dan Wilkes (1990), apabila pemindahan daya menggunakan dua roda transisi, maka hubungan antara jarak kedua titik pusat sumbu roda transisi dengan panjang sabuk dapat ditentukan dengan rumus:
L = 2C+1,57(Dp+dp)+(Dp-dp) Dp = Diameter luar efektif roda transmisi yang besar (mm) dp = Diameter luar efektif transmisi yang kecil (mm) Speed Reducer
Speed reducer (gearbox) adalah jenis motor yang mempunyai sistem reduksi yang besar. Gearbox bersinggungan langsung ke dalam motor, dan secara bersamaan rangkaian ini mengurangi kecepatan keluaran (output speed).
Speed reducer digunakan untuk menurunkan putaran. Dalam hal ini perbandingan speed reducer putarannya dapat cukup tinggi.
i = N1
Saluran Masukan Bahan (Hopper)
Tabung Press
Tabung press berfungsi sebagai tempat pengepressan bahan dimana tabung ini akan menentukan jumlah bahan maksimal yang berada di dalam tabung press untuk dapat diolah. Tabung press berbentuk tabung silinder yang terbuat dari material yang padat dan kokoh.
Kempa Ulir (Screw Press)
Ulir penggerak digunakan untuk meneruskan gerakan secara halus dan merata serta untuk menghasilkan gerakan linear dari gerakan berputar. Kinematika dari gerakan ulir penggerak sama dengan gerakan kinematika dari baut dan mur, hanya terdapat perbedaan dari geometri dari ulirnya. Sehingga ulir penggerak memberikan aplikasi gerakan, sedang ulir baut dan mur memberikan aplikasi sebagai pengikat. Macam-macam aplikasi dari ulir penggerak :
1. Dongkrak mobil
2. Ulir penggerak pada mesin bubut 3. Ulir penggerak pada mesin pres 4. Tempat tidur rumah sakit 5. Kontrol reaktor nuklir 6. C klem dan lain sebagainya. (Achmad, 2006).
Saluran Cetakan
Belt Conveyor
Belt conveyor (sabuk konveyor) memiliki komponen utama berupa sabuk yang berada diatas roller-roller penumpu. Sabuk digerakkan oleh motor penggerak melalui suatu puli, sabuk bergerak secara translasi dengan melintas datar atau miring tergantung kepada kebutuhan dan perencanaan. Material diletakkan diatas sabuk dan bersama sabuk bergerak kesatu arah. Pada pengoperasiannya sabuk konveyor menggunakan tenaga penggerak berupa motor listrik dengan perantara roda gigi yang dikopel langsung ke puli penggerak. Sabuk yang berada diatas roller-roller akan bergerak melintasi roller-roller dengan kecepatan sesuai putaran dan puli penggerak.
Mal Cetakan
Mal cetakan tersusun atas pisau-pisau pemotong yang berfungsi untuk memotong bahan agar bahan yang dihasilkan sesuai dengan keinginan, pisau pemotong tepat berada sejajar yang disusun pada mal dengan jarak yang sama agar menghasilkan hasil pemotongan yang seragam untuk mempermudah proses pemotongan bahan.
Prinsip Kerja Alat Pencetak Terasi
Kapasitas Kerja Alat
Menurut Daywin, dkk., (2008), kapasitas kerja suatu alat atau mesin didefenisikan sebagai kemampuan alat dan mesin dalam menghasilkan suatu produk (contoh : ha. Kg, lt) persatuan waktu (jam). Dari satuan kapasitas kerja dapat dikonversikan menjadi satuan produk per kW per jam, bila alat/mesin itu menggunakan daya penggerak motor. Jadi satuan kapasitas kerja menjadi : Ha.jam/kW, Kg.jam/kW, Lt.jam/kW. Persamaan matematisnya dapat ditulis sebagai berikut :
Kapasitas Alat = Produk yang diolah
Waktu ………...…………...(4)
Menurut Wiraatmadja (1995), adapun cara untuk memperbesar atau memperkecil kapasitas pengirisan yaitu dengan mengubah julmlah mata pisau, rpm alat pengiris atau mengubah tebal irisannya. Perubahan paling mudah dilakukan dengan memperbesar atau memperkecil tanpa merubah tebal irisannya adalah dengan merubah rpm yakni dengan menambahkan transmisi, baik dengan pulley atau sprocket dan rantai.
Tabel 4. Interpretasi Koefisien Korelasi Nilai r
Interval Koefisien Tingkat Hubungan
0,800 – 1,000 Sangat Kuat
Rendemen menyatakan persentase bahan hasil olahan terhadap bahan mentah atau bahan baku yang diolah per satuan berat bahan. Perhitungan rendemen diperlukan untuk mengetahui banyaknya jumlah kebutuhan bahan baku dalam suatu proses industri yang menggunakan alat atau mesin untuk menghasilkan jumlah produk yang diinginkan. Rendemen dapat dihitung dengan membandingkan berat hasil olahan dengan berat bahan baku sebelum dilakukan pengolahan (Lubis, 2008).
Persentase Bahan Tertinggal
PENDAHULUAN
Latar Belakang
Udang rebon terdapat hampir diseluruh perairan Indonesia, terutama pantai timur Sumatera, pantai barat Sumatera (Meulaboh, Air Bangis, Padang, Painan), pantai timur Lampung, pantai utara Jawa, pantai selatan Jawa, selat Madura, Banyuwangi, Muncar, Kalimantan Barat, Kalimantan Selatan, Kalimantan Timur, Pulau Laut, Sulawesi Selatan dan Tenggara, Bima, Bintuni, Kepulauan Aru, dan Laut Arafuru (Suyanto dan Mujiman, 2001).
Ikan dan udang merupakan salah satu sumber protein hewani yang banyak dikonsumsi masyarakat, mudah didapat dan harganya terjangkau. Namun hasil laut seperti ikan dan udang cepat mengalami proses pembusukan. Oleh sebab itu pengawetan perlu dilakukan untuk memperpanjang umur produk. Pengawetan ikan secara tradisional bertujuan untuk mengurangi kadar air dalam tubuh ikan, sehingga tidak memberikan kesempatan bagi bakteri untuk berkembang biak. Untuk mendapatkan hasil awetan yang bermutu tinggi diperlukan perlakukan yang baik selama proses pengawetan seperti: menjaga kebersihan bahan dan alat yang digunakan, menggunakan ikan yang masih segar serta garam yang bersih.
Oleh karena permintaan pasar yang semakin meningkat akan terasi, maka produsen pembuat terasi harus berusaha memproduksi terasi dengan kualitas yang baik dan dengan produktivitas yang tinggi pula. Pencetakan terasi secara manual dinilai kurang efisien karena bentuk yang tidak seragam sehingga mengurangi nilai jual terasi tersebut. Pencetakan terasi dengan suatu alat semi-mekanis dapat menghasilkan produk terasi dengan bentuk yang lebih dan dapat meningkatkan produktivitas kerja produsen.
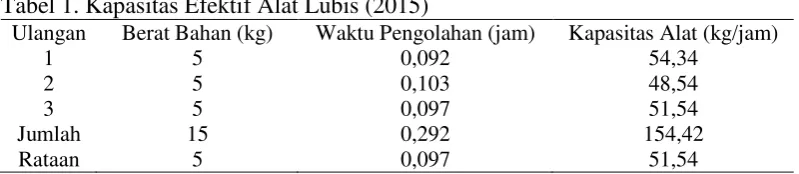
Penelitian ini merupakan lanjutan dari penelitian sebelumnya oleh M. Rasyid Lubis di Program Studi Keteknikan Pertanian Fakultas Pertanian
Universitas Sumatera Utara. Berdasarkan Hasil Penelitian Lubis (2015), diperoleh data pengolahan terasi sebagai berikut:
Tabel 1. Kapasitas Efektif Alat Lubis (2015)
Ulangan Berat Bahan (kg) Waktu Pengolahan (jam) Kapasitas Alat (kg/jam)
1 5 0,092 54,34
2 5 0,103 48,54
3 5 0,097 51,54
Jumlah 15 0,292 154,42
Rataan 5 0,097 51,54
Tujuan Penelitian
Penelitian ini bertujuan untuk menguji pengaruh berbagai diameter puli pada alat pencetak terasi terhadap kapasitas efektif alat, rendemen, dan persentase bahan tertinggal pada alat pencetak terasi.
Hipotesis Penelitian
1. Diduga ada pengaruh diameter puli terhadap kapasitas efektif alat.
2. Diduga ada pengaruh diameter puli terhadap rendemen bahan yang diolah. 3. Diduga ada pengaruh diameter puli terhadap persentase bahan yang
tertinggal di alat.
Kegunaan Penelitian
1. Bagi penulis, yaitu sebagai bahan untuk menyusun skripsi yang merupakan syarat untuk menyelesaikan pendidikan di Program Studi Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara.
2. Sebagai sumber informasi bagi pihak-pihak yang membutuhkan.
ABSTRAK
UNTUNG UTOYO: Uji Berbagai Diameter Puli Pada Alat Pencetak Terasi, dibimbing oleh SAIPUL BAHRI DAULAY dan AINUN ROHANAH.
Alat pencetak terasi yang telah dirancang sebelumnya dinilai kurang efektif dalam pengolahannya, sehingga penulis menduga akan terjadi perubahan kinerja alat apabila digunakan puli dengan diameter yang tepat. Penelitian ini bertujuan untuk menguji pengaruh berbagai diameter puli terhadap kapasitas efektif alat, rendemen, dan persentase bahan tertinggal pada alat pencetak terasi. Penelitian ini dilakukan pada bulan November 2015 hingga Januari 2016 di Laboratorium Keteknikan Pertanian, Fakultas Pertanian Universitas Sumatera Utara, Medan. Parameter yang diamati yaitu kapasitas efektif alat, rendemen dan persentase bahan tertinggal. Dari hasil penelitian diperoleh kapasitas efektif alat tertinggi terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 106,41 kg/jam, rendemen tertinggi terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 66,6%, dan persentase bahan tertinggal yang terendah terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 33,4%. Dari pengujian DMRT diperoleh bahwa diameter puli pada alat pencetak terasi memberikan pengaruh berbeda sangat nyata terhadap kapasitas efektif alat dan memberikan pengaruh berbeda nyata terhadap rendemen dan persentase bahan tertinggal.
Kata kunci: terasi, alat pencetak, puli
ABSTRACT
UNTUNG UTOYO : Test Different Diameter Pulleys on the Shrimp Paste Molder, supervised by SAIPUL BAHRI DAULAY and AINUN ROHANAH.
Shrimp paste molder that had been designed previously was not effective in process, so the author suspect that the performance of the machine will be better if pulley with right diameters is used. The research’s purpose is to examine the effect of various pulley diameter on the effective capacity, yield, and the percentage of left material of the shrimp paste molder. This research was conducted in November 2015 to January 2016 in the Laboratory of Agricultural Engineering, Faculty of Agriculture, University of North Sumatra, Medan. The parameters observed were effective capacity, yield and the percentage of left material on the shrimp paste molder. The result shows that the highest effective capacity was 106,41 kg/hour at treatment D1 with 2 inch pulley diameter, the highest yield was treatment D1with 2 inch pulley diameter (66,6%), and the percentage of material left behind was the lowest at treatment of D1 with 2 inch pulley diameter (33,4%). From Duncan Multiple Range Tests it was found that the pulley diameter had highly significant effect on the effective capacity and had significant effect on yield and percentage of material left behind.
SKRIPSI
OLEH: UNTUNG UTOYO
110308024
PROGRAM STUDI KETEKNIKAN PERTANIAN
FAKULTAS PERTANIAN
SKRIPSI
OLEH: UNTUNG UTOYO
110308024
Skripsi sebagai salah satu syarat untuk dapat memperoleh gelar sarjana di Program Studi Keteknikan Pertanian Fakultas Pertanian
Universitas Sumatera Utara
PROGRAM STUDI KETEKNIKAN PERTANIAN
FAKULTAS PERTANIAN
Program Studi : Keteknikan Pertanian
Disetujui Oleh : Komisi Pembimbing
Ir. Saipul Bahri Daulay, M.Si Ainun Rohanah, STP, M.Si
Ketua Anggota
Mengetahui,
Ainun Rohanah, STP, M.Si
ABSTRAK
UNTUNG UTOYO: Uji Berbagai Diameter Puli Pada Alat Pencetak Terasi, dibimbing oleh SAIPUL BAHRI DAULAY dan AINUN ROHANAH.
Alat pencetak terasi yang telah dirancang sebelumnya dinilai kurang efektif dalam pengolahannya, sehingga penulis menduga akan terjadi perubahan kinerja alat apabila digunakan puli dengan diameter yang tepat. Penelitian ini bertujuan untuk menguji pengaruh berbagai diameter puli terhadap kapasitas efektif alat, rendemen, dan persentase bahan tertinggal pada alat pencetak terasi. Penelitian ini dilakukan pada bulan November 2015 hingga Januari 2016 di Laboratorium Keteknikan Pertanian, Fakultas Pertanian Universitas Sumatera Utara, Medan. Parameter yang diamati yaitu kapasitas efektif alat, rendemen dan persentase bahan tertinggal. Dari hasil penelitian diperoleh kapasitas efektif alat tertinggi terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 106,41 kg/jam, rendemen tertinggi terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 66,6%, dan persentase bahan tertinggal yang terendah terdapat pada perlakuan D1 yaitu dengan diameter puli 2 inci sebesar 33,4%. Dari pengujian DMRT diperoleh bahwa diameter puli pada alat pencetak terasi memberikan pengaruh berbeda sangat nyata terhadap kapasitas efektif alat dan memberikan pengaruh berbeda nyata terhadap rendemen dan persentase bahan tertinggal.
Kata kunci: terasi, alat pencetak, puli
ABSTRACT
UNTUNG UTOYO : Test Different Diameter Pulleys on the Shrimp Paste Molder, supervised by SAIPUL BAHRI DAULAY and AINUN ROHANAH.
Shrimp paste molder that had been designed previously was not effective in process, so the author suspect that the performance of the machine will be better if pulley with right diameters is used. The research’s purpose is to examine the effect of various pulley diameter on the effective capacity, yield, and the percentage of left material of the shrimp paste molder. This research was conducted in November 2015 to January 2016 in the Laboratory of Agricultural Engineering, Faculty of Agriculture, University of North Sumatra, Medan. The parameters observed were effective capacity, yield and the percentage of left material on the shrimp paste molder. The result shows that the highest effective capacity was 106,41 kg/hour at treatment D1 with 2 inch pulley diameter, the highest yield was treatment D1with 2 inch pulley diameter (66,6%), and the percentage of material left behind was the lowest at treatment of D1 with 2 inch pulley diameter (33,4%). From Duncan Multiple Range Tests it was found that the pulley diameter had highly significant effect on the effective capacity and had significant effect on yield and percentage of material left behind.
RIWAYAT HIDUP
Untung Utoyo, dilahirkan di Labuahan Bilik pada tanggal 31 Januari 1993 dari Ayahanda Sugito dan Ibunda Asnawati. Anak ke lima dari enam bersaudara.
Penulis menyelesaikan pendidikan di SMA Negeri 1 Panai Tengah pada tahun 2011 dan diterima di Program Studi Keteknikan Pertanian, Fakultas Pertanian, Universitas Sumatera Utara melalui jalur Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN) Ujian Terulis pada tahun 2011.
Selama masa perkuliahan, penulis aktif sebagai anggota Ikatan Mahasiswa Teknik Pertanian (IMATETA) Fakultas Pertanian Universitas Sumatera Utara.
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah melimpahkan Rahmat dan Karunia-Nya, sehingga penulis dapat menyelesaikan skripsi ini dengan judul “Uji Berbagai Diameter Puli Pada Alat Pencetak Terasi” yang merupakan salah satu syarat untuk dapat memperoleh gelar sarjana di Program Studi Keteknikan Pertanian Fakultas Pertanian Universitas Sumatera Utara, Medan.
Pada kesempatan ini, penulis mengucapkan banyak terima kasih kepada Bapak Ir. Saipul Bahri Daulay, M.Si selaku ketua komisi pembimbing serta kepada Ibu Ainun Rohanah, STP, M.Si selaku anggota komisi pembimbing yang telah banyak membimbing dan memberikan berbagai saran dan kritik yang bermanfaat bagi penulis sehingga skripsi ini dapat diselesaikan dengan baik.
Penulis juga mengucapkan terima kasih kepada Orangtua dan seluruh keluarga yang telah memberikan bimbingan moral dan material, terima kasih kepada Dosen dan Staff Program Studi Keteknikan Pertanian, serta rekan-rekan Mahasiswa/i Program Studi Keteknikan Pertanian stambuk 2011 atas saran dan bantuannya selama penelitian berlangsung, penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu penulis mengharapkan kritik dan saran dari para pembaca yang bersifat membangun untuk kesempurnaan pada masa yang akan datang.
Akhir kata, penulis mengucapkan terima kasih, semoga skripsi ini bermanfaat bagi pihak yang membutuhkan.
Medan, 27 Juli 2016
DAFTAR ISI
Hal.
ABSTRAK ... i
RIWAYAT HIDUP ... ii
KATA PENGANTAR ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
DAFTAR LAMPIRAN ... viii
PENDAHULUAN ... 1
Latar Belakang ... 1
Tujuan Penelitian ... 3
Hipotesis ... 3
Kegunaan Penelitian ... 3
TINJAUAN PUSTAKA ... 4
Udang Rebon (Acetes Indicus) ... 4
Berbagai Jenis Olahan Udang Rebon ... 5
Pengolahan Udang Rebon Menjadi Terasi ... 6
Mutu Hasil Terasi Udang Rebon ... 8
Teknik Pencetakan Terasi ... 9
Komponen Alat Pencetak Terasi ... 9
Rangka Alat ... 9
Motor Listrik ... 9
Bantalan (Bearing) ... 10
Poros ... 11
Puli (Pulley) ... 13
Sabuk V (V-Belt) ... 15
Speed Reducer ... 16
Saluran Masukan Bahan (Hopper) ... 17
Tabung Press ... 17
Kempa Ulir (Screw Press) ... 17
Saluran Cetakan ... 18
Belt Conveyor ... 18
Mal Cetakan ... 18
Prinsip Kerja Alat Pencetak Terasi ... 19
Kapasitas Kerja Alat ... 19
Rendemen Alat ... 20
Persentase Bahan Tertinggal... 20
BAHAN DAN METODE ... 21
Tempat dan Waktu Penelitian ... 21
Bahan dan Alat Penelitian ... 21
Metodologi Penelitian ... 21
Model Rancangan Penelitian ... 21
Pelaksanaan Penelitian... 22
Persiapan Bahan ... 22
Persiapan Alat ... 22
Parameter yang Diamati ... 23
Kapasitas Efektif Alat ... 23
Rendemen Alat ... 23
Persentase Bahan Tertinggal ... 23
HASIL DAN PEMBAHASAN ... 24
Kapasitas Efektif Alat ... 24
Rendemen Alat ... 27
Persentase Bahan Tertinggal... 28
KESIMPULAN ... 31
Kesimpulan ... 31
Saran ... 31
DAFTAR PUSTAKA ... 32
DAFTAR TABEL
No. Hal.
1. Kapasitas Efektif Alat Lubis (2015) ... 2
2. Kandungan Gizi Udang Rebon per 100 g ... 5
3. Persyaratan Mutu Terasi Menurut SNI Nomor 01-2716.1-2009 ... 8
4. Interpretasi Koefisien Kolerasi Nilai r ... 20
5. Pengaruh Diameter Puli Terhadap Parameter yang Diamati ... 24
6. Uji DMRT Terhadap Kapasitas Alat Pencetak Terasi ... 25
7. Uji DMRT Terhadap Rendemen Alat Pencetak Terasi ... 27
DAFTAR GAMBAR
No. Hal.
DAFTAR LAMPIRAN
No. Hal
1. Flow Chart Pelaksanaan Penelitian ... 34
2. Data Pengamatan Kapasitas Efektif Alat (kg/jam) ... 35
3. Data Pengamatan Rendemen Alat... 38
4. Data Pengamatan Persentase Bahan Tertinggal ... 41
5. Gambar Teknik Alat Pencetak Terasi ... 44
6. Gambar Alat ... 51
7. Gambar Komponen Alat ... 52