Tugas Pengolahan Air Limbah Lanjut:
Pengolahan Logam Berat Limbah Cair Industri Otomotif Menggunakan
Chemical Precipitation
Winda Maria Issani
3313 201 005
ABSTRAK
Industri otomotif menghasilkan limbah berupa limbah cair, padat dan gas. Limbah ini dihasilkan oleh proses produksi yang paling dominan antara lain yaitu proses painting, stamping dan machining. Berdasarkan studi kasus pada industri otomotif di Southeastern Michigan, karakteristik limbah cair logam berat yang terkandung tergolong sulit untuk direduksi terutama air limbah yang dihasilkan pada proses produksi dalam tahapan painting. Konsentrasi logam berat terutama Cu2+, Zn2+, Pb2+ dan Cr2+ selalu melebihi baku mutu yang berlaku sehingga memerlukan
pengolahan yang efisien. Pengolahan konvensional yang efisien yang dapat dilakukan yaitu menggunakan metode presipitasi kimia dengan bantuan katalisator sodium sulfida (Na2S-) yang efektif bekerja pada pH rendah. Hasil
perhitungan menunjukkan bahwa dibutuhkan massa sodium sulfida sebesar 3,156551449 kg/hari dan jumlah solid yang dihasilkan adalah sebesar 5,484239025 kg/hari.
Keyword: air limbah otomotif, logam berat, sodium sulfida
PENDAHULUAN
Industri otomotif merupakan salah satu industri manufaktur yang tidak sekedar memenuhi kebutuhan masyarakat akan kepemilikan transportasi, namun juga sebagai bagian dari inovasi teknologi yang semakin maju. Perkembangan industri otomotif yang semakin meningkat tentu saja menimbulkan dampak pada pencemaran lingkungan sebagai hasil samping yang dihasilkan oleh industri ini berdasarkan proses produksi yang dilakukan antara lain yaitu proses
painting, stamping dan machining.
Limbah industri otomitif dapat menimbulkan pencemaran terhadap tanah, air maupun udara di sekitarnya apabila tidak dikelola dengan benar. Hai ini disebabkan karena jenis limbah yang dihasikan oleh industri ini berupa limbah cair, padat dan gas. Limbah cair yang dihasilkan industri otomotif berupa kandungan organik yang tinggi, bahan inorganik termasuk logam berat serta minyak dan lemak. Pengolahan limbah cair terutama pada polutan logam berat perlu dilakukan karena apabila dibiarkan pencemaran logam berat ini dapat besifat terakumulasi pada lingkungan dan mengakibatkan efek lebih lanjut terutama bagi makhluk hidup dan kesehatan manusia. Beberapa logam berat yang dihasilkan oleh industri otomitif antara lain Al, Cd, Cr, Cu, Fe, Ni, and Zn. Pengolahan limbah cair yang dilakukan untuk mengatasi pencemaran yang dihasilkan menggunakan teknologi yang dianggap paling efektif dan efisien.
TINJAUAN PUSTAKA Proses Produksi
Industri otomotif merupakan salah satu industri yang berpengaruh besar dalam perubahan kualitas lingkungan. Proses produksi pada industri manufaktur ini mempunyai banyak proses yang berbeda pada tiap proses produksinya meliputi volume dan karakteristik limbah yang dihasilkan. Proses produksi pembuatan mobil contohnya, mempunyai proses produksi yang tergolong rumit. Proses utama otomotif industri terutama pembuatan mobil secara umum meliputi stamping, jointing and assemblage, anticorrosion, priming, finishing, dan assembly. Proses utama secara umum dapat dilihat pada Gambar 1, sedangkan pada Gambar 2 dapat dilihat bahwa dalam proses body assembly termasuk proses stamping, jointing and assemblage, setelah itu ditambah dengan proses anti corrosion treatment, then priming, finishing dan proses akhir dari assembly.
Gambar 1. Proses produksi stamping, jointing and assemblage, anticorrosion, priming, finishing, dan assembly
Gambar 2. Proses manufaktur pembuatan mobil
Proses produksi pada industri manafaktur otomotif yang paling banyak menghasilkan limbah cair dengan kandungan karakteristik logam berat yaitu pada proses anti-corrosion dan painting sehubungan dengan bahan baku yang dipakai banyak mengandung bahan B3, penggunaan solvent dan logam berat yang dominan yaitu Ni, Cu, Cr Ni, Pb, and Zn (Källander, 2008).
Logam berat
Industri otomotif pada studi kasus di Southeastern Michigan mempunyai karakteristik limbah cair logam berat yang tergolong tinggi dapat dilihat selengkapnya pada Tabel 1. Konsentrasi logam berat terutama Cu dan Ni selalu melebihi baku mutu yang berlaku sehingga memerlukan pengolahan yang efisien. Karakteristik limbah cair yang digunakan berasal dari pengolahan assembly pada tahapan painting. Karakteristik limbah cair pada tahapan ini memiliki konsentrasi yang paling tinggi dan kebanyakan tidak memenuhi baku mutu yang berlaku.
Tabel 1. Karakteristik limbah cair industri otomotif di Southeastern Michigan
Parameter (Total)
Konsentrasi (mg/L)
Baku Mutu (KepMen LH No. 51/1995)
Al -
-Cd 0.69
-Cr 2.77 0.25
Cu 3.38 1.0
Fe -
-Pb 0.69 0.40
Zn 2.81 1.5
pH 5-10 5-9
Pemilihan Alternatif Pengolahan Air Limbah Otomotif
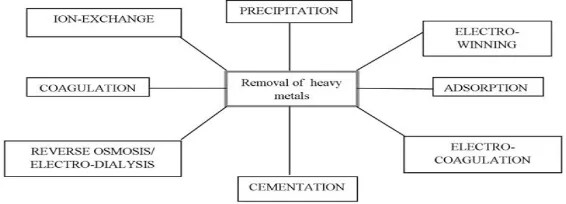
Teknik pengolahan logam berat pada limbah cair industri secara konvensional antara lain yaitu presipitasi kimia, adsorpsi, ekstrasi larutan (solvent extraction), teknik pemisahan menggunakan membran, pertukaran ion, teknik elektrolitik, koagulasi/flokulasi, sedimentasi, filtrasi, proses membran, proses pengolahan secara biologi dan menggunakan reaksi kimia (Badmus,2007). (Berikut ini merupakan bagan alternatif pengolahan air yang dapat digunakan untuk meremoval kandungan polutan dalam air limbah otomotif, terutama kandungan logam beratnya antara lain yaitu:
Gambar 3. Beberapa Metode Pengolahan Limbah Cair Tercemar Logam Berat
Bagan tersebut menunjukkan beberapa metode yang bisa digunakan dalam pengolahan limbah yang mengandung logam berat dalam hal ini limbah industri otomotif.
a. Pengolahan limbah cair menggunakan presipitasi
Keuntungan : merupakan pengolahan yang paling popular digunakan karena beberapa logam berat (metal salts) bersifat terlarut (insoluble) dalam air sehingga dengan cepat terpresipitasi ketika anion yang tepat ditambahkan. Proses pengolahan dengan cara ini merupakan yang paling efisien diantara proses lainnya.
Kelemahan : mudah terpengaruh oleh pH yang rendah, kehadiran ion-ion lain (salts) dan menghasilkan banyak lumpur karena memakai bahan kimia.
b. Pengolahan limbah cair menggunakan ion exchange
Keuntungan : merupakan pengolahan yang tergolong sukses dipakai di industri untuk polutan logam berat. Pengolahan ini membutuhkan lahan yang sedikit.
Kelemahan : biaya relatif mahal, operasional sulit, sensitif terhadap pH larutan dan mudah terpengaruh terhadap kadar organik dan kadar solid pada air limbah.
c. Pengolahan limbah cair menggunakan electro-winning
Keuntungan : digunakan secara luas dalam industri tambang, industri elektronik dan industri
metallurgical untuk meremoval dan merecovery logam berat. Pengolahan ini efektif untuk banyak logam berat seperti Ag, Au, Cd, Co, Cr, Ni, Pb, Sn and Zn menggunakan electro-deposition dengan insoluble anoda.
Kelemahan : Biaya operasional mahal dan sulit
d. Pengolahan limbah cair menggunakan Electro-coagulation
Keuntungan : Kontaminan di dalam limbah cair diolah dengan mengandalkan perubahan electrical sehingga membuat polutan terdestabilisasi dan terpresipitasi dalam bentuk yang lebih stabil sehingga mudah untuk dipisahkan dan dihilangkan. Pengolahan ini efektif dan cukup terjangkau.
Kelemahan : memerlukan lahan yang luas e. Pengolahan limbah cair menggunakan Cementation
Kelemahan : Biaya tergolong mahal dan operasional sulit.
f. Pengolahan limbah cair Reverse osmosis and electro-dialysis
Keuntungan : menggunakan semi-permeable membran untuk recovery ion-ion logam dalam limbah cair. Pengolahan ini mempunyai efektifitas tinggi dan memerlukan lahan yang sedikit. Kelemahan : Biaya operasional sangat mahal
Berdasarkan uraian beberapa pengolahan limbah cair untuk mengolah logam berat dipilih alternatif pengolahan presipitasi kimia karena paling efisien.
Presipitasi Kimia Logam Berat Dengan Sodium Sulfida
Presipitasi kimia merupakan teknologi pengolahan dimana seperti sulfida, hidroksida dan karbonat bereaksi dengan polutan organik dan inorganik yang ada pada air limbah yang kemudian membentuk presipitasi yang sulit untuk dilarutkan lagi (insoluble) dalam hal ini terjadi pengendapan. Teknologi pemisahan ini pada umumnya terdiri dari 4 fase:
1. Menambahkan bahan kimia ke air limbah
2. Proses pengadukan cepat untuk mendistribusikan bahan kimia secara homogen pada air limbah
3. Pengadukan lambat bertujuan sebagai proses untuk memperbesar flok (membentuk presipitasi padat yang sulit untuk dilarutkan) dan,
4. Filtrasi, settling atau penuangan untuk menghilangkan partikel padat dalam bentuk flok.
Fase-fase tersebut dapat menunjukkan kondisi ambien menurut standar lingkungan yang ditetapkan dan pengolahannya bisa dikontrol secara otomatis, sehingga pengerjaannya bisa dikatakan efisien karena tidak memerlukan biaya yang terlalu besar seperti pengolahan lainnya. Hidrogen sulfida atau garam-garam sulfida terlarut adalah bahan kimia yang banyak dipakai di industri otomitif dalam pengolahan secara presipitasi kimia. Sulfida ini dianggap paling efektif dalam menghilangkan logam yang kompleks dan logam berat seperti merkuri, timah dan perak dari air limbah industri.
Presipitasi logam berat dengan sulfida dilakukan dengan menggunakan Na2S sebagai precipitating agent untuk
mengendapkan kation-logam berat. Penambahan Na2S akan menyebabkan adanya reaksi S2- dengan kation logam
atau meningkatnya jumlah ion S2- dalam air limbah, sehingga semakin banyak logam terendapkan sebagai
logam-sulfidanya. Presipitasi sulfida tidak menyebabkan terbentuk kompleks logam yang akan melarutkan kembali endapan logam yang telah terbentuk. Hal ini sangat baik sehingga presipitasi sulfida dapat dilakukan dengan lebih efektif dibandingkan presipitasi hidroksida yang memerlukan control pH yang lebih teliti. Dalam berbagai penelitian presipitasi menggunakan sulfida memiliki pencapaian optimum yang tinggi rata-rata lebih dari 95% (Adli, 2012). Maka dari itu, di dalam paper ini menggunakan presipitasi sulfida untuk mereduksi logam berat pada air limbah industri otomotif yang dikenal sulit untuk diolah karena banyak mengandung shelating agent (Kim, 2002).
PEMBAHASAN
Pengolahan limbah cair industri otomotif dalam paper ini dilakukan dengan proses netralisasi-copresipitasi dengan menggunakan presipitator Na2S. Na2S terbentuk akibat proses srubbing yang menggunakan NaOH yang berfungsi
untuk mengikat zat-zat pencemar yang ada di pada limbah cair industri otomotif terutama logam beratnya . Presipitan memakai Na2S berdasarkan penelitian Kim dkk ( 2002) yang menunjukkan efisiensi removal logam berat
pada limbah cair industri otomotif yang paling optimum.
Q air limbah = 100.000 gal/day = 378000 L/hari = 378 m3/hari
pHlimbah = 5
[Cu2+] = 3,38 mg/L [Pb2+] = 0.69
[Zn2+] = 2,81 mg/L [Cr2+] = 2.77
Presipitan Na2S efektif pada pH rendah yaitu pH 5 (Marchioretto,2002), karakteristik limbah cair industri otomotif
yang digunakan mempunyai rentang pH 5-10. Penambahan HCl tidak perlu digunakan karena pH air limbah yang sudah sesuai dengan efektifitas bekerjanya presipitan Na2S, tatapi memerlukan NaOH untuk menetralkannya
Cu = 65 Pb = 207,19 Na = 23
Perhitungan kebutuhan Na2S per hari untuk bereaksi dengan Cu2+ :
Beban Cu2+hari = konsentrasi Cu2+ x Qlimbah
= 2,81 mg/L x 378000 L/hari = 1.062.180 mg/hari : BACu2+
= 1.062.180 mg/hari : 65 mg/mol = 16.341,23077 mol/hari
Dari persamaan reaksi 1 dan 3 secara stokiometri didapat : Na2S =
1
1
x 1 x 16.341,23077 mol/hari x 55 mg/mol= 898.767,6923 mg/hari = 0,898767692 kg/hari Na2S
Dry Solid yang dihasilkan per hari dari persamaan dibawah akibat pengendapan Na2S, secara stokiometri:
Cu2+ + Na
2S CuS + Na2+
molCuS =
1
1
x 16.341,23077 mol = 16.341,23077 molCuS = 16.341,23077 mol x BACuS = 16.341,23077 mol x 97 mg/mol CuS = 1.585.099,385 mg
Kebutuhan Na2S untuk mengendapkan Zn2+ :
Zn2+ + S-2ZnS ...(4)
Beban Zn2+/hari = konsentrasi Zn2+ x Qlimbah
= 3,38 mg/L x 378.000 L/hari = 1.277.640 mg/hari : BAZn2+
= 1.277.640 mg/hari : 65 mg/mol = 19.656 mol/hari
Dari persamaan reaksi 3 dan 4 secara stokiometri didapat : Na2S =
1
1
x 1 x 19.656 mol/hari x 55 mg/mol= 1.081.080 mg/hari = 1,08108 kg/hari Na2S
Dry solid yang dihasilkan karena pengendapan ZnS yang terbentuk dalam sehari dari persamaan reaksi dibawah adalah :
ZnS =
1
1
x 19.656 mol x BAZnS = 19.656 mol x 97 mg/molZnS = 1.906.632 mg
Kebutuhan Na2S untuk mengendapkan Pb2+ :
Pb2+ + S-2PbS ...(5)
Beban Pb2+/hari = konsentrasi Pb2+ x Qlimbah
= 0,69 mg/L x 378.000 L/hari = 260.820 mg/hari : BAPb2+
= 260.820 mg/hari : 207,19 mg/mol = 1.258,844539 mol/hari
Na2S =
1
1
x 1 x 1.258,844539 mol/hari x 55 mg/mol= 69.236,44964 mg/hari = 0,069236449 kg/hari Na2S
Dry solid yang dihasilkan karena pengendapan ZnS yang terbentuk dalam sehari dari persamaan reaksi dibawah adalah :
PbS =
1
1
x 1.258,844539 mol x BAPbS = 1.258,844539 mol x 239,19 mg/molPbS = 301.103,0253 mg
Kebutuhan Na2S untuk mengendapkan Cr2+ :
Cr2+ + S-2CrS ...(6)
Beban Cr2+/hari = konsentrasi Cr2+ x Qlimbah
= 2,77 mg/L x 378.000 L/hari = 1.047.060 mg/hari : BACr2+
= 1.047.060 mg/hari : 52 mg/mol = 20.135,76923 mol/hari
Dari persamaan reaksi 3 dan 6 secara stokiometri didapat : Na2S =
1
1
x 1 x 20.135,76923 mol/hari x 55 mg/mol= 1.107.467,308 mg/hari = 1,107467308 kg/hari Na2S
Dry solid yang dihasilkan karena pengendapan ZnS yang terbentuk dalam sehari dari persamaan reaksi dibawah adalah :
CrS =
1
1
x 20.135,76923 mol x BACrS = 20.135,76923 mol x 84 mg/molCrS = 1.691.404,615 mg
Jadi kebutuhan Total Na2S perhari = Kebutuhan Na2S perhari untuk mengendapkan Cu2+ + Na2S perhari untuk
mengendapkan Zn2+ + Na
2S perhari untuk mengendapkan Pb2+ + Na2S perhari untuk mengendapkan Cr2+
= 0,898767692 kg/hari Na2S + 1,08108 kg/hari Na2S + 0,069236449 kg/hari Na2S + 1,107467308 kg/hari Na2S
= 3,156551449 kg/hari Na2S
Volume Slude =
3,156551449
kg
/
harix
7
hari
0,05
x
1
kg
/
lx
1,0429
x
1000
= 0,423738808 m3Bangunan berbentuk kubus, maka volume bak X3 = 0,423738808 m3 = 0,751 =1 m
Sisi kubus = 1 m
Dosis yang dibubuhkan = 3,156551449 kg/hari : 378 m3/hari = 0,008350665209 kg/m3 = 8,3506652 mg/l Na 2S
Koagulasi
- td = 20”-60” 10-15 menit agar dosis precipitant dapat tercampur dengan baik. (diambil 15 menit) - G=gradien Kecepatan = 700-1000 mps/m (900mps)
- Kedalaman = H = 1,25 D - D = diameter tangki koagulan
Volume Tangki Koagulan = 378 m3/hari x
1
hari
1440
min
x 15 min = 3,9375 m3Volume Tangki Koagulan =
1
4
πD2H =1
4
πD2(1,25D)Diameter Tangki Koagulan = 1,7441m
Kedalaman Tangki Koagulan = 1,25(1,7441) = 2,18m = 2,2 m
G =
√
W
µ
√
P
µV
G= Gradien kecepatan, mps/m
W= Power pengadukan per unit volume tangki, N-m/s-m3 P= Power pengadukan, N-m/s
µ= viskositas absolute air = 0,00131 N-s/m, pada 100C V= volume tangki(m3)
W = G2 x µ = (900mps)2 x 0,00131N-s/m=1061,1N-m/s-m3
P = G2 x µ x V = (900mps)2 x 0,00131N-s/m x 3,9375 m3 = 4.178,08125N -m/s-m3
P = KTN3D5ρ
KT = Konstanta Impeler untuk aliran turbulen
n= kecepatan berputar, rps Di= Diameter Impeler, m
ρ = densitas cairan, ρ = γ/gc
γ = berat spesifik larutan, N/m3 Gc = pecepatan gravitasi = 9,806 m/s2
1,7441
= 0,412820365atau 41,28203658 % (sesuai)Cek bilangan Reynolds :
0,00131
N
−
s
/
m x
9,806
m
/
s
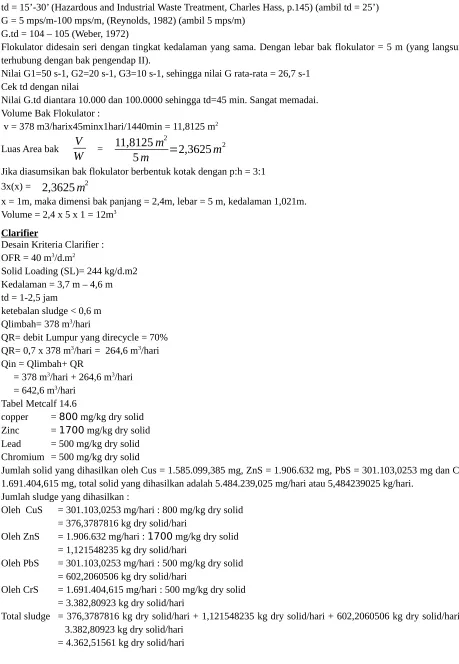
2 = 664.341,7956 >>>10.000 aliran turbulentd = 15’-30’ (Hazardous and Industrial Waste Treatment, Charles Hass, p.145) (ambil td = 25’) G = 5 mps/m-100 mps/m, (Reynolds, 1982) (ambil 5 mps/m)
G.td = 104 – 105 (Weber, 1972)
Flokulator didesain seri dengan tingkat kedalaman yang sama. Dengan lebar bak flokulator = 5 m (yang langsung terhubung dengan bak pengendap II).
Nilai G1=50 s-1, G2=20 s-1, G3=10 s-1, sehingga nilai G rata-rata = 26,7 s-1 Cek td dengan nilai
Nilai G.td diantara 10.000 dan 100.0000 sehingga td=45 min. Sangat memadai. Volume Bak Flokulator :
v = 378 m3/harix45minx1hari/1440min = 11,8125 m2
Luas Area bak
V
W
=11,8125
m
2
5
m
=
2,3625
m
2
Jika diasumsikan bak flokulator berbentuk kotak dengan p:h = 3:1 3x(x) =
2,3625
m
2x = 1m, maka dimensi bak panjang = 2,4m, lebar = 5 m, kedalaman 1,021m. Volume = 2,4 x 5 x 1 = 12m3
QR= debit Lumpur yang direcycle = 70% QR= 0,7 x 378 m3/hari = 264,6 m3/hari Chromium = 500 mg/kg dry solid
Jumlah solid yang dihasilkan oleh Cus = 1.585.099,385 mg, ZnS = 1.906.632 mg, PbS = 301.103,0253 mg dan CrS 1.691.404,615 mg, total solid yang dihasilkan adalah 5.484.239,025 mg/hari atau 5,484239025 kg/hari.
Jumlah sludge yang dihasilkan :
Oleh CuS = 301.103,0253 mg/hari : 800 mg/kg dry solid = 376,3787816 kg dry solid/hari
Oleh ZnS = 1.906.632 mg/hari : 1700 mg/kg dry solid = 1,121548235 kg dry solid/hari
Oleh PbS = 301.103,0253 mg/hari : 500 mg/kg dry solid = 602,2060506 kg dry solid/hari
Oleh CrS = 1.691.404,615 mg/hari : 500 mg/kg dry solid = 3.382,80923 kg dry solid/hari
Total sludge = 376,3787816 kg dry solid/hari + 1,121548235 kg dry solid/hari + 602,2060506 kg dry solid/hari + 3.382,80923 kg dry solid/hari
Spesific Gravity, S= 0,7 lb/103 gal x 120,48 = 84,336 kg/103m3
Volume sludge yang dihasilkan (Vs) dengan kelembaban 92,5% : Vs =
4.362,51561
kg dry solid
/
hari
84,336
kg
/
10
3m
3x
0,075
= 689,7039794 m3/hariDari Solid Loading Rate = 150 kg/d.m2 didapat zona lumpur bangunan yang dibutuhkan pengendapan 4.362,51561 kg /hari / 244 kg / hari = 17,88 m2. Jika dibutuhkan 1 buah clarifier, maka dan jika clarifier bebentuk tabung maka
dilakukan perhitungan sebagai berikut : Dari OFR didapat luas zona pengendapan : = 642,6 m3/hari : 40 m3/hari.m2 = 16,065 m2
Dibutuhkan 2 clarifier, maka : A = 17,88 m2 : 2 = 8,94 m2
A = πD2
8,94 m2 = πD2
D = 1,69 m
Dengan diameter bangunan clarifier = 1,69 m Kedalaman yang disarankan = 2 m
Berikut ini diagram alir pengolahan air limbah industri otomotif untuk mereduksi kadar logam berat:
Keterangan Gambar:
1. Influent 3. Koagulasi 5. Clarifier 7. Sludge
2. Tangki Pelarut Presipitan 4. Flokulasi 6. Efluent 8. Sludge Treatment
KESIMPULAN
Kesimpulan yang pada paper ini adalah pengolahan limbah industri otomotif menggunakan teknik netralisasi-presipitasi. Presipitan yang digunakan untuk mengolah air limbah adalah sodium sulfida, efektif pada pH asam, sesuai dengan pH asli air limbah yaitu pH 5. Massa sodium sulfida sebesar 3,156551449 kg/hari dan jumlah solid yang dihasilkan adalah sebesar 5,484239025 kg/hari.
REFERENSI
Adli, Hadyan. 2012. Pengolahan Limbah Cair Laboratorium Dengan Metode Presipitasi dan Adsorpsi Untuk
Asli Baysal, Nil Ozbek and Suleyman Akman. 2013. Determination of Trace Metals in Waste Water and Their
Removal Processes: Waste Water - Treatment Technologies and Recent Analytical Developments. Istanbul
Technical University, Turki
B. R. Kim, M.ASCE.,W. A. Gaines., M. J. Szafranski., E. F. Bernath., dan A. M. Miles. 2002. Removal of Heavy
Metals from Automotive Wastewater by Sulfide Precipitation. Journal of Environmental Engineering, Vol.
128, No. 7, July 1.
Cesar Ray Ratman dan Syafrudin. 2010. Penerapan Pengelolaan Limbah B3 Di Pt. Toyota Motor Manufacturing Indonesia. Jurnal Presipitasi, Vol. 7, No.2, September 2.
Källander, Kristina. 2008. Establishment of Swedish waste water technologies in Chinese automotive industry – case studies in Wuhan. Uppsala University, Sweden.
KepMen LH No. 51/1995 Baku Mutu limbah cair bagi kegiatan Industri
M.A.O. Badmus*, T.O.K. Audu and B.U. Anyata. 2007. Removal Of Heavy Metal From Industrial Wastewater Using Hydrogen Peroxide. African Journal of Biotechnology Vol. 6 (3), pp. 238-242, February 5.
Marchioretto, Marina Maya. 2002. Optimization Of Chemical Dosage In Heavy Metals Precipitation In
Anaerobically Digested Sludge. Congreso Interamericano de Ingenierria Sanitaria y Amciental Cancun,
Mexico, Oktober 27-31.
Shuchi Tayal. 2011. Feasibility Studies on Recycling/Reuse of Wastewater from Automobile Industry. Disertasi, Thapar University, Patiala, Punjab