i
OPTIMALISASI “CLEANING IN PLACE” MESIN
PRODUKSI SUSU KENTAL MANIS DI PT.
FRISIAN FLAG INDONESIA
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Nidia Cahyaning Hapsari NIM : 14.I1.0191
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
HALAMAN PENGESAHAN
OPTIMALISASI “CLEANING IN PLACE” MESIN PRODUKSI
SUSU KENTAL MANIS DI PT. FRISIAN FLAG INDONESIA DI PT.
FRISIAN FLAG INDONESIA
Oleh :
NIDIA CAHYANING HAPSARI NIM : 14.I1.0191
PROGRAM STUDI : TEKNOLOGI PANGAN
Laporan Kerja Praktek ini telah disetujui dan dipertahankan di hadapan sidang penguji pada 6 Desember 2016
Semarang, 6 Desember 2016 Fakultas Teknologi Pertanian Program Studi Teknologi Pangan Universitas Soegijapranata Semarang
Pembimbing Lapangan, Dekan Fakultas Teknologi Pertanian,
Rasimin Dr. V. Kristina Ananingsih, S.T, M.Sc.
Pembimbing Akademik,
ii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa, yang telah melimpahkan rahmat, karunia, dan penyertaan-Nya sehingga penulis dapat menyelesaikan Laporan Kerja Praktek yang berjudul “OPTIMALISASI “CLEANING
IN PLACE” MESIN PRODUKSI SUSU KENTAL MANIS DI PT. FRISIAN FLAG
INDONESIA”. Penulisan laporan Kerja Praktek ini menjadi salah satu syarat guna memperoleh gelar Sarjana Teknologi Pangan di Universitas Katolik Soegijapranata, Semarang.
Hingga saat ini, banyak pengetahuan, keterampilan, serta pengalaman yang penulis dapatkan selama kerja praktek sampai dengan penulisan laporan kerja praktek ini. Penulis mengucapkan terimakasih atas segala pengalaman dan pengetahuan yang telah diajarkan kepada penulis yang sangat bermanfaat. Oleh karena itu pada kesempatan ini penulis akan menyampaikan rasa hormat dan terima kasih kepada semua pihak yang turut serta membantu, khususnya kepada:
1. Tuhan Yesus Kristus, atas berkat dan penyertaan-Nya yang senantiasa diberikan kepada penulis.
2. Ibu Dr. V. Kristina Ananingsih, S.T, M.Sc. selaku Dekan Fakultas Teknologi Pertanian, Program Studi Teknologi Pangan Universitas Katolik Soegijapranata Semarang.
3. Ibu Dr. Ir. Bernadeta Soedarini, M.P selaku dosen pembimbing akademik yang telah menyediakan waktu untuk memberikan bimbingan dan arahan kepada penulis. 4. Bapak Albertus Adrian Sutanto, S.T., M.T., M.Sc selaku Koordinator Kerja Praktek
yang telah membantu merencanakan dan melaksanakan kerja praktek.
5. Ibu Irine dan Saudara Adjusta Tuwuh P. yang telah memberikan informasi mengenai kerja praktek dan membantu penulis melakukan kerja praktek di PT. Frisian Flag Indonesia.
6. Bapak Rasimin selaku pembimbing lapangan divisi SCM Processing yang telah memberi bimbingan selama penulis melakukan Kerja Praktek di PT. Frisian Flag Indonesia.
iii
7. Bapak Kristiadi Nugroho selaku manager processing yang telah memberi bimbingan dan arahan selama kerja praktek.
8. Bapak Amin, Bapak Heri Subawa dan Bapak Sandi Arianto selaku Supervisor shift di SCM processing yang telah memberi bimbingan dan pengetahuan baru selama kerja praktek.
9. Seluruh laboran di Quality Control PT. Frisian Flag Indonesia plant Ciracas yang telah memberi pengetahuan, dukungan, serta bantuan selama kerja praktek.
10. Kedua orangtua dan kakak yang telah memberikan dukungan moril dan materiil pada penulis selama kerja praktek dan penulisan laporan kerja praktek.
11. Maria Puspita Ayu Widianti yang telah bersama-sama dengan penulis melakukan kerja praktek di PT. Frisian Flag Indonesia.
12. Agriwati, Petra Adventia, Pingkan, Eunike, Nadia Ajeng, Jessica Ira serta Theresa Larasati yang telah memberikan dukungan dan juga semangat selama penulis melakukan kerja praktek dan penyelesaian laporan ini
13. Staff Tata Usaha Fakultas Teknologi Pertanian yang telah mengenai administrasi dan berkas-berkas untuk kerja praktek.
14. Seluruh staff, karyawan, foreman, operator, dan security PT. Frisian Flag Indonesia
Plant Ciracas yang telah memberi informasi dan bantuan selama kerja praktek.
15. Semua pihak yang telah memberi dukungan, saran maupun kritik yang sangat membantu selama penulis melakukan kerja praktek hingga proses penyusunan laporan ini yang tidak dapat disebutkan satu per satu.
Penulis menyadari bahwa penulisan laporan kerja praktek ini masih ada kekurangan dalam segi penyusunan kalimat maupun tata bahasa yang penulis gunakan. Oleh sebab itu, penulis menerima saran dan kritik dari pembaca supaya penulis dapat memperbaiki diri menjadi lebih baik. Akhir kata, penulis berharap semoga laporan kerja praktek ini bermanfaat bagi berbagai pihak yang membutuhkan dan memberikan sedikit pengetahuan bagi para pembaca.
Semarang, Desember 2016
iv DAFTAR ISI HALAMAN PENGESAHAN ... i KATA PENGANTAR ... ii DAFTAR ISI ... iv DAFTAR GAMBAR ... v DAFTAR GRAFIK ... vi 1. PENDAHULUAN 1.1. Latar Belakang ... 1 1.2. Tujuan ... 2
1.3. Waktu dan Tempat Pelaksanaan ... 2
1.4. Metode Kerja Praktek ... 2
2. PROFIL PERUSAHAAN 2.1. Sejarah Perusahaan... 3
2.2. Struktur organisasi ... 4
2.3. Produk yang Dihasilkan ... 5
2.4. Sistem Pemasaran... 6
3. PROSES PRODUKSI SUSU KENTAL MANIS KEMASAN KALENG 3.1. Bahan Baku ... 7
3.2. Proses Produksi ... 10
3.3. OPTIMALISASI “CLEANING IN PLACE” MESIN PRODUKSI SUSU KENTAL MANIS DI PT. FRISIAN FLAG INDONESIA 3.4. Latar belakang ... 13
3.5. Tujuan ... 14
3.6. Metode... 14
3.7. Hasil Projek ... 16
4. PEMBAHASAN... 17
5. KESIMPULAN DAN SARAN 5.1. Kesimpulan ... 22
5.2. Saran ... 23
v
DAFTAR GAMBAR
Gambar 1. Logo PT. Frisian Flag Indonesia ... 3
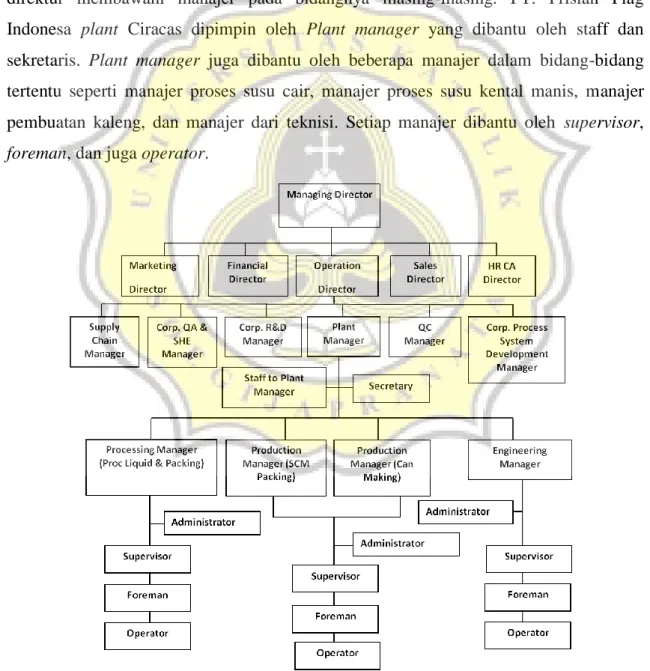
Gambar 2. Struktur Organisasi PT. Frisian Flag Indonesia ... 4
Gambar 3. Produk-produk PT. Frisian Flag Indonesia ... 6
Gambar 4. Proses produksi susu kental manis di PT. Frisian Flag Indonesia ... 9
vi
DAFTAR GRAFIK
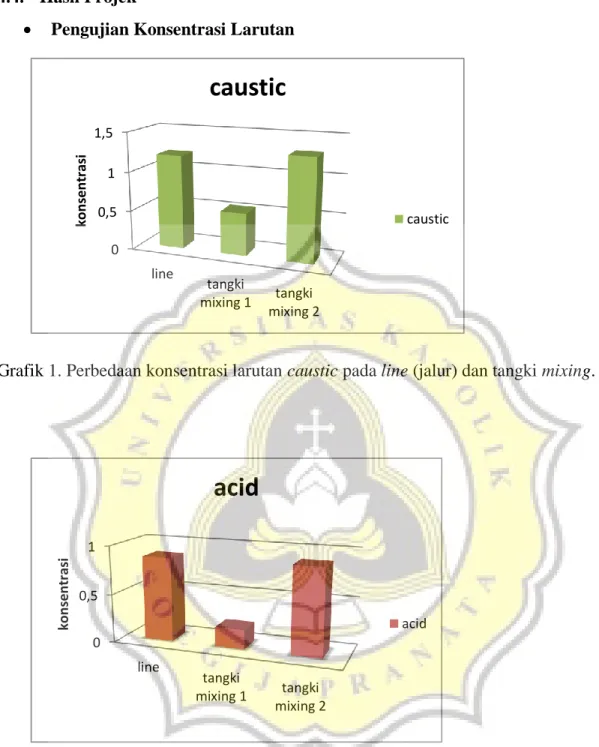
Grafik 1. Perbedaan konsentrasi larutan caustic pada line (jalur) dan tangki mixing ... 15 Grafik 2. Perbedaan konsentrasi larutan acid pada line (jalur) dan tangki mixing. ... 16
1 1. PENDAHULUAN
1.1. Latar Belakang
Dewasa ini, isu mengenai kasus keamanan pangan masih menjamur di masyarakat. Ketidaktahuan masyarakat mengenai resiko keamanan pangan menjadi salah satu faktor pemicu terjadinya keracunan makanan. Konsumsi produk makanan dengan kualitas rendah dan tingkat kebersihan yang kurang pun dapat berakibat pada resiko keamanan pangan. Maka dari itu, dibutuhkan produk makanan yang berkualitas dan bernutrisi serta pada proses pembuatannya memerhatikan kebersihan dan higienitasnya.
PT. Frisian Flag Indonesia merupakan salah satu perusahaan besar yang bergerak di bidang pengolahan susu. Produk yang dihasilkan adalah susu kental manis, susu siap minum, dan susu bubuk dengan berbagai varian rasa. Proses produksi susu di PT. Frisian Flag Indonesia menggunakan teknologi yang canggih dan modern, serta menggunakan bahan baku yang berkualitas. PT. Frisian Flag Indonesia memiliki sertifikat standar ISO 22000 mengenai standar keamanan pangan global sehingga produk-produk yang dihasilkan aman untuk dikonsumsi. Selain itu, PT. Frisian Flag Indonesia juga memiliki kepedulian terhadap masyarakat untuk mengedukasi tentang pentingnya keamanan pangan. Maka dari itu, kami sebagai mahasiswa Teknologi Pangan memilih PT. Frisian Flag Indonesia menjadi tempat Kerja Praktek supaya mendapat pelajaran yang berharga untuk mengembangkan diri menjadi lebih baik dan bermanfaat bagi lingkungan sekitar. Kami juga berharap, kegiatan Kerja Praktek ini menjadi sarana untuk membuka wawasan tentang dunia pekerjaan.
PT. Frisian Flag Indonesia sudah beroperasi selama lebih dari 90 tahun, sehingga pabrik tersebut sangat berpengalaman di bidang produksi susu. Pada kegiatan produksi olahan susu, PT. Frisian Flag Indonesia sangat memerhatikan kebersihan dan keamanan produk sehingga kualitas produk terjamin. PT. Frisian Flag Indonesia plant Ciracas berfokus pada produksi produk olahan susu kental manis dengan kemasan kaleng dan pouch, serta susu UHT siap minum dengan beberapa varian rasa. Produk-produk yang dihasilkan tersebut sangat digemari oleh masyarakat, khususnya produk susu kental manis.
2
1.2. Tujuan
Tujuan dari Kerja Praktek ini adalah untuk mengetahui bagaimana cara produksi susu kental manis kemasan kaleng dan untuk mengetahui bagaimana cara menjaga sanitasi pada proses produksi.
1.3. Waktu dan Tempat Pelaksanaan
Kerja Praktek ini dilaksanakan selama 25 hari kerja terhitung dari tanggal 25 Juli 2016 hingga 26 Agustus 2016 dan bertempat di PT. Frisian Flag Indonesia Plant Ciracas Jl. Raya Bogor KM 26 Ciracas Jakarta Timur 13740.
1.4. Metode Kerja Praktek
Metode Kerja Praktek (KP) yang dilakukan yaitu menggunakan metode pengamatan langsung, diskusi dan tanya jawab.
3
2. PROFIL PERUSAHAAN DAN SPESIFIKASI PRODUK YANG
DIHASILKAN
2.1. Sejarah Perusahaan
PT. Frisian Flag Indonesia merupakan salah satu produsen susu terbesar Indonesia di bawah naungan Royal Friesland Campina N.V. Berdirinya pabrik ini berawal pada tahun 1870an, yaitu pada saat para peternak sapi bergabung dengan koperasi sapi perah di Belanda. Pada tahun 1913, beberapa koperasi memutuskan untuk mendirikan perusahaannya sendiri. Perusahaan tersebut bernama De Cooperative Condensfabriek Friesland (CCF) atau Pabrik Susu Kental Manis Friesland yeng kemudian berubah nama menjadi Royal Friesland Campina. Perusahaan tersebut telah mengekspor produknya hingga ke seluruh Eropa pada tahun pertama. Pada waktu yang sama pula, Friesche Vlag juga terdaftar sebagai merk dagang produk perusahaan, dimana unsur visual dan namanya diambil dari bendera di daerah Friesland, Belanda Utara, yang terkenal dengan produk susunya. Produk susu kaleng dari Frisian Flag dan Friesche Vlag diekspor pertama kali pada tahun 1922 ke wilayah Hindia Belanda, salah satunya adalah Batavia, Indonesia.
Gambar 1. Logo PT. Frisian Flag Indonesia
PT. Friesche Vlag Indonesia memiliki 2 pabrik yaitu Pasar Rebo dan Ciracas. Pabrik Pasar Rebo mulai dibangun pada awal 1971 dan mulai beroperasi pada tahun berikutnya. Sedangkan pabrik Ciracas diambil alih oleh PT. Friesche Vlag Indonesia pada tahun 1977 dan berubah nama menjadi PT. Foremost. Kemudian beberapa tahun kemudian, sekitar tahun 2002, PT. Foremost berubah nama lagi menjadi PT. Frisian Flag Indonesia. Pabrik Pasar Rebo yang berada di Jalan Raya Bogor KM 5
4
memfokuskan pada produksi susu bubuk dan susu kental manis kemasan sachet. Sedangkan pabrik Ciracas (PT. Foremost) yang beralamatkan di Jalan Raya Bogor KM 26, Ciracas, Jakarta Timur lebih memfokuskan pada produksi susu UHT siap minum, susu kental manis kemasan kaleng dan yang terbaru adalah susu kental manis kemasan
pouch.
2.2. Struktur Organisasi dan Ketenagakerjaan
PT. Frisian Flag Indonesia dipimpin oleh direktur pelaksana yang memimpin di berbagai divisi seperti marketing, financial, operasional, sales, dan HR. Pimpinan direktur membawahi manajer pada bidangnya masing-masing. PT. Frisian Flag Indonesa plant Ciracas dipimpin oleh Plant manager yang dibantu oleh staff dan sekretaris. Plant manager juga dibantu oleh beberapa manajer dalam bidang-bidang tertentu seperti manajer proses susu cair, manajer proses susu kental manis, manajer pembuatan kaleng, dan manajer dari teknisi. Setiap manajer dibantu oleh supervisor,
foreman, dan juga operator.
5
Para karyawan di PT. Frisian Flag Indonesia memiliki jam kerja selama 40 jam setiap minggunya. Jam kerja karyawan kantor dimulai dari pukul 08.00 hingga 17.00 WIB (untuk karyawan kantor). Sedangkan jam kerja para karyawan pabrik dibagi menjadi 1 hingga 3 shift sesuai dengan jadwal dan ketentuan yang ditentukan.
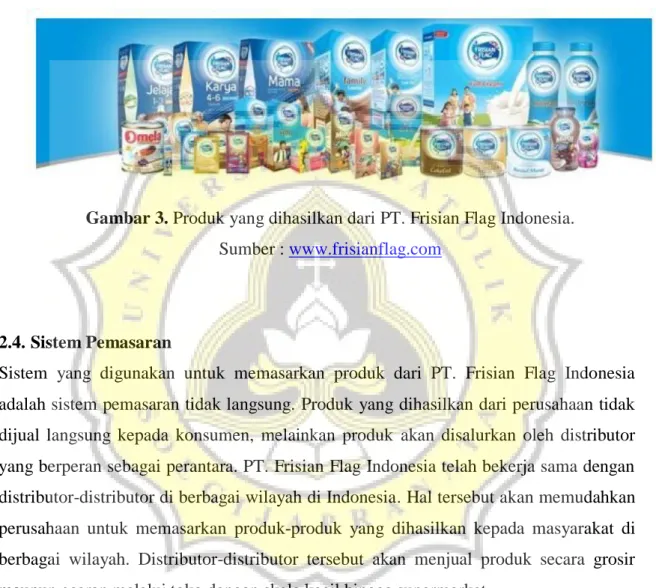
2.3. Produk yang Dihasilkan
PT. Frisian Flag Indonesia Pasar Rebo dan Ciracas menghasilkan produk susu yang berbeda. PT. Frisian Flag Indonesia Pasar Rebo lebih memfokuskan pada produksi susu bubuk dan susu kental manis kemasan sachet. Sedangkan PT. Frisian Flag Indonesia
plant Ciracas lebih memfokuskan pada produksi susu UHT siap minum dan susu kental
manis (SCM) kemasan kaleng dan pouch. Spesifikasi produk yang dihasilkan PT. Frisian Flag Indonesia yaitu:
Produk Susu Kental Manis (SCM):
1. Susu Kental Manis “Gold” Kemasan Kaleng, dan Pouch.
2. Susu Kental Manis “Full Cream” Kemasan Kaleng, Sachet, dan Pouch. 3. Susu Kental Manis “Cokelat” Kemasan Kaleng Sachet, dan Pouch. 4. Susu Kental Manis “Omela” Kemasan Kaleng.
5. Susu Kental Manis “Yes! Mut-Mut” rasa Cokelat dan Vanilla
Produk susu siap minum:
1. Frisian Flag UHT Siap Minum Rasa Full Cream, Cokelat, Dan Vanilla.
2. Frisian Flag “Purefarm” Rasa Belgian Chocolate, French Vanilla, California
Strawberry, dan Coconut Delight.
3. Frisian Flag UHT Disney Rasa Cokelat Dan Stroberi. 4. Frisian Flag “Kid” Rasa Cokelat Dan Stroberi
5. Frisian Flag “Yes! Milky” Rasa Cokelat Dan Stroberi. 6. Frisian Flag “Yes! Fruity” Rasa Anggur Dan Stroberi.
Produk susu bubuk:
1. Susu Bubuk Frisian Flag Instan Rasa Cokelat, Madu, dan Plain. 2. Susu Bubuk Frisian Flag “Cokelat Energo”.
6
3. Susu Bubuk Frisian Flag “Full Cream”.
4. Susu Bubuk Frisian Flag “Jelajah” Rasa Cokelat, Vanilla, Dan Madu. 5. Susu Bubuk Frisian Flag “Karya” Rasa Cokelat, Vanilla, Dan Madu. 6. Susu Bubuk Frisian Flag “Baby Awal 0-6 Bulan”.
7. Susu Bubuk Frisian Flag “Baby Langkah 6-12 Bulan”. 8. Susu Bubuk Frisian Flag “Mama” Rasa Cokelat dan Plain.
Gambar 3. Produk yang dihasilkan dari PT. Frisian Flag Indonesia. Sumber : www.frisianflag.com
2.4. Sistem Pemasaran
Sistem yang digunakan untuk memasarkan produk dari PT. Frisian Flag Indonesia adalah sistem pemasaran tidak langsung. Produk yang dihasilkan dari perusahaan tidak dijual langsung kepada konsumen, melainkan produk akan disalurkan oleh distributor yang berperan sebagai perantara. PT. Frisian Flag Indonesia telah bekerja sama dengan distributor-distributor di berbagai wilayah di Indonesia. Hal tersebut akan memudahkan perusahaan untuk memasarkan produk-produk yang dihasilkan kepada masyarakat di berbagai wilayah. Distributor-distributor tersebut akan menjual produk secara grosir maupun eceran melalui toko dengan skala kecil hingga supermarket.
7
3. PROSES PRODUKSI SUSU KENTAL MANIS KEMASAN KALENG
3.1. Bahan Baku
Pembuatan susu kental manis di PT. Frisian Flag Indonesia menggunakan beberapa bahan baku utama yang terdiri dari susu skim, air, gula, palm oil, dan whey powder. Sedangkan bahan baku penunjang yang digunakan adalah stabilizer, vitamin, AMF (Anhydrous Milk Fat), laktosa, flavor, dan bubuk cokelat. Penambahan bahan-bahan tersebut memiliki fungsi dan pengaruh masing-masing terhadap produk.
Susu Skim
Penambahan susu skim bertujuan untuk menambah jumlah protein pada proses produksi susu kental manis. Selain itu, susu skim juga berfungsi untuk menambah total padatan susu non lemak sehingga tekstur dari produk yang dihasilkan sesuai dengan standar. Jumlah penambahan susu skim disesuaikan dengan jenis produk yang di produksi karena akan berpengaruh pada spesifikasi produk. Jenis susu skim yang umumnya digunakan yaitu Skim Milk Powder dan Butter Milk Powder.
Air
Penggunaan air bertujuan untuk melarutkan bahan-bahan berbentuk bubuk seperti susu skim, gula dan whey powder saat dilakukan proses mixing. Selain itu, penambahan air juga berfungsi untuk memenuhi standar dari produk apabila produk yang dibuat belum memenuhi standar yang sudah ditetapkan.
Gula
Penambahan gula pada proses produksi susu kental manis di PT. Frisian Flag Indonesia bertujuan untuk meningkatkan viskositas dari susu, mengawetkan, menurunkan aktivitas air (Aw), serta sebagai pemanis. Gula yang digunakan adalah gula rafinasi.
Palm oil
Palm oil merupakan salah satu jenis minyak nabati. Penambahan palm oil pada proses
produksi susu kental manis berfungsi untuk meningkatkan kadar lemak pada produk sesuai dengan standar yang ditentukan.
8
Whey powder
Selain susu skim, sumber protein pada proses produksi susu kental manis juga berasal dari penambahan whey powder. Jumlah penambahan whey powder disesuaikan dengan jenis produk dan standar dari perusahaan.
Vitamin
Supaya kandungan nutrisi pada susu lebih lengkap, maka diperlukan penambahan vitamin. Proses produksi susu kental manis menggunakan beberapa vitamin sebagai bahan pelengkap. Vitamin yang digunakan yaitu vitamin A, D3, B1, C, Niasin dan sebagainya.
AMF (Anhydrous Milk Fat)
AMF (Anhydrous Milk Fat) merupakan jenis lemak susu yang berasal dari krim susu yang diolah lebih lanjut. Penambahan AMF pada proses produksi susu kental manis bertujuan untuk meningkatkan kadar lemak susu supaya memenuhi standar perusahaan. AMF memiliki kandungan lemak kurang lebih 99% sehingga penambahan AMF pada proses produksi dapat meningkatkan kadar lemak pada produk.Proses produksi susu kental manis di PT. Frisian Flag Indonesia menggunakan AMF pada produk susu kental manis “Gold”.
Laktosa
Laktosa yang ditambahkan pada proses produksi susu kental manis adalah edible
kactose. Penambahan edible lactose bertujuan untuk meningkatkan kemampuan emulsi
sera memberi flavor pada produk yang dihasilkan.
Flavor
Penambahan flavor dalam proses produksi susu kental manis bertujuan untuk memberi aroma susu yang khas pada produk susu.
Bubuk cokelat
Bubuk cokelat ditambahkan pada proses produksi susu kental manis Frisian Flag rasa Cokelat. Penambahan bubuk cokelat bertujuan untuk memberikan cita rasa pada produk yang dihasilkan.
9
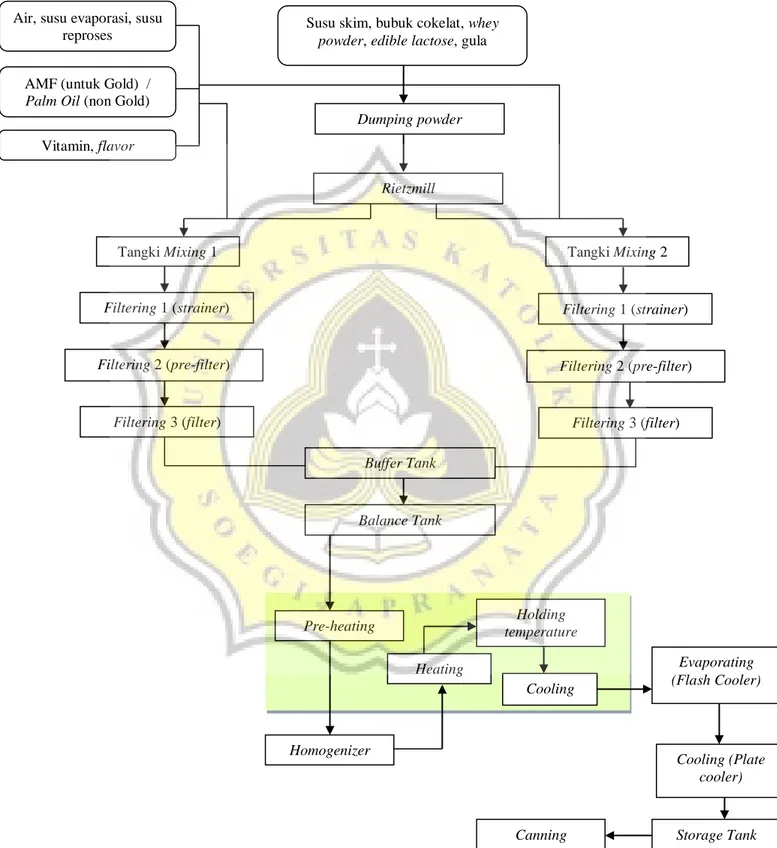
3.2. Proses Produksi
Proses produksi susu kental manis di PT. Frisian Flag Indonesia dapat dilihat melalui diagram alir berikut:
Gambar 4. Proses produksi susu kental manis di PT. Frisian Flag Indonesia. Canning
Air, susu evaporasi, susu reproses
AMF (untuk Gold) / Palm Oil (non Gold)
Vitamin, flavor Filtering 1 (strainer) Filtering 2 (pre-filter) Filtering 3 (filter) Filtering 1 (strainer) Filtering 3 (filter) Dumping powder Rietzmill
Susu skim, bubuk cokelat, whey powder, edible lactose, gula
Tangki Mixing 1 Tangki Mixing 2
Buffer Tank Balance Tank Pre-heating Homogenizer Heating Holding temperature Cooling Evaporating (Flash Cooler) Cooling (Plate cooler) Filtering 2 (pre-filter) Storage Tank
10
3.2.1. Bahan yang Digunakan
Bahan yang digunakan pada proses produksi susu kental manis adalah air, susu pasteurisasi atau susu evaporasi, susu reproses, susu skim, gula, whey powder, palm oil, AMF, flavor, dan bubuk cokelat.
3.2.2. Mixing
Proses produksi susu kental manis di PT. Frisian Flag Indonesia diawali dengan tahap pencampuran bahan-bahan seperti air, gula, susu skim, susu reproses atau susu evaporasi, palm oil atau AMF, dan vitamin. Bahan-bahan yang akan dicampur dibedakan menjadi beberapa jenis yaitu bahan yang bersifat bubuk dan cair. Bahan yang bersifat bubuk seperti susu skim, gula, dan whey powder dicampurkan dengan air panas dengan suhu 70-80oC terlebih dahulu. Setelah larutan sudah sedikit tercampur, maka
akan ditambahkan bahan yang bersifat cair seperti palm oil atau AMF, flavor, dan vitamin. Penambahan bahan-bahan tersebut akan menurunkan suhu air. penambahan vitamin dilakukan jika suhu air pada tangki mixing sudah menurun sehingga tidak merusak vitaminnya. Proses pencampuran dilakukan selama beberapa menit untuk melarutkan bahan-bahan yang ditambahkan.
3.2.3. Filtering
Bahan yang sudah mengalami proses pencampuran pada tangki mixing kemudian disaring menggunakan filter untuk mengurangi resiko keamanan pangan pada produk. Terkadang, penambahan bahan yang bersifat bubuk dilakukan secara manual melalui proses dumping. Sehingga ada kemungkinan terjadi hal-hal yang tidak diinginkan seperti masuknya benda asing berupa pisau dan serat dari karung gula atau susu ke dalam tangki mixing. Namun, untuk mengurangi resiko, susu yang akan diolah pada proses selanjutnya akan disaring terlebih dahulu. Secara umum, penyaringan berfungsi untuk memisahkan benda asing yang ada di produk. Penyaringan pada proses produksi susu kental manis dilakukan sebanyak 3 kali. Tahap penyaringan pertama (straining) bertujuan untuk memisahkan benda asing berupa benda tajam yang ikut masuk saat proses pemasukkan bahan baku. Tahap penyaringan kedua (pre-filter) bertujuan untuk menyaring bahan-bahan yang masih menggumpal saat proses mixing. Penyaringan ketiga (filter) menggunakan penyaring yang berukuran lebih kecil, yaitu berkisar 150 hingga 250 μm. Penyaring yang digunakan pada tahap penyaringan ketiga lebih kecil
11
dibandingkan yang lain. Hal tersebut bertujuan supaya partikel-partikel yang tidak tercampur pada proses mixing dapat diminimalkan sehingga tidak berpengaruh terhadap teksur dan karakteristik produk susu yang dihasilkan.
3.2.4. Heating (Pasteurisasi)
Produk susu yang telah melewati proses penyaringan, kemudian disimpan dalam buffer
tank. Buffer tank berfungsi untuk menampung produk susu yang telah disaring. Setelah
kapasitas dalam buffer tank sudah penuh, maka akan dialirkan menuju balance tank.
Balance tank bertujuan untuk menyeimbangkan dan mengatur viskositas dari produk
dengan penambahan air. Jika viskositas dari susu sudah sesuai dengan standar, maka susu akan dipanaskan dengan metode pasteurisasi menggunakan Plat Heat Exchanger (PHE). Proses pemanasan dibagi menjadi beberapa tahap, yaitu preheating, heating,
holding temperature dan cooling. Sebelum susu dipanaskan, susu di homogenkan
terlebih dahulu menggunakan alat homogenizer. Pada tahap ini, partikel-partikel pada susu disama-ratakan sehingga akan menghasilkan produk akhir yang sesuai standar. Suhu yang digunakan untuk pasteurisasi berkisar antara 60-80oC dan suhu tersebut ditahan selama 20 hingga 30 menit. Pasteurisasi pada susu bertujuan untuk menghilangkan mikroorganisme pathogen yang merugikan. Setelah dipanaskan, produk susu harus didinginkan sampai suhu tertentu. Proses pemanasan dapat menyebabkan perubahan warna pada susu menjadi kecoklatan (reaksi Maillard) (Ketaren, 2005). Reaksi Maillard merupakan reaksi non-enzimatis yang dapat terjadi apabila ada reaksi antara gula pereduksi dengan amino. Reaksi tersebut dapat menghasilkan flavor, aroma, serta senyawa melanoidin (Benjamin. K. Simpson, 2012).
3.2.5. Cooling
Produk susu yang telah di-pasteurisasi kemudian diturunkan suhunya secara drastis (thermal shock) untuk menghilangkan mikroorganisme dan menghambat pertumbuhannya. Penurunan suhu secara drastis juga dapat menginaktivasi enzim pada mikroorganisme sehingga susu lebih tahan lama. Proses pemanasan dengan PHE dan proses pendinginan menyebabkan viskositas produk susu menurun. Sehingga, diperlukan proses evaporasi menggunakan vakum untuk mengurangi kandungan air pada susu dan meningkatkan konsentrasi. Setelah kandungan air sesuai dengan standar,
12
maka susu didinginkan kembali dengan suhu 20-30oC. Susu yang sudah sesuai dengan standar perusahaan kemudian disimpan pada storage tank. Pada proses tersebut, dilakukan pula seeding lactose, yaitu penambahan laktosa pada susu. Bubuk laktosa yang ditambahkan berukuran sangat kecil, hal tersebut dilakukan supaya tekstur dari produk akhir yang dihasilkan tidak sandy atau seperti berpasir.
3.2.6. Pengemasan
Produk susu kental manis yang berada di storage tank akan diuji kandungan nutrisi, viskositas, total padatan terlarut, pH, serta mikroorganisme. Apabila susu yang diuji tersebut sudah sesuai dengan standar perusahaan, susu akan dialirkan menuju filler dan dikemas. Pengemas yang digunakan untuk produk susu kental manis di PT. Frisian Flag Indonesia plant Ciracas adalah kaleng dan pouch.
13
4. OPTIMALISASI “CLEANING IN PLACE” MESIN PRODUKSI SUSU KENTAL MANIS DI PT. FRISIAN FLAG INDONESIA
4.1. Latar Belakang
Susu merupakan salah satu bahan pangan yang kaya akan nutrisi seperti protein, lemak, laktosa, vitamin, dan mineral. Susu mudah mengalami kerusakan karena memiliki nutrisi yang lengkap. Salah satu resiko kerusakan yang sering dialami pada produk susu adalah kontaminasi oleh mikroba (Hadiwiyoto, 1994). Sumber mikroba dapat berasal dari kondisi kebersihan ternak, kondisi penyimpanan yang kurang tepat, dan penanganan yang kurang baik. Perkembangbiakan mikroba dipengaruhi oleh beberapa faktor yaitu kandungan nutrisi, suhu lingkungan, keasaman (pH), aktivitas air (Aw), ketersediaan oksigen, ketersediaan komponen antimikroba, dan tersedianya waktu untuk proses pertumbuhan dan perkembangan (Rauf, 2013). Susu dapat diolah menjadi berbagai produk, seperti susu kental manis (Sweetened Condensed Milk). Susu kental manis merupakan produk olahan susu yang terdiri dari 40 hingga 44% gula, kadar lemak minimal 8,5%, dan berat kering non-lemak berkisar 28%. Susu kental manis mengalami proses evaporasi yang bertujuan untuk menguapkan air yang terdapat pada susu. Pengolahan susu segar menjadi susu kental manis dapat menyebabkan penurunan kadar air dari menjadi sekitar 40% (Spreer, 1998).
Pengolahan susu menjadi susu kental manis dapat memperpanjang umur simpan serta mencegah pertumbuhan mikroorganisme. Penambahan gula pada proses produksi susu kental manis bertujuan untuk memberi rasa manis dan membunuh mikroorganisme (Bylund, 1995). Namun, untuk menghilangkan mikroorganisme secara efektif, dibutuhkan pula prinsip sanitasi pada saat produksi susu kental manis.
Sanitasi merupakan suatu upaya yang dilakukan untuk menciptakan keadaan yang bersih guna mencegah resiko kerusakan pada produk. Sanitasi yang buruk dalam pengolahan produk pangan dapat menyebabkan terkontaminasinya produk oleh mikroorganisme penyebab penyakit. Pada industri pangan yang besar, dibutuhkan suatu teknik untuk membersihkan peralatan yang digunakan dalam produksi tanpa proses yang rumit. Salah satu teknik yang umumnya digunakan adalah Cleaning In Place atau
14
pembersihan di tempat. Cleaning In Place (CIP) merupakan suatu sistem pembersihan alat-alat produksi tanpa melakukan pembongkaran. CIP pada umumnya digunakan pada industri susu, minuman, farmasi, bahkan kosmetik. Pada industri pengolahan susu, CIP berfungsi untuk membersihkan peralatan yang kontak langsung dengan produk dengan cara menghilangkan sisa produk sehingga mencegah adanya kontaminasi (Jones et al., 1986). Faktor yang menentukan keberhasilan CIP adalah konsentrasi larutan, suhu, waktu sirkulasi, dan kecepatan aliran.. Pada umumnya, CIP menggunakan larutan jenis deterjen dan disinfektan (Tamime, 2008). Larutan yang digunakan sebagai deterjen adalah larutan basa berupa sodium hydroxide (NaOH), potassium hydroxide (KOH) dan larutan asam berupa hydrochloric acid (HCl), phosphoric acid (H3PO4), serta asam
nitrat (HNO3).
4.2. Tujuan
Sanitasi pabrik, khususnya bagian peralatan, sangat penting untuk dijaga karena peralatan yang digunakan berpengaruh terhadap kualitas produk. Pengujian yang dilakukan bertujuan supaya mengetahui konsentrasi larutan yang digunakan untuk CIP dan bagaimana cara CIP yang efektif.
4.3. Metode
4.3.1. Pengujian Sampel
Sampel yang akan diteliti adalah air caustic, acid, dan air drain yang digunakan untuk pembersihan alat-alat produksi. Pengambilan sampel CIP dilakukan pada sample cock. Parameter yang akan diuji melimputi pengukuran konsentrasi larutan caustic dan acid, pengukuran TDS (Total Dissolved Solid) pada larutan caustic dan acid, serta menghitung jumlah mikroba pada air drain-nya.
4.3.1.1. Pengukuran Konsentrasi Larutan Caustic
Larutan caustic yang digunakan untuk proses CIP diambil dari beberapa jalur produksi seperti pipa, tangki produksi, dan tangki penyimpanan. Langkah pertama yang harus dilakukan untuk mengukur konsentrasi adalah mengambil sampel sebanyak 1 ml. Kemudian, ditambah dengan aquades sebanyak 30 ml dan 3 hingga 4 tetes indikator PP. Selanjutnya, larutan tersebut dititrasi menggunakan NaOH hingga mencapai titik akhir
15
titrasi, yaitu berubah warna menjadi merah muda seulas. Larutan NaOH yang digunakan untuk mencapai titik akhir titrasi dicatat.
%𝑐𝑎𝑢𝑠𝑡𝑖𝑐 = 𝑉𝐻𝐶𝑙 𝑥 𝑁 𝐻𝐶𝑙 𝑥 𝐵𝑀 𝑁𝑎𝑂𝐻
𝑚𝑙 𝑐𝑎𝑢𝑠𝑡𝑖𝑐 𝑥 1000 𝑥 100%
4.3.1.2. Pengukuran Konsentrasi Larutan Acid
Larutan acid yang digunakan untuk proses CIP diambil dari beberapa jalur produksi seperti pipa, tangki produksi, dan tangki penyimpanan. Pertama, sampel diambil sebanyak 1 ml. Setelah itu, ditambah dengan aquades sebanyak 30 ml dan 3 hingga 4 tetes indikator PP. Selanjutnya, larutan tersebut dititrasi menggunakan HCl hingga mencapai titik akhir titrasi, yaitu berubah warna menjadi tidak berwarna. Larutan HCl yang digunakan untuk mencapai titik akhir titrasi dicatat.
%𝑎𝑐𝑖𝑑 = 𝑉𝑁𝑎𝑂𝐻 𝑥 𝑁 𝐻𝐶𝑙 𝑥 𝐵𝑀 𝐻𝑁𝑂3
𝑚𝑙 𝑎𝑐𝑖𝑑 𝑥 1000 𝑥 100%
4.3.1.3. Pengukuran TDS (Total Dissolved Solid)
Sampel yang digunakan untuk mengukur total padatan terlarut (TDS) berupa larutan
caustic dan acid yang digunakan untuk proses CIP. Pertama, cawan kosong dipanaskan
dalam oven. Setelah itu, cawan tersebut dimasukkan desikator selama 30 menit dan cawan ditimbang (sebagai berat kosong). Sampel diambil sebanyak 25 ml dan disaring dengan kertas saring. Filtrat yang dihasilkan kemudian diletakkan ke dalam cawan dan dipanaskan hingga air menguap. Setelah itu, cawan tersebut dimasukkan ke dalam oven selama 3 jam. Kemudian, cawan dimasukkan desikator dan ditimbang beratnya.
𝑝𝑝𝑚 𝑇𝐷𝑆 = 𝑏𝑒𝑟𝑎𝑡 𝑐𝑎𝑤𝑎𝑛 𝑎𝑘ℎ𝑖𝑟 − 𝑏𝑒𝑟𝑎𝑡 𝑐𝑎𝑤𝑎𝑛 𝑘𝑜𝑠𝑜𝑛𝑔
16 0 0,5 1 1,5 line tangki mixing 1 tangki mixing 2 kon sent ra si
caustic
caustic 0 0,5 1 line tangki mixing 1 tangki mixing 2 kon sent ra siacid
acid 4.4. Hasil Projek Pengujian Konsentrasi Larutan
Grafik 1. Perbedaan konsentrasi larutan caustic pada line (jalur) dan tangki mixing.
17 5. PEMBAHASAN
Sanitasi merupakan salah satu upaya untuk menciptakan keadaan yang bersih. Salah satu syarat yang harus diterapkan pada bidang industri pangan adalah sanitasi. Baik atau buruknya sanitasi akan berpengaruh terhadap kesehatan maupun mutu dan kualitas produk. Sanitasi dapat bersumber dari air panas, uap, radiasi, maupun kimia. Sanitasi kimia sering dimanfaatkan pada industri pangan, terutama untuk membersihkan peralatan yang digunakan proses produksi dan penyimpanan dari mikroorganisme.
Sanitasi pada PT. Frisian Flag Indonesia dibagi menjadi beberapa klasifikasi, yaitu sanitasi lingkungan, pekerja, dan peralatan. PT Frisian Flag Indonesia membagi area-area kerja sesuai dengan tingkat resiko kontaminasi yang dapat terjadi pada bahan-bahan yang digunakan serta produk yang dihasilkan. Selain itu, para pekerja yang bertugas di bagian produksi harus menjaga higienitasnya sesuai dengan ketentuan perusahaan supaya mencegah resiko kontaminasi produk. Produk yang dihasilkan oleh PT. Frisian Flag Indonesia memiliki kualitas yang baik dan aman dikonsumsi, karena perusahaan tersebut sangat memerhatikan sanitasi pada area pabrik terutama peralatan yang digunakan untuk produksi. Peralatan produksi memiliki resiko yang sangat tinggi karena peralatan tersebut akan kontak langsung dengan produk. Apabila sanitasi peralatan tidak dijaga, maka produk yang akan diolah dapat terkontaminasi oleh mikroorganisme. Sanitasi peralatan yang digunakan untuk produksi dapat dijaga dengan melakukan pembersihan yang rutin. Pembersihan alat-alat produksi dapat menggunakan metode CIP (Cleaning In Place).
Cleaning In Place (CIP) merupakan suatu cara yang dilakukan untuk membersihkan
peralatan produksi ditempat (tanpa pembongkaran). CIP berfungsi untuk membersihkan sisa-sisa susu dari proses produksi yang menempel pada jalur maupun dinding tangki, sehingga mengurangi resiko terjadinya kontaminasi (Jones et al., 1986). Faktor yang menentukan keberhasilan CIP adalah konsentrasi larutan, suhu, waktu sirkulasi, dan kecepatan aliran. Menurut Tamime (2008), proses CIP pada umumnya menggunakan larutan jenis deterjen dan disinfektan (sanitizer). Larutan yang digunakan sebagai deterjen adalah larutan basa berupa sodium hydroxide (NaOH), potassium hydroxide
18
(KOH) dan larutan asam berupa hydrochloric acid (HCl), phosphoric acid (H3PO4),
serta asam nitrat (HNO3). Proses CIP yang terdapat pada PT. Frisian Flag Indonesia
adalah sebagai berikut:
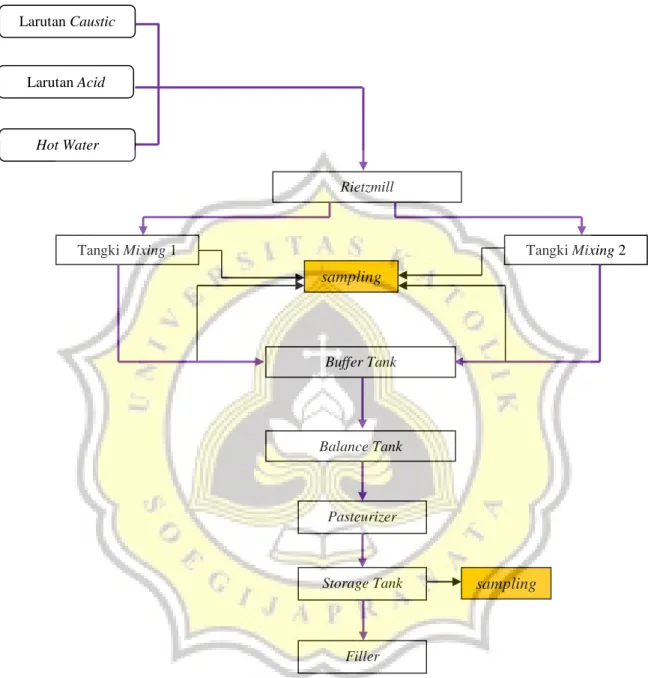
Gambar 5. Proses Cleaning In Place (CIP)
Proses pembersihan menggunakan metode CIP dilakukan apabila tangki yang digunakan untuk mengolah dan penyimpan produk susu sudah dipakai selama beberapa kali atau sesuai standing-time yang sudah ditetapkan oleh perusahaan. Sampel untuk pengujian konsentrasi larutan caustic atau acid diambil pada jalur (line) serta tangki-tangki yang digunakan pada proses produksi. Langkah-langkah umum yang diperlukan
sampling
sampling
Filler Storage Tank
Tangki Mixing 1 Tangki Mixing 2
Buffer Tank Balance Tank Rietzmill Larutan Caustic Larutan Acid Hot Water Pasteurizer
19
untuk melakukan proses CIP adalah pre-rinse, pembersihan menggunakan deterjen (larutan basa dan asam), dan pembilasan akhir.
Pre-rinse
Proses produksi susu biasanya masih menyisakan produk susu pada dinding tangki. Sebelum membersihkan menggunakan larutan kimia, dinding tangki perlu dibilas terlebih dahulu menggunakan air. Air yang digunakan untuk membilas dapat berupa air
recovery. Air recovery merupakan air yang telah digunakan untuk membilas tangki pada
proses CIP sebelumnya dan diolah kembali. Penggunaan air recovery adalah untuk meminimalisir biaya pengeluaran dan untuk mengurangi jumlah limbah cair yang terbentuk.
Sirkulasi dengan Deterjen
Larutan pembersih yang digunakan saat melakukan CIP harus memiliki kemampuan untuk mengemulsi minyak dan lemak, melarutkan protein dan lemak, serta mampu untuk membersihkan tanpa meninggalkan bekas (Tamime, 2008). Larutan yang digunakan sebagai deterjen adalah larutan basa dan asam. Setelah peralatan dibilas menggunakan air, kemudian dilakukan pencucian menggunakan larutan basa dan dilanjutkan dengan larutan asam. Namun, sebelum mengganti larutan basa dengan asam, dilakukan pembilasan terlebih dahulu menggunakan air untuk mencegah terjadinya reaksi antara basa dan asam. Penggunaan larutan basa bertujuan untuk memecah protein menjadi molekul sederhana dan menghilangkan asam lemak yang masih menempel pada dinding alat dengan prinsip saponifikasi, yaitu proses hidrolisis antara asam lemak dan basa kuat (Tamime, 2008). Larutan basa yang pada umumnya digunakan adalah sodium hydroxide (NaOH) dengan konsentrasi 0,5-2% pada suhu lebih dari 85oC (Mosteller and Bishop, 1993). Sedangkan penggunaan larutan asam bertujuan untuk menghilangkan sisa protein dan garam mineral pada permukaan alat pemanas dan untuk menghilangkan kerak susu. Larutan asam yang pada umumnya digunakan adalah asam nitrat dengan konsentrasi antara 0,5-1% pada suhu 55-80oC (Bremer and Seale, 2010). Pembersihan menggunakan larutan asam setelah larutan basa bertujuan untuk menetralkan residu basa dan untuk menghilangkan senyawa anorganik yang mungkin masih tertinggal di peralatan (Giuliano et al., 2007).
20
Pembilasan akhir
Pembersihan menggunakan larutan deterjen belum optimal apabila belum menambahkan larutan desinfektan (sanitizer). Sanitizer merupakan larutan yang digunakan untuk mengurangi kontaminasi yang disebabkan oleh mikroorganisme. Larutan sanitizer (desinfektan) yang digunakan pada industri harus memiliki kemampuan untuk membunuh mikroba, tidak beracun, larut dalam air, tahan dalam segala kondisi, dan memiliki sifat untuk membersihkan. Namun, sebelum menambahkan sanitizer, peralatan-peralatan tersebut dibilas terlebih dahulu menggunakan air panas dengan suhu diatas 60oC. Pembilasan menggunakan air panas
berfungsi untuk membuang sisa-sisa larutan kimia yang masih tertinggal dan untuk mensterlilkan tangki.
Sanitizer bekerja secara efektif pada suhu antara 21-37,8oC. Faktor lain yang mempengaruhi efektivitas sanitizer adalah konsentrasi, waktu, dan pH. Larutan yang paling sering digunakan sebagai sanitizer adalah klorin (Cl). Senyawa klorin memiliki beberapa kelebihan, yaitu dapat membunuh beberapa jenis mikroorganisme dalam waktu yang cukup singkat dan harganya relatif murah. Menurut McFeters (1979), klorin dapat mempengaruhi fungsi membran sel, menginaktifasi enzim, serta merusak DNA dari mikroorganisme, maka dari itu klorin efektif untuk membunuh mikroorganisme perusak.
Berdasarkan hasil yang diperoleh, terdapat perbedaan tingkat konsentrasi larutan basa dan asam pada proses produksi. Konsentrasi larutan caustic pada jalur produksi, tangki
mixing 1, dan tangki mixing 2 yaitu sebesar 1,2%; 0,54%; dan 1,3%. Sedangkan
konsentrasi larutan acid pada jalur produksi, tangki mixing 1, dan tangki mixing 2 yaitu sebesar 0,8 %; 0,2%; dan 0,8%. Dimana konsentrasi larutan basa yang pada umumnya digunakan yaitu berkisar antara 0,5-2% (Mosteller and Bishop, 1993) dan konsentrasi larutan asam sebesar 0,5-1% (Bremer and Seale, 2010). Namun dan terdapat perbedaan konsentrasi pada jalur dan tangki mixing 1. Konsentrasi larutan basa maupun asam terendah terdapat pada tangki mixing 1. Hal ini dapat terjadi karena aliran larutan
caustic/acid pada proses CIP belum mencapai tangki mixing 1, sehingga menyebabkan
21
bahwa keberhasilan CIP dipengaruhi oleh konsentrasi larutan, suhu, waktu sirkulasi, dan kecepatan aliran.
Supaya proses CIP yang dilakukan dapat berlangsung dengan optimal, maka dibutuhkan pemilihan larutan yang sesuai dengan karakteristik alat dan produk yang akan dibersihkan, pengaturan suhu, konsentrasi, laju aliran, serta waktu yang digunakan pada saat CIP berlangsung (Tamime, 2008). Salah satu parameter yang harus dikontrol pada saat CIP adalah konsentrasi larutan. Konsentrasi larutan yang digunakan untuk CIP harus diuji di laboratorium. Uji yang biasanya dilakukan adalah uji konsentrasi larutan basa, larutan asam, total padatan terlarut (TDS) pada larutan basa dan asam. Pengujian konsentrasi pada larutan basa dan asam yang digunakan adalah untuk mengawasi penggunaan larutan kimia pada proses CIP dan untuk menyesuaikan dengan standar yang telah ditetapkan oleh perusahaan. Konsentrasi yang terlalu rendah maupun terlalu tinggi dapat mempengaruhi tingkat kebersihan peralatan yang digunakan, serta dapat mempengaruhi kualitas produk. Apabila laju aliran yang digunakan untuk CIP terlalu cepat (waktu singkat), maka dapat menyebabkan peralatan menjadi kurang bersih karena larutan kimia belum membersihkan secara menyeluruh. Namun, apabila laju aliran terlalu lambat (waktu lama), maka dapat menyebabkan kemungkinan terjadinya reaksi antara larutan kimia terhadap peralatan (Giuliano et al., 2007).
Pengujian lain yang dilakukan adalah menguji kandungan mikroba pada air yang digunakan. Mikroba yang dijadikan parameter pengujian adalah jenis bakteri termofilik, yaitu Clostridium spp, Streptococcus thermophilus, Lactobacillus bulgaricus, dan
Enterococci (Frazier & Westhoff, 1981). Namun, pada pengujian kandungan mikroba,
22 6. KESIMPULAN DAN SARAN
6.1. Kesimpulan
Susu kental manis merupakan produk olahan susu yang terdiri dari 40 hingga 44% gula, kadar lemak minimal 8,5%, dan berat kering non-lemak berkisar 28%.
Evaporasi bertujuan untuk menguapkan sebagian besar air yang terdapat pada susu (sekitar 60%).
Penambahan gula pada proses produksi susu kental manis bertujuan untuk memberi rasa manis dan membunuh mikroorganisme.
Proses pemanasan terjadinya reaksi Maillard, yaitu reaksi antara gula pereduksi dengan amino.
Sanitasi adalah salah satu upaya untuk menciptakan keadaan yang bersih. salah satu proses untuk menjaga sanitasi peralatan di industri adalah sanitasi peralatan.
CIP adalah metode yang digunakan untuk membersihkan peralatan produksi tanpa melakukan pembongkaran.
Proses CIP pada umumnya menggunakan larutan basa dan asam sebagai larutan deterjen dan klorin sebagai sanitizer.
CIP yang optimal dipengaruhi oleh konsentrasi larutan, suhu, waktu sirkulasi, dan kecepatan aliran.
Parameter yang dikontrol pada proses CIP adalah konsentrasi dari larutan basa dan asam yang digunakan.
Pembersihan menggunakan larutan asam setelah larutan basa bertujuan untuk menetralkan residu basa dan untuk menghilangkan senyawa anorganik yang mungkin masih tertinggal di peralatan
Konsentrasi larutan basa/ asam terendah terdapat pada tangki mixing 1. Hal ini dapat terjadi karena aliran larutan caustic/acid pada proses CIP belum mencapai tangki
mixing 1, sehingga menyebabkan konsentrasi yang rendah pada tangki mixing 1.
Apabila laju aliran yang digunakan untuk CIP terlalu cepat (waktu singkat), maka dapat menyebabkan peralatan menjadi kurang bersih karena larutan kimia belum membersihkan secara menyeluruh.
23
6.2. Saran
CIP yang optimal sangat dibutuhkan untuk tetap menjaga kebersihan dan sanitasi produk yang dihasilkan. Faktor penentu keberhasilan CIP adalah jenis senyawa kimia yang digunakan, konsentrasi larutan, suhu, waktu sirkulasi, dan kecepatan aliran. Parameter yang paling berpengaruh adalah waktu dan kecepatan aliran. Supaya proses CIP berlangsung secara optimal, maka laju aliran yang digunakan pada saat CIP harus dikontrol. Laju aliran yang terlalu cepat (waktu singkat) bisa menyebabkan pembersihan kurang sempurna dan apabila laju aliran terlalu lambat (waktu lama) dapat menyebabkan resiko korosi yang disebabkan karena larutan terlalu kontak dengan peralatan. Maka dari itu, dibutuhkan juga pengecekan untuk memastikan konsentrasi larutan kimia yang digunakan dan jumlah larutan yang digunakan sudah mencukupi untuk membersihkan.
24 7. DAFTAR PUSTAKA
Benjamin.K. Simpson. 2012. Food Biochemistry and Food Processing, 2nd Edition, Wiley-Blackwell Publication.
Bremer, P. J. and Seale, R. B. 2010. Clean-in-Place (CIP). Encyclopedia of Industrial Biotechnology: Bioprocess, Bioseparation, and Cell Technology
Bylund, G. 1995. Dairy Processing Handbook. Tetra Pak Processing Systems AB. Sweden.
Frazier, W. C. & D. C. Westhoff. 1981. Food Microbiology 3rd edition. McGraw-Hill, Inc., Newyork.
Giuliano Sansebastiano, Roberta Zoni, and Laura Bigliardi. 2007 Cleaning and Disinfection Procedures in the Food Industry General Aspects and Practical Applications. Ebook: Food Safety A Practical and Case Study Approach. 13: 253-280.
Hadiwiyoto, S. 1994. Teori dan Prosedur Pengujian Mutu Susu dan Hasil Olahannya. Edisi II. Penerbit Liberty. Yogyakarta.
Jones, M.B., Miller, J.J. and Brown, W.E. 1986. Effectiveness of a quaternary ammonium compound in the presence of hard water and organic soil. Dev. in Ind. Microbiology. 25: 771–777
Ketaren, S. 2005. Minyak dan Lemak Pangan. Universitas Indonesia Press. Jakarta.
Mosteller, T. M. and Bishop, J. R. 1993. Sanitizer efficiency against attached bacteria in a milk biofilm. J. Food Prot. 56: 34-41
Rauf, Rusdin. 2013. Sanitasi Pangan & HACCP. Graha Ilmu: Yogyakarta.
Spreer, E. 1998. Milk and Dairy Products Technology. Marcel Dekker, Inc. New York.
Tamime, A.Y. 2008. Cleaning in place- dairy foods and beverage operations. Blackwell Science Ltd, Oxford