PROSES PEMBUBUTAN LOGAM
PROSES PEMBUBUTAN LOGAM
PARYANTO,
PARYANTO,
M.Pd
M.Pd
.
.
Jur
Proses
Proses bubutbubut adalahadalah prosesproses pemesinanpemesinan untukuntuk menghasilkanmenghasilkan bagian
bagian--bagianbagian mesinmesin (komponen(komponen) ) berbentukberbentuk silindrissilindris yang yang dikerjakan
dikerjakan dengandengan menggunakanmenggunakan MesinMesin Bubut.Bubut.
Prinsip Prinsip ::
Benda kerja yang berputar Benda kerja yang berputar
Menggunakan
Menggunakan pahatpahat bermatabermata potongpotong tunggaltunggal ((singlesingle--point point cut t ing t ool
cut t ing t ool)) Gerakan
Gerakan pahatpahat sejajarsejajar terhadapterhadap sumbusumbu bendabenda kerjakerja padapada jarak
jarak tertentutertentu sehinggasehingga akanakan membuangmembuang permukaanpermukaan luarluar benda
benda kerjakerja Proses
Proses bubutbubut permukaan/permukaan/sur face t ur ning sur face t ur ning adalahadalah prosesproses bubut
bubut yang identikyang identik dengandengan prosesproses bubutbubut rata ,tetapirata ,tetapi araharah gerakan
gerakan pemakananpemakanan tegaktegak luruslurus terhadapterhadap sumbusumbu bendabenda kerja
kerja.. Proses
Proses bubutbubut tirustirus//t aper t ur ning t aper t ur ning sebenarnyasebenarnya identikidentik dengandengan proses
proses bubutbubut rata dirata di atas, atas, hanyahanya jalannyajalannya pahatpahat membentuk
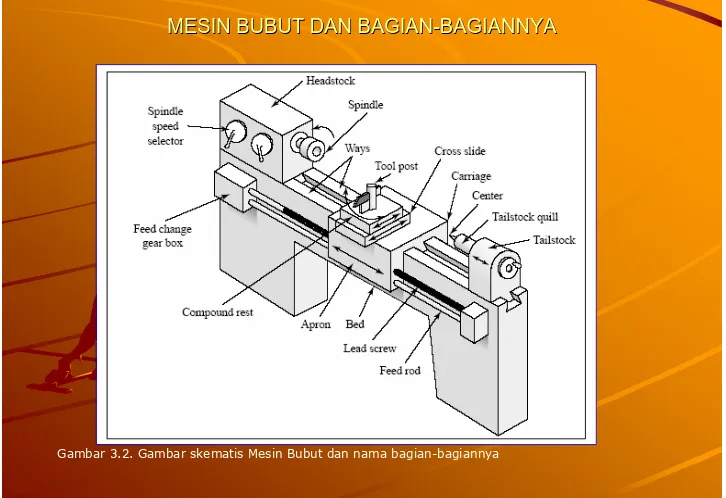
MESIN BUBUT DAN BAGIAN
[image:3.792.34.760.43.541.2]MESIN BUBUT DAN BAGIAN--BAGIANNYABAGIANNYA
Parameter yang dapat diatur pada mesin bubut
Parameter yang dapat diatur pada mesin bubut
Tiga parameter utama pada setiap proses bubut adalah
Tiga parameter utama pada setiap proses bubut adalah
1.
1. kecepatan putar spindel (kecepatan putar spindel (speedspeed))
adalah gerakan berputar benda kerja (putaran spindel atau
adalah gerakan berputar benda kerja (putaran spindel atau
sumbu utama)
sumbu utama)
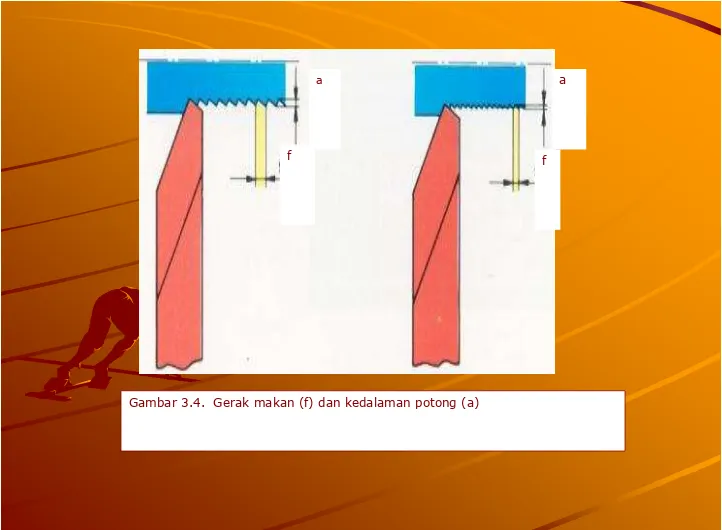
2. gerak makan (
2. gerak makan (feedfeed) )
adalah jarak yang ditempuh oleh pahat setiap benda kerja
adalah jarak yang ditempuh oleh pahat setiap benda kerja
berputar satu kali (Gambar 3.4), sehingga satuan f adalah
berputar satu kali (Gambar 3.4), sehingga satuan f adalah
mm/putaran
mm/putaran
3. kedalaman potong (
3. kedalaman potong (dept h of cutdept h of cut))
adalah tebal bagian benda kerja yang dibuang dari benda kerja,
adalah tebal bagian benda kerja yang dibuang dari benda kerja,
atau jarak antara permukaan yang dipotong terhadap
atau jarak antara permukaan yang dipotong terhadap
permukaan yang belum terpotong (lihat Gambar 3.4).
f
a
[image:5.792.35.757.35.565.2]f a
JENIS PENGERJAAN BENDA KERJA DI MESIN BUBUT JENIS PENGERJAAN BENDA KERJA DI MESIN BUBUT
Proses
Proses bubutbubut dikelompokkandikelompokkan dalamdalam duadua kategorikategori, , yaituyaitu pengerjaan
pengerjaan padapada bagianbagian luarluar bendabenda kerjakerja ((Out side Out side Tur ning
Tur ning) ) dandan pegerjaanpegerjaan padapada bagianbagian dalamdalam bendabenda kerjakerja (
(I nside Tur ningI nside Tur ning).).
Secara
Secara umumumum prosesproses pengerjaanpengerjaan tersebuttersebut adalah:adalah:
PembubutanPembubutan mukamuka ((sur face t ur ningsur face t ur ning))
PembubutanPembubutan tirustirus ((t aper t ur ningt aper t ur ning))
pembubutanpembubutan pinggulpinggul ((cham fer ingcham fer ing), ),
pembubutanpembubutan aluralur ((par t ingpar t ing--offoff), ),
pembubutanpembubutan ulirulir ((t hr eadingt hr eading), ),
pembubutanpembubutan lubanglubang ((bor ingbor ing), ),
pembuatanpembuatan lubanglubang ((dr illingdr illing), ),
Proses bubut permukaan dan bubut tirus
LANGKAH
LANGKAH--LANGKAH PROSES PEMBUBUTANLANGKAH PROSES PEMBUBUTAN
Mempelajari gambar kerja untuk menentukan langkah kerja Mempelajari gambar kerja untuk menentukan langkah kerja
yang efektif dan efesien. yang efektif dan efesien.
Menentukan karakteristik bahan yang akan dikerjakan Menentukan karakteristik bahan yang akan dikerjakan
untuk menentukan jenis alat potong dan media pendingin untuk menentukan jenis alat potong dan media pendingin
yang akan digunakan. yang akan digunakan.
Menetapkan kualitas hasil bubutan yang diinginkan. Menetapkan kualitas hasil bubutan yang diinginkan.
Menentukan macam geometri alat
Menentukan macam geometri alat--alat potong yang alat potong yang digunakan (pahat rata, alur, ulir, dll)
digunakan (pahat rata, alur, ulir, dll)
Menentukan alat Bantu yang dibutuhkan. Menentukan alat Bantu yang dibutuhkan.
Menentukan roda
Menentukan roda--roda gigi pengganti apabila roda gigi pengganti apabila dikehendaki dikehendaki adanya pengerjaan
adanya pengerjaan-pengerjaan khusus.-pengerjaan khusus. Menentukan parameter
Menentukan parameter--parameter pemotongan yang parameter pemotongan yang berpengaruh dalam proses pengerjaan (kecepatan potong, berpengaruh dalam proses pengerjaan (kecepatan potong,
kecepatan sayat, kedalaman pemakanan,
kecepatan sayat, kedalaman pemakanan, waktuwaktu pemotongan
PAHAT BUBUT PAHAT BUBUT
A.
A. Material PahatMaterial Pahat BubutBubut bahan
bahan dasardasar pahatpahat bubutbubut harusharus mempunyaimempunyai sifatsifat:: 1.
1. KerasKeras, agar sisi, agar sisi potongpotong ((cut t ing edgecut t ing edge) dapat) dapat memotong
memotong bendabenda kerja.kerja. 2.
2. UletUlet, agar , agar sisisisi potongpotong tidaktidak mudahmudah patah.patah. 3.
3. TahanTahan panaspanas, agar sisi, agar sisi potongpotong tidaktidak mudahmudah ausaus 4.
4. SecaraSecara ekonomisekonomis menguntungkanmenguntungkan
B.
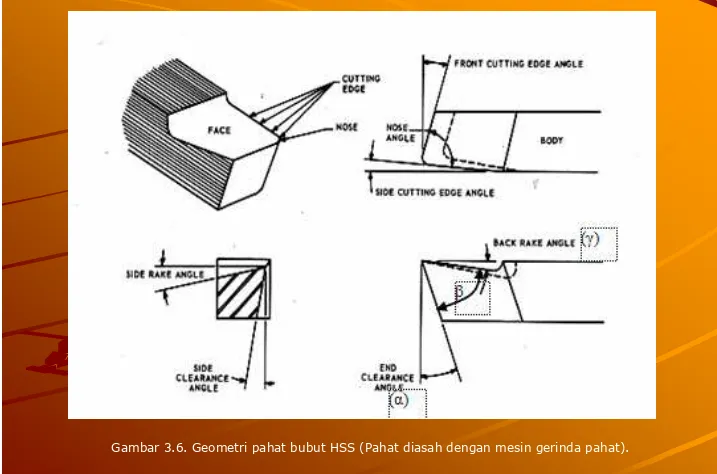
B. GeometriGeometri PahatPahat BubutBubut
Geometri/bentuk pahat bubut terutama tergantung pada Geometri/bentuk pahat bubut terutama tergantung pada material benda kerja dan material pahat. Terminologi material benda kerja dan material pahat. Terminologi standar ditunjukkan pada Gambar 3.6. Untuk pahat standar ditunjukkan pada Gambar 3.6. Untuk pahat
bubut bermata potong tunggal, sudut pahat yang paling bubut bermata potong tunggal, sudut pahat yang paling pokok adalah sudut beram (
pokok adalah sudut beram (r ake angler ake angle), sudut bebas ), sudut bebas (
(clear ance angleclear ance angle), dan sudut sisi potong (), dan sudut sisi potong (cut t ing edge cut t ing edge angle
Rake angle
Rake angle
,
,
berpengaruh
berpengaruh
terhadap
terhadap
pengontrolan
pengontrolan
arah
arah
dari
dari
aliran
aliran
beram
beram
dan
dan
mempengaruhi
mempengaruhi
kekuatan
kekuatan
dari
dari
mata
mata
pisau. Rake angle
pisau
. Rake angle
positif
positif
dapat
dapat
mengurangi
mengurangi
gaya
gaya
yang
yang
terjadi
terjadi
dan
dan
menurunkan
menurunkan
temperature
temperature
pemotongan
pemotongan
.
.
Cut t ing edge angle
Cut t ing edge angle
,
,
mempengaruhi
mempengaruhi
pada
pada
pembentukan
pembentukan
beram
beram
,
,
kekuatan
kekuatan
pahat
pahat
,
,
dan
dan
gaya
gaya
pemotongan
pemotongan
.
.
Nose r adius
Nose r adius
, mempengaruhi kehalusan
, mempengaruhi kehalusan
permukaan dan ketahanan mata pisau. Bila
permukaan dan ketahanan mata pisau. Bila
radiusnya semakin kecil maka permukaan benda
radiusnya semakin kecil maka permukaan benda
kerja semakin kasar dan ketahanan pahat akan
kerja semakin kasar dan ketahanan pahat akan
Elemen
Elemen
Dasar
Dasar
Proses
Proses
Bubut
Bubut
Elemen dasar proses bubut dapat dihitung/ dianalisa Elemen dasar proses bubut dapat dihitung/ dianalisa
dengan menggunakan rumus
dengan menggunakan rumus--rumus dan Gambar 3.12 rumus dan Gambar 3.12 berikut :
Keterangan : Keterangan :
Benda kerja
Benda kerja :: do
do = diameter mula ; mm= diameter mula ; mm dm
dm = diameter akhir; mm= diameter akhir; mm lt
lt = panjang pemotongan; mm= panjang pemotongan; mm
Pahat : Pahat :
χ
χrr = sudut potong utama/sudut masuk = sudut potong utama/sudut masuk
Mesin Bubut : Mesin Bubut :
a
a = kedalaman potong, mm= kedalaman potong, mm f
f = gerak makan; mm/putaran= gerak makan; mm/putaran n
Elemen
Elemen dasardasar dapatdapat dihitungdihitung dengandengan rumusrumus--runusrunus sebagaisebagai berikut
berikut::
a.
a. KecepatanKecepatan potongpotong (v)(v)
dimana
dimana d = (do d = (do –– dm)/2dm)/2
b.
b. KecepatanKecepatan makanmakan ((vvff))
)
2
.
3
...(
...
...
/
;
1000
mm
menit
dn
v
=
π
)
3
.
3
...(
...
/
;
.
n
mm
menit
f
c.
c. WaktuWaktu pemotonganpemotongan
d.
d. KecepatanKecepatan penghasilanpenghasilan tataltatal
di mana : A = a.f mm di mana : A = a.f mm22
)
4
.
3
...(
...
; menit
v
l
t
f t c=
)
5
.
3
...(
...
/
;
.
v
cm
3menit
A
Pada prinsipnya kecepatan pemotongan suatu material tidak perlu dihitung. Karena setiap material telah memiliki kecepatan potong sendiri-sendiri berdasarkan karakteristiknya
Hal-hal yang perlu diperhatikan dalam menentukan kecepatan potong:
1. Material benda kerja
semakin keras bahan/material benda kerja, kecepatan potong semakin rendah
2. Material pahat
3.
3. PenampangPenampang daridari tataltatal semakin
semakin tebaltebal penapangpenapang tataltatal, , kecepatankecepatan potongpotong semakinsemakin rendah
rendah
4.
4. PendinginPendingin dengan
dengan menggunakanmenggunakan cairancairan pendingin, pendingin, kecepatankecepatan potongpotong dapat
dapat ditingatkanditingatkan
5.
5. KemampuanKemampuan mesinmesin mesin
mesin dengandengan kemampuan/kapasitaskemampuan/kapasitas yang lebihyang lebih besar, besar, dapat
Kecepatan Potong Untuk Beberapa Jenis Bahan
60
60 –– 9090 140
140 –– 215215 30
30 –– 4545 70
70 –– 110110 Aluminium
Aluminium
120
120 –– 150150 185
185 –– 215215 45
45 –– 7070 85
85 –– 110110 Kuningan
Kuningan
60
60 –– 7575 110
110 –– 140140 25
25 –– 3030 40
40 –– 4545 Besi
Besi corcor kelabukelabu
75
75 –– 110110 140
140 –– 185185 20
20 –– 4040 60
60 –– 8585 Baja
Baja karbonkarbon menengahmenengah
90
90 –– 120120 170
170 –– 215215 25
25 –– 4040 70
70 –– 9090 Baja
Baja karbonkarbon rendahrendah
110
110 –– 140140 185
185 –– 230230 25
25 –– 4545 75
75 –– 100100 Baja
Baja perkakasperkakas
Kasar Kasar Halus Halus Kasar Kasar Halus Halus Pahat
Pahat KarbidaKarbida Pahat
Pahat HSSHSS Bahan
Proses
pembubutan
ulir
N
a
m
a
-n
a
m
a
b
a
g
ia
n
u
li
Penyetelan
pahat
ulir
menggunakan
Setting
Setting
pahat
pahat
ulir
ulir
posisi pahat tegak
lurus terhadap
Eretan atas diatur menyudut (29
0) terhadap sumbu tegak
Langkah-langkah membubut ulir
1. Tentukan jenis mesin bubut yang sesuai
2. Siapkan benda kerja sesuai dengan diameter luar ulir 3. Pasang benda kerja dengan baik
4. Setel pahat ulir dan eretan atas pada posisi yang benar 5. Tentukan kisar dengan mengatur tuas-tuas pada gear box
6. Tentukan kecepatan potong, biasanya dipilih 1/3 dari kecepatan potong pembubutan biasa.
7. Hitung kedalaman pemotongan ulir
8. Beri batasan panjang bagian benda kerja yang diulir 9. Cek kembali kebenaran kisar ulir dengan picth gauge
10. Lakukan pembubutan ulir dengan benar hingga mencapai kedalaman ulir yang telah ditentukan
Proses
penguliran
Proses
pembubutan
Tiga
Tiga
cara
cara
pebubutan
pebubutan
tirus
tirus
Memiringkan eretan atas.
gerakan pahat (pemakanan) dilakukan secara manual.
Dengan alat bantu tirus (t aper at t achm ent),
untuk benda yang memiliki sudut tirus relatif kecil. pembuatan tirus lebih cepat.
gerakan pemakanan (feeding) dapat dilakukan secara otomatis.
Dengan menggeser kepala lepas (t ail st ock)
proses pembubutan tirus dengan bantuan dua senter.
Memiringkan
Pembubutan
tirus
dengan
Taper
Perhitungan
pergeseran
Kepala
L
Proses Pembubutan Eksentrik
Bubut permukaan benda kerja hingga mencapai diameter terbesar dan panjang yang diinginkan.
Bubut bagian muka benda kerja (dua muka) untuk menentukan sisi penandaan pergeseran senter.
Tempatkan benda kerja pada chuck empat, atur sesuai posisi senter utama
Atur benda kerja dengan merubah posisi penjepitan sesuai sumbu eksentriknya, gunakan pointer untuk membantu pergeserannya.
Bubut bagian eksentriknya