i
ABSTRAK
CV. SINAR PANCING adalah perusahaan yang memproduksi berbagai jenis tas. Tas yang diproduksi secara mass production adalah tas ransel, tas pancing, tas pinggang dan tas laptop. Di samping itu perusahaan juga memproduksi tas berdasarkan pesanan (job order). Perusahaan saat ini mengalami permasalahan tidak tercapainya target produksi produk tas ransel. Target produksi yang ditetapkan oleh perusahaan adalah 2482 unit/minggu, sedangkan kapasitas produksi efektif yang dapat dicapai perusahaan saat ini sebesar 1933 unit/minggu. Penyebab tidak tercapainya target produksi adalah beban kerja antar stasiun kerja yang tidak seimbang.
Langkah awal yang dilakukan penulis dalam melakukan penyeimbangan lintasan produksi adalah mengukur waktu proses untuk setiap elemen kerja. Selanjutnya penulis melakukan pengujian kenormalan, keseragaman dan kecukupan terhadap data waktu yang diperoleh. Setelah melakukan ketiga jenis pengujian tersebut, penulis menghitung waktu siklus, waktu normal, dan waktu baku, dimana waktu tersebut digunakan untuk melengkapi Peta Proses Operasi (PPO) yang dibuat. Berdasarkan PPO tersebut, penulis membuat Precedence Diagram. Setelah itu, penulis membuat perhitungan penyeimbangan lintasan dengan menggunakan 3 alternatif metode, yaitu metode Helgeson-Birnie Approach/RPW (Rank Positional Weight), Kilbridge-Wester Heuristic/RA (Region Approach) dan Moodie-Young. Setelah melakukan penyeimbangan lintasan dengan 3 metode tersebut, penulis memilih metode terbaik berdasarkan kriteria efisiensi lintasan terbesar.
v
DAFTAR ISI
COVER
ABSTRAK...i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL... viii
DAFTAR GAMBAR ... x
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1 1.2 Identifikasi Masalah ... 1-2 1.3 Pembatasan Masalah Dan Asumsi ... 1-2 1.4 Perumusan Masalah ... 1-2 1.5 Tujuan Penelitian ... 1-3 1.6 Sistematika penulisan ... 1-3
BAB 2 LANDASAN TEORI
vi
2.6.3 Moodie-Young ... 2-16 2.7 Perencanaan Kapasitas Produksi ... 2-18
BAB 3 METODOLOGI PENELITIAN
3.1 Studi Pendahuluan ... 3-2 3.2 Pembatasan Masalah dan Asumsi ... 3-3 3.3 Perumusan Masalah ... 3-3 3.4 Penentuan Penelitian ... 3-3 3.5 Studi Pustaka ... 3-3 3.6 Penentuan Metode Pemecahan Masalah ... 3-3 3.7 Pembatasan Masalah dan Asumsi ... 3-3 3.8 Pengumpulan Data ... 3-4 3.9 Pengolahan Data... 3-4 3.10 Analisis Data ... 3-11 3.11 Kesimpulan Dan Saran ... 3-11
BAB 4 PENGUMPULAN DATA
4.1 Sejarah Singkat Perusahaan... 4-1 4.2 Struktur Organisasi ... 4-2 4.3 Jam Kerja Kerja Perusahaan... 4-2 4.4 Data Mesin Perusahaan ... 4-2 4.5 Layout Perusahaan ... 4-3 4.6 Peta Proses Operasi ... 4-4 4.7 Data Waktu Operasi ... 4-6
BAB 5 PENGOLAHAN DATA DAN ANALISIS
vii
5.6 Precedence Diagram ... 5-10 5.7 Keseimbangan Lintasan Produksi Saat Ini ... 5-10 5.8 Penyeimbangan Lintasan Produksi Usulan ... 5-11 5.8.1 Penyeimbangan Lintasan Rank Positional Weight ... 5-12 5.8.2 Penyeimbangan Lintasan Region Approach ... 5-15 5.8.3 Penyeimbangan Lintasan Moodie-Young ... 5-18
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6-1 6.2 Saran ... ... 6-2
viii
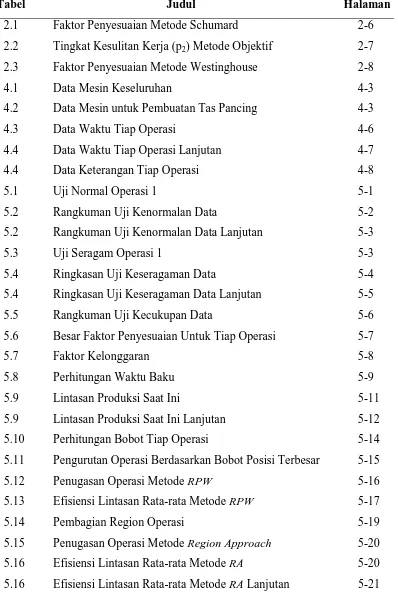
DAFTAR TABEL
Tabel Judul Halaman
2.1 Faktor Penyesuaian Metode Schumard 2-6
2.2 Tingkat Kesulitan Kerja (p2) Metode Objektif 2-7
2.3 Faktor Penyesuaian Metode Westinghouse 2-8
4.1 Data Mesin Keseluruhan 4-3
4.2 Data Mesin untuk Pembuatan Tas Pancing 4-3
4.3 Data Waktu Tiap Operasi 4-6
4.4 Data Waktu Tiap Operasi Lanjutan 4-7
4.4 Data Keterangan Tiap Operasi 4-8
5.1 Uji Normal Operasi 1 5-1
5.2 Rangkuman Uji Kenormalan Data 5-2
5.2 Rangkuman Uji Kenormalan Data Lanjutan 5-3
5.3 Uji Seragam Operasi 1 5-3
5.4 Ringkasan Uji Keseragaman Data 5-4
5.4 Ringkasan Uji Keseragaman Data Lanjutan 5-5
5.5 Rangkuman Uji Kecukupan Data 5-6
5.6 Besar Faktor Penyesuaian Untuk Tiap Operasi 5-7
5.7 Faktor Kelonggaran 5-8
5.8 Perhitungan Waktu Baku 5-9
5.9 Lintasan Produksi Saat Ini 5-11
5.9 Lintasan Produksi Saat Ini Lanjutan 5-12
5.10 Perhitungan Bobot Tiap Operasi 5-14
5.11 Pengurutan Operasi Berdasarkan Bobot Posisi Terbesar 5-15
5.12 Penugasan Operasi Metode RPW 5-16
5.13 Efisiensi Lintasan Rata-rata Metode RPW 5-17
5.14 Pembagian Region Operasi 5-19
ix
DAFTAR TABEL
Tabel Judul Halaman
5.17 Penyusunan Task Dari Waktu Maksimum Ke Minimum 5-22 5.18 Penysunan Predecessors/Pendahulu dan Followers/Pengikut 5-23
5.19 Penugasan Operasi Metode Moodie Young 5-24
x
DAFTAR GAMBAR
Gambar Judul Halaman
3.1 Bagan Metodologi Penelitian 3-1
3.1 Bagan Metodologi Penelitian (Lanjutan) 3-2
3.2 Flowchart Pengolahan Data dan Analisis 3-4
3.2 Flowchart Pengolahan Data dan Analisis (Lanjutan) 3-5
3.3 Flowchart Uji Normal, Seragam, Cukup 3-6
3.4 Flowchart Rank Positional Weight 3-8
3.5 Flowchart Region Approach 3-9
3.6 Flowchart Moodie-Young 3-10
4.1 Struktur Organisasi Perusahaan 4-2
4.2 Gambar Layout Stasiun Kerja Awal 4-3
5.1 Grafik Uji Keseragaman Operasi 1 5-2
5.2 Peta Proses Operasi Tas Ransel 5-10
5.3 Precedence Diagram Tas Ransel 5-11
1-1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1Latar Belakang Masalah
Persaingan antar perusahaan yang semakin ketat menuntut setiap perusahaan untuk dapat memenuhi permintaan konsumen dengan tepat waktu. Apabila perusahaan tidak dapat memenuhi permintaan konsumen, maka konsumen akan beralih ke perusahaan pesaing. Untuk dapat memenuhi permintaan konsumen, perusahaan biasanya menetapkan target produksi yang harus dicapai.
CV. SINAR PANCING adalah perusahaan yang memproduksi berbagai jenis tas. Tas yang diproduksi secara mass production adalah tas ransel, tas pancing, tas pinggang dan tas laptop. Di samping itu perusahaan juga memproduksi tas berdasarkan pesanan (job order). Perusahaan saat ini mengalami permasalahan tidak tercapainya target produksi produk tas ransel. Target produksi yang ditetapkan oleh perusahaan adalah 2482 unit/minggu, sedangkan kapasitas produksi efektif yang dapat dicapai perusahaan saat ini sebesar 1933 unit/minggu.
Dari pengamatan, terlihat bahwa penyebab tidak tercapainya target produksi adalah beban kerja antar stasiun kerja yang tidak seimbang. Ketidakseimbangan beban kerja tampak dari adanya stasiun kerja yang delay, sedangkan pada stasiun kerja lainnya terdapat tumpukan barang
dalam proses. Untuk itu melalui penelitian ini penulis ingin memberikan usulan penyeimbangan lintasan produksi yang sebaiknya dilakukan perusahaan agar target produksi yang diinginkan dapat tercapai.
1.2Identifikasi Masalah
Tidak tercapainya target produksi perusahaan pada lini produksi mass production produk tas ransel disebabkan oleh ketidakseimbangan
Bab 1 Pendahuluan 1-2
Tugas Akhir Universitas Kristen Maranatha
pada stasiun kerja 5 (proses pemasangan gantungan bawah dan atas, lalu disambungkan dengan bagian depan bawah tas) Sementara itu terjadi antrian barang dalam proses pada stasiun kerja 7 (proses pemasangan gesper tas, menjahit partisi untuk laptop lalu pemasangan label).
Keseimbangan lintasan produksi dapat diatasi dengan melakukan pemerataan beban kerja antar stasiun kerja. Beban kerja suatu stasiun kerja dipengaruhi oleh lama waktu seluruh operasi yang dilakukan di stasiun kerja tersebut. Hal inilah yang kurang diperhatikan dalam pembagian beban kerja pada lintasan kerja saat ini. Oleh karena itu penulis akan mengusulkan pemerataan waktu operasi antar stasiun kerja dengan cara mengatur pembebanan operasi untuk masing-masing stasiun kerja. Dengan demikian diharapkan delay dan antrian dapat diminimasi.
1.3Pembatasan Masalah Dan Asumsi
Pembatasan masalah dan asumsi dilakukan agar luang lingkup permasalahan lebih terfokus dan tidak terlalu luas.
Pembatasan masalah yang dilakukan dalam penelitian adalah:
1. Periode pengukuran waktu siklus : 13-November-2013 s/d 27-November-2013.
2. Tidak memperhitungkan waktu transport dan waktu setup. Asumsi yang digunakan dalam penelitian ini adalah: 1. Mesin yang digunakan dalam kondisi baik.
2. Tidak dilakukan penambahan mesin.
3. Bahan baku yang digunakan selalu tersedia.
1.4Perumusan Masalah
Adapun perumusan masalah yang hendak diteliti adalah :
1. Apa kelemahan dari lintasan produksi untuk tas pancing dan tas ransel yang dilakukan oleh perusahaan saat ini?
Bab 1 Pendahuluan 1-3
Tugas Akhir Universitas Kristen Maranatha
3. Apa manfaat yang dapat diperoleh perusahaan dari penerapan penyeimbangan lintasan yang diusulkan ?
1.5Tujuan Penelitian
Penelitian ini dilakukan dengan tujuan sebagai berikut :
1. Mengidentifikasikan kekurangan dari lintasan produksi tas pancing dan tas ransel saat ini.
2. Mengusulkan penyeimbangan lintasan yang sebaiknya dilakukan perusahaan.
3. Mengemukakan manfaat yang dapat diperoleh perusahaan dengan menerapkan metode penyeimbang di lintasan usulan.
1.6 Sistematika Penulisan
Sistematika penulisan yang dilakukan oleh penulis dalam melakukan penelitian adalah :
BAB 1 PENDAHULUAN
Bab ini berisi latar belakang masalah, identifikasi masalah, pembatasan masalah dan asumsi, perumusan masalah, tujuan dan manfaat penelitian, dan sistematika penulisan tugas akhir.
BAB 2 TINJAUAN PUSTAKA
Penulis memaparkan teori-teori yang digunakan sebagai dasar penelitian dan digunakan dalam membantu pemecahan masalah yang ada.
BAB 3 METODOLOGI PENELITIAN
Bab 1 Pendahuluan 1-4
Tugas Akhir Universitas Kristen Maranatha
BAB 4 PENGUMPULAN DATA
Penulis melakukan pengumpulan informasi dan data perusahaan yang diteliti.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Penulis melakukan pengolahan data yang telah diperoleh dari pengumpulan data, kemudian dianalisis. Hasil yang dianalisis akan menjadi acuan dalam melakukan usulan terhadap perusahaan.
BAB 6 KESIMPULAN DAN SARAN
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan pengolahan data dan analisis yang telah dilakukan, maka penulis menyimpulkan:
1. Kelemahan dari kondisi lintasan yang sedang diterapkan oleh perusahaan saat ini adalah:
a. Efisiensi lintasan produksi yang saat ini diterapkan perusahaan relatif rendah yaitu sebesar 63%.
b. Kapasitas produksi lintasan saat ini tidak mencapai target produksi yang ditentukan oleh perusahaan, dimana target produksi ditetapkan sebanyak 2482 unit/minggu, sedangkan kapasitas produksi actual yang dihasilkan hanya 1933 unit/minggu.
2. Metode penyeimbangan lintasan yang diusulkan adalah metode RPW karena memiliki efisiensi lintasan tertinggi sebesar 82%
3. Keunggulan dari metode RPW adalah:
a. Perusahaan dapat meningkatkan efisiensi lintasan produksi sebesar 21%.
b. Kapasitas produksi yang dihasilkan dari metode ini adalah sebesar 2493 unit/minggu meningkat sebesar 560 unit/ minggu dari kapasitas produksi yang dihasilkan sebelumnya
6.2 Saran
Saran bagi perusahaan:
DAFTAR PUSTAKA
1. Baroto, Teguh, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit Ghalia Indonesia.
2. Bedworth, D.D. & J.E. Bailey, 1987, “Integrated Production Control Systems”, John Wiley & Sons, Inc, New York.
3. Blank, Leland T., 1982, “Statistical Procedures for Engineering, Management, and Science”, International Student Edition, McGraw-Hill,
Tokyo.
4. Elsayed, Elsayed A. and Boucher, Thomas O, 1985, “Analysis And Control Of Production System”, New Jersey : Prentice-Hall.
5. Kusuma, Hendra, 2002, “Perencanaan Dan Pengendalian Produksi”, Penerbit ANDI Yogyakarta.