TINJAUAN PUSTAKA
3.1 PEMELIHARAAN (MAINTANANCE) 3.1.1 Definisi Pemeliharaan
Secara umum pengertian (maintenance) kombinasi dari berbagai kegiatan yang dilakukan untuk memelihara dan menjaga fasilitas Produksi termasuk mesin dan alat-alat produksi di pabrik lainnya atau untuk memperbaikinya sampai pada suatu kondisi yang dapat diterima dan siap pakai.
3.1.2 Tujuan Pemeliharaan
Pemeliharaan dirasakan sangat amat besar pengaruhnya terhadap kelancaran produksi disuatu perusahaan. Tujuan dilakukannya pemeliharaan, antara lain:
1. Memperpanjang usia pakaiasset. Hal ini penting, karena mengurangi pengeluaran untuk pergantian yang baru.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut 4. Menjamin keselamatan orang yang menggunakan sarana tersebut.
Menghemat waktu biaya dan material karena peralatan terhindar dari kerusakan besar. Kerugian baik material maupun personel akibat kerusakan dapat dihindari karena terjadinya kerusakan atau timbulnya kerusakan tambahan dapat dicegah.
Kegiatan pemeliharaan dibagi dalam tiga bentuk, yaitu:
1. Pemeliharaan tidak terencana (Unscheduled Maintenance) 2. Pemeliharaan yang direncanakan (Scheduled Maintenance) 3. Pemeliharaan Mandiri (Autonomous Maintenance)
A. Pemeliharaan tidak terencana (Unscheduled Maintenance)
Pemeliharaan tak rencana adalah jenis pemeliharaan yang dilakukan secara tiba-tiba karena suatu alat atau peralatan akan segera digunakan. Seringkali terjadi bahwa peralatan baru digunakan sampai rusak tanpa ada perawatan yang berarti, baru kemudian dilakukan perbaikan apabila aka digunakan. Dalam manajemen sistem pemeliharaan, cara tersebut dikenal dengan pemeliharaan tak terencana atau darurat (emergency maintenance).
Pada umumnya metode yang digunakan dalam penerapan pemeliharaan adalah metode darurat dan tak terencana. Metode tersebut membiarkan kerusakan alat yang terjadi tanpa atau dengan sengaja sehingga untuk menggunakan kembali peralatan tersebut harus dilakukan perbaikan atau reparasi. Pemeliharaan tak terencana jelas akan mengganggu proses produksi dan biasanya biaya yang dikeluarkan untuk perbaikan jauh lebih banyak dibanding dengan pemeliharaan rutin.
Keuntungan pemeliharaan jenis ini hanya satu yaitu mudah dilaksanakan dan tidak perlu melakukan perencanaan pemeliharaan.
Kelemahan:
Karena tidak bisa diketahui kapan akan terjadi breakdown, maka jika waktu breakdown adalah pada saat-saat periode produksi maksimal, maka akan mengakibatkan tidak tercapainya target produksi pada periode ini.
Jika suku cadang untuk perbaikan ternyata sukar untuk dipenuhi berati dibutuhkan waktu tambahan untuk membeli atau memperoleh dengan cara lain suku cadang tersebut.
Pemeliharan yang direncanakan adalah proses pemeliharaan yang diatur dan diorganisasikan untuk mengantisipasi perubahan yang terjadi terhadap peralatan diwaktu yang akan datang. Dalam pemeliharaan terencana terdapat unsur pengendalian dan unsur pencacatan sesuai dengan rencana yang telah ditentukan sebelumnya. Pemeliharaan terencana merupakan bagian dari sistem manajemen pemeliharaan yang terdiri atas pemeliharaan preventif, pemeliharaan prediktif, dan pemeliharaan korektif.
Pemeliharaan yang dierencana terdiri dari Pemeliharaan Pencegahan (Preventive Maintenance), Pemeliharaan Korektif (Corrective Maintenance) dan Predictive Maintenance.
Preventive Maintenance
Preventive maintenance adalah pekerjaan perawatan yang bertujuan untuk mencegah terjadinya kerusakan, atau cara perawatan yang direncanakan untuk pencegahan (preventif). Ruang lingkup pekerjaan preventif termasuk: membersihkan, inspeksi, dan perbaikan berjalan sehingga peralatan atau mesin-mesin selama beroperasi terhindar dari kerusakan.
Preventive maintenance merupakan perawatan yang dilakukan secara terjadwal umumjnya secara periodik.Preventive Maintenance bertujuan untuk mencegah kerusakan mesin yang sifatnya mendadak, meningkatkan reabilitydan dapat mengurangi downtime.
Corrective Maintenance
Perawatan yang dilakukan untuk memperbaiki dan meningkatkan kondisi fasilitas atau peralatan sehingga mencapai standar yang dapat diterima.Dalam perbaikan dapat dilakukan peningkatan-peningkatan sedemikian rupa, seperti melakukan perubahan atau modifikasi rancangan agar peralatan menjadi lebih baik.
Kerusakan (Breakdown) termasuk dalam perawatan korektif.Pekerjaan perawatan dilakukan setelah terjadi kerusakan pada peralatan, dan untuk memperbaikinya harus disiapkan suku cadang, material, alat dan tenaga kerjanya. Breakdown maintenance yang didalamnya sudah termasuk minor overhaul (semi overhaul) dan mayor overhaul (general overhaul).
Predictive Maintenance
Perawatan prediktif ini dilakukan untuk mengetahui terjadinya perubahan ataukelainan dalam kondisi fisik maupun fungsi dari sistem peralatan. Biasanyaperawatan prediktif dilakukan dengan bantuan panca indra atau alat-alat monitoryang canggih.
C. Pemeliharaan Mandiri (Autonomous Maintenance)
Autonomous Maintenance atau pemeliharaan mandiri merupakan suatu kegiatan untuk dapat meningkatkan produktivitasdan efisiensi mesin/peralatan melalui kegiatan-kegiatan yang dilaksanakan oleh operator untuk memelihara mesin/peralatan yang mereka tangani sendiri.
Prinsip-prinsip yang terdapat pada 5S, merupakan prinsip yang mendasari kegiatan autonomous maintenance, yaitu:
1. Seiri (clearing up): Menyingkirkan benda-benda yang tidak diperlukan. 2. Seiton (organazing): Menempatkan benda-benda yang diperlukan dengan
rapi.
3. Seiso (cleaning): Membersikan peralatan dan tempat kerja.
4. Seikatsu (standarizing): Membuat standar kebersihan, pelumasan dan inspeksi.
5. Shitsuke (training and discipline): Meningkatkan skill dan moral.
Autonomous maintenance diimplementasikan melalui 7 langkah yang akan membangun keahlian yang dibutuhkan operator agar mereka mengetahui tindakan apa yang harus dilakukan.
Tujuh langkah kegiatan yang terdapat dalam autonomous maintenance adalah: 1. Membersihkan dan memeriksa (clean and inspect).
2. Membuat standar pembersihan dan pelumasan.
3. Menghilangkan sumber masalah dan area yang tidak terjangkau (eliminete problem and anaccesible area).
4. Melaksanakan pemeliharaan mandiri (conduct autonomous maintenance). 5. Melaksanakan pemeliharaan menyeluruh (conduct general inspection). 6. Pemeliharaan mandiri secara penuh (fully autonomous maintenance). 7. Pengorganisasian dan kerapian (organization and tidines).
3.3 KESELAMATAN DAN KESEHATAN KERJA (K3) 3.3.1 Definisi Keselamatan dan Kesehatan Kerja (K3)
K3 adalah singkatan dari Keselamatan dan Kesehatan Kerja yang dalam bahasa Inggris disebut sebagai Occupational Health and Safety, disingkat OHS. K3 atau OHS adalah kondisi yang harus diwujudkan di tempat kerja dengan segala daya upaya berdasarkan ilmu pengetahuan dan pemikiran mendalam guna melindungi tenaga kerja, manusia serta karya dan budayanya melalui penerapan teknologi pencegahan kecelakaan yang dilaksanakan secara konsisten sesuai dengan peraturan perundangan dan standar yang berlaku.
K3 menurut filosofi adalah upaya untuk menjamin keutuhan dan kesempurnaan baik jasmani maupun rohani tenaga kerja pada khususnya dan manusia pada umumnya, hasil karya dan budayanya menuju masyarakat makmur dan sejahtera.K3 secara praktis diartikan sebagai upaya perlindungan agar tenaga kerja selalu dalam keadaan selamat dan sehat selama melakukan pekerjaan ditempat kerja termasuk orang lain yang memasuki tempat kerja maupun proses produk dapat secara aman dan efisien dalam produksinya
Dari segi keilmuan, K3 berarti suatu ilmu pengetahuan dan penerapannya dalam usaha mencegah kemungkinan terjadinya kecelakaan penyakit akibat kerja.
3.3.2 Jenis Kecelakaan Kerja
Adapun jenis kecelakaan yang terjadi di tempat pekerjaan meliputi: - Terjatuh
- Tertimpa benda - Tertumbuk - Terjepit
- Gerakan melebihi kemampuan - Pengaruh suhu
- Terkena arus listrik
- Terkena bahan-bahan berbahaya/radiasi 3.3.3 Penyebab Kecelakaan Kerja
kecelakaan yang menimbulkan cedera terdapat lima faktor yang secara berurutan digambarkan sebagai lima domino yang berdiri sejajar, yaitu : kebiasaan, kesalahan seseorang, perbuatan dan kondisi tak aman (hazard), kecelakaan serta cedera. Heinrinch mengemukakan untuk mencegah terjadinya kecelakaan, kuncinya adalah dengan memutuskan rangkaian sebab-akibat. Misalnya, dengan membuang hazardsatu domino diantaranya (Hudori,2003).
Ada beberapa sebab yang memungkinkan terjadinya kecelakaan dan gangguan kesehatan pegawai diantaranya yaitu:
1. Keadaan Tempat Lingkungan Kerja
Penyusunan dan penyimpanan barang-barang yang berbahaya yang kurang diperhitungkan keamanannya.
Ruang kerja yang terlalu padat dan sesak. kotoran dan limbah yang tidak pada tempatnya. 2. Pengaturan Udara
Pergantian udara di ruang kerja yang tidak baik. Suhu udara yang tidak dikondisikan pengaturannya.
3. Pengaturan Penerangan
Pengaturan dan penggunaan sumber cahaya yang tidak tepat. Ruang kerja yang kurang cahaya.
4. Pemakaian Peralatan Kerja
Pengaman peralatan kerja yang sudah usang atau rusak.
Penggunaan mesin dan alat elektronik tanpa pengaman yang baik. 5. Kondisi Fisik dan Mental Pegawai
Kerusakan alat indera dan stamina pegawai yang tidak stabil.
Emosi pegawai yang tidak stabil, kepribadian pegawai yang rapuh, cara berpikir dan kemampuan persepsi yang lemah, motivasi kerja rendah, sikap pegawai yang ceroboh dan kurang pengetahuan dalam penggunaan fasilitas kerja terutama fasilitas kerja yang membawa resiko bahaya.
3.3.4 Pencegahan Kecelakaan Kerja
Terjadinya kecelakaan kerja merupakan suatu bentuk kerugian baik bagi korban kecelakaan kerja maupun perusahaan/organisasi. Upaya pencegahan kecelakaan kerja diperlukan untuk menghindari kerugian-kerugian yang timbul serta untuk meningkatkan kinerja keselamatan kerja di tempat kerja. Maka dapat dirancang upaya mencegah kecelakaan kerja di tempat kerja, antara lain:
Upaya pencegahan kecelakaan kerja melalui pembinaan dan pengawasan: - Pelatihan dan pendidikan K3 terhadap tenaga kerja.
- Konseling dan konsultasi mengenai penerapan K3 bersama tenaga kerja. Upaya pencegahan kecelakaan kerja melalui pengendalian bahaya di tempat
kerja:
- Pemantauan dan pengendalian kondisi tidak aman di tempat kerja. - Pemantauan dan pengendalian tindakan tidak aman di tempat kerja. - Pengembangan sumber daya ataupun teknologi yang berkaitan dengan
Upaya pencegahan kecelakaan kerja melalui sistem manajemen: - Prosedur dan aturan K3 di tempat kerja.
- Penyediaan sarana dan prasarana K3 dan pendukungnya di tempat kerja. - Penghargaan dan sanksi terhadap penerapan K3 di tempat kerja kepada
tenaga kerja.
3.4 TUJUAN KESELAMATAN DAN KESEHATAN KERJA (K3) Adapun tujuan dari keselamatan kerja adalah:
- Melindungi keselamatan pekerja dalam melakukan pekerjaannya untuk kesejahteraan hidup dan meningkatkan produktifitas.
- Menjamin keselamatan setiap orang lain yang berada ditempat kerja. - Seumber produksi terpelihara dan dipergunakan secara aman dan efisien. 3.5 ALAT PELINDUNG DIRI (APD)
Alat Pelindung Diri (APD) atau Personal Protective Equipment adalah alat-alat atau perlengkapan yang wajib digunakan untuk melindungi dan menjaga keselamatan pekerja saat melakukan pekerjaan yang memiliki potensi bahaya atau resiko kecelakaan kerja. Alat-alat Pelindung Diri (APD) yang digunakan harus sesuai dengan potensi bahaya dan resiko pekerjaannya sehingga efektif melindungi pekerja sebagai penggunanya.
3.5.1 Pemeliharaan dan Penyimpanan APD
Pemeliharaan APD dapat dilakukan dengan cara:
- Penjemuran di panas matahari untuk menghilangkan bau dan mencegah tumbuhnya jamur dan bakteri.
- Pencucian dengan air sabun untuk pelindung diri seperti helm, kacamata, earplugyang terbuat dari karet, sarung tangan kain/kulit/karet dan lain-lain.
beberapa kali.
Penyimpanan APD dapat dilakukan dengan cara:
- Tempat penyimpanan yang bebas dari dekotoran, dan tidak terlalu lembab, serta terhindar dari gigitan binatang.
- Penyimpanan harus diatur sedemikian rupa sehingga mudah diambil dan dijangkau oleh pekerja dan diupayakan disimpan di lemari khusus APD (Tarwaka, 2008).
3.5.2 Macam-Macam Alat Pelindung Diri (APD)
PT. Indonesia Toray Synthetics menyediakan alat pelindung diri kepada setiap karyawan, guna mencegah/mengurangi dampak jika terjadi nya kecelakaan yang tidak diinginkan. Adapun alat pelindung diri di PT. Indonesia Toray Synthetics yaitu.
Alat Pelindung Kepala
Tujuan pemakaian alat pelindung kepala adalah untuk melindungi kepala dari bahaya terbentur dengan benda tajam atau benda keras, baik yang sifatnya jatuh, melayang atau meluncur termasuk melindungi diri dari panas radiasi bahan-bahan kimia korosif. Contoh alat peindung kepala adalah safety helmet, topi plastik, topi plastik berlapis asbes, topi alumunium, dan topi logam.
Gambar 3.1 Alat pelindung kepala (Sumber:Rayatekindo, 2014)
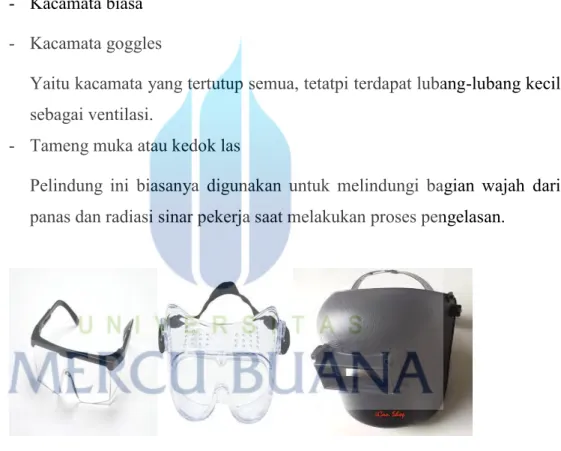
Alat Pelindung Mata (Eye Protector)
Fungsi alat pelindung mata dan muka adalah alat pelindung yang berfungsi untuk melindungi mata dan muka dari paparan bahan kimia berbahaya, paparan partikel-partikel yang melayang di udara dan di badan air. Percikan benda-benda kecil panas atau uap panas radiasi gelombang elektromagnetik yang mengion maupun yang tidak mengion, pancaran cahaya. alat pelindung diri terdiri dari 3 macam, yaitu:
- Kacamata biasa - Kacamata goggles
Yaitu kacamata yang tertutup semua, tetatpi terdapat lubang-lubang kecil sebagai ventilasi.
- Tameng muka atau kedok las
Pelindung ini biasanya digunakan untuk melindungi bagian wajah dari panas dan radiasi sinar pekerja saat melakukan proses pengelasan.
Gambar 3.2 Alat pelindung mata (Sumber:project media, 2015) Alat Pelindung Telinga (Hearing Protection)
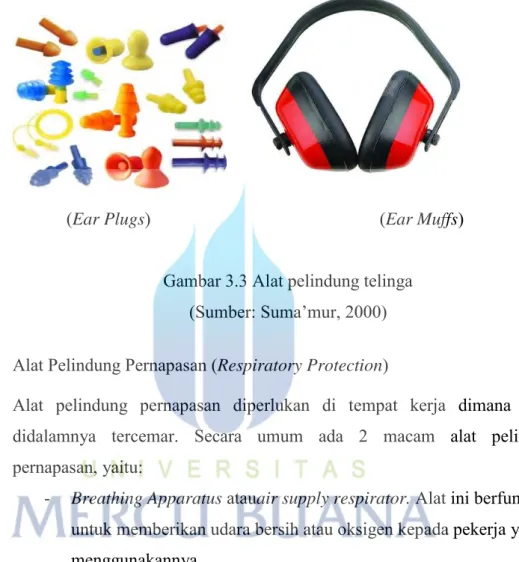
Alat pelindung telinga bekerja sebagai penghalang antara bising dan telinga dalam.. Alat pelindung telinga terdiri dari 2 macam, yaitu:
- Tutup telinga (Ear Muffs) mempunyai daya atenuasi suara sebesar 10-15 dB lebih besar dari sumbat telinga.
25-30 dB.
(Ear Plugs) (Ear Muffs)
Gambar 3.3 Alat pelindung telinga (Sumber: Suma’mur, 2000) Alat Pelindung Pernapasan (Respiratory Protection)
Alat pelindung pernapasan diperlukan di tempat kerja dimana udara didalamnya tercemar. Secara umum ada 2 macam alat pelindung pernapasan, yaitu:
- Breathing Apparatus atauair supply respirator. Alat ini berfungsi untuk memberikan udara bersih atau oksigen kepada pekerja yang menggunakannya.
- Respiratory atau purifying. Alat ini berfungsi untuk membersihkan udara yang akan dihirup oleh pekerja. Alat ini digunakan untuk melindungi pekerja dari bahaya pernapasan debu, kabut, asap, gas dan uap.
Gambar 3.4 Alat pelindung pernapasan (Sumber:AJBS home centre, 2015)
Alat pelindung tangan dan jari-jari (Hand Gloves)
Alat pelindung tangan ini paling banyak digunakan, karena kecelakaan yang paling banyak terjadi pada tangan dari keseluruhan kecelakaan yang ada. Menurut bentuknya, sarung tangan dapat dibedakan menjadi:
- Sarung tangan biasa (Gloves).
- Sarung tangan yang dilapisi dengan plat logam (Grantlet) yang digunakan di lengan.
- Sarung tangan untuk proses pengelasan. -
Gambar 3.5 Alat pelindung tangan dan jari-jari (Sumber:Winuekos, 2014)
Alat Pelindung Kaki (Foot Cover)
Sepatu pengaman harus dapat melindungi tenaga kerja terhadap kecelakaan-kecelakaan yang disebabkan oleh beban berat yang menimpa kaki, paku-paku atau benda tajam lain yang mungkin terinjak, logam pijar, larutan asam dan sebagainya.Biasanya sepatu kulit yang buatannya kuat dan baik cukup memberikan perlindungan,tetapi terhadap kemungkinan tertimpa benda-benda berat masih perlu sepatu dengan ujung berttutup baja dan lapisan baja didalam solnya. Lapisan baja dalam sol sepatu perlu untuk melindungi pekerja dari tusukan benda runcing khususnya pada pekerjaan bangunan.
Gambar 3.6 Alat pelindung kaki (Sumber: Wijanarko, 2015)
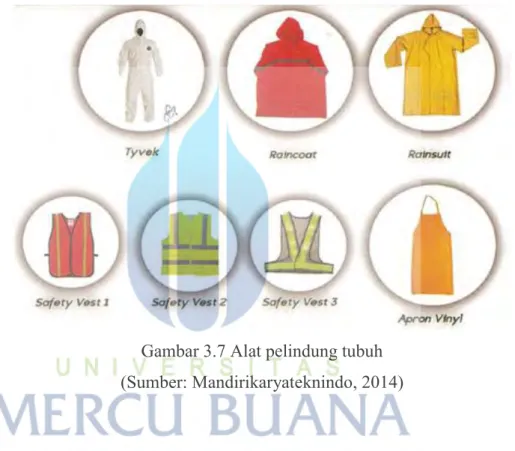
Alat Pelindung Tubuh
Alat pelindung tubuh berupa pakaian dapat berbentuk apron yaitu pakaian pelindung tubuh yang menutupi sebagian tubuh mulai dari dada sampai lutut dan berbentuk overalls yaitu pakaian pelindung tubuh yang menutupi seluruh bagian tubuh.
Gambar 3.7 Alat pelindung tubuh (Sumber: Mandirikaryateknindo, 2014)
3.5 MESIN EXTRUDER
3.5.1 Pengertian Mesin Extruder
Mesin extruder merupakan sebuah mesin yang dibuat khusus upada mesin ntuk mencetak berbagai macam bentuk kebutuhan manusia, secara global, cara kerja dari mesin extruder ini hampir sama dengan mesin injection molding, pada mesin extruder dalam mencetak biasanya akan berkesinambungan dan hasilnya akan di potong oleh pisau, pada mesin extruder cetakannya menempel pada tabung yang didalamnya berisi Screw nya.
Gambar 3.8 Mesin extruder (Sumber: Toray, 2016) 3.5.2 Komponen pada Mesin Extruder
Pada sebuah mesin extruder terdapat beberapa komponen yang yang memeiliki fungsi dan saling berkesinambungan satu sama lain, beberapa komponen itu antara lain:
1. Hoper
Hoper adalah sebuah komponen dari mesin extruder dimana fungsi dari hoper ini adalah untuk memasukkan biji plastic atau bahan baku apa saja. Biasanya hoper ini terbuat dari plat besi baja, mild stell.
motor penggerak adalah untuk memuutar screw agar biji plastic bias terdorong menuju kea rah cetakan.
3. Gear box
fungsinya untuk mengubah putaran tinggi yang dihasilkan oleh motor listrik/ mesin diesel menjadi putaran lambat namun lebih kuat. untuk gearbox sendiri ada berbagai maca type, untuk masing-masing type bisa dibedakan dengan ukurannya seperti misalnya type -60 lebih kecil daripada gearbox yang berukuran type-80.
4. Cetakan/dies
Fungsinya untuk mencetak bahan baku menjadi barang yang kita inginkan, bisa berupa pipa paralon atau berbagai macam kebutuhan manusia lainnya. cetakan ini biasanya menyatu dengan tabung.
3.6 SCREW EXTRUDER
Screw adalah jantungnya extruder, Screw mengalirkan polimer yang telah meleleh ke kepala die setelah mengalami proses pencampuran dan homogenisasi pada lelehan polimer tersebut
3.6.1 Jenis-jenis Screw 1. Screw PVC
Karena diketahui PVC adalah material yang tidak stabil dalam keadaan panas, maka untuk proses ini memerlukan screw dengan kedalaman chanel yang lebih, sedikit bahkan tidak ada zona metering sama sekali, bahan dilapisi dengan hard chrom, ujung screw berbentuk kerucut menhindari material tertahan. Diameter scrw bervariasi antara 30mm s/d 140mm. L/D rasio berfariasi antara 18 - 22 untuk singgle screw dan 16 - 18 untuk double/twin screw. Compresion rasio bervariasi antra 1.5 -2.2 : 1 baik untuk screw singgle maupun twin. Venting(lubang) pada extruder di pakai untuk menghilangkan uap/gas.
dangkal, compressi tiba-tiba dan zona matering yang lebih panjang. L/D rasio bervariasi 24:1 s/d 33:1, diameter screw 20mm s/d 250mm, compresi rasio 2.5 s/d 3.1
3. Type screw barrier (2 ulir)
Pada kasus-kasus tertentu atau permintaan design khusus, screw tidak dapat menyelesaikan proses leleh secara sempurna. Jadi dalam kasus tertentu extruser berisi material plastik yang belum leleh, ini dapat di cegah dengan membuat screw ulir kedua (barrier) pada kanal.Barier ini dapat memotong dan memaksa hanya plastik yang leleh bisa lewat. Jadi design barrier ini memastikan lelehan plastis komplit /selesai pada extruder.