97.5%
Originality2.5%
Similarity124
SourcesWeb sources: 86 sources found
1. http://modarres.umd.edu/Probability%20Distributions%20Used%20in%20Reliability%20Engineerin… 0.41%
2. https://dyuthi.cusat.ac.in/xmlui/bitstream/handle/purl/3559/Dyuthi-T1541.pdf?sequence=1 0.41%
3. http://essuir.sumdu.edu.ua/bitstream/123456789/30552/1/Karpushin_diss.pdf 0.41%
4. http://ea.donntu.edu.ua/bitstream/123456789/7227/1/%D0%BC%D0%BE%D0%BD%D0%BE%D0… 0.41%
5. http://c21.phas.ubc.ca/sites/default/files/rubber_band_write_up.pdf 0.41%
6. http://ea.donntu.org:8080/bitstream/123456789/7227/1/%D0%BC%D0%BE%D0%BD%D0%BE%D… 0.41%
7. http://uvadoc.uva.es/bitstream/10324/22176/1/TFG-N.586.pdf 0.41%
8. http://site.iugaza.edu.ps/ylahwani/files/pump.pdf 0.41%
9. http://academygps.ru/upload/iblock/7d5/7d55d5fde14b66fbc358d4fb7bcb8d9d.pdf 0.32%
10. http://ea.donntu.org:8080/bitstream/123456789/25956/1/%D0%A1%D0%B1%D0%BE%D1%80%… 0.31%
11. http://www.mek-mdu.com.ua/wp-content/uploads/2017/09/visnik-12.pdf 0.3%
12. http://www.ct.gov/deep/lib/deep/energy/energyprice/pdfs_for_scoreboard/conn_energy_price_repo… 0.3%
13. http://docplayer.es/61291155-As-de-nano-microencapsulacion.html 0.26%
14. https://vdocuments.site/documents/abm2de34-la-television-local-encastilla-y-leon.html 0.25%
15. https://ec.europa.eu/info/sites/info/files/ip062_en.pdf 0.25%
16. http://ief.org.ua/docs/mg/277.pdf 0.21%
17. http://unpan1.un.org/intradoc/groups/public/documents/apcity/unpan025749.pdf 0.21%
18. http://www.iapmm.lviv.ua/dissertation/dis_Vengersky.pdf 0.21%
19. http://lp.edu.ua/sites/default/files/dissertation/2016/3685/dis_hyvlyud.pdf 0.21%
20. http://www.if.gov.ua/files/uploads/%D0%86%D0%B2%D0%A4%D1%80_%D0%A1%D0%A2%D0… 0.21%
21. http://ena.lp.edu.ua/bitstream/ntb/32557/4/Dis%20Pavliuk.pdf 0.21%
22. http://ua-ekonomist.com/archive/2015/12/Bohdan.pdf 0.21%
23. http://www.knuba.edu.ua/ukr/wp-content/uploads/2016/02/diss.pdf 0.21%
24. http://www.intrans.iastate.edu/reports/materials_optimization_web.pdf 0.21%
25. http://elib.hduht.edu.ua/bitstream/123456789/171/1/%D0%92%D0%BB%D0%B0%D1%81%D0%… 0.21%
26. http://www.europarl.europa.eu/RegData/etudes/STUD/2016/563424/IPOL_STU%282016%295634… 0.21%
27. http://pergatory.mit.edu/kinematiccouplings/documents/theses/hart_thesis/johnhart_smthesis.pdf 0.21%
28. http://www.informaecon.com/Renew_Fuels_Study_Dec_2007.pdf 0.21%
29. https://drum.lib.umd.edu/bitstream/handle/1903/11594/Yimam_umd_0117N_12290.pdf;sequence=1 0.21%
30. https://vdocuments.mx/documents/energy-management-57987d5fcd493.html 0.21%
31. https://vdocuments.site/documents/evaluacion-5623f2cd92f73.html 0.21%
32. https://energycharter.org/fileadmin/DocumentsMedia/Thematic/Delivering_Energy_Efficiency_200… 0.21%
33. https://tigerprints.clemson.edu/cgi/viewcontent.cgi?article=1407&context=all_theses 0.21%
34. https://prod-ecology-portal.kitsoft.kiev.ua/files/docs/draft_NAS_FEB2015.pdf 0.2%
35. http://kneu.edu.ua/userfiles/d-26.006.04/2016/dis_Babichenko.pdf 0.2%
36. http://CPSM.kpi.ua/Doc/Konf_2014.pdf 0.2%
37. https://www.treasury.gov/resource-center/data-chart-center/quarterly-refunding/Documents/Augus… 0.2%
50. https://mst.org/wp-content/media/Detailed-GM-Report_March-2018_Updated.pdf 0.2%
51. https://www.bbvaresearch.com/wp-content/uploads/2018/03/1802_SituacionEEUU_1T18.pdf 0.2%
52. http://ocw.upm.es/fisica-aplicada/tecnicas-experimentales/contenidos/LibroClase/TECap0501.pdf 0.2%
53. https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=2000OL61.TXT 0.2%
54. https://processdesign.mccormick.northwestern.edu/index.php/Reactors 0.15%
55. http://btagallery.blogspot.com/2010/07/pendinginan-bahan-hasil-pertanian.html 0.15%
56. http://niayulianty.blogspot.com/2013/11/proses-pembuatan-susu-kental-manis.html?_escaped_fra… 0.11%
57. http://ethesis.nitrkl.ac.in/2077/1/sanatan.pdf 0.1%
58. http://www.lac.lviv.ua/fileadmin/www.lac.lviv.ua/data/pidrozdily/Naukovi_Vydannya/Vydan_Torg/D… 0.1%
59. http://www.ua.undp.org/content/dam/ukraine/docs/PR/RPA_V2_Ukr_4Web_lowres.pdf 0.1%
60. http://ipk.edu.ua/journal/El-librari/Rinok%202010%20Kollektiv.doc.pdf 0.1%
61. http://www.un.org.ua/images/RPA_V2_Ukr_.pdf 0.1%
62. http://www.tsi.lv/sites/default/files/editor/science/Publikacii/RelStat_07/session_1_07.pdf 0.1%
63. https://contenido.bce.fin.ec/documentos/PublicacionesNotas/Notas/Dolarizacion/Dolarizacion10a… 0.1%
64. http://foundry.kpi.ua/images/stories/diplomi/zayzev.pdf 0.1%
65. http://old.nuwm.edu.ua/metods/nmu/fme/k061006.pdf 0.1%
66. http://mep.ecosys.com.ua/data/mep_zp_gfo.pdf 0.1%
67. http://sphu.org/wp-content/uploads/2017/01/Farmacom_2_2014.pdf 0.1%
68. http://ela.kpi.ua/bitstream/123456789/18460/1/Kravets_diss.pdf 0.1%
69. http://ukros.ru/wp-content/uploads/2013/06/BOOK.pdf 0.1%
70. http://www.lv.ukrstat.gov.ua/ukr/publ/2012/ZB182011Y12_1.pdf 0.1%
71. https://www.mckinsey.de/~/media/mckinsey/dotcom/client_service/epng/pdfs/the_golden_twentie… 0.1%
72. http://cg.gov.ua/web_docs/1/2015/03/docs/STR_2020_1.pdf 0.1%
73. https://nepis.epa.gov/Exe/ZyPURL.cgi?Dockey=9100E23B.txt 0.1%
74. http://www.imf.org/external/np/pp/eng/2015/042015.pdf 0.1%
75. https://es.slideshare.net/nogares/claves-para-la-participacin-y-generacin-de-contenidos-en-las-red… 0.1%
76. http://ethesis.nitrkl.ac.in/80/1/thesis-final-samantray.pdf 0.1%
77. http://rajaappuswamy.com/uploads/8/9/4/5/89452844/socc14.pdf 0.1%
78. http://www.dkrs.gov.ua/kru/doccatalog/document?id=137772 0.1%
79. http://ekon.uipa.edu.ua/wp-content/uploads/2016/10/%D0%A1%D0%91%D0%9E%D0%A0%D0%… 0.1%
80. https://ojs.uajy.ac.id/index.php/jik/article/view/966 0.1%
81. https://bank.gov.ua/doccatalog/document?id=19007319 0.1%
82. http://www.cenef.ru/file/Idustry-eng.pdf 0.1%
83. http://www.mecd.gob.es/dam/jcr:acf32edb-a3e6-4393-897c-10d02754c7b2/informe-egd-2010.pdf 0.1%
84. http://helvia.uco.es/xmlui/bitstream/handle/10396/949/9788478019366.pdf.txt?sequence=3 0.1%
85. https://vdocuments.mx/education/matlab-teoria.html 0.1%
86. http://helvia.uco.es/xmlui/bitstream/handle/10396/357/1320838x.pdf.txt;sequence=3 0.1%
Library sources: 37 sources found
Giovany Dea-30 MEI.docx 0.47%
AGUSRIANI-21 JUNI.docx 0.41%
15.I1.0019_Joshua Adi Nugraha P-KP-21 JUNI-F.docx 0.36%
15.I1.0144-Gary William Wirasandjaja (KP) (wirasandjaja@gmai.docx 0.15%
Hendy Agustinus -REVISI-6 JUNI.docx 0.15%
HENDY-REVISI-7 JUNI.docx 0.15%
ELSA OLIVIA-29 MEI.docx 0.14%
15.I1.0122-Nadia Anna Widodo-9 JUNI.docx 0.1%
Sintia Permata Sari-KP-19 JUNI.docx 0.1%
Tjoa, Gracia Aline Suprapto-REVISI- 8 MEI.doc 0.1%
Abednego Trianto Kurniawan 26 Maret.docx 0.1%
Ika Dewi Nurmasanti 4 April I.docx 0.1%
Ika Dewi Nurmasanti 4 April.docx 0.1%
Timoti Raharja 28 Maret.docx 0.1%
Telis Moyo 26 Maret I.docx 0.1%
CAECILIA-20 MARET.doc 0.1%
Danang Surya A 20 Maret.docx 0.1%
Riset Theo 16.N2.0011 .doc.doc 0.1%
Maria Belinda Gunawan 16 Maret.docx 0.1%
CLAUDIA-14 MARET.docx 0.1%
14.E1.0054 Maria Belinda Gunawan 14 Maret.docx 0.1%
Brigitta-13 MARET.docx 0.1%
CLAUDIA-10 MARET.docx 0.1%
14N1.0005 Hanna.docx 0.1%
13.60.0062 Ribka Ratnaningtyas-27 NOV.docx 0.1%
STEVEN SOESANTO-KP-20 JUNI.docx 0.1%
Library omitted sources: 1 source found
1. PROSES PRODUKSI SUSU UHT
Susu memiliki karakteristik berwarna putih kebiruan hingga kuning keemasan yang
berasaldaripenyebaranpartikelkoloidlemak,kalsiumkasein,karotendanribovlavin.
Susumemilikiaromadan rasayangkhas dengan pH netralantara 6,6-6,7.SusuUHT
(Ultra High Temperature) merupakan produk olahan susu yang memiliki umur simpan
yang panjang sekitar 10 bulan tanpa menggunakan bahan pengawet sehingga dapat
disebut sebagailong life product. Susu cair UHT merupakan susu yang diproses
menggunakanpemanasanpadasuhutinggisekitar135-150 Cdalamwaktuyangcukup o
singkatdandikemasdalamkemasanaseptic.ProsesUHT bertujuanuntukmembunuh
mikroorganisme patogen dalam produk yang dapat mempengaruhi kualitas dan
keamanan pangan. Prosesinisangatefektifdalamsegiwaktu,energidantempatyang
digunakan, selain itu waktu pemanasan yang singkat dengan suhu tinggi dapat
mempertahankan flavour pada susu (Bylund, 1995).
1.1. Hasil
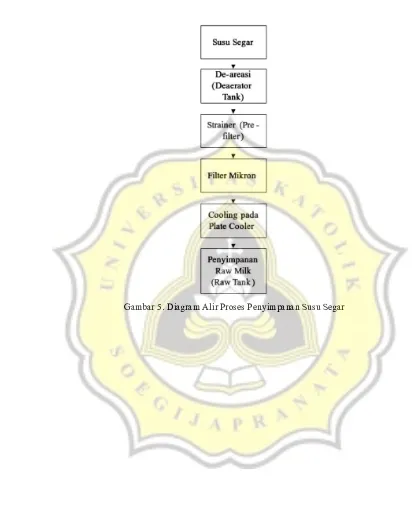
Proses awal produksi dimulai dari penerimaan susu segar kemudian dilakukan
penyimpanan yang dapat dilihat melalui Gambar 5. Selanjutnya susu segar melalui
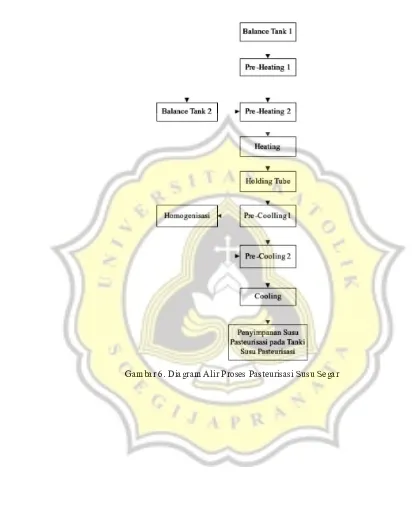
proses pasteurisasi yang terdiri dari proses pemanasan dan pendinginan dapat dilihat
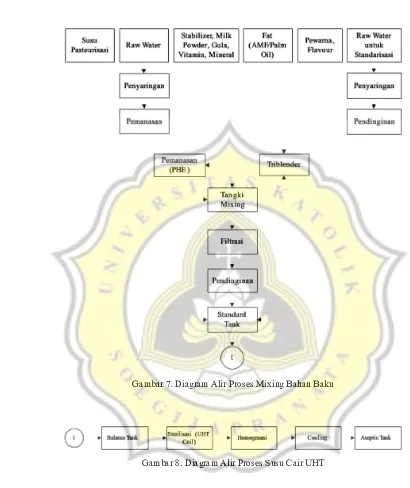
pada Gambar 6. Susu pasteurisasi ditambahkan dengan bahan tambahan lainnya melalui
Gambar 7. Diagram Alir Proses Mixing Bahan Baku
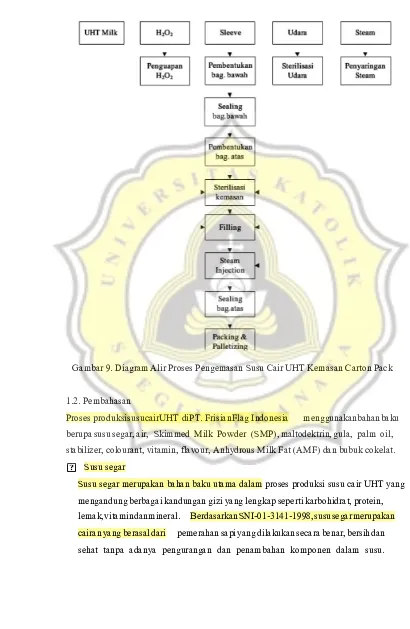
Gambar 9. Diagram Alir Proses Pengemasan Susu Cair UHT Kemasan Carton Pack
1.2. Pembahasan
Proses produksisusucairUHT diPT. FrisianFlag Indonesia menggunakanbahanbaku
berupa susu segar, air, Skimmed Milk Powder (SMP), maltodektrin, gula, palm oil,
stabilizer, colourant, vitamin, flavour, Anhydrous Milk Fat (AMF) dan bubuk cokelat.
Susu segar
Susu segar merupakan bahan baku utama dalam proses produksi susu cair UHT yang
mengandung berbagai kandungan gizi yang lengkap seperti karbohidrat, protein,
lemak,vitamindanmineral. BerdasarkanSNI-01-3141-1998,sususegarmerupakan
cairan yang berasal dari pemerahan sapi yang dilakukan secara benar, bersih dan
Pengolahan sususegar denganproses pemanasanmenyebabkanbeberapakandungan
dalam susu berkurang sehingga membutuhkan beberapa bahan baku tambahan
lainnya untuk memenuhi kandungan gizi yang telah ditetapkan.
Air
Air digunakan dalam pencampuran dan pelarutan bahan-bahan tambahan yang
berbentuk bubuk sehinggadapatmemudahkanprosesmixingantara bahantambahan
dengan susu cair. Air untuk proses mixing menggunakan fresh water yang telah
melewatiprosespenyaringandanpemanasan.Selainitu,penambahan airdilakukan
untuk prosesstandarisasi susucair yangtelah bercampur denganbahan bakulainnya
selama dalam tangki standarisasi.
Skimmed Milk Powder (SMP)
Susu skimmengandungsemua kandungandalamsusukecuali kendunganlemakdan
juga vitamin yang larut lemak. Susu bubuk skim mengandung protein yang cukup
tinggi sehingga digunakan sebagai bahan tambahan untuk meningkatkan jumlah
kandungan proteindalamproduk .Selain itu,sususkimakan mempengaruhikadar
padatan susu non lemak sehinga mengalami peningkatan sesuai dengan standard
yang telah ditetapkan. Kuantitas susu bubuk skim yang ditambahkan disesuaikan
dengan jenis produk susu cair.
Gula
Gula yang digunakan dalam proses produksi susu cair berupa gula rafinasi yang
berfungsi sebagai bahan pemanis alami dan dapat dimanfaatkan sebagai bahan
pengawet. Stabilizer
Stabilizer digunakan untuk menjaga kualitas produk agar tetap stabil mulai dari
bahan mentahhinggadiproses menjadi produkakhir.Selainitu,stabilizer digunakan
untuk mengikat air maupun lemak dan menjaga kestabilan susu selama masa
penyimpanan produk sehingga produksusuUHTtidakcepat mengalami kerusakan
secara fisik.
Perwarna / Colourant
Pewarnamakananditambahkanuntukmemberikanwarnasesuaidenganvarianrasa
sintetik karena memiliki kestabilan warna yang lebih tinggi dari pada pewarna
makanan alami.
Vitamin dan Mineral
Vitamindan mineral digunakan untuk meningkatkankandungan gizi dalam produk
karena vitamin yang berasal dari susu memiliki kestabilan yang rendah terhadap
proses pemanasan suhu tinggi sehingga banyak vitamin maupun mineral yang hilang.
Vitamin yang ditambahkan yaitu vitamin A, B1, B2, B, B12, C, D dan E.
Maltodekstrin
Maltodekstrin merupakan bahan pengemulsi yang berfungsi untuk melindungi
senyawa volatil sehingga ketika proses pemanasan tidak banyak senyawa volatile
yang hilang dari produk (Krishnan et al., 2005).
Flavor
Flavormengandung senyawa volatil yang bersifat mudah menguap yang digunakan
sebagai bahan tambahan untuk meningkatkan atau memperkuat rasa dan aroma
dalamproduksesuaidenganjenisatauvarianproduksusuUHT sehinggasusuakan
memilikiflavouryang khas. Selain dapat meningkatkan rasa, dapat juga untuk
menekan rasa yang tidak diharapkan atau diinginkan. Contohnya terdapat
penambahan bubuk coklat untuk memberikan cita rasa pada produk dengan varian
rasa coklat.
Palm Oil dan Anhydrous Milk Fat (AMF)
AMF mengandung lemak susu yang berasal dari krim susu yang telah digunakan
sebagaibahan tambahan untukmeningkatkankandungan lemakdalamproduksusu
sesuai dengan standard yang telah ditetapkan.
Prosesproduksisusucair UHT(Ultra High Temperature) diawali dengan pengolahan
sususegar hingga menjadisusupasteurisasilalu diolah lebih lanjutmenjadisusucair
siapminum.Prosesawal penerimaandanpenyediaanbahan bakutermasuksususegar
dan bahan tambahan lainnya yang diterima perlu dianalisis terlebih dahulu dengan
proses sampling oleh bagian divisi Quality Control (QC). Hal ini bertujuan untuk
mengetahui kualitasmaupun kelayakanbahanbaku dansusu segarsebelumdiproduksi.
untukprosesproduksi,namunjikatidaksesuaidengan syaratataustandardyangtelah
ditetapkan maka bahan baku tidak diterima.
Sususegar yangtelah memenuhi standard perusahaan akan disimpanke dalamtangki
penyimpanan dengan beberapa tahapan proses. Susu segar tersebut mula-mula akan
melalui proses deaerasi di dalamdeaerator tank.Proses deaerasi berfungsi untuk
menghilangkan gelembung-gelembung udara yang terbentuk saat proses transportasi
susu maupun saat berlangsungnya proses penyedotan susu. Hal ini bertujuan untuk
mencegah terjadinyakesalahandalamperhitunganvolumesusuyangmengalirdengan
flowmeter, selain itu mencegah terjadinya oksidasi akibat banyaknya oksigen dalam
susu. Setelah itu, susu segar akan melalui 2 kali proses filteringyaitu penyaringan
dengan menggunakanstrainerdan penyaringan mikro. Filter denganstrainerdigunakan
untukmenyaringpartikelataukotoranyangberukuran besardidalamsusu,sedangkan
filter mikro digunakan untuk menyaring partikel atau kotoran yang berukuran sangat
kecil yang masih dapat melewati strainer. Hal ini dilakukan dengan tujuan untuk
mencegah kerusakan susu secara fisik dan menjaga kualitas mutu susu. Filter susu segar
akan diperiksa secara berkala setiap 5 kali pengaliran susu segar sehingga filter yang
mengalami kerusakan dapat segera dilakukan penggantian.
Setelahdilakukanprosespenyaringankemudiansususegarmelaluiproses pendinginan
yangberfungsi untukmenghambatpertumbuhanmikroorganismeperusakdanmenjaga
suhu susu segar antara 3-4 C. Proses pendinginan ini menggunakano Plate Heat
Exchanger (PHE) dengan suhu maksimal 11 C. Susu segar disimpan sementara dalamo
raw milk tank sebelum dilakukan proses pasteurisasi dengan suhu kurang dari 14 C dano
maksimum waktu penyimpanan dalam tangki selama 24 jam. Sehingga jika telah
mendekati waktu maksimal ataustanding time tersebut maka harus segera diproses
dikarenakan lamanya waktu penyimpanan akan berpengaruh terhadap kualitas susu
segar yang mengalami penurunan.
Susu yang telah disimpan dalam tangki raw milk kemudian dipindahkan ke dalam
balance tank1 untuk dilakukan proses pasteurisasi. Pasteurisasi merupakan proses
untukmembunuh danmengurangijumlahmikroorganismeyangmasih dapatbertahan
ketika proses penyimpanan (Early, 1998). Balance tankberfungsi untuk mengatur aliran
susu yang akan melewati PHE sehingga dapat berjalan secara kontinyu. Susu dalam
balancetank1 kemudian melewati separator yang berfungsi untuk memisahkan bagian
krim danskimdalamsususegar,selainitudapatberfungsi untuk memisahkankotoran-
kotoran yang masih terdapat dalam susu. Proses pasteurisasi dimulai dengan proses
pre-heating yang bertujuan untuk mencegah terjadinya perubahan suhu yang drastis atau
temperature shock yang dapat mempengaruhi kualitas susu. Susu akan memasuki
balance tank2 dan memasuki proses pre-heatingdimana terjadi kenaikan suhu secara
bertahap hingga mencapai suhu pemanasan atau heating. Proses pasteurisasi
menggunakanPlate Heat Exchanger(PHE) dapat mencegah terjadinyaover heating
dan panas dapat ditransfer lebih cepat ke dalam susu. Jika susu tidak mencapai suhu
yang ditetapkan maka susu akan memasukirecovery tank untuk disirkulasi ulang
melewati PHE hingga suhu susu mencapai target. Setelah itu, terdapatholding tube
yang berfungsi untuk menahan susu yang telah melalui proses pemanasan selama
beberapa detik.
Susu akan melalui proses homogenisasi yang berfungsi untuk memperkecil ukuran
molekul atau globula-globula lemak dalam susu sehingga menjadi seragam dan tidak
menyebabkan terjadinya penggumpalan. Selain melalui proses pemanasan, terdapat
prosespendinginan yangmelaluiPHE yang sama.Namun, susumelewati prosespre-
cooling sebelum pendinginan sehingga susu tidak mengalami temperature shock. Jika
belum mencapai suhupendinginan yangditetapkan maka susuakan disirkulasi ulang.
Prosescoolingbertujuanuntukmematikanmikroorganismeyangmasihdapatbertahan
hidup setelah melewati proses pemanasan. Susu yang telah diproses pasteurisasi akan
disimpan dalamtangki susupasteurisasi(pasteurized milk tank).Susu pasteurisasiyang
telah disimpan tidak boleh melewatistanding timeselama 24 jam karena susu dapat
mengalami kerusakan dan penurunan mutu sehingga susu harus uji kelayakan secara
berkala dan segara diproses.
Susu pasteurisasi dan bahan-bahan baku lainnya yang dibutuhkan dalam pembuatan
skim milk powder,gula, vitamin, bubuk coklat dari dumping dimasukkan ke dalam
hopper sesuai dengan komposisi produk yang akan diproduksi, namun terdapat rentang
waktu untuk sirkulasi antar bahan yang di-dumping. Susu reproses yang akan digunakan
ditransfer ketriblender, sedangkan AMF dan palm oil disiapkan di dalam fat tank.
Kemudian bahan baku tersebut melalui prosesmixingdalamtriblender tank yang
dilengkapi dengan agitator dan juga terdapat proses pemanasan melalui PHE. Pada
prosesini,terdapatpenambahanairyangtelahmelaluiprosespemanasandengan suhu
70-80oC. Agitator berfungsi untuk mencampur bahan sehingga bahan dapat tercampur
secara homogen. Sebelum hasil darimixing tankditransfer ke dalamstandard tank,
perlu adanya proses penyaringan kemudian pendinginan melalui PHE. Susu pasteurisasi
akan langsung ditransfer ke dalamstandard tank selama proses mixing bahan baku,
samahalnyadengan bahanpewarna danflavourditambahkankedalamstandard tank.
Standard tank berfungsi untuk standarisasi produk sebelum dilakukan proses lebih
lanjut.
Susu daristandard tank kemudian ditransfer ke dalam balance tank dan dipanaskan
dalam UHTcoil. UHTcoil akan mentransfer panas secara bertahap hingga mencapai
suhu yang ditargetkan. Susu akan diberikan perlakukan pemanasan, namun terlebih
dahulumelaluiprosespre-heating kemudian dihomogenisasi pada tekanan yang tinggi.
Prosespemanasaninimenggunakansuhusekitar135-145 Cdalamwaktuyangsingkat o
selama kurang lebih 2 – 5 detik. Pemanasan yang dilakukan dalam waktu singkat
bertujuan untuk mencegah terjadinya penurunan kualitas seperti warna,flavour, cita rasa
khas dan juga mencegah rusaknya kandungan nutrisi dalam susu . Setelah itu, proses
pemanasandengansuhutinggidilanjutkanhomogenisasikembalidengantekananyang
lebih rendah.Proseshomogenisasi bertujuan untukmemperkecilukuranmolekullemak
sehingga susu yang telah diproses tidak menggumpal maupun mengendap. Susu akan
melaluiprosespre-cooling terlebih dahulu dan dilanjutkan dengan proses pendinginan.
Susuyangtelahmencapaisuhuyangditentukanakanditransferkedalamaseptic tank.
Susuyang telahdiolah dariaseptic tankakan ditransferke dalamfilling machinedan
1.3. Proses Pengemasan
Prosesfilling susu UHT akan dikemas menggunakan kemasan primer berupacarton
pack yang berlangsung secara aseptik dan steril melalui filler combibloc. Proses akan
berjalan secara otomatis dalamaseptic zone tanpa campur tangan langsung dari
manusia, dengandemikianproduk yangdihasilkan dapatterjamindari segikualitas dan
higenitasnya. Kemasancarton pack merupakan kemasan multilapis yang kedap udara
dancahaya termasuk cahayaultraviolet tidakakan menembus kemasansehingga susu
tidak mudah mengalami kerusakan secara mikrobiologis, fisik dan kimiawi. Sebelum
dilakukanprosesfilling sleeve carton pack, yangmasihberbentuklembaran disiapkan
lalu dibentuk sedemikian rupa dan di-sealing bagian bawahnya, untuk bagian atas hanya
akan dibentuk lipatan saja.Sleeveakan disterilisasi melewatiaseptic zonedengan
tahapanpertamapre-heating menggunakan uap panas yang disemprotkan. Setelah itu,
cartonpack disterilisasi dengan penyemprotan (spraying) H2O2 dan dilanjutkan dengan
proses pengeringancarton pack Carton pack. yang telah steril tersebut akan diisi
(filling dengan susu dari ) filler sesuai dengan volume kemasan, kemudian diinjeksi
dengansteamdan bagian ataskemasancarton pack langsung di-sealing. Susu cair yang
telah dikemas diberi kode produksi, tanggal kadaluarsa dan sedotan. Proses di atas
berbeda dengan susu kemasan botol karena dalam prosesnya botol yang digunakan
belum disterilisasi sehingga setelah proses filling ke dalam botol barulah melewati
proses sterilisasi. Kemasan sekunder yang digunakan untuk mengemas produk susu
berupa kardus untuk selanjutnyadisimpan dandidistribusikan kepada distributoryang
telah bekerja sama dengan PT. Frisian Flag Indonesia.
1.4. Hasil Produk Susu Cair Siap Minum
Produk susucairsiap minumyangdihasilkanterdiridari Frisian FlagPurefarm, Frisian
Flag Kids dan Milky. Dalam proses produksi susu cair tersebut terdapat beberapa
perbedaan dalam penggunaan komposisi bahan baku, kemasan, dan nutrisi. Untuk
Frisian Flag Purefarm Low Fat memiliki kandungan lemak yang rendah kurang lebih
lemak totalnya sebesar 4% sehingga sangat cocok untuk konsumen yang sedang
menjaga asupan gizi dengan mengurangi kadar lemak. Frisian Flag Purefarm Full
Cream memiliki rasa gurih dan Frisian Flag Purefarm Flavour Milk memiliki varian
rasayanguniksehinggasangatcocokuntukkonsumenmulai dariremajahinggaorang
berukuran225mldan900ml.UntukFrisianFlagMilkydanKidmemilikivarianrasa
coklat dan stroberi yang khas sehingga produk ini sangat cocok bagi anak-anak.
Kemasan Frisian Flag Milky tersedia dalam kemasancarton packberukuran 70 ml,115
2. REVIEW SANITASI PERALATAN PADA UHT PACKING FILLER
DENGAN PROSES CIP (CLEANING IN PLACE)
2.1. Latar Belakang
Industri pangan yang semakin maju dan berkembang hingga saat ini sangat berkaitan
erat terhadap keamanan pangan. Keamanan pangan menjadi salah satu faktor penting
dalammenghasilkan produkdengan mutu dankualitas tinggi serta produk yangaman
untuk dikonsumsi. Namun, faktanya masih terdapat banyak permasalahan kesehatan
yang disebabkan adanya produk dengan kualitas pangan yang rendah sehingga perlu
dilakukan peningkatan keamanan pangan. Dalam suatu industri pangan berbasis susu,
sangatdiperlukanperhatianyangmenitikberatkanpadakualitasdanumursimpansusu
karenasifatnyayangmudahmengalami kerusakan (perishable food).Sanitasimenjadi
salah satu upaya yang dapat dilakukan untuk menjaga dan memelihara kebersihan
lingkungan atau area pabrik, peralatan, pekerja secara personal.
Sanitasi dapat mempengaruhi kualitas maupun keamanan pangan suatu produk sehingga
sangat penting untuk diterapkan mulai dari penerimaan bahan baku yang digunakan,
sebelum proses produksi, selama proses produksi berlangsung hingga sesudah proses
produksi termasuk proses pengemasan, penyimpanan, dan pendistribusian hingga
sampaikepadatangan konsumen.Sanitasiyang burukdapatmenjadisalah satufaktor
terjadinya kerusakan pada susu. Peralatan yang digunakan selama proses produksi
memiliki resiko menjadi sumber kontaminasi karena peralatan berkontak secara
langsung dengan produk. Jika peralatan yang telah digunakan untuk produksi tidak
dilakukan pembersihan secara rutin maka akan banyak pengotor ataufouling yang
menempel dan semakin sulit dibersihkan yang sangat cocok bagi pertumbuhan dan
perkembangbiakan mikroorganisme. Selain itu, alat tidak akan berjalan secara maksimal
karena dapat terjadi penyumbatan pada alat yang digunakan.
Pada peralatansetelah prosesproduksi susuakan tertinggal sisa-sisahasil produksiatau
pengotorpada tangki danperalatan lainnya baikyang mudahdibersihkan hingga sulit
dibersihkan. Sehingga pada setiap tahapan proses perlu dilakukan pembersihan pada
peralatan yangtelah digunakan baik pembersihanCOP(Cleaning Out Place) maupun
untukmembersihkan pengotoryangterlihatsecarakasatmatadanjugaperalatanyang
memungkinkan untuk dilakukan pembongkaran. Sedangkan metode CIP digunakan
untuk membersihkan pengotor yang sulit untuk dibersihkan sehingga memerlukan
bantuan dari bahan-bahan kimiawi sebagai larutan pembersih dalam menghilangkan
pengotor tersebut. Keberhasilan proses CIP dipengaruhi oleh beberapa faktor seperti
konsentrasi larutan yang digunakan, suhu, waktu sirkulasi setiap tahapan proses CIP,
dan juga kecepatan aliran larutan (Tamime, 2008).
2.2. Tujuan
Review data konsentrasi bahan kimia/ detergen setelah proses CIP bertujuan untuk
mengetahui tingkat efektivitas dari proses sanitasi yang dilakukan, apakah data yang
diperoleh telah memenuhi standard yang telah ditentukan oleh perusahaan. Hal ini
dikarenakan pentingnya keberhasilan proses sanitasi untuk mempertahankan kualitas
suatu produk yang dihasilkan.
2.3. Metode
Metode yang dilakukan menggunakan metode observasi atau pengamatan secara
langsung, wawancara dan pengambilan data. Metode observasi dilakukan dengan
mengamati secara langsung proses sanitasi peralatan pada UHT Filler Packing.
Sedangkan metode wawancara dilakukan dengan melakukan tanya jawab secara
langsungmelaluiinteraksidenganSupervisormaupunforeman atau operator di tempat
yang bersangkutan sehingga dapat lebih memahami terhadap proses sanitasi maupun
terhadap data yang akan diambil. Metode pengambilan data dapat dilakukan secara
langsung dengan mengikuti proses yang dilakukan maupun dapat melalui rekam data
historis yang telah ada. Dalam hal ini digunakan data historis mengenai konsentrasi dari
cleaning agent seperti senyawa caustic maupun asam yang digunakan dalam proses CIP
untuk direview lebih lanjut apakah terdapat deviasi pada data tersebut.
2.4. Hasil
Hasil review datakonsentrasi larutancaustic dan larutanasam padaUHT filler dariline
02-J
CAUSTICCONCENTRATION UHT FILLER1
NaOH (%) MAX(%) MIN(%)
Grafik 1. Konsentrasi Larutan NaOH UHT Filler Line 1 2017
02-J
ACID CONCENTRATION UHT FILLER1
HCl (%) MAX(%) MIN(%)
Grafik 2. Konsentrasi Larutan HCl UHT Filler Line 1 2017
02-J
CAUSTICCONCENTRATION UHT FILLER2
NaOH (%) MAX(%) MIN(%)
Grafik 3. Konsentrasi Larutan NaOH UHT Filler Line 2 2017
02-J
ACID CONCENTRATION UHT FILLER2
HCl (%) MAX(%) MIN(%)
02-J
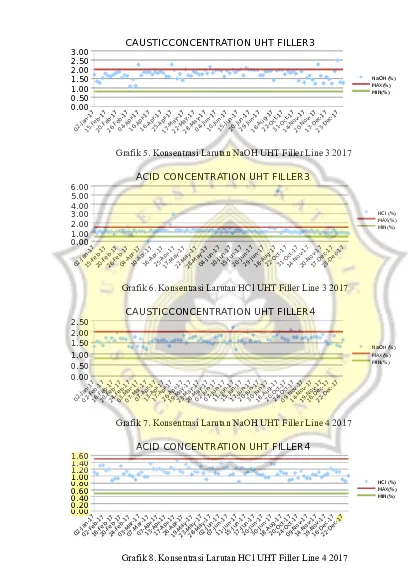
CAUSTICCONCENTRATION UHT FILLER3
NaOH (%) MAX(%) MIN(%)
Grafik 5. Konsentrasi Larutan NaOH UHT Filler Line 3 2017
02-J
ACID CONCENTRATION UHT FILLER3
HCl (%) MAX(%) MIN(%)
Grafik 6. Konsentrasi Larutan HCl UHT Filler Line 3 2017
02-J
CAUSTICCONCENTRATION UHT FILLER4
NaOH (%) MAX(%) MIN(%)
Grafik 7. Konsentrasi Larutan NaOH UHT Filler Line 4 2017
02-J
ACID CONCENTRATION UHT FILLER4
HCl (%) MAX(%) MIN(%)
02-J
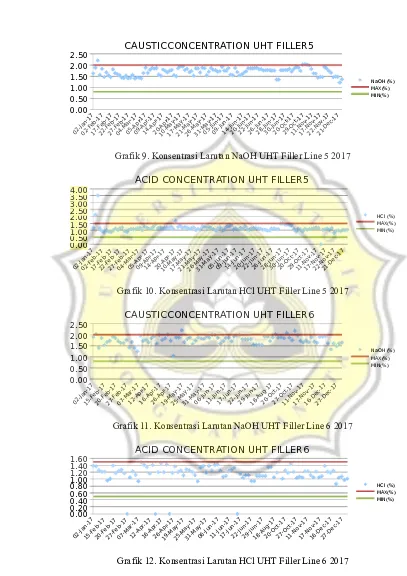
CAUSTICCONCENTRATION UHT FILLER5
NaOH (%) MAX(%) MIN(%)
Grafik 9. Konsentrasi Larutan NaOH UHT Filler Line 5 2017
02-J
ACID CONCENTRATION UHT FILLER5
HCl (%) MAX(%) MIN(%)
Grafik 10. Konsentrasi Larutan HCl UHT Filler Line 5 2017
02-J
CAUSTICCONCENTRATION UHT FILLER6
NaOH (%) MAX(%) MIN(%)
Grafik 11. Konsentrasi Larutan NaOH UHT Filler Line 6 2017
02-J
ACID CONCENTRATION UHT FILLER6
HCl (%) MAX(%) MIN(%)
02-J
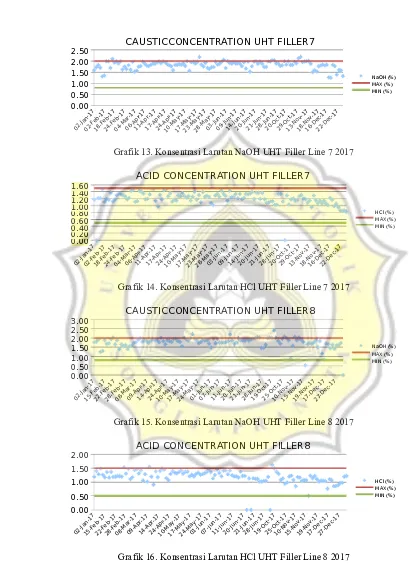
CAUSTICCONCENTRATION UHT FILLER7
NaOH (%) MAX (%) MIN (%)
Grafik 13. Konsentrasi Larutan NaOH UHT Filler Line 7 2017
02-J
ACID CONCENTRATION UHT FILLER7
HCl (%) MAX (%) MIN (%)
Grafik 14. Konsentrasi Larutan HCl UHT Filler Line 7 2017
02-J
CAUSTICCONCENTRATION UHT FILLER8
NaOH (%) MAX (%) MIN (%)
Grafik 15. Konsentrasi Larutan NaOH UHT Filler Line 8 2017
02-J
ACID CONCENTRATION UHT FILLER8
HCl (%) MAX (%) MIN (%)
Filler 1 Filler 2 Filler 3 Filler 4 Filler5 Filler 6 Filler 7 Filler 8
0 20 40 60 80 100 120 140
0.00% 2.00% 4.00% 6.00% 8.00% 10.00% 12.00% 14.00% 16.00%
21
84 91 87 115
91
124 119
2 7 8 3 4 6 8 16
9.52%
8.33% 8.79%
3.45% 3.48%
6.59% 6.45% 13.45%
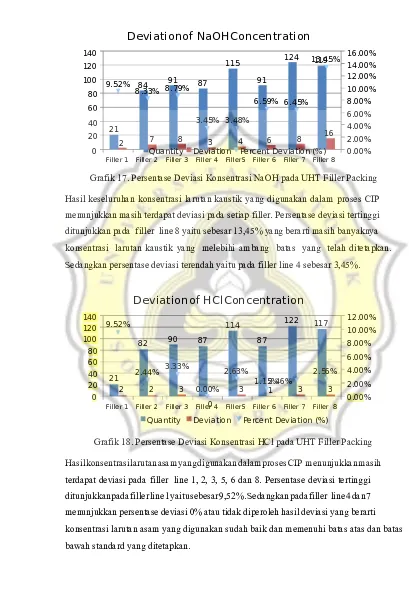
Deviationof NaOHConcentration
Quantity Deviation Percent Deviation (%)
Grafik 17. Persentase Deviasi Konsentrasi NaOH pada UHT Filler Packing
Hasil keseluruhan konsentrasi larutan kaustik yang digunakan dalam proses CIP
menunjukkan masih terdapat deviasi pada setiapfiller. Persentase deviasi tertinggi
ditunjukkan pada filler line 8 yaitu sebesar 13,45% yang berarti masih banyaknya
konsentrasi larutan kaustik yang melebihi ambang batas yang telah ditetapkan.
Sedangkan persentase deviasi terendah yaitu pada filler line 4 sebesar 3,45%.
Filler 1 Filler 2 Filler 3 Filler 4 Filler5 Filler 6 Filler 7 Filler 8
0 20 40 60 80 100 120 140
0.00% 2.00% 4.00% 6.00% 8.00% 10.00% 12.00%
21
82 90 87 114
87
122 117
2 2 3
0
3 1 3 3
9.52%
2.44% 3.33%
0.00% 2.63%
1.15%2.46%
2.56%
Deviationof HClConcentration
Quantity Deviation Percent Deviation (%)
Grafik 18. Persentase Deviasi Konsentrasi HCl pada UHT Filler Packing
HasilkonsentrasilarutanasamyangdigunakandalamprosesCIP menunjukkanmasih
terdapat deviasi padafiller line 1, 2, 3, 5, 6 dan 8. Persentase deviasi tertinggi
ditunjukkanpadafillerline1yaitusebesar9,52%. Sedangkan padafiller line4 dan7
menunjukkan persentase deviasi 0% atau tidak diperoleh hasil deviasi yang berarti
konsentrasi larutan asam yang digunakan sudah baik dan memenuhi batas atas dan batas
2.5. Pembahasan
PT. Frisian Flag Indonesia telah menerapkan proses COP (Cleaning Out Place) dan CIP
(Cleaning In Place) dalam menjaga sanitasi atau kebersihan pada peralatan-peralatan
produksi pengolahan susu. Kedua proses ini bertujuan untuk menjaga performa dari alat
yang digunakan dan kualitas produk itu sendiri. Peralatan UHTfiller packingperlu
disanitasi karena merupakan jalur yang kontak langsung dengan susu dan langsung akan
dikemas. Proses CIP dilakukan secara otomatis dengan menggunakan cleaning agent
dalam membersihkan pengotor-pengotor dari susu yang tertinggal pada peralatan.
Larutanyang berperan sebagaicleaning agent yaitu larutanbasa sepertiNaOH, KOH
dan larutanasam seperti HNO , HCl maupun H3 3PO4 . Cleaning agent yang digunakan
harus memiliki sifat yang dapat melarutkan pengotor secara cepat, non-korosif, non-
toksik, stabil selama penyimpanan, non-caking dan non-dusting, mudah untuk
dilakukan pengukuran, dan ekonomis (Guthrie, 1983). Proses COPmerupakan proses
pembersihanperalatan secara langsungdengan cara pembongkaranalat hingga bagian
dalam. Berbeda halnya dengan proses CIP dimana pembersihan alat tidak perlu
dilakukan pembongkaran sehingga pembersihan dapat berlangsung tanpa campur tangan
manusia. Proses CIP dilakukan dengan mengalirkan air panas, air bersih maupun
kombinasibahan kimiamelaluipipayang berasaldariCIPcentral. Sanitasiyangbaik
dilakukan sebelum dan sesudah proses produksi untuk menjaga hiegenitas peralatan
yang kontak langsung dengan produk.
Menurut Kessler (1981) dalam Wirtanen, et al. (2002), residu susu yang akan
dihilangkan mengandung berbagai komponen didalamnya seperti air, protein, lemak,
laktosa, vitamin, mineral dan milk stone. Protein dan lemak merupakan komponen
paling penting dalam susu. Pada umumnya proses produksi dengan suhu yang tinggi
dan waktu proses yang panjang akan menyebabkan pengotor terserap dan tertinggal
pada permukaan peralatan sehingga akan semakin sulit dibersihkan. Pengotor dalam
industri susu dapat terbagi menjadi 2 macam yaitu pengotor yang larut air dan yang
tidak larutair.Untukpengotoryang larut airdapat berupa gula danmineral,sedangkan
pengotor yang tidak larut air dapat terbagi menjadi 2 yaitu pengotor organik dan
inorganik. Pengotor organik berupa lemak, minyak, protein, grease dan karbohidrat
tinggi seperti contoh karbohidrat dapat bereaksi menyebabkan terjadi reaksi Mailard
atau protein terdenaturasi. Pengotor inorganik dapat berupa mineral dan garam.
Pengotor ini dapat membentukmilk stoneyang dapat menyebabkan kerak yang sulit
untuk dibersihkan. Milk stone terbentuk ketika pemanasan diatas 60 C yang akan o
mengendap pada permukaan tangki maupun pipa dan jika proses terlalu lama akan
berubah warna menjadi putih kecoklatan (Bylund, 1995). Sisa-sisa produk dan pengotor
yang menempel pada permukaan dapat terbentuk karena adanya proses pemanasan UHT
sehingga banyak terjadi reaksi pada kandungan dalam susu yang membentuk matriks
yang kompleks sehingga sulit untuk dihilangkan dengan air biasa.
Proses sanitasi dalam industri susu tidak hanya dilakukan dengan metode CIP saja
melainkan diperlukan proses COPdengan tujuan untuk membersihkan pengotor yang
dapat terlihat secara kasat mata. Proses COP dilakukan secara manual dengan
membongkar bagian-bagian peralatan dan dilakukan pencucian dengan sabun,
perendaman maupun pembilasan dengan air. Sebelum dilakukan pembongkaran,
dilakukan pembilasan dengan air pada seluruh bagian untuk menghilangkan sisa-sisa
susu darifiller maupun pengotor lainnya. Pada bagian peralatan UHTpacking filler
terdapat pembongkaran seluruh bagian-bagian dariaseptic chamberlalu dilakukan
perendaman dalam air dan dicuci dengan busa biasa karena peralatan tersebut terbuat
daristainless steel.Selainitu,pembersihanpadawindow aseptic chamber mesinfiller
dicuci menggunakan busa dengan tekstur permukaan yang halus untuk mencegah
windowstergores-gores oleh busa. Bagian yang terlewati oleh sleeve juga harus
dibersihkantermasukbagianyangkontakdengan produksecaralangsungkarenatetap
terdapat sisa-sisa pengotor ataugrease yang mengendap pada peralatan. Setelah
dilakukan pembersihan dan pengeringan maka peralatan dipasangkan kembali kemudian
dilakukan proses sterilisasi.
ProsesCIP dilakukanpadaUHTfiller karenaperalatanyang digunakansebagianbesar
berupa pipa-pipa, pemanas, separator dan sebagainya yang menjadi transisi susu dengan
kecepatan tinggi sehingga sulit untuk dilakukan pembongkaran (Memisi et al., 2015).
Sistem CIP yang diterapkan padafiller combibloc yaitu sistem CIP central yang
tersendiri di dalamfiller room sehingga dapat dikatakan sebagai independent karena
tidak bergabung bersama CIP central lainnya. Hal ini dikarenakan kebutuhan dari
peralatan yang akan dibersihkan harus segera dilakukan pembersihan dengan CIP
sehinggaapabilaCIP centralberada di pusatakanmemakanwaktuyanglebihpanjang.
CIP centralyangdimilikiolehfiller combiblociniakantetapmenerimalarutancaustic
dan larutan asam yang pekat dari pusat CIP central untuk dilakukan pengenceran
terlebih dahulu sebelum disirkulasikan.
ProsesCIPuntukUHTpacking fillerdapatdibedakan menjadi2jenisyaitu CIP final
danCIPintermediate.ProsesCIPintermediatehanyabolehdilakukanmaksimal1kali
dalamsatutahapan/ siklusproses.ProsesCIPinibiasanya dilakukanpada saat terjadi
kendala ketika prosesfilling sedang berjalan sehingga perlu dilakukan proses CIP
terlebih dahuludalam waktuyanglebihsingkat.SedangkanCIP finaldilakukansetelah
proses produksi atau filling telah selesai dilakukan sehingga proses CIP dapat dijalankan
setelah proses COP selesai. ProsesCIPpadafiller dilakukansetiap kurang lebih24 - 48
jambersamaandenganCIP padaaseptic tankyangbersangkutankarenajalurproduksi
yang saling terhubung. Proses CIP untukpacking fillerterdapat beberapa perbedaan
penggunaanlarutanasamdanperbedaanmetode.ContohnyaCIP untukperalatanfiller
susu kemasan botol maupun carton packdigunakan larutan asam berupa HCl,
sedangkan untuk peralatanfillersusu kental manis kemasan kaleng menggunakan
larutan asam berupa HNO , namun berbeda dengan3 filler susu kental manis kemasan
pouch dimana proses CIP dilakukan tanpa menggunakan larutan asam sehingga dapat
dikatakan bahwa larutan caustic sudah cukup efektif dalam membersihkan peralatan
tersebut.ProsesCIPuntukmesin UHTfiller combi bloc terdiri dari tahap pembilasan
awal, dilanjutkan sirkulasi larutan basa, pembilasan intermediet, sirkulasi asam, dan
pembilasan akhir.
Pre-Rinse / Pembilasan Awal
Proses pembilasan awal bertujuan untuk membilas sisa-sisa produk yang tertinggal pada
permukaanalatterutamadalampipa-pipasaluranyangterlewatiolehsusudariaseptic
tank. Pembilasan awal menggunakan air (reuse water) yang dilakukan selama ±5 menit.
dapat menghemat air yang digunakan (Tamime, 2008). Hal ini dapat membantu
memaksimalkan sirkulasi larutan caustic sehingga larutan caustic tidak mengandung
terlalu banyak kotoran dan larutan dapat di-recovery.
Sirkulasi larutan kaustik
Setelah itu, dilakukandosinglarutan kaustik berupa NaOH yang telah dilakukan
pengenceran terlebih dahulu pada CIP central di filler room hingga konsentrasinya
mencapai0,5-2%,dengan konduktivitaslebihdari70msdantemperatursekitar70 C. o
LarutancausticNaOHdigunakanuntukmembersihkan bahan-bahanorganikdari susu
yang telah mengendap pada saluran pipa filler seperti protein dan lemak. Larutan
caustic akan memecah molekul protein dan menghilangkan asam lemak pada jalur
produksi (Tamime,2008). Menurutteori Chisti&Moo-Young(1994),pembilasanpipa
dengan larutan kaustik dilakukan selama 15-20 menit. Larutan yang telah digunakan
untukproses CIP pertama kali akan masukke dalamdrainkemudianjika konsentrasi
maupun konduktivitasdari larutantelahmemenuhi standardmaka larutan akankembali
ke dalam tangkicaustic.Hal ini dapat disebut sebagairecovery CIP karena larutan
kimiawi yang digunakan tidak terlalu banyak membawa pengotor sehingga dapat
digunakan kembali untuk siklus CIP selanjutnya. Dengan demikian dapat
meminimalkanpemborosanyangterjadiataudapatlebihmenghematbiaya,energidan
juga mengurangi limbah yang mengandung bahan kimiawi tersebut. Prosesrecovery
CIP ini juga berlaku bagi larutan asam pada proses selanjutnya.
Between Rinse / Pembilasan intermediet
Sebelum dilakukan pembilasan dengan larutan asam terlebih dahulu dilakukan
pembilasandenganairselama±2menit.Halinibertujuanuntukmenghilangkanresidu
darilarutancausticpadasaluranpipayangtertinggalsehinggamencegahterjadireaksi
antaralarutan asamdan larutanbasa.Prosespembilasan dengan larutan caustichanya
dapat menghilangkan pengotor organik saja sehingga masih memerlukan bantuan
pembersihan dari larutan asam.
Sirkulasi larutan asam
Tahap berikutnyayaitudosinglarutanasamberupa HCldengan konsentrasiantara0,5-
1,5%, konduktivitas lebih dari 40 ms dan temperature larutan sekitar 60 C. Larutan o
asamHCldigunakanuntukmembersihkanmineralyangmengendappada saluranpipa
sirkulasi larutan asam dilakukan selama ±10 menit hingga semua sisa pengotor telah
larut dalam larutan asam. Larutan asam yang telah digunakan akan masuk ke dalam
drain dan jika telah memenuhi standard akan masuk kembali ke dalam tangki asam.
Final Rinse / Pembilasan akhir
Setelah pembilasan dengan larutan asam kemudian dilakukan pembilasan dengan air
selama ±7 menit. Pembilasan akhir menggunakan air biasa tergantung dari peralatan
yangsedang dibersihkan.Pembilasanakhir inidilakukanuntuk menghilangkan residu
dari larutan asam yang masih tertinggal dalam pipa setelah dilakukan sirkulasi.
Sehingga peralatan yang digunakan bebas dari residu bahan kimiawi dan aman untuk
digunakan proses produksi. Proses terakhir yaitudrainingyang dilakukan selama ±4
menit dandilakukansamplingdengan metode titrasilarutanmenggunakanindikator PP
untuk mengetahui konsentrasi kandungan larutancaustic maupun larutan asam dalam
drain apakah layak untuk dibuang atauperlu dilakukan pengolahan lebih lanjut sebelum
dibuang. Setelah dilakukan seluruh proses CIPmaka dilakukan proses sterilisasi pada
mesin UHT filler combibloc.
Proses Sterilisasi
Proses sterilisasi dilakukan dengan tujuan untuk membunuh mikroorganisme yang
beresiko mengkontaminasi produk susu maupun dalam hal ini untuk menjamin dan
menjaga produk susu agar tidak terkontaminasi larutan kimia yang tertinggal setelah
prosesCOPmaupunCIP.Prosessterilisasidapatdilakukandengan caramenggunakan
suhu tinggi (air panas, air mendidih, steam) dan desinfektan senyawa kimia (klorin,
asam, iodofor, hidrogen peroksida, dll). Desinfektan yang digunakan berupa hidrogen
peroksida (H2O2). Senyawa H2O2 dapat digunakan untuk sterilisasi mesin peralatan yang
sudah disanitasi/ dibersihkan dan telah kering maupun dapat untuk sterilisasisleeve/
carton pack sebelum dilakukan filling. Desinfektan akan disemprotkan ke seluruh
bagianaseptic zone pada mesinfiller. Proses ini membutuhkan waktu selama ±5-7
menit. Untuk sterilisasi bagianpipafillersebagai jalurproduk digunakansteamdengan
suhu tinggi yang akan disemprotkan selama ±15 menit. Dan dilakukan kedua tahap
sterilisasikembali dengan desinfektanH2O2dan steamsuhu 125 C dalam waktuyang o
samaselama30menit(Tamime,2008). SetelahdilakukanprosessterilisasimakaUHT
filler packing dapat digunakan untuk proses produksi selanjutnya. Namun, terdapat
produksikembaliperludilakukanprosessterilisasiulangatauterdapat kendalaselama
proses berlangsung maka dapat dilakukan seterilisasi ulang. Hal ini bertujuan agar
mesin yang digunakan tetap steril dan mencegah adanya sumber kontaminasi yang
dapat mempengaruhi kualitas.
Desinfeksi dengan hidrogen peroksida dengan konsentrasi yang rendah tidak akan
menyebabkan penodaan pada makanan dan memiliki tokisitas yang rendah. Untuk
memastikan produk aman dari desinfektan maka dilakukan pengecekan residu peroksida
terhadap produk susu pertama yang telah melaluifiller menggunakan kertasperoxide
test. Selain itu, juga dilakukan sampling pada produk yang dikemas pertama kali pada
setiapfilleryang beroperasi dengan tes mikoorganisme. Hal ini dikarenakan produk
yang keluar darifillersangat berpotensi terkontaminasi baik dari mikroorganisme
maupundari larutandetergenmakasangat pentingdilakukan pengecekanlebih lanjut.
Sehingga produk yang dihasilkan akan memiliki kualitas yang baik dan umur simpan
yang panjang.
Keberhasilan proses CIP dapat dipengaruhi oleh 4 faktor yaitu konsentrasi larutan,
temperature larutan, waktu sirkulasi dan kecepatan aliran selama proses sirkulasi larutan
(Tamime, 2008). Penggunaan larutan NaOH dapat memutus reaksicross linking dari
protein yang terkandung dalam susu. Senyawa pembersih tersebut memiliki batas
minimum konsentrasi yang harus dicapai untuk meningkatkan efektivitas proses
pembersihan (Guthrie,1983). Namun,jikakonsentrasidarilarutanNaOH terlalu tinggi
melewatibatasatasstandardyangtelahditentukanmakajustrupengotortersebutakan
semakin sulituntuk dibersihkan.Sama halnyadengan penggunaan larutanasamdengan
konsentrasi yangterlalutinggimelebihi standarddapatmempengaruhimaterialpolimer
yangsebagian besardari mesin atauperalatan terbuat daristainless steel. Konsentrasi
larutan kaustik dan asam untuk CIP perlu dilakukan pengukuran.
Suhudapatmempengaruhiefektivitas darilarutan detergen,semakintinggi suhuyang
dicapai maka efektivitas dari larutan juga mengalami peningkatan, namun akan
menyebabkan semakin sulitnya pengotor untuk dibersihkan. Peningkatan suhu dapat
meningkatnya laju reaksi kimia dan solubilitas bahan, dan menurunnya viskositas. Suhu
minimum larutan detergen yang efektif sekitar 5 C lebih tinggi dari titik leleh lemak, o
sedangkan suhu maksimum tergantungdari suhu ketika protein mengalami denaturasi
(Guthrie, 1983). Pada umumnya suhu yang digunakan untuk membersihkan pipa
denganlarutanNaOHyaitupadasuhu60-80 C,sedangkandengan larutanHClsekitar o
60-65oC.
Kecepatanaliranlarutanyangakan disirkulasikanperludipertimbangkandengan gaya
mekanikyangterbentukakibatadanyagesekanantarapipadenganaliranlarutan.Gaya
mekanik tersebut akan menyebabkan larut dan terkikisnya pengotor pada permukaan
dinding peralatan. Untuk meningkatkan aliran larutan perlu dilakukan pemompaan yang
lebih cepat minimal 1,5 m/s sehingga gaya mekanik yang terbentuk akan meningkat.
Jika laju aliran larutan terlalu cepat maka proses pembersihan tidak akan berjalan secara
maksimal,sebaliknyajikaterlalulambat danwaktu yang dibutuhkanterlalu lamamaka
besar kemungkinan terjadi reaksi antara larutan detergen dengan peralatan sehingga
masih terdapat pengotor yang belum ikut terlarut. Jika faktor-faktor tersebut tidak
tercapai maka waktu yang dibutuhkan akan semakin panjang untuk membersihkan
pengotor.Untuk itu,seluruhfaktor keberhasilan prosesCIP iniperludiperhatikan dan
diatur sesuai dengan standard yang telah ditetapkan. Peningkatan waktu yang digunakan
dapat meningkatkan efektivitas proses CIPwalaupun tidak terjadi peningkatan secara
signifikan.
Hasil konsentrasi dari larutan yang telah digunakan selama tahun 2017 menunjukkan
hasilyangberbeda-beda.Halinidikarenakanadanyalarutanyangmembawapengotor-
pengotor lain maupun telah tercampur dengan air sehingga konsentrasi larutan dapat
mengalami peningkatan maupun penurunan persentase. Hasil pada masing-masingfiller
masih terdapat hasil konsentrasi yang melewati batas maksimal. Padafillerline 1 masih
terdapat deviasi baik larutan caustic yang melebihi batas maksimal hingga mencapai
2,11%, sedangkan larutan asam mencapai 3,65%. Untuk fillerline 2 dan 3 tidak berbeda
jauh terdapat deviasi konsentrasi larutan caustic mencapai 2,49% dan 2,51% serta
deviasikonsentrasilarutanasamyangcukuptinggimencapai5,45%.Fillerline4dan
line 6terjadideviasikonsentrasipadalarutancaustic yang mencapai2,20%.Padafiller
mencapai 3,52%. Hasil padafiller7 terdapat deviasi konsentrasi larutan caustic
mencapai2,19%.Padafiller8terdapatdeviasikonsentrasilarutancausticyangkurang
dari standard minimum yaitu 0,52% danjuga melebihi batas maksimumyaitu mencapai
2,41%, dan larutan asam mencapai 1,62%. Hasil tersebut menunjukkan bahwa masih
terdapat konsentrasiyang melebihibatasmaksimum standard yang ditentukanyaitu2%
maupunbatasminimumnyayaitu1,5%sehinggamempengaruhiefektivitasprosesCIP.
Persentase deviasi konsentrasi larutan kaustik selama tahun 2017 masih mencapai
13,45% dan konsentrasi larutan asam mencapai 9,52% maka perlu dikontrol lebih lanjut
sesuai dengan standard sehingga dapat menurunkan persentase deviasi tersebut.
Pengaruh konsentasi larutan detergen terhadap efektivitas proses CIP dapat diartikan
bahwa proses pembilasan dilakukan secara maksimal tanpa meninggalkan sisa dari
pengotor maupun larutan detergen itu sendiri. Sehingga pembilasan dapat dilakukan
dalam satu tahapan proses tanpa adanya kendala yang diakibatkan oleh tinggi rendahnya
konsentrasi larutan detergen. Salah satu kendala yang dapat terjadi yaitu jika konsentrasi
larutan kaustik sangat tinggi maka proses pembilasan intermediet dengan air perlu
dilakukan berulangkaliataudalamkurunwaktu yanglebihlamauntukmenghilangkan
sisa larutan kaustik dan mencegah reaksi antara larutan basa yang tersisa dengan larutan
asam. Hal tersebut dapat mengakibatkan menurunnya tingkat efektivitas proses CIP.
Konsentrasi larutandetergen yangdigunakantelah terstandarisasi denganpertimbangan
jenis material peralatan yang digunakan, ukuran peralatan, karakteristik atau jenis
pengotor dari produk yang diproduksi dan tingkat efektivitas dari larutan tersebut
sehinggamencegahsisa-sisabahankimiapembilasan mempengaruhi peralatanmaupun
produk. Konsentrasi yang melebihi batas standard dapat disebabkan karena adanya
dosinglarutan yang berlebihan atau terlalu banyak sehingga konsentrasi menjadi terlalu
tinggi. Dosing larutan dilakukan karena konsentrasi larutan detergen akan semakin
rendahseiringdenganpenggunaanlarutanuntukpembersihanberulang-ulangsehingga
dilakukan penambahan bahankimia pekatdalam tangkipengenceran.Konsentrasi yang
tinggi dapat meningkatkankebersihan pada peralatan. Namun, jikaterlalu tinggi akan
menyebabkan pemborosan bahan detergen yang digunakan dan juga dapat
menyebabkan kerusakan pada peralatan dengan material tertentu. Sama halnya jika
proses CIP karena kemampuan larutan dalam menghilangkan pengotor menjadi
menurun sehingga memerlukan proses pembersihan ulang dengan larutan detergen
tersebut atau membutuhkan waktu yang lebih lama untuk dosing larutan kembali.
Proses CIP dapat berhasil jika kualitas air sesuai standard, suhu, aliran dan kondisi
turbulansi sesuai, konsentrasi dari detergen dan disinfektan benar, waktu sirkulasi
detergen tepat, tangki detergen dibersihkan untuk mengurangi residu dari produk. Selain
itu,konduktivitasjugamempengaruhiberjalannyaprosesCIP.Sehinggajikasalahsatu
faktortersebuttidaksesuaimakaprosesCIP dapatmengalamikendaladanterhambat.
Padafiller packing combi blocterdapat beberapakendala sepertiterjadinya kerusakan
padaconductivity metersehingga konduktivitasmenunjukkan angka yang sangat tinggi,
hal tersebut menyebabkan proses CIP tidak dapat berjalan atau terhenti hingga
3. KESIMPULAN DAN SARAN
3.1. Kesimpulan
Susu cair UHTmerupakan susu dengan proses pemanasan pada suhu tinggi dalam
waktu singkat dan dikemas dalam kemasan aseptik.
Sanitasi merupakan upaya untuk menjaga kualitas dan keamanan pangan suatu
produk.
Proses COP dan CIP dilakukan dengan tujuan untuk menghilangkan pengotor pada
peralatan yang dapat menjadi sumber kontaminasi produk.
Tahap proses CIP filler combibloc meliputi pembilasan awal, sirkulasi larutan basa,
pembilasan intermediet, pembilasan larutan asam, pembilasan akhir, dan sterilisasi.
Konsentrasi larutan detergen yang lebih dari maksimal disebabkan oleh dosing
larutan detergen terlalu banyak.
Hasil konsentrasi larutan baik basa maupun asam pada tahun 2017 masih terdapat
deviasi yang tidak sesuai dengan standard.
Hasil konsentrasi yang tinggi dapat meningkatkan efektivitas CIP namun terdapat
pemborosan bahan detergen.
Hasil konsentrasi yang rendah dapat menurunkan efektivitas CIP akibat pembersihan
oleh larutan tidak bekerja secara maksimal.
3.2. Saran
Berdasarkan perolehan data tahun 2017 masih terdapat hasil konsentrasi larutan
detergen yang melebihi batas maksimal dan minimal dari standard yang telah ditetapkan
sehingga dibutuhkan standarisasi kembali maupun dilakukan validasi untuk memastikan
bahwa proses CIP berjalan dengan baik dan optimal. Selain itu, dapat dilakukan
monitoring pada parameter atau faktor yang mepengaruhi berjalannya proses CIP
sehingga hasil yang diperoleh dapat memenuhi batas standard yang ditentukan dan
efektivitas proses CIPdapat semakin meningkat. Untuk memastikan bahwa CIPyang
dilakukan telahefektif makaperludilakukan tahapselanjutnya yaitu verifikasiterhadap
produk susu cair UHT seperti dengan pengecekanfirst packing yang telah diterapkan
olehPT.FrisianFlagIndonesia,namunprosesverifikasimasihbelum dilakukansecara
4. DAFTAR PUSTAKA
Bylund, G., 1995. Dairy Processing Handbook . Sweden: Tetra Pak Processing Systems.
Diakses dari: http://197.14.51.10:81/pmb/AGROALIMENTAIRE/Lait%20et
%20derives/Dairy%20Processing%20Handbook.PDF
Chisti, Y. & Moo-Young, M., 1994. Cleaning In Place System For Industrial Bioreactors:
Design, Validation and Operation. Journal Industry Microbiology, 13, pp.201-07.
Diakses dari: http://www.massey.ac.nz/~ychisti/CIP.pdf
Early, R., 1998. The Technology of Dairy Products. 2nd ed. New York, USA: Blackie
Academic & Profesional. Diakses dari: https://books.google.co.id/books?
hl=en&lr=&id=BuR28Y-S4SMC&oi=fnd&pg=PR11&dq=The+Technology+of+Dairy+Products+Ralph+early+sc
holars&ots=9ku2-QtdPf&sig=6kw7jeC7iYstPWBn-YbrEk7yJtM&redir_esc=y#v=onepage&q=The%20Technology%20of%20Dairy
%20Products%20Ralph%20early%20scholars&f=false
Guthrie, R.K., 1983. Food Sanitation 2nd Edition. Westport, Connecticut: The AVI
Publishing Company, Inc.
Kessler, H.G., 1981. Food Engineering and Dairy Technology. Dalam Wirtanen, G., et al.
2002. Evaluation of Sanitation Procedures For Use In Dairies. VTT Technical Research
Centre. Finland. Diakses dari: https://www.vtt.fi/inf/pdf/publications/2002/P481.pdf
Krishnan, S., Bhosale, R. & Singhal, R.S., 2005. Microencapsulation of Cardamom
Oleoresin:EvaluationOf Blendsof Gum Arabic, Maltodextrinand Modified Starchas
Wall Materials. Elsevier, pp.95-102. Diakses dari:
https://www.deepdyve.com/lp/elsevier/microencapsulation-of-cardamom-oleoresin-evaluation-of-blends-of-gum-R05L0AubEo
Memisi, N. etal., 2015.CIP Cleaning Processes In Dairy Industry. Serbia: Procedia Food
Science. Diakses dari:
https://www.researchgate.net/profile/Jelena_Babic4/publication/283895959_CIP_Cleani
ng_Processes_in_the_Dairy_Industry/links/566173ba08ae15e7462c5203/CIP-Cleaning-Processes-in-the-Dairy-Industry.pdf?origin=publication_detail
Tamime,A.Y., 2008.Cleaning In Place: Dairy Foods And Beverage Operations. Oxford:
Blackwell Science Ltd. Diakses dari:http://lib.dtc.ac.th/ebook/Hotel/Cleaning%20in
Walstra, P., Wouters, J. T., & Geurts, T. J. (2006).Dairy Science and Technology Second
Edition. Boca Raton: CRC Press. Diakses dari:
http://197.14.51.10:81/pmb/AGROALIMENTAIRE/Lait%20et%20derives/Dairy