5 BAB II
LANDASAN TEORI
2.1 Mesin Pengaduk Dodol
Mesin pengaduk dodol merupakan suatu mesin yang digunakan dalam pembuatan dodol dengan kinerja mesin yang mengaduk bahan jenis kental melewati proses pemanasan. Dapat dipergunakan untuk pengaduk dalam pembuatan makanan dodol. (Erny listijorini, 2017)
Gambar 2.1 Mesin Pengaduk dodol (Mesinpengolahmakanan.com, tanpa tahun)
2.2 Prinsip Kerja
Prinsip kerja mesin pengaduk dodol ini yaitu untuk mengaduk adonan sekaligus memasaknya agar matang secara merata dan mendapat hasil yang sempurna. Mesin pengaduk menggunakan gas untuk memasak adonan, serta listrik untuk mixernya. Mesin ini dilengkapi dengan pengaduk yang berputar terus- menerus, yang membuat hasil dari adukan mesin pengaduk merata. Hal itu dikarenakan terdapatnya dinamo listrik yang berguna sebagai pemutar untuk pengadukan. (Erny listijorini, 2017)
6 2.3 Pabrikasi
Pabrikasi adalah suatu rangkaian pekerjaan dari beberapa komponen material baik berupa plat, pipa ataupun baja profil dirangkai dan dibentuk setahap demi setahap berdasarkan item – item tertentu sampai menjadi suatu bentuk yang dapat dipasang menjadi sebuah rangkaian alat produksi maupun konstruksi. Dalam proses fabrikasi banyak terpasang mesin – mesin dan alat – alat yang digunakan pada proses fabrikasi alat ini antara lain: (Arlina, 2015)
1. Marking.
2. Cutting.
3. Proses Welding SMAW (Shield Metal Arch Welding).
4. Proses Roll.
5. Drilling ( pengeboran).
6. Proses Grinding (gerinda).
7. Proses Assembly.
8. Proses finishing.
2.3.1 Marking
Marking adalah suatu proses penandaan sebuah material yang akan dilakukan proses pemotongan yang sesuai dengan gambar dan ukuran yang telah dibuat. Alat yang digunakan pada saat proses marking dilakukan adalah mistar baja, penggores, dan spidol. (Arlina, 2015)
Gambar 2.2 Penggores dan mistar baja (teknik-otomotif.com, 2017)
7 2.3.2 Cutting
Cutting dalam proses fabrikasi adalah suatu proses pemotongan material yang akan digunakan. Proses pemotongan ini dengan menggunakan gerinda potong duduk. (Arlina, 2015)
Gambar 2.3 Mesin cutting wheel (myoutsourcedbrain.com, tanpa tahun)
2.3.3 Proses Welding SMAW (Shield Metal Arch Welding) 2.3.3.1 Pengetian Welding SMAW (Shield Metal Arch Welding)
Proses Welding adalah Proses penyambungan dua material secara permanen dengan cara mencairkan material yang akan disambung dan diikuti oleh material pengisi. Pada proses pembuatan mesin pengaduk dodol menggunakan jenis las SMAW (Shield Metal Arch Welding).
SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik terlindung dengan mempergunagakan busur nyala listrik sebagai sumber panas pencair logam. Jenis ini paling banyak dipakai dimana – mana untuk hampir semua keperluan pekerjaan pengelasaan. Tegangan yang dipakai hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan untuk pencairan pengelasan dibutuhkan arus
8 hingga 500 Ampere. Namun secara umum yang dipakai berkisar 80 – 200 Ampere (maritimeworld.web.id, 2015).
Gambar 2.4 Mesin las SMAW (Shield Metal Arch Welding) (pengelasan.com, 2015)
2.3.3.2 Komponen Welding SMAW (Shield Metal Arch Welding) A. Mesin Welding
Mesin las atau sering disebut pesawat mesin las dapat digunakan pada bermacam-macam pengelasan busur listrik manual, bila ditinjau dari jenis arus terdapat 2 jenis yaitu :
1. Mesin Las Arus Bolak-balik (AC)
Arus bolak-balik terdiri dari beberapa macam pesawat mesin las, yaitu transformator las, pembangkit listrik motor diesel. Pesawat mesin las yang sering digunakan adala transformator las yang mempunyai kapasitas 200 sampai 500 Ampere. Sehingga banyak digunakan karena harganya relatif murah, biaya operasinya yang rendah dan Voltase yang keluar antara 36 sampai 70 Volt. (kawatlas.jayamanunggal.com, 2014)
2. Mesin Las Searah (DC)
Pesawat las arus searah terdiri dari pesawat transformator pembangkit listrik motor disel, rectifier, pesawat yang digerakkan oleh motor listrik.
Metode SMAW merupakan pengelasan dengan elektroda terbungkus, metode ini sangat banyak digunakan dalam pembangunan kerangka, disamping harga yang terjangkau, juga dikarenakan pengelasan dengan metode SMAW sangat fleksibel dalam penggunaannya. Baik itu pengelasan dengan posisi datar, horizontal, tegak (vertikal), ataupun posisi diatas kepala (overhead). Dalam pengelasan, ada
9 beberapa bagian bahan yang mempunyai sifat kekuatan bahan akibat proses pengelasan, diantaranya adalah :
(1). Base metal (logam induk) merupakan bagian logam yang tidak mengalami perubahan struktur akibat pengelasan.
(2). HAZ (Heat Affected Zone) merupakan daerah terpengaruh panas, daerah ini adalah yang paling lemah baik kekerasannya, keuletan dan tegangannya, karena struktur kristalnya banyak berubah,.
(3). Weld metal (logam las) merupakan logam las yang mencair dan melebur bersama logam induk, daerah ini adalah yang paling baik kekerasan dan tegangan tarik jika dalam pelaksanaan pengelasan memenuhi standard.
(kawatlas.jayamanunggal.com, 2014).
B. Alat Bantu Welding 1. Kabel Las
Kabel las atau Lead super fleksibel adalah alat untuk menghantar arus dari mesin pengelasan ke benda kerja dan sebaliknya. Kabel las terdiri dari Lead dengan lapisan karet, kain, dan penguat lapisan fabric holder elektoda atau Lead elektroda.
Lead dari benda kerja ke mesin dikenal sebagai Lead benda kerja. Tegangan pada Lead bervariasi antara 14 dan 80 Volt. Lead memiliki beberapa ukuran, yang semakin kecil nomornya, semakin besar diameternya Lead harus fleksibel agar bisa mereduksi regangan pada tangan walder dan untuk memudahkan instalasi kabel sehingga dapat digunakan 800 sampai 2500 kawat pada masing masing kabel. Lead elektroda maupun Lead benda kerja harus menggunakan kabel listrik yang berdiameter sama karena panjang Lead mempengaruhi ukuran kapasitas mesin las.
(kawatlas.jayamanunggal.com, 2014).
2. Palu Las
Palu las digunakan untuk melepaskan dan mngeluarkan terak las pada jalur las dengan dengan cara memukulkan atau menggoreskan pada daerah las (kawatlas.jayamanunggal.com, 2014).
3. Pemegang kawat las (Holder Electrode)
Pemegang kawat las atau holder elektroda adalah peralatan las busur yang dipegang oleh welder ketika mengelas. Holder ini digunakan untuk menahan
10 elektroda logam atau karbon. Handle pemegang terbuat dari bahan pelapis yang mempunyai tahanan panas tinggi dan tahanan listrik yang rendahdan dibuat untuk menyeimbangkan pegangan tangan. Ada sejumlah metode yang digunakan untuk menjepit elektroda dalam holder yang salah satunya adalah konstruksi pincer dan pegas untuk menghasilkan tekanan sehinnga diperoleh sambungan yang baik. Membersihkan daerah kontak dengan menggunakan sikat kawat agar daerah kontak antara elektroda dengan holder elektroda bersih. Rahang holder elektroda juga harus dibersihkan dengan menggunakan ampelas atau alat lain yang sesuai.
Holder elektroda bagusnya dilengkapi dengan shield (plat kecil tahan panas) untuk mencegah panas radiasi dari las ke tangan welder supaya tidak meninmbulkan kecelakaan kerja. (kawatlas.jayamanunggal.com, 2014).
4. Sikat Kawat
Sikat kawat yang digunakan untuk membersihkan benda kerja yang akan dilas dan terak las yang sudah dilepas dari jalur las oleh pukulan palu las.
(kawatlas.jayamanunggal.com, 2014).
5. Klem Massa
Klem massa sebagai alat untuk menghubungkan kabel masa ke benda kerja yang terbuat dari bahan yang menghantar dengan baik (tembaga). Sebuah klem masa dilengkapi dengan pegas yang kuat, yang dapat menjepit benda kerja dengan baik.
(kawatlas.jayamanunggal.com, 2014).
6. Penjepit
Penjepit dapat digunakan untuk memegang atau memindahkan benda kerja yang masih panas seetelah pengelasan. (kawatlas.jayamanunggal.com, 2014).
C. Kawat Welding ( Elektroda )
Kawat Las perlu disiapkan sesuai metode las, bahan sambungan. Kawat las memiliki berbagai macam bahan dan ukuran. Jika terjadi kesalahan pemilihan kawat las, dapat menyebabkan cacat las.
1. Klasifikasi Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik manurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX yang artInya sebagai berikut :
11 a) E : menyatakan elaktroda busur listrik
b) XX (dua angka) : sesudah E menyatakan kekuatan tarik deposit las dalam ribuan Ib/in2 lihat table.
c) X (angka ketiga) : menyatakan posisi pangelasan.
d) angka 1 untuk pengelasan segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan
e) X (angka keempat) menyataken jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan lihat table.
Contoh : E 6013 Artinya:
a) Kekuatan tarik minimum den deposit las adalah 60.000 Ib/in2 atau 42 kg/mm2Dapat dipakai untuk pengelasan segala posisi
b) Jenis selaput elektroda Rutil-Kalium dan pengelasan dengan arus AC atau DC + atau DC – (hima-tl.ppns.ac.id, 2015).
2. Elektroda Baja Lunak dan stainless steel
Bermacam-macam jenis elektroda baja lunak perbedaannya hanyalah pada jenis selaputnya. Sedangkan kawat intinya sama yaitu:
a) E 6012 dan E 6013
Kedua elektroda ini termasuk jenis selaput rutil yang dapat manghasilkan penembusan sedang. Keduanya dapat dipakai untuk pengelasan segala posisi, tetapi kebanyakan jenis E 6013 sangat baik untuk posisi pengelesan tegak arah ke bawah.
Jenis E 6012 umumnya dapat dipakai pada ampere yang relatif lebih tinggi dari E 6013. E 6013 yang mengandung lebih benyak Kalium memudahkan pemakaian pada voltage mesin yang rendah. Elektroda dengan diameter kecil kebanyakan dipakai untuk pangelasan pelat tipis. (hima-tl.ppns.ac.id, 2015)
b) E 308-16
Dengan kandungan Molibdenum yang memberikan ketahanan extra terhadap korosi bahan kimia. Dengan kemampuan pengelasan yang sangat baik cocok untuk berbagai keperluan pengelasan stainless steel pada pabrik pengolahan bahan kimia.
Hasil las tanpa retak, slag lepas secara otomatis serta warna deposit yang bersih, sesuai untuk pembuatan tangki-tangki pengolahan makanan, minuman dan farmasi.
Dapat digunakan pada segala posisi dengan penetrasi sangat dalam. Sangat cocok
12 untuk perbaikan atau pengelasan semua benda dengan bahan stainless steel dengan ketahanan terhadap bahan kimia sangat baik.
3. Kondisi Pengelasan
a) Elektroda Untuk Besi Tuang
Elektroda yang dipakai untuk mengelas besi tuang adalah elektroda Baja, elektroda nikel, elektrode perunggu dan elektroda besi tuang (hima-tl.ppns.ac.id, 2015).
b) Elektroda Baja
Elektroda jenis ini bila dipakai untuk mengelas besi tuang akan menghasilkan deposit las yang kuat sehingga tidak dapat dikerjakan dengan mesin. Dengan demikian elektroda ini dipakai bila hasil las tidak dikerjakan lagi. Untuk mengelas besi tuang dengan elektroda baja dapat dipakai pesawat las AC atau DC kutub terbalik. (hima-tl.ppns.ac.id, 2015)
c) Elektroda Steinless steel
Elektroda jenis ini bila dipakai untuk mengelas Steinless steel menghasilkan deposit las yang kuat dan tahan terhadap korosi. (hima-tl.ppns.ac.id, 2015)
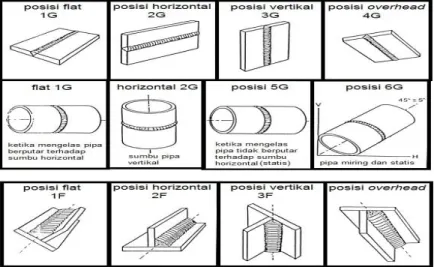
2.3.3.3 Posisi Welding
Posisi pengelasan adalah jenis atau posisi sambungan yang akan dilakukan pengelasan, posisi pengelasan ini dilakukan berdasarkan material atau produk yang akan dilas. (pengelasan.net, 2016)
1. Posisi Pengelasan untuk sambungan Groove a) 1 G (Posisi Pengelasan datar)
b) 2G (Posisi Pengelasan Horizontal) c) 3G (Posisi Pengelasan Vertikal)
d) 4G (Posisi Pengelasan di atas kepala atau Overhead) 2. Posisi pengelasan untuk sambungan Fillet
a) 1F (Posisi Pengelasan datar) b) 2F (Posisi Pengelasan Horizontal) c) 3F (Posisi Pengelasan Vertikal)
d) 4F (Posisi Pengelasan di atas kepala atau Overhead)
13 3. Posisi Pengelasan pada Pipa
a) 1F (Posisi Pengelasan datar pipanya dapat diputar) b) 2F (Posisi Pengelasan Horizontal pipa dapat diputar)
c) 5F (Posisi Pengelasan Vertikal namun pipa tidak dapat diputar, sehingga welder las yang berputar)
d) 6F (Posisi Pengelasan pipanya miring sekitar 45 derajat dan statis atau tidak dapat diputar)
Gambar 2.5 Posisi pengelasan (pengelasan.com, 2016)
2.3.4 Proses Roll
Roll adalah yaitu kegiatan membengkokkan plat dari bentuk datar menjadi lengkung dengan cara dijepit dan ditekan pada 3 batang poros roll besi sehingga membentuk lingkaran dengan jari-jari sesuai yang diinginkan. (cnzahid.com, 2015)
Gambar 2.6 Alat roll plat
14 2.3.5 Proses Drilling
Drilling adalah Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Sedangkan bor (boring) adalah proses meluaskan atau memperbesar lubang sesuai yang diinginkan.
(eliasebastian, 2014)
Gambar 2.7 Bor tangan (eliasebastian, 2014)
2.3.6 Proses Grinding
Proses Grinding adalah proses pengurangan partikel bahan dari bentuk kasar menjadi ukuran yang lebih halus agas terlihat lebih bagus. Prinsip kerja mesin Gerinda adalah Batu Gerinda berputar dan bersentuhan dengan benda kerja sehingga terjadi pengikisan, penajaman, pengasahan, pemolesan, maupun pemotongan pada benda kerja. (Robbyvaflor, 2016)
Gambar 2.8 Mesin gerinda tangan (Robbyvaflor, 2016)
2.3.7 Proses Assembly
Assembly adalah suatu proses perakitan komponen atau item akhir pada suatu titik yang terdiri dari sejumlah bagian yang kemudian disatukan untuk melakukan fungsi tertentu. (definisimenurutparaahli.com, tanpa tahun)
15 2.3.8 Proses Finishing
Proses Finishing adalah suatu proses yang dilakukan pada tahap akhir saat pembuatan produk. Kegiatan yang dilakukan pada saat finishing yaitu:
pendempulan, pengecatan, dan pengecekan produk sebelum diuji.
(cnzahid.com, 2015)
2.4 Proses Permesinan
Proses permesinan adalah proses pembuatan produk dengan pemotongan, penyayatan, dan menggunakan mesin perkakas. Adapun penggunaan mesin pada proses permesinan adalah penggunan mesin bubut, mesin scrap, mesin milling dan mesin bor tegak.(eliasebastian, 2014)
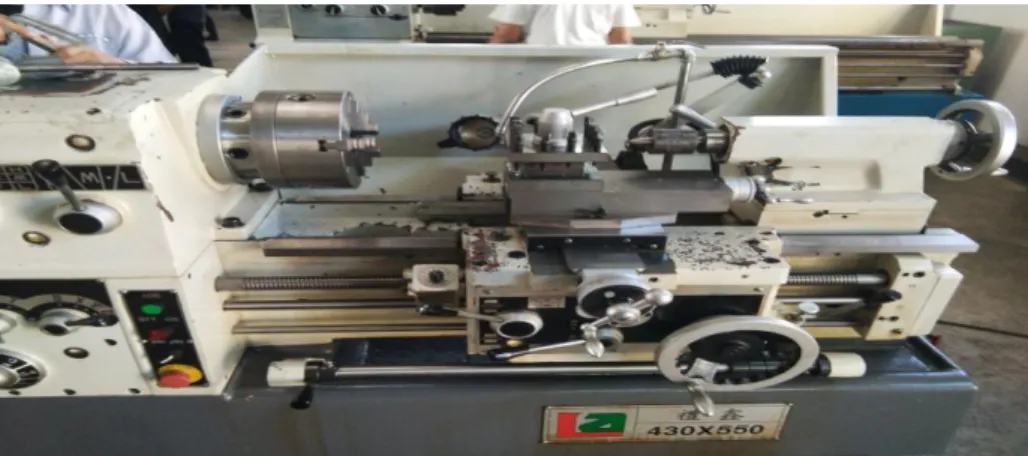
2.4.1 Mesin Bubut
Mesin bubut merupakan salah satu jenis mesin perkakas. Prinsip kerja pada proses turning atau lebih dikenal dengan proses bubut adalah proses penghilangan bagian dari benda kerja untuk memperoleh bentuk tertentu. Di sini benda kerja akan diputar/rotasi dengan kecepatan tertentu bersamaan dengan dilakukannya proses pemakanan oleh pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakan translasi dari pahat disebut gerak umpan (feeding).
(sukaotomotif.com, 2012)
Gambar 2.9 Mesin bubut
16 Gambar 2.10 Pahat bubut HSS
Rumus putaran mesin bubut yaitu: (teknikmesin.org, tampa tahun) 𝑛 =1000. Cs
π. d = ⋯ 𝑅𝑝𝑚 Keterangan:
d : diameter benda kerja (mm) Cs: kecepatan potong (meter/menit) Π : nilai konstanta = 3,14
n : putaran benda kerja (rpm) 1000 : perubahan dari mm ke meter
Tabel 2.1 Cutting speed (Cs)
No. Jenis bahan Carbide Drills
Meter / menit
Hss Drills Meter / menit 1 Aluminium dan
paduannya
200-300 80-150
2 Kuningan dan Bronze 200-300 80-150
3 Bronze liat 70-100 30-50
4 Besi tulang lunak 100-150 40-75
5 Besi tulang sedang 70-100 30-50
6 Tembaga 60-100 25-50
7 Besi tempa 80-90 30-45
8 Magnesium dan paduannya
250-400 100-200
17
9 Monel 40-50 15-25
10 Baja mesin 80-100 30-55
11 Baja lunak 60-70 25-35
12 Baja alat 50-70 20-30
13 Baja tempa 50-60 20-30
14 Baja dan paduannya 50-70 20-35
15 Stainless steel 60-70 25-35
(teknikmesin.org, tanpa tahun)
2.4.2 Mesin Milling
Mesin frais (milling machine) adalah mesin perkakas yang dalam proses kerja pemotongannya dengan menyayat atau memakan benda kerja menggunakan alat potong bermata banyak yang berputar. Pisau frais dipasang pada sumbu atau arbor mesin yang didukung dengan alat pendukung arbor. Pisau tersebut akan terus berputar apabila arbor mesin diputar oleh motor listrik, agar sesuai dengan kebutuhan, gerakan dan banyaknya putaran arbor dapat diatur oleh operator mesin milling.(muhammadsumaryono, 2013)
Gambar 2.11 Mesin milling (muhammadsumaryono, 2013)
18 Gambar 2.12 End mill HSS (muhammadsumaryono, 2013)
Rumus putaran mesin milling yaitu: (muhammadsumaryono, 2013) 𝑛 =Vc. 1000
π. d = ⋯ 𝑅𝑝𝑚 Keterangan:
d : diameter pisau atau endmil (mm) Vc: kecepatan potong (meter/menit) Π : nilai konstanta = 3,14
n : Putaran sumbu utama (Rpm) 1000 : perubahan dari mm ke meter
Tabel 2.2 nilai Vc atau kecepatan potong milling
No Bahan Benda kerja Vc (m/menit)
1 Kuningan, Perunggu keras 30 – 45
2 Besi tuang 14 – 21
3 Baja >70 10 – 14
4 Baja 50-70 14 – 21
5 Baja 34-50 20 – 30
6 Tembaga, Perunggu lunak 40 – 70
7 Allumunium murni 300 – 500
8 plastik 40 - 60
(muhammadsumaryono, 2013)
19 2.4.3 Mesin Scrap
Mesin Skrap atau biasa juga dituliskan sebagai sekrap (Shaping Machine) merupakan jenis mesin perkakas yang memiliki gerak utama yakni bolak – balik secara horizontal. Fungsi utama mesin ini adalah unttuk merubah bentuk serta ukuran benda kerja seperti apa yang diinginkan. Mesin Sekrap ini bisa melakukan berbagai fungsi seperti meratakan sebuah bidang datar, tegak maupun bidang miring. Mesin ini juga bisa membuat bidang yang bersudut atau bertingkat. Selain itu, Shaping Machine ini juga bisa membuat alur pasak, alur ekor burung bahkan alur V.(fariedpradhana, 2012)
Gambar 2.13 Mesin scrap horizontal
Panjang langkah meliputi panjang benda kerja (l), panjang langkah awal (la) dan panjang langkah akhir (lu). Untuk menghindari waktu yang tak berguna (la dan lu) benda kerja tidak boleh terlalu panjang.(fariedpradhana, 2012)
2.4.4 Mesin bor tegak (Vercikal Drilling Machine)
Mesin bor tegak berfungsi untuk mengerjakan benda kerja dengan ukuran yang lebih besar, dimana proses pemakanan dari mata bor dapat dikendalikan secara otomatis naik turun. Pada proses pengeboran, poros utamanya digerakkan naik turun sesuai kebutuhan. Meja dapat diputar 360 derajat, mejanya diikat bersama sumbu berulir pada batang mesin, sehingga mejanya dapat digerakkan naik turun dengan menggerakkan engkol.(muhammadsumaryono, 2013)
20 Gambar 2.14 Mesin bor tegak (muhammadsumaryono, 2013)
Gambar 2.15 Mata bor (muhammadsumaryono, 2013)
Rumus putaran mesin milling yaitu: (suryaputra, 2011) 𝑛 =Vc. 1000
π. d = ⋯ 𝑅𝑝𝑚 Keterangan:
d : diameter mata bor (mm)
Vc: kecepatan potong (meter/menit) Π : nilai konstanta = 3,14
n : Putaran sumbu utama (Rpm) 1000 : perubahan dari mm ke meter
21 Tabel 2.3 nilai Vc atau kecepatan potong bor
No Bahan Benda kerja Vc (m/menit)
1 Kuningan, Perunggu keras 30 – 45
2 Besi tuang 14 – 21
3 Baja >70 10 – 14
4 Baja 50-70 14 – 21
5 Baja 34-50 20 – 30
6 Tembaga, Perunggu lunak 40 – 70
7 Allumunium murni 300 – 500
8 plastik 40 - 60
(suryaputra, 2011)
2.5 Thacometer
Alat Thacometer adalah sebuah alat yang digunakan untuk pengujian yang dirancang untuk mengukur kecepatan rotasi dari sebuah objek, seperti mengukur dalam sebuah motor listrik yang diukur adalah rotasi per menit (RPM).
(Enny, 2017)
Gambar 2.16 Thacometer