20
(PROSES PRODUKSI MIE INSTAN)
Untuk Memenuhi Sebagian Persyaratan Guna Mencapai Gelar Ahli Madya Program Studi Teknologi Hasil Pertanian
Fakultas Pertanian Universitas Sebelas Maret
Oleh : SUNARTI
H3107084
PROGRAM DIPLOMA III TEKNOLOGI HASIL PERTANIAN FAKULTAS PERTANIAN
UNIVERSITAS SEBELAS MARET SURAKARTA
HALAMAN PENGESAHAN
DI PT. TIGA PILAR SEJAHTERA FOOD, Tbk PROSES PRODUKSI MIE INSTAN
Disusun oleh SUNARTI
H3107084
Telah diuji dan disyahkan oleh Tim Penguji Progam Studi D-III Teknologi Hasil Pertanian
Fakultas Pertanian Universitas Sebelas Maret
Tanggal : Juni 2010
Pembimbing / Penguji I Pembimbing / Penguji II
Rohula Utami,S.TP,MP Ir. Kawiji,MP
NIP.19810306 200801 2 008 NIP.19611214 198601 1 001
Mengetahui
Dekan Fakultas Pertanian Universitas Sebelas Maret
Dekan
MOTTO
Mimpikan hal yang tinggi dan jadilah seperti yang kamu impikan
Yang membawa kemunduran adalah kejemuan dar i diri kita sendiri
J anganlah melepaskan kepribadian anda dan menjadi orang lain,
jadilah diri anda sendiri
J ika seseorang berbicara dalam suatu perundingan maka ketika ia
telah berpaling itu merupakan amanah
Untuk memajukan ilmu pengetahuan haruslah ditempuh dengan
HALAMAN PERSEMBAHAN
Allah SWT y ang telah memberik an segala y ang terbaik dan k arunia y ang
begitu besar k epada penulis selama ini.
Sebuah k ary a k ecil ini k upersembahk an sebagai tanda buk ti hormat dan
say angk u k epada Ibunda dan Ay ahanda y ang selalu mendoak an dan
memberi duk ungan baik spiritual maupun material k epada penulis di setiap
perjalanan wak tu.
Sahabatk u Asri, Linda, Dewi , Wasis, Rini dan Luluk terima k asih atas
duk unganny a.
Teman-teman D-III THP 2007 , y ang selalu k ompak serta semoga suk ses
selalu.
Adik k u tersay ang , terima k asih atas support dan doany a.
Keluarga besar di Semarang atas doa, k asi h say ang, semangat, dan
KATA PENGANTAR
Alhamdulillahirrobbil’alamin, puji syukur penulis panjatkan kehadirat Allah SWT yang telah memberikan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan penulisan Laporan Magang yang berjudul “PROSES PRODUKSI MIE INSTAN DI PT. TIGA PILAR SEJAHTERA FOOD, TBK”. Laporan Magang ini merupakan salah satu syarat yang harus dipenuhi oleh mahasiswa untuk mencapai gelar Ahli Madya (Amd) pada progam studi D-III Teknologi Hasil Pertanian, Fakultas Pertanian, Universitas Sebelas Maret Surakarta.
Penyusunan Laporan Magang ini tidak terlepas dari bantuan berbagai pihak, untuk itu tidak lupa penulis mengucapkan terima kasih kepada :
1. Bapak Prof. Dr. Ir. H. Suntoro, MS. Selaku Dekan Fakultas Pertanian Universitas Sebelas Maret.
2. Ibu Rohula Utami STP,MP selaku Pembimbing atas bimbingan, arahan, saran yang berharga dan waktunya sehingga terselesaikannya laporan magang ini. 3. Bapak Ir. Kawiji, MP selaku Penguji yang telah memberikan masukan dan
saran demi kesempurnaan Laporan Magang ini.
4. Bapak R. Baskara KA. STP,MP selaku Pembimbing Akademik. Terima Kasih bapak, yang selalu memberikan semangat dan motivasi kepada penulis.
5. Bapak dan Ibu Dosen serta Staff Fakultas Pertanian Universitas Sebelas Maret Surakarta atas ilmu yang telah diberikan dan bantuannya selama masa perkuliahan penulis.
6. Direktur PT. Tiga Pilar Sejahtera Food, Tbk yang telah memperkenankan kami melakukan kegiatan magang.
7. Bapak Mardiyo selaku pembimbing lapangan yang dengan kerelaan hati membimbing kami sehingga dapat menyelesaikan laporan magang ini.
9. Kak Fahrudin, Budi, Fajar, Guruh, Rozid, Dwi, Saloka, Novi, Meri, Nike, dan Darti, yang menemani selama magang dan memberi semangat.
10. Ayahanda dan Ibunda tercinta, Adikku tersayang, serta keluarga besar di Semarang atas doa, kasih sayang, semangat, perhatian dan dukungannya hingga penulis bisa menyelesaikan Laporan Magang ini.
11. Teman seperjuangan Luluk dan Wasis terima kasih atas kerja sama, pengertian dan kebersamannya. Sukses untuk kita semua.
12. Teman-teman yang telah banyak membantu dalam penyusunan Laporan Magangku : Asri, Linda, Dewi, Rini yang senantiasa memberikan dukungan serta sobat-sobat DIII THP 2007 yang tidak dapat penulis sebutkan satu persatu. Terima kasih dan kompak selalu.
13. Semua pihak yang telah membantu kelancaran penyusunan laporan Magang ini dan memberi dukungan, doa serta semangat bagi penulis untuk terus berjuang.
Penulis menyadari bahwa Laporan magang ini masih jauh dari sempurna. Semoga Laporan Magang ini bermanfaat bagi penulis khususnya dan bagi pembaca umumnya.
Surakarta, Juni 2010
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
MOTTO ... iii
PERSEMBAHAN ... iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xi
DAFTAR GAMBAR... xii
BAB I PENDAHULUAN ... 1
A. Latar Belakang ... 1
B. Tujuan Magang ... 3
C. Manfaat Magang ... 3
BAB II LANDASAN TEORI ... 4
A. Mie ... 4
B. Mie Instan ... 4
1. Arti ... 4
2. Bahan Baku ... 5
3. Bahan Pembantu... 7
4. Proses Produksi ... 10
C. Pengendalian Mutu ... 14
D. Sanitasi Perusahaan ... 15
E. Pengepakan dan Pengemsan ... 16
BAB III TEMPAT DAN WAKTU SERTA CARA PELAKSANAAN . 18 A. Tempat Pelaksanaan Magang ... 18
B. Waktu Pelaksanaan ... 18
BAB IV HASIL DAN PEMBAHASAN... 20
A. Hasil dan Pembahasan Umum PT. Tiga Pilar Sejahtera Food,Tbk .. 20
1. Keadaan Umum Perusahaan ... 20
a. Sejarah Berdirinya PT. Tiga Pilar Sejahtera Food,Tbk ... 20
b. Lokasi PT. Tiga Pilar Sejahtera Food , Tbk... 21
c. Tujuan Berdirinya PT. Tiga Pilar Sejahtera Food, Tbk... 22
d. Visi dan Misi PT. Tiga Pilar Sejahtera Food ... 22
2. Managemen Perusahaan ... 23
a. Struktur dan Sistem Organisasi ... 23
b. Tanggung Jawab dan Wewenang ... 24
c. Hak dan Kewajiban Karyawan... 26
d. Ketenaga Kerjaan ... 27
e. Kesejahteraan Karyawan ... 28
f..Fasilitas Kerja... 28
3. Penyediaan Bahan Baku dan Bahan Tambahan... 28
a. Sumber Bahan Baku ... 29
b. Sumber Bahan Pembantu ... 29
c. Bahan Tambahan ... 29
4. Penanganan Bahan Baku dan Bahan Pembantu... 31
5. Pengendalian dan Pengawasan Mutu Bahan Baku dan Pembantu 32 B. Proses Produksi ... 33
1. Tahap – tahap Proses Yang dikerjakan... 33
C. Diagram Alir Proses ... 41
1. Diagram Alir Kualitatif... 41
D. Fase Kritis Proses Produksi ... 42
E. Pengendalian Proses Produksi ... 42
F. Produk Akhir... 43
1. Spesifikasi Produk Akhir ... 43
3. Mesin dan Peralatan Yang Digunakan ... 45
a. Spesifikasi Mesin dan Peralatan Proses... 45
b. Spesifikasi Peralatan Quality Control Laboratorium... 49
4. Pemasaran Produk ... 49
G. Sanitasi dan Penanganan Limbah ... 50
1. Sanitasi Bangunan, Peralatan, dan Tenaga Kerja ... 50
2. Sanitasi Selama Prtoses Produksi... 55
H. Hasil dan Pembahasan Khusus ( Proses Produksi INSAB)... 61
1. Tahap Penanganan Bahan Baku... 61
2. Tahap Penanganan Bahan Pembantu... 61
3. Tahap Penanganan Bahan Tambahan... 62
4. Proses Produksi ... 62
a. Diagram Alir Proses ... 63
1. Diagram Alir Kuantatif Mie Instan INSAB ... 63
2. Diagram Alir Proses Seasoning Powder ... 64
3. Diagram Alir Psoses Seasoning Oil ... 65
b. Persiapan Bahan – bahan ... 66
c. Pencampuran ( Mixing )... 66
d. Pembentukan lembaran ( Sheeting dan Slitting ) ... 66
e. Pengukusan ( Steaming) ... 67
f. Pemotongan ( forming cutting dan shaping folding ) ... 67
g. Penggorengan ( Frying ) ... 67
h. Pendinginan ( Cooling ) ... 68
i. Pengisian Seasoning ... 68
j. Pengemasan ( Packing ... 68
I. Hasil dan Pembahasan Kerja Praktek Lapangan. ... 69
1. Kegiatan dalam Proses Produksi ... 69
2. Kegiatan dalam Proses Pengujian QC ( Qualyti Control ) ... 71
1) Uji Organoleptik ... 71
3) Uji Suhu ... 73
4) Uji Kadar Air... 73
5) Uji Iodium ... 74
6) Uji %FFA ... 75
BAB V KESIMPULAN DAN SARAN ... 76
A. Kesimpulan ... 76
B. Saran ... 76 DAFTAR PUSTAKA
DAFTAR TABEL
Halaman
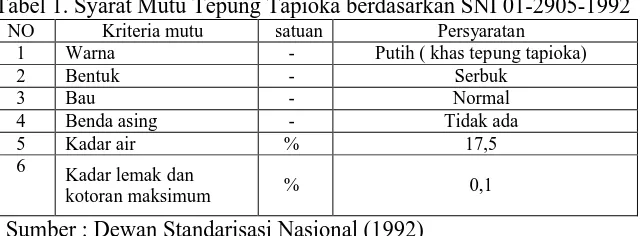
Tabel 1. Syarat Mutu Tepung Tapioka berdasarkan SNI 01-2905-1992 ... 7
Tabel 2. Standar Mutu Air berdasarkan SNI 01-3553-1994 ... 9
Tabel 3. Standar Mutu Minyak Goreng berdasarkan SNI 01-3741-2002... 10
Tabel 4. Jam Kerja Untuk Karyawan Kantor ... 27
Tabel 5. Jam Kerja Untuk Karyawan Non Kantor Hari Senin-Jum’at ... 27
Tabel 6. Jam Kerja Untuk Karyawan Non Kantor Hari Sabtu... 27
Tabel 7. Syarat Mutu Tepung Terigu ... 32
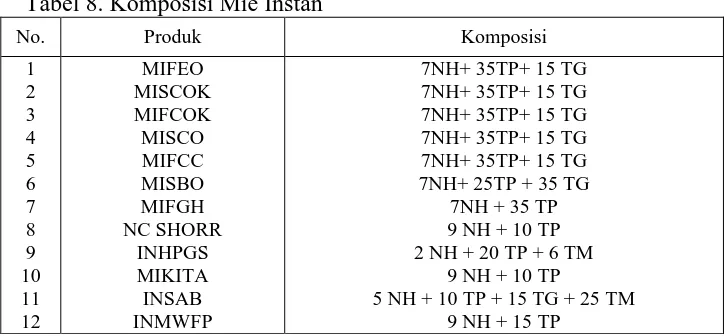
Tabel 8. Komposisi Mie Instan ... 33
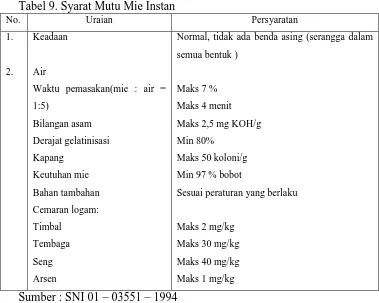
Tabel 9. Syarat Mutu Mie Instan . ... 44
DAFTAR GAMBAR
Halaman
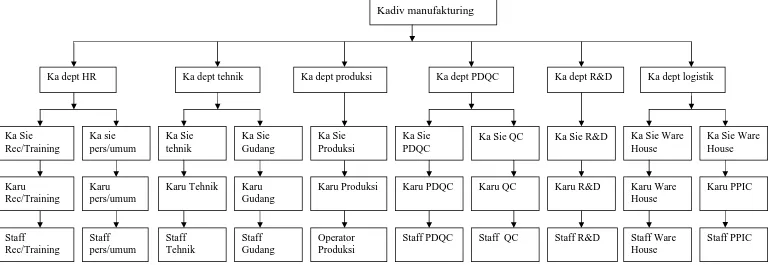
Gambar 1. Diagram Struktur Organisasi Manufaktur Proses Produksi... 23
Gambar 2. Diagram Alir Kualitatif Proses Produksi Mie Instan... 41
Gambar 3. Diagram Alir Kuantitatif Proses Produksi ( INSAB) ... 63
Gambar 4. Diagram Alir Pembuatan Seasoning Powder... 64
Spesifikasi Bahan Baku Mocaf
1. Deskripsi : Bentuk powder sedikit mengkristal, berwarna putih, mudah larut dan mengental saat kena air ( hidro koloid )
2. Kemasan, berat bersih, cara penyimpanan dan umur simpan : Kemasan dalam sak kertas, berat (netto) 25 kg
Disimpan pada suhu ruang dan tempat kering Umur simpan maksimal 24 bulan
3. Status bahan : a. Sertifikat halal b. CoA
4. PARAMETER KUALITAS :
A. ORGANOLEPTIK STANDAR CARA UJI FREKUENSI PENGUJIAN 1. Warna 2. Aroma 3. Rasa 4. Bentuk 5. Tekstur 6. Kelarutan 7. Kekentalan Putih Tidak beraroma Pahit Powder Halus (+++) Larut air 1,15 Visual Sensori Sewnsori Visual Sensori dan visual CoA D D D D D
B. KIMIA - FISIKA STANDAR CARA UJI FREKUENSI PENGUJIAN 1. Kadar air
2. pH
Maksimal 6% 6 - 8
Gravimetri Thermal(oven pada suhu 105 selama 3 jam) Ph meter
D D
C.MIKROBIOLOGI UNIT M METODE
ANALISA
Inspeksi dan pengujian hasil packing 1. Inspeksi kelengkapan produk
a. Dilakukan 4 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line produksi 2. Inspeksi kode produksi
a. Dilakukan 4 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line produksi 3. Inspeksi kode karton
a. Dilakukan 2 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line 4. Inspeksi lem karton
a. Dilakukan 2 kali setaip shif
b. Ambil produk secara random, sampling 5% pada tiap line 5. Inspeksi isi / dus(pcs)
a. Dilakukan 2 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line 6. Pengujian kondisi sealing
a. Dilakukan 4 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line 7. Kerapian packing
a. Dilakukan 4 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line 8. Kebocoran produk
a. Dilakukan 2 kali setiap shif
b. Ambil produk secara random, sampling 5% pada tiap line 9. Pengujian dimensi mie kering
Standar Pengujian Packing
No. Parameter Standar
1 Pengujian kelengkapan produk 4.Produk lengkap 1.Produk tidak lengkap
2 Pengujian lem karton 4.Kuat
1. Rekat 3 Pengujian kondisi sealing 4.Kokoh / kuat
Instruksi dan pengujian hasil frying 1 Instruksi kecepatan pada panel frying
a. Inspeksi visual pada panel frying
b. Catat hasil pembacaan pada fform inspeksi dan pengujian noodle 2. Inspeksi suhu depan
a. Inspeksi visual pada panel frying
b. Catat hasil pembacaan pada form inspeksi dan pengujian noodle 3. Inspeksi suhu belakang
a. Inspeksi visual pada frying
b. Catat hasil pembacaan form inspeksi dan pengujian noodle 4. Pengujian Ka
a. Siapkan alat : Oven, timbangan b. Cara pengujian :
- Timbang sample 2 gr
- Oven dengan suhu 102 - 105ºC
LSpesifikasi Bahan Kemasan Etiket INMKSHSAS DRAFT 1. Deskripsi:
Komposisi : opp 20 / Vm CPP 25 Panjang : 1000 M
2. Kemasan dan penyimpanan :
Setiap roll dikemas dengan plastik Disimpan pada suhu ruang dan kering
No. Parameter Unit Standar Cara Uji
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Design Warna Laminasi Printing Banding strenght Lebar Tebal Panjang pitch Berat netto/roll Berat netto/lembar Berat bubin BPOM RI MD
Mm Mm Mm Mm Kg G Kg/roll
Sesuai jenis produk Sesuai jenis produk Kuat
Missprint : max 2 Merekat kuat 120 0,045 173 5,5±1 1±0,1 0,2 – 0,3
255611006335 keju ekstra pedas 255611096085 ayam panggang ekstra pedas 255611007335 sapi panggang ekstar pedas Visual Visual
Lihat prosedur uji laminasi Visual
Instruksi dan Pengujian Kemasan Satuan 1. Pengujian berat plastik persatuan
- Mengambil sampel plastik - Menimbang plastik 2. Pengujian seal
- Mengambil sampel plastik
- Mengecek kekuatan seal dan kondisi seal 3. Pengujian warna
- Mengambil sampel plastik
- Mengamati warnanya dan dibandingkan dengan standar 4. Pengujian ukuran
- Menyiapkan alat-alat: Penggaris
- Mengukur panjang dan lebar kemasan dengan penggaris 5. Pengujian sablon ( Tulisan dan Dasar )
Mengambil sampel kemasan
- Mengamati warna sablon sampel secara visual dan dibandingkan dengan standar
6. Pengujian kondisi fisik - Mengambil sampel kemasan
Parameter Standar 1. Pengujian berat persatuan 4. Sesuai spesifikasi
1. Tidak sesuai spesifikasi
2. Pengujian sealing 4. Jarak tepi plastik sampai seal: 1cm Kndisi seal: tidak menumpuk, rata,
kuat, rapat dan tidak berlubang 1. Tidak sesuai point 4
3. Pengujian warna ( plastik ) 4. Bening, tidak buram ( kecuali jenis HD ), rata tidak belang-belang, tidakcacat fisik
1. Tidak sesuai point 4 4. Pengujian ukuran 4. Sesuai spesifikasi
1. Tidak spesifikasi
5. Pengujian sablon 4. Warna dan tulisan sablon jelas 1. Warna dan tulisan pada sablon
buram, tidak jelas
6. Pengujian kondisi fisik sablon 4. Sablon tidak menumpuk dan tidak ada bayangan, jelas bisa dibaca, seluruh item tercantum
1. Tidak sesuai point 4
7. Sifat plastik 1. Kuat, lentur dan tidak mudah sobek 1. Tidak kuat, kaku, dapat tergores dan
Instruksi Kerja Pengujian Hasil Pressing 1. Uji tebal untaian
a. Siapkan alat : Thiclock b. Uji dengan thicklok 2. Uji jumlah untaian
a. Secara sensoris 3. Standar penilaian
Parameter Standar
Pengujian Tebal Lembaran hasil sheeting
Instruksi dan pengujian kualitas hasil mixing 1. Pengujian Keadaan Alkali
a. Secara visual b. Lihat dari mixer 2. Inspeksi suhu adonan
a. Siapkan alat : Termometer b. Lakukan inspeksi
- Ambil beberapa ml adonan dengan gelas ukur - Ukur suhu adonan dengan termometer
3. Uji keadaan adonan a. Secara visual
Pengujian Ingredient
1. Pengujian warna
a. Menyiapkan alat- alat : congkongan, kertas putih polos, timbangan b. Melakukan pengujian
- Mengambil sampel dengan congkongan dan menimbang 50gr - Meletakkan sampel diatas kertas
putih, mengamati warnanya 2. Pengujian Bau
a. Mengambil sampel bahan ingredient dan menguji bau secara sensoris
3. Pengujian kadar air
a. Persiapkan alat : congkongan, oven, timbangan b. Cara pengujian :
- Timbang sampel
- Oven dengan suhu 102 - 105ºC - Setelah 3,5 jam sampel
dimasukkan eksikator 10 menit kemudian sampel ditimbang dan dihitung kadar air sampel
2. Pengujian Ph
a. Persiapkan alat : Ph meter
b. Pengujian Ph dilakukan terhadap bahan ingredient cair dengan cara:
LAPORAN MAGANG DI PT. TIGA PILAR SEJAHTERA FOOD, TBK SRAGEN – JAWA TENGAH
( PROSES PRODUKSI MIE INSTAN ) Sunarti1
Rohula Utami, STP. MP.2dan Ir. Kawiji. MP3 ABSTRAK LEPAS
Mie Instan merupakan produk makanan kering yang dibuat dari tepung terigu dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan yang diizinkan berbentuk khas mie. Pada saat ini pola hidup manusia modern menjadikan pola makan dan kebutuhan yang berbeda, sehingga mereka cenderung ingin suatu kemudahan dan kepraktisan termasuk kebutuhan dalam memenuhi kebutuhan pangan dengan makanan yang cepat saji. Mie dikonsumsi hampir seluruh masyarakat Indonesia baik kalangan anak – anak maupun orang tua. Hal ini disebabkan karena mie mudah didapat, murah harganya, mempunyai banyak variasi rasa dan mudah cara penyajiannya yaitu cukup dimasak dalam air mendidih atau diseduh dengan air panas. Kadar air mie instan umumnya mencapai 3 – 4 % sehingga memiliki daya simpan yang lama.
Penulisan laporan Tugas Akhir ini berdasarkan pelaksanaan magang yang telah dilakukan. Magang ini dilaksanakan di PT. Tiga Pilar Sejahtera Food, Tbk yang beralamatkan di Jl. Raya Solo Sragen Km 16 Desa Sepat, Masaran, Sragen – Jawa Tengah, pada tanggal 1 Maret sampai 27 Maret 2010. Magang ini bertujuan untuk mengetahui proses produksi mie instan dari bahan baku sampai produk akhir. Bahan utama yang digunakan untuk pembuatan mie instan adalah tepung terigu, sedangkan bahan tambahan lain yang digunakan adalah air alkali, pewarna tartazine yellow, garam, dan minyak goreng. Hasil dari magang yang telah dilakukan di PT. Tiga Pilar Sejahtera Food, Tbk menunjukkann bahwa proses produksi mie instan terdiri dari beberapa tahapan yaitu bahan baku tepung terigu di tuang kedalam corong, penyedotan dengan screw, mixing, penurunan ke feeder, pressing, sheeting, forming cutting, steaming, shaping folding, frying, cooling, pengisian seasoning, packing, kartoning.
Fase paling kritis pada proses pembuatan mie instan di PT Tiga Pilar Sejahtera Food, Tbk ditemukan pada tahap frying. Penyebab bahaya yang timbul pada proses frying dikarenakan oleh hidrolisis minyak. Bahaya potensial yang ditimbulkan pada proses frying untuk bahaya kimia adalah kadar FFA dan dekomposisi minyak, untuk bahaya fisik adalah permukaan mie gosong. Hal tersebut dikarenakan pemanasan secara terus menerus dan kadar air bahan yang tinggi menyebabkan minyak mengalami proses hidrolisis yang berakibat pada meningkatnya kadar FFA minyak, dekomposisi minyak yang menghasilkan senyawa dan dapat menimbulkan aroma minyak tengik dan warna coklat. Pencegahan ini dilakukan dengan pengujian kadar FFA minyak, inspeksi secara visual untuk suhu depan dan suhu belakang pada panel frying.
BAB I PENDAHULUAN
A. Latar Belakang Kegiatan
Pada saat ini pola hidup manusia modern menjadikan pola makan dan kebutuhan yang berbeda, sehingga mereka cenderung ingin suatu kemudahan dan kepraktisan termasuk kebutuhan dalam memenuhi kebutuhan pangan dengan makanan yang cepat saji. Hal ini tentu sangat menguntungkan ditinjau dari sudut pandang penganekaragaman konsumsi pangan. Dengan demikian kita akan terhindar dari ketergantungan kepada suatu bahan pangan pokok.. Akhir – akhir ini semakin banyak orang yang memilih makanan cepat saji diantaranya adalah mie.
Mie dikonsumsi hampir seluruh masyarakat Indonesia baik kalangan anak – anak maupun orang tua. Hal ini disebabkan karena mie mudah didapat dan mudah cara penyajiannya yaitu cukup dimasak dalam air mendidih atau diseduh dengan air panas. Dan hal ini didukung oleh berbagai keunggulan yang dimiliki mie terutama dalam hal tekstur, rasa, kenampakan, dan kepraktisan penggunaannya.
Mie adalah produk pangan yang terbuat dari tepung terigu dengan atau tanpa penambahan bahan pangan lain dan bahan tambahan pangan yang diizinkan. Walaupun pada prinsipnya mie dibuat dengan cara yang sama, tetapi dipasaran dikenal beberapa jenis mie, seperti mie segar atau mentah (raw chinese noodle), mie basah ( boiled noodle ), mie kering ( steam and fried noodle), dan mie instan ( instan noodle). Mie segar atau mentah adalah mie yang tidak mengalami proses tambahan setelah pemotongan dan mengandung kadar air sekitar 35%. Mie segar umumnya digunakan sebagai bahan baku mie ayam. Mie basah adalah jenis mie yang mengalami proses perebusan setelah tahap pemotongan sebelum dipasarkan dan mengandung kadar air 52%. Mie kering adalah mie segar yang telah dikeringkan hingga kadar airnya mencapai 8-10%. Mie sohun adalah mie halus yang dibuat dari
kacang hijau, umbi (kentang, ubi jalar, tapioka), sagu, aren. Setelah direbus atau direndam, sohun berwarna bening, bertekstur kenyal, dan memiliki permukaan yang licin.
Mie instan merupakan salah satu makanan yang terbuat dari tepung terigu dengan atau tanpa penambahan bahan makanan yang diizinkan, berbentuk khas mie dan siap dihidangkan setelah dimasak atau diseduh dengan air mendidih paling lama 4 menit. Mie instan dibuat dengan penambahan proses penggorengan setelah diperoleh mie segar. Kadar air mie instan umumnya mencapai 3 – 4 % sehingga memiliki daya simpan yang lama. Kualitas mie dipengaruhi oleh beberapa faktor, salah satunya yaitu proses produksi.
Proses produksi adalah suatu kegiatan mengolah suatu bahan yang dilakukan untuk memperoleh suatu hasil ( produk ). Dengan proses produksi bahan mentah dapat diolah menjadi suatu produk yang lebih dibutuhkan konsumen. Dengan adanya proses produksi dalam suatu industri dapat menciptakan suatu produk yang berkualitas. Adanya tahapan proses produksi sangat membantu dalam menentukan mutu produk, karena titik kritis produk sebagian besar berada pada proses produksi. Dengan proses hal – hal yang tidak diinginkan akan terdeteksi, membunuh mikroba yang terdapat dalam bahan, jadi dapat mengurangi tingkat kerusakan produk. Adanya proses produksi dapat meningkatkan umur simpan karena tahapan – tahapan proses diatur sedemikian rupa untuk mengendalikan mutu produk, agar produk yang dihasilkan tidak mudah busuk, tidak mudah rusak dalam penyimpanan sampai pendistribusian ke konsumen.
percaya dan mengkonsumsi produknya. Produk yang dihasilkan PT. Tiga Pilar Sejahtera Food, Tbk berani bersaing dengan produk – produk di pasaran. B. Tujuan Magang
Tujuan kegiatan magang ini adalah sebagai berikut :
1. Mengetahui dan mempelajari secara langsung proses produksi mie instan di PT. Tiga Pilar Sejahtera Food, Tbk mulai dari bahan baku sampai produk jadi.
2. Mengetahui peralatan yang digunakan dalam proses dan prinsip kerja yang digunakan dalam proses produksi di PT. Tiga Pilar Sejahtera Food, Tbk. C. Manfaat
BAB II
LANDASAN TEORI
A. Mie
Mie adalah produk pangan yang terbuat dari tepung terigu dengan atau tanpa penambahan bahan pangan lain dan bahan tambahan pangan yang diizinkan (Syamsir, 2008). Walaupun pada prinsipnya mie dibuat dengan cara yang sama, tetapi dipasaran dikenal beberapa jenis mie, seperti mie segar atau
mentah ( raw chinese noodle ), mie basah ( boiled noodle ), mie kering ( steam and fried noodle), dan mie instan ( instan noodle). Mie segar atau
mentah adalah mie yang tidak mengalami proses tambahan setelah pemotongan dan mengandung kadar air sekitar 35%. Mie segar umumnya digunakan sebagai bahan baku mie ayam. Mie basah adalah jenis mie yang mengalami proses perebusan setelah tahap pemotongan sebelum dipasarkan dan mengandung kadar air 52%. Mie kering adalah mie segar yang telah dikeringkan hingga kadar airnya mencapai 8-10%. Mie instan adalah mie yang dibuat dengan menambahkan proses penggorengan setelah mie segar diperoleh ( Astawan, 2003).
B. Mie Instan 1. Arti
maupun warna. Salah satu bahan yang diperlukan adalah tepung terigu yang merupakan bahan dasar pembuatan mie ( Astawan, 2003).
2. Bahan Baku
Bahan baku yang digunakan dalam memproduksi mie instan yaitu tepung terigu. Tepung terigu diperoleh dari biji gandum (Triticum vulgare) yang digiling. Tepung terigu berfungsi membentuk struktur mie,
sumber protein dan karbohidrat. Kandungan protein utama tepung terigu yang berperan dalam pembuatan mie adalah gluten (Anonima, 2010 ).
Berdasarkan kandungan gluten ( protein ) tepung terigu dapat dibedakan 3 macam sebagai berikut :
a. Hard flour, tepung ini berkualitas baik kandungan proteinnya 12 – 13 %. Sifat elastisnya baik dan tidak mudah putus. Tepung ini biasanya digunakan untuk pembuatan : roti, pasta, mie berkualitas tinggi.
b. Medium hard flour, tepung terigu ini mengandung protein 9,5 – 11 %. Tepung ini banyak digunakan untuk pembuatan roti, mie, macam – macam kue, serta biskuit.
c. Soft flour, tepung terigu ini mengandung protein sebesar 7 – 8,5 %. Terigu ini cocok sebagai bahan pembuatan kue dan biskuit ( Anonima, 2010 ).
Kualitas tepung terigu dipengaruhi oleh moisture ( kadar air ), ash ( kadar abu) dan beberapa parameter fisik lainnya seperti water absortion, development time, stability dan lain – lain. Moisture adalah jumlah kadar
Parameter fisik yang mempengaruhi kualitas tepung terigu antara lain water absorbtion. Water absorbtion merupakan kemampuan tepung terigu menyerap air. Kemampuan daya serap air tepung terigu berkurang bila kadar air dalam tepung (moisture) terlalu tinggi atau tempat penyimpanan yang lembab. Water absorbtion sangat bergantung dari produk yang akan dihasilkan, dalam pembuatan roti pada umumnya diperlukan water absorbtion yang lebih tinggi daripada pembuatan mie dan biskuit. Kecepatan tepung terigu dalam pencapaian keadaan develop (kalis ) disebut developing time. Bila waktu pengadukan kurang disebut under mixing berakibat adonan menjadi kurang elastis. Sedangkan bila kelebihan pengadukan disebut over mixing berakibat merusak gluten, adonan akan menjadi lembek. Parameter yang lain adalah stability. Stability yaitu kemampuan untuk menahan stabilitas adonan agar tetap sempurna meskipun telah melewati waktu develop (kalis). Stabilitas tepung pada adonan dipengaruhi oleh beberapa hal antara lain jumlah
protein, kualitas protein, dan zat additive atau tambahan (Anonimb, 2010 ).
3. Bahan Pembantu
Bahan pembantu yang digunakan dalam memproduksi mie instan yaitu:
a. Tapioka
Tabel 1. Syarat Mutu Tepung Tapioka berdasarkan SNI 01-2905-1992
NO Kriteria mutu satuan Persyaratan
1 Warna - Putih ( khas tepung tapioka)
2 Bentuk - Serbuk
3 Bau - Normal
4 Benda asing - Tidak ada
5 Kadar air % 17,5
6 Kadar lemak dan
kotoran maksimum % 0,1
Sumber : Dewan Standarisasi Nasional (1992)
Pada umumnya masyarakat kita mengenal dua jenis tapioka, yaitu tapioka kasar dan tapioka halus. Tapioka kasar masih mengandung gumpalan dan butiran ubi kayu yang masih kasar, sedangkan tapioka halus merupakan hasil pengolahan lebih lanjut dan tidak mengandung gumpalan lagi. Kualitas tepung tapioka sangat ditentukan beberapa faktor antara lain :
Warna tepung : tepung tapioka yang baik berwarna putih
Kandungan air : tepung harus dijemur sampai kering benar sehingga kandungan airnya rendah
Banyaknya serat dan kotoran : usahakan supaya banyaknya serat dan zat kayunya masih sedikit dan zat patinya masih banyak. Tingkat kekentalan : usahakan daya rekat tapioka tetap tinggi.
Untuk ini dihindari penggunaan air yang berlebihan dalam proses produksi
( Radiyanti dan Agusto, 1990 ). b. Garam
Garam juga berfungsi sebagai sumber mineral untuk tubuh dan sebagai pengawet makanan (Anonimc, 2010).
Standar mutu garam antara lain penampakan bersih, berwarna putih, tidak berbau, tingkat kelembaban rendah, dan tidak terkontaminasi dengan timbal/bahan logam lainnya. Kandungan NaCl untuk garam konsumsi manusia tidak boleh lebih rendah dari 97 % untuk garam kelas satu, dan tidak kurang dari 94 % untuk garam kelas dua. Tingkat kelembaban disyaratkan berkisar 0,5 % dan senyawa SO4 tidak melebihi batas 2,0 %. Kadar iodium berkisar 30 - 80 ppm (Anonimc, 2010 ).
c. Air
Air adalah substansi kimia dengan rumus kimia H2O: satu molekul air tersusun atas dua atom hidrogen yang terikat secara kovalen pada satu atom oksigen. Air bersifat tidak berwarna, tidak berasa dan tidak berbau pada kondisi standard, yaitu pada tekanan 100 kPa ( 1 bar ) dan temperatur 273,15 K (0ºC). Air merupakan suatu pelarut yang penting, yang memiliki kemampuan untuk melarutkan banyak zat , seperti garam, gula, dan asam ( Anonimd, 2010 ).
Air dalam pembuatan mie berfungsi untuk mengikat protein, membentuk sifat kenyal gluten, mengikat pati ( karbohidrat ), sebagai pelarut garam, gula. Air yang digunakan memiliki pH antara 6 – 9, karena semakin tinggi pH air maka mie yang dihasilkan tidak mudah patah karena absorbsi air meningkat dengan meningkatnya pH ( Anonimd,2010 ).
Tabel 2. Standar Mutu Air berdasarkan SNI – 01- 3553 – 1994 NO Kriteria Mutu Persyaratan
1. 2. 3. 4.
Bau Rasa Ph
Kekeruhan
Tidak berbau Normal 6,5 – 9 Maks NTU Sumber : Dewan Standarisasi Nasional (1994) d. Alkali
Alkali dalam pembuatan mie berfungsi untuk menguatkan adonan supaya mengembang dengan baik, mempercepat proses gelatinisasi pati dan meningkatkan viskositas adonan yang akan memperbaiki kekenyalan mie. Jenis alkali yang digunakan dalam pembuatan mie terutama sodium atau kalium karbonat dan biasanya di pasaran dikenal dengan nama air abu ( Anonime, 2010 ).
e. Minyak goreng
Lemak atau minyak adalah senyawa trigliserida yang dapat larut pada pelarut lemak atau minyak seperti khlorofrom, eter, benzena. Pengujian sifat kimia lemak dan minyak pada umumnya meliputi jenis, kemurnian terutama terhadap pelarut organik, sifat penyabunan, jumlah ikatan rangkap atau derajat ketidak jenuhan, ketengikan dan lain-lain ( Sudarmadji, 1999).
Tabel. 3 Standar Mutu Minyak Goreng berdasarkan SNI 01-3741- 2002
No Kriteria Uji Persyaratan
Satuan Mutu I Mutu II
1 Keadaan
1.1 Bau Normal Normal
1.2 Rasa Warna Normal Normal
1.3 Warna Putih, kuning pucat -kuning
2 Kadar air % b/b mg Maks 0,1 Maks 0,3
3 Bilangan Asam KOH/gr Maks 0,6 Maks 2
Asam Linoleat :
4 Asam Lemak Minyak % Maks 2 Maks 2
5 Cemaran Logam :
5.1 Timbal (pb) Mg/kg Maks 0,1 Maks 0,1
5.2 Timah (sn) Mg/kg maks
40,0*/250
maks 40,0*/250
5.3 Raksa (Hg) Mg/kg maks 0,05 maks 0,05
5.4 Tembaga (Cu) Mg/kg maks 0,1 maks 0,1
6. Cemaran Arsen (As) Mg/kg maks 0,1 maks 0,1
7. Minyak pelikan** negatif negatif
Sumber : Dewan Standarisasi Nasional (2002) 4. Proses Produksi
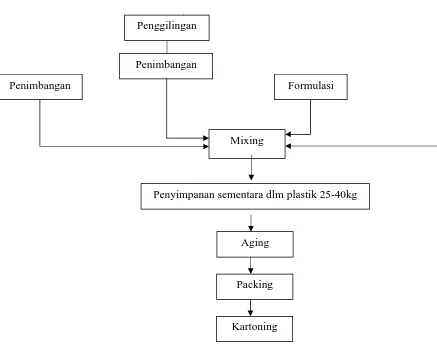
Dalam proses produksi mie instan melalui beberapa tahap antara lain: pencampuran ( mixing ), pembentukan lembaran ( shetting dan slitting ), pengukusan ( steaming ), pemotongan ( forming cutting dan shaping folding ), penggorengan (frying ), pendinginan ( cooling ), pengisian seasoning, packing, dan kartoning ( Anonimf, 2010 ).
Mixing adalah proses pencampuran tepung terigu dan air alkali (campuran air dan garam-garam alkali) yang bertujuan untuk mengembangkan partikel terigu sampai titik optimum untuk mempermudah pembentukan jaringan gluten pada proses selanjutnya (pressing). Waktu, temperatur, dan jumlah air alkali yang ditambahkan
temperatur mixer dapat dilakukan dengan dua hal, yang pertama menurunkan temperatur ruangan dan yang kedua adalah memasang chiller pada tanki air alkali. Temperatur mixer yang diharapkan adalah tidak melebihi 30ºC ( Anonimf, 2010 ).
Kontrol terhadap kualitas adonan dapat dilakukan dengan dua hal, yang pertama dengan mengukur kadar air adonan dan yang kedua dilakukan manual dengan cara menggenggam adonan. Adonan yang baik pada saat digenggam terdapat garis telapak tangan dan dapat dipecahkan kembali dengan mudah (gembur) seperti bentuk semula. Kadar air adonan yang baik adalah minimal 32%. Adonan yang terlalu pera (kadar air dibawah 32%) mengakibatkan pembentukan jaringan gluten pada proses pengepresan tidak sempurna, sehingga mie akan mudah patah (rapuh). Sebaliknya, jika terlalu lembek akan menyulitkan proses pengepresan (lembar adonan mudah putus) dan kerapatan gelombang mie menjadi tidak stabil (bentuk tidak standar). Keterampilan operator menjadi sangat penting dalam proses ini, karena banyak melibatkan perasaan (feeling) pada saat penambahan air. Begitu juga dengan pengaturan waktu mixing, pada umumnya 15 menit sudah mencukupi. Kehilangan bahan dalam proses ini hampir tidak terjadi, namun jika kualitas adonan tidak sesuai,
maka akan banyak terjadi reject product pada proses selanjutnya ( Anonimf, 2010 ).
mempengaruhi timbulnya serbuk adonan, ketebalan antar roller press harus seimbang yang dapat dilihat dari kelendutan lembar adonan antar roller press. Lembar adonan antar roller press yang terlalu tegang menyebabkan lebar lembar adonan menyempit, akibatnya mengurangi jumlah untaian mie. Hal tersebut meningkatkan potensi produk under weight dan mie hancur, karena bentuk mie tidak kokoh. Sebaliknya jika terlalu kendor, beban roller press tinggi dan akan timbul serbuk adonan meskipun kondisi roller press mulus ( Anonimf, 2010 ).
Setelah proses pressing selesai dilanjutkan proses pengirisan (slitting). Slitting adalah pengirisan lembaran adonan menjadi untaian-untaian mie dengan menggunakan slitter yang terletak di depan roller press. Pada proses ini juga dilakukan pengaturan berat mie dengan mengatur jumlah dan tinggi gelombang mie dalam satu satuan panjang. Semakin tinggi ukuran gelombang dan semakin banyak jumlah gelombang, berat mie semakin tinggi. Lembar adonan diiris sesuai dengan ukuran yang dikehendaki dan dibagi menjadi lima jalur untaian mie. Slitter terdiri dari roll slitter, sisir slitter, dan mangkok pemisah jalur mie. Roll slitter berfungsi untuk membelah lembar adonan dan sisir slitter untuk mengangkat untaian yang telah terpotong agar tidak tertinggal di roller slitter. Sedangkan mangkok berfungsi untuk membagi jalur untaian dan membentuk gelombang mie ( Anonimf, 2010 ).
menjadi lebih instan, mie juga akan menjadi semakin kokoh (tidak mudah patah) ( Anonimf, 2010 ).
Selanjutnya dilanjutkan proses pemotongan ( cutting ). Dalam proses pemotongan yang perlu diperhatikan adalah ketajaman pisau dan timing yang tepat dari plat pelipat yang terletak persis di bawah pisau. Lipatan mie harus tepat di tengah sehingga mempermudah masuknya mie
yang sudah dipotong ke dalam retainer (cetakan) penggorengan (Anonimf, 2010 ).
Setelah proses pemotongan selanjutnya proses penggorengan ( frying ). Dalam proses pembuatan mie instan, penggorengan adalah proses penurunan kadar air dari sekitar 32% (kadar air adonan) menjadi 3%-4%. Pada proses ini terjadi pertukaran antara minyak goreng dengan air. Air yang ada di dalam mie menguap dan meninggalkan pori-pori yang selanjutnya diisi dengan minyak goreng. Dengan kadar air antara 3% - 4%, umur simpan mie dapat mencapai satu tahun dengan penyerapan minyak goreng berkisar antara 16% sampai 19% tergantung dari berat mie yang digoreng dan kadar air adonan serta setting mesin penggorengan. Kadar air mie di bawah 3% sangat tidak disarankan, karena akan menjadi rapuh, dan yang lebih penting lagi adalah hilangnya air akan digantikan oleh minyak goreng ataupun terigu yang harganya jauh lebih mahal dibanding air. Untuk itu pengecekan kadar air menjadi sangat penting pada proses ini. Cara paling mudah untuk melakukan pengecekan kadar air secara manual adalah dengan membelah lipatan mie yang baru keluar dari penggorengan. Jika pada saat dibelah semua untaian mie patah atau putus, bisa dipastikan kadar air mie di bawah 3% dan sebaliknya jika masih ada lebih dari 30% untaian mie yang tidak putus maka kadar air mie tersebut diatas 4% (Anonimf, 2010).
bertujuan untuk mendinginkan mie panas yang keluar dari penggorengan hingga diperoleh suhu mendekati suhu ± 30ºC - 32ºC (Anonimf, 2010).
Setelah selesai proses pendinginan dilanjutkan proses pengemasan (packing). Packing merupakan pembungkusan makanan yang dilakukan
untuk melindungi makanan dari bakteri. Packing adalah proses yang paling kritis dalam pengendalian produk reject. Banyak terjadi benturan-benturan antar mie maupun dengan konveyor pembagi sebelum memasuki mesin pengemas. Kekokohan dan kekompakan bentuk mie menjadi faktor penting untuk meminimalkan produk yang reject baik hancur halus maupun hancur patah. Bentuk mie yang baik dan kokoh seharusnya dapat berdiri empat sisi. Hancur halus dan hancur patah tidak dapat dihindari, namun dapat diminimalkan dengan memperhatikan proses dari awal (mixing) dan penanganan di proses packing itu sendiri ( Anonimf, 2010 ).
Setelah selesai proses packing dilanjutkan proses kartoning. Kartoning adalah pembungkusan beberapa pack mie dengan menggunakan kertas karton. Tujuan kartoning adalah merapikan beberapa pack mie, agar mudah dalam penyimpanan dan pendistribusian. Biasanya berisi 40 bungkus mie ( Anonimf, 2010 ).
C. Pengendalian Mutu
Mutu suatu produk makanan sangat penting, akan tetapi kriteria untuk menentukannya juga sangat sulit yang biasanya tergantung pada bangsa, kebiasaan, daerah, kebudayaan serta agama atau kepercayaan. Kriteria yang lazim digunakan didalam mutu makanan yaitu aroma, konsistensi, tekstur, penampakan atau gizi. Mutu akhir dari makanan siap dikonsumsi akan ditentukan oleh mutu bahan mentahnya, atau bisa juga diartikan bahwa bahan makanan bermutu baik tidak dapat diperoleh dari bahan mentah yang bermutu rendah (Wiratakusumah et all, 1989 ).
mentah akan melalui berbagai jenis operasi ini baru kemudian menjadi bahan makanan yang siap dikonsumsi. Kondisi setiap proses atau operasi diatur dalam sedemikian rupa sehingga perubahan yang tidak diinginkan dapat dihindarkan atau dihambat (Wiratakusumah et all, 1989 ).
Pengendalian mutu dapat diartikan sebagai suatu sistem yang dipakai untuk mempertahankan suatu tingkat mutu yang dikehendaki dan ditetapkan pada suatu produk atau jasa. Usaha mempertahankan tingkat mutu ini dapat ditempuh melalui berbagai cara antara lain perencanaan mutu yang baik, rekayasa pengawasan yang ketat, penggunaan alat dan tata cara kerja yang tepat (Sudarmadji, 1999).
Mutu menurut ISO 9000 : 2000 didefinisikan sebagai derajat atau tingkat karakteristik yang melekat pada produk yang mencukupi persyaratan atau keinginan – keinginan. Maksud derajat atau tingkat berarti selalu ada peningkatan setiap saat, sedangkan karakteristik berarti hal – hal yang dimiliki produk, yang dapat terdiri dari bermacam – macam. ISO ( The International Organistation For Standardization ) adalah badan standar dunia yang dibentuk untuk meningkatkan perdagangan internasional yang berkaitan dengan perubahan barang dan jasa. ISO dapat disimpulkan sebagai koordinasi standar kerja internasional, publik standar harmonisasi internasional, dan promosi pemakaian standar internasional ( Suardi, 2000 ).
D. Sanitasi Perusahaan
tahap selama pengolahan dan peralatan personalia, dan terhadap hama serta pengemasan dan pergudangan produk akhir ( Jenie, 1998 ).
E. Pengepakan atau Pengemasan
Pengemasan dimaksudkan untuk melindungi dan menjaga mutu produk dalam penyimpanan dan pendristribusian. Untuk produk yang mudah pecah perlu pengemas yang sesuai dengan bentuk, perlu dilindungi dengan kemasan yang lembut supaya tidak tergores. Produk makanan dikemas dalam bahan plastik yang tidak mudah bereaksi dengan isinya. Pada kemasan
dimungkinkan untuk memberi petunjuk cara penggunaan, komposisi bahan, informasi gizi, nama dan alamat produsen, petunjuk nomor telepon
yang dapat dihubungi apabila ada keluhan produk dan informasi lainnya (Sudarmaji, 1999).
Pengaturan standar mutu dari pengemas sangat penting, yaitu melindungi produk yang dikemas. Ada dua tahapan pengembangan dari suatu standar mutu pengemasan untuk suatu produk pangan. Pertama untuk membuktikan bahwa bahan pengemas cukup memadai, kemugkinan secara teknik laboratorium pada contoh pertama dan dilanjutkan pada percobaan kecil di lapangan. Dalam fase ini bahan pangan dikemas dan disimpan dalam kondisi yang telah ditentukan untuk jangka waktu yang telah ditentukan dan pengujian yang dibutuhkan baik organoleptik maupun kimiawi, dilakukan untuk menentukan keadaan pangan dalam suatu selang waktu (Buckle et all, 1985).
Kemasan mempunyai peranan penting dalam mempertahankan mutu bahan. Menurut fungsinya kemasan berguna sebagai:
Wadah untuk menempatkan produk dan memberi bentuk sehingga memudahakan dalam penyimpanan, pengangkutan dan distribusi.
Memberi perlindungan terhadap mutu produk dan kontaminasi luar dan kerusakan.
Iklan dan promosi untuk menarik konsumen supaya mau membeli.
BAB III
TEMPAT DAN WAKTU SERTA CARA PELAKSANAAN
A. Tempat Pelaksanaan Magang.
Kegiatan magang dilaksanakan di PT. Tiga Pilar Sejahtera Food, Tbk, Jl.Solo – Sragen Km 5,5 Desa Tekik Rejo, Sepat, Masaran, Sragen – Jawa Tengah, Indonesia. Telp (0271) 821899. Kegiatan magang di khususkan pada Devisi Proses Produksi Mie Instan.
B. Waktu Pelaksanaan
Kegiatan magang dilaksanakan pada tanggal 1 Maret sampai 27 Maret 2010. Hari kerja Senin – Sabtu. Senin – Jum’at dilaksanakan pukul 08.00 – 16.00 WIB. Sabtu dilaksanakan pukul 08.00 – 13.00 WIB.
C. Cara Pelaksanaan Magang
Pelaksanaan kegiatan yang dilaksanakan di PT. Tiga Pilar Sejahtera Food, Tbk, Jl. Solo – Sragen Km 5,5 Desa Tekik Rejo, Sepat, Masaran, Sragen – Jawa Tengah, Indonesia ini menggunakan metode :
1. Wawancara
Wawancara dengan semua pihak yang berhubungan langsung dengan proses produksi pada pembuatan mie instan.
2. Observasi
Mengadakan observasi dari pengadaan bahan baku hingga proses pemasaran pengamatan langsung mengenai kondisi dan kegiatan yang ada di lokasi magang, yang meliputi :
a. Observasi tentang penyediaan bahan baku dan cara pengelolaannya. b. Observasi tentang proses produksi mie instan.
c. Observasi tentang pengendalian mutu dari raw material sampai produk akhir.
d. Observasi tentang pengelolaan limbah. 3. Studi Pustaka
4. Dokumentasi dan Data-data
Mendokumentasikan dan mencatat data atau hasil-hasil yang ada pada pelaksanaan magang.
5. Praktik atau Aktivitas Langsung
BAB IV
HASIL DAN PEMBAHASAN
A. Hasil dan Pembahasan Umum PT. Tiga Pilar Sejahtera Food, Tbk 1. Keadaan Umum Perusahaan
PT. Tiga Pilar Sejahtera Food, Tbk merupakan perusahaan yang bergerak di industri makanan. Produk yang dihasilkan dan diperdagangkan dengan berbagai merk seperti : Superior, Kremez, Gulas, Ayam 2 Telor, Ha Ha mie, Filtra, NC Shorr, Kurma, Pio, Romi Yuli, Din Din, Gin Gin, Mie Telor, Mie Instan, Snack, Candy, Bihun Beras, Bihun Jagung, Bihun Instan, Biskuit, Wafer Stick, dan beberapa produk olahan lainnya. Lokasi pabrik terletak di Jalan Raya Solo - Sragen Km 5,5 Desa Tekik Rejo, Sepat, Masaran, Sragen, Jawa Tengah, Indonesia. Dengan menempati bangunan seluas 9.072 m2 dari lahan seluas 25 ha. Dengan keadaan wilayah mempunyai topografi yang berbukit, dengan ketinggian 400-500 meter diatas permukaan laut. Suhu udara rata – rata hariannya adalah 38ºC dengan kelembaban udara rata – rata 70 – 80%. Tenaga kerja berjumlah ± 2000 orang dengan berbagai spesifikasi dan jam kerja setiap shif 8 jam, setiap hari ada 3 shif. Setiap karyawan dilindungi keselamatan kerja dan
kesejahteraannya dengan pemberian Jaminan Sosial Tenaga Kerja ( JAMSOSOTEK).
a. Sejarah Berdirinya PT. Tiga Pilar Sejahtera Food, Tbk
Sejarah PT. Tiga Pilar Sejahtera Food sebagai berikut, pada tahun 1959 almarhum Tan Pia Sioe mendirikan bisnis keluarga yang
berkembang menjadi PT. Tiga Pilar Sejahtera Food, Tbk ( TPS Food ). Sebuah bisnis keluarga yang memproduksi bihun jagung
dengan nama Perusahaan Bisnis Cap Cangak Ular di Sukoharjo, Jawa Tengah, pada tahun 1987 perusahaan ini mulai menggunakan mesin untuk produksi.
lokasi baru di Sragen dan memisah antara produksi mie dan bihun. Pada tahun 2000 PT. Tiga Pilar Sejahtera Food membangun industri di kawasan Palur untuk memproduksi candy. Pada tahun 2004 PT. Tiga Pilar Sejahtera Food menambah jenis produk baru biskuit dan menjalankan kerjasama dengan badan Internasional IRD dan WFP untuk memproduksi biskuit anak sekolah sampai sekarang.
PT. Tiga Pilar Sejahtera Food, Tbk di kawasan Sragen dibagi menjadi 4 unit yaitu untuk unit 1 memproduksi mie kering, unit 2 memproduksi mie instan dan snack, unit 3 memproduksi bihun, dan unit 4 memproduksi biskuit. Hingga saat ini PT. Tiga Pilar Sejahtera Food adalah pimpinan pasar di Indonesia untuk mie kering dan bihun kering. Selain produksi mie, bihun, candy dan biskuit juga memproduksi bumbu masakan, saos sambal, saos tomat dan kecap. PT. Tiga Pilar Sejahtera Food unit produksi mie instan berlokasi di kawasan industri utama, PT. Tiga Pilar Sejahtea Food berada di Kabupaten Sragen.
Dalam rangka memenuhi komitmen perusahaan yang menitik beratkan pada kepuasan pelanggan dan untuk menghasilkan produk yang terbaik, diterima oleh pasar dan berkualitas tinggi PT. Tiga Pilar Sejahtera Food menerapkan sistem Manajemen Mutu ISO 9001 : 2002, Keamanan pangan HACCP, ISO 2000 juga menerapkan dan mengembangkan 5R, GKM, Good Coorporate Governance, Coorporate Social Responsibility. Masing – masing bagian di struktur organisasi telah menetapkan prosedur instruksi kerja dan formulir – formulir yang diperlukan untuk menjamin terjaganya sistem mutu dan mutu produk dalam rangka memenuhi persyaratan yang dimaksud. b. Lokasi PT. Tiga Pilar Sejahtera Food
bangunan seluas 9.072 m2 dan lahan seluas 25 ha. Lokasi PT. Tiga Pilar Sejahtera Food, Tbk berbatasan dengan :
a. Sebelah Utara : Kelurahan Sekateng b. Sebelah Selatan : Jalan Raya Grompol c. Sebelah Barat : Desa Sepat
d. Sebelah Timur : Kelurahan Sekateng c. Tujuan Berdirinya PT. Tiga Pilar Sejahtera
Tujuan didirikannya PT. Tiga Pilar Sejahtera Food, Tbk adalah untuk mendapatkan keuntungan yang sebesar – besarnya.
d. Visi dan Misi PT. Tiga Pilar Sejahtera a. Visi
Menjadi perusahaan makanan dan minuman lima besar dikawasan Asia Tenggara selambat – lambatnya tahun 2020.
b. Misi
2. Manajemen Perusahaan
a. Struktur dan Sistem Organisasi
Di PT. Tiga Pilar Sejahtera Food Tbk dibentuk struktur organisasi yang bertujuan untuk memberikan tanggung jawab kepada orang yang bersangkutan, agar bisa melaksanakan tugas – tugasnya dengan baik dan penuh tanggung jawab, agar didapatkan hasil yang maksimal. Struktur organisasi PT.Tiga Pilar Sejahtera Food, Tbk dapat dilihat pada Gambar 1.
Kadiv manufakturing
Karu Ware House Ka dept produksi
Karu R&D Karu
pers/umum
Ka Sie Ware House Ka sie
pers/umum Ka dept HR
Ka Sie tehnik
Staff QC
Karu PPIC Karu QC Karu PDQC Karu Produksi Karu Gudang Ka Sie Gudang Ka Sie Rec/Training Karu Tehnik Karu Rec/Training
Ka Sie R&D Ka Sie QC
Ka Sie PDQC
Ka dept logistik Ka dept R&D
Ka dept PDQC Ka dept tehnik
Ka Sie Produksi
[image:47.792.10.780.240.505.2]Ka Sie Ware House Staff Ware House Staff PPIC Staff PDQC Operator Produksi Staff Tehnik Staff R&D Staff Gudang Staff pers/umum Staff Rec/Training
Gambar 1. Struktur Organisasi Manufaktur Proses Produksi 2
b. Tanggung Jawab dan Wewenang
1. Ka div Manufakture
a). Memberikan arahan tentang rencana pengembangan usaha dan
melakukan review terhadap rencana usaha.
b). Bertanggung jawab atas penyediaan sumber daya yang diperlukan
dalam menjamin pelaksanaan mutu.
c). Memberikan wewenang kepada kepala seksi (ka sie ) untuk
melaksanakan dan menerapkan ISO 9001 – 2000.
d). Menyetujui pedoman mutu perusahaan.
e). Menetapkan komitmen manajemen perusahaan
f). Menetapkan struktur organisasi
g). Mengangkat wakil manajemen dan asisten wakil manajemen
2. Kepala Seksi ( Ka Sie )
a). Bertanggung jawab langsung kepada kadiv Manufacture
b). Melaksanakan program kerja sesuai sistem manajemen mutu
c). Mengkoordinasi seluruh kegiatan pabrik agar semua bagian dapat
melaksanakan tugas dengan efektif dan efisien
d). Melakukan tinjauan terhadap penerapan dan pemeliharaan sistem
mutu yang ada melalui RTM
e). Menciptakan iklim kerja yang harmonis bagi semua karyawan
f). Memberikan fasilitas yang diperlukan dalam pelaksanaan sistem
mutu
g). Memastikan bahwa setiap komplain pelanggan yang masuk
ditindak lanjuti dan dievaluasi keefektifannya
3. Karu QC
a). Bertanggung jawab terhadap Ka sie
d). Bertanggung jawab pelaksanaan prosedur identifikasi dan mampu
memastikan bahwa prosedur mutu yang ada dijalankan
sebagaimana seharusnya
e). Mengidentifikasi kebutuhan dan pelatihan yang diperlukan oleh
karyawan dibawahnya
f). Melaksanakan sasaran mutu yang telah ditetapkan dibagiannya
4. Karu Tehnik
a.). Bertanggung jawab terhadap Ka sie
b). Monitor efisiensi mesin produksi serta penggunaan spare part
mesin produksi dan boiler
c). Memastikan bahwa prosedur mutu yang ada berjalan sebagaimana
mestinya
d). Mengidentifikasi kebutuhan dan pelatihan yang diperlukan oleh
karyawan dibawahnya
e). Melaksanakan sasaran mutu yang telah ditetapkan dibagiannya
5. Karu Produksi
a). Bertanggung jawab terhadap Ka sie
b). Bertanggung jawab dalam pemantauan proses produksi dan
pengendalian proses
c). Menyebarkan pelaksanaan pengembangan usaha berdasar sistem
manajemen mutu
d). Monitor bahan setengah jadi, produk jadi, sanitasi dan higiene
e). Mengendalikan produk tidak sesuai dari produksi
f). Memastikan bahwa prosedur mutu yang ada dijalankan
sebagaimana seharusnya
g). Mengidentifikasi kebutuhan dan pelatihan yang diperlukan oleh
karyawan dibawahnya
6. Karu Gudang
a). Bertanggung jawab terhadap Ka sie
b). Bertanggung jawab atas terlaksananya penanganan, penerimaan,
penyimpanan, pengemasan, pengeluaran, dan pergudangan bahan
baku, bahan pengemas, dan barang jadi
c). Menjamin pengeluaran bahan dan barang sama FIFO ( First In
First Out )
d). Bersama QC bertanggung jawab untuk pengendalian produk yang
dipasok pelanggan
e). Melaksanakan sasaran mutu yang telah ditetapkan dibagiannya
f). Bersama QC mengendalikan produk yang tidak sesuai
g). Pengendalian on time delivery
h). Pengendalian broker handling
c. Hak dan Kewajiban Karyawan
1. Hak Karyawan
a). Kenaikan gaji tahunan
b). Tunjangan hari raya
c). Jaminan makan
d). Bantuan beasiswa
e). Bantuan duka cita
2. Kewajiban Karyawan
a). Wajib mengisi absensi baik saat datang dan pada saat pulang
b). Datang tepat waktu
c). Mengikuti peraturan yang diberikan oleh atasan
d). Pekerja yang berhalangan masuk meminta izin kepada pihak yang
berwenang
d. Ketenaga Kerjaan
[image:51.612.166.530.195.477.2]PT. Tiga Pilar Sejahtera Food, Tbk yang berada di Sragen secara
keseluruhan memiliki karyawan sebanyak ± 2000 karyawan kantor dan
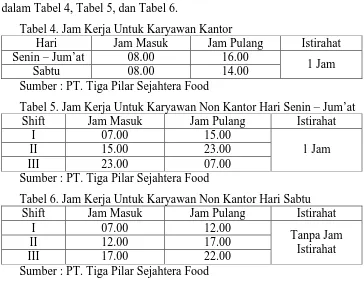
non kantor ( pabrik ). Pembagian jam kerja untuk karyawan tersaji
dalam Tabel 4, Tabel 5, dan Tabel 6.
Tabel 4. Jam Kerja Untuk Karyawan Kantor
Hari
Jam Masuk
Jam Pulang
Istirahat
Senin – Jum’at
08.00
16.00
1 Jam
Sabtu
08.00
14.00
Sumber : PT. Tiga Pilar Sejahtera Food
Tabel 5. Jam Kerja Untuk Karyawan Non Kantor Hari Senin – Jum’at
Shift
Jam Masuk
Jam Pulang
Istirahat
I
07.00
15.00
1 Jam
II
15.00
23.00
III
23.00
07.00
Sumber : PT. Tiga Pilar Sejahtera Food
Tabel 6. Jam Kerja Untuk Karyawan Non Kantor Hari Sabtu
Shift
Jam Masuk
Jam Pulang
Istirahat
I
07.00
12.00
Tanpa Jam
Istirahat
II
12.00
17.00
III
17.00
22.00
Sumber : PT. Tiga Pilar Sejahtera Food
Untuk hari minggu karyawan diliburkan. Tetapi pada hari minggu
terdapat karyawan bagian regu maintenance dan mekanik tidak libur
karena mereka melakukan kegiatan sanitasi peralatan yang diadakan
secara rutinitas oleh PT. Tiga Pilar Sejahtera Food, Tbk.
Karyawan di PT. Tiga Pilar Sejahtera Food, Tbk yang tidak
disiplin akan dikenakan sanksi sebagai berikut :
1. Lisan dilakukan oleh atasan yang bersifat umum atau ringan
2. Teguran
7. PHK ( Pemutusan Hubungan Kerja )
PHK dilakukan sebagai konsekuensi bagi karyawan agar menjaga
ketertiban karyawan dalam melaksanakan tugas dan wewenangnya,
peringatan tersebut berlaku selama 3 bulan, sehingga dalam tahap – tahap
peringatan tersebut karyawan tidak mengikuti maka PT. Tiga Pilar
Sejahtera Food, Tbk melakukan PHK pada karyawan yang melakukan
ketidak disiplinan.
e. Kesejahteraan Karyawan
PT. Tiga Pilar Sejahtera Food, Tbk memberikan kesejahteraan
berupa sarana ibadah, layanan kesehatan atau medis seperti layanan
poliklinik dan pengobatan yang ditangani oleh Dokter dan perawat yang
siap membantu karyawan selama 24 jam dan tanpa pemungutan biaya
pengobatan,
selain
penanganan
Jaminan
Sosial
Tenaga
Kerja
( JAMSOSTEK ). Setiap karyawan juga mempunyai kartu kesehatan,
selain itu PT. Tiga Pilar Sejahtera Food, Tbk juga menyediakan layanan
berupa bus antar jemput karyawan, ekstra puding secara gratis untuk
menambah gizi para karyawan.
f. Fasilitas Kerja
Fasilitas kerja yang diberikan oleh PT. Tiga Pilar Sejahtera Food,
Tbk antara lain : pemberian pakaian seragam 2 kali setiap tahun termasuk
topi, masker, jas lab, tempat ibadah, air minum, poliklinik, bus karyawan,
kantin, koperasi
3. Penyediaan Bahan Baku dan Bahan Tambahan
tambahan untuk menghasilkan suatu produk. Jika bahan pembantu tidak ada
maka produk akan tetap jadi.
a. Sumber Bahan Baku
Bahan baku yang digunakan PT.Tiga Pilar Sejahtera yaitu tepung
terigu. Tepung terigu yang digunakan adalah tepung terigu Naga Hijau
dan Beruang Biru yang diproduksi oleh PT. Sriboga Raturaya, Tanjung
Emas, Semarang, Indonesia.
b. Sumber Bahan Pembantu
Sumber bahan pembantu yang digunakan PT. Tiga Pilar
Sejahtera yaitu :
1. Tepung Tapioka
Tepung tapioka yang digunakan diproduksi oleh PT. Sinar
Pematang Mulia, Lampung Tengah. Tepung Tapioka ini
didatangkan setiap 1 minggu sekali.
2. Tepung Mocaf
Mocaf adalah produk tepung dari ubi kayu (manihod
esculenta crantz) yang diproses menggunakan prinsip memodifikasi
sel ubi kayu secara fermentasi. Tepung mocaf yang digunakan
berasal dari Trenggalek.
3. Tepung Gaplek
Tepung gaplek adalah tepung dari ubi kayu yang dikeringkan
dengan kadar air 14% dan dapat dijadikan sebagai bahan untuk
pengolahan tepung industri.Tepung Gaplek yang digunakan berasal
dari PT Nectar Agro Nusantara.
c. Bahan Tambahan
Bahan tambahan yang digunakan PT. Tiga Pilar Sejahtera yaitu :
1. Alkali
proses gelatinasi pati, meningkatan kehalusan tekstur mie dan
meningkatkan viskositas adonan yang akan memperbaiki kekenyalan
mie. Standar pH alkali mie 9–10, suhu alkali 20°C homogenitas rata
dan warna kuning.
2. Air
Air berfungsi untuk mengikat protein, membentuk sifat kenyal
gluten, mengikat pati ( karbohidrat ), sebagai pelarut garam, gula.
Air yang digunakan memiliki pH antara 6 – 9, karena semakin tinggi
pH air maka mie yang dihasilkan tidak mudah patah karena absorbsi
air meningkat dengan meningkatnya pH. Air yang digunakan dari
sumur pompa yang ada di PT. Tiga Pilar Sejahtera Food, Tbk.
3. Garam dapur
Garam berfungsi untuk memberikan rasa, memperkuat tekstur
mie, meningkatkan fleksibilitas dan elastisitas mie, mengikat air,
menghambat aktivitas enzim protease dan amilase sehingga mie
tidak bersifat lengket dan tidak mengembang secara berlebihan.
Garam yang digunakan berasal dari Semarang.
4. Zat Warna
Zat warna yang digunakan tartazine yellow yang berfungsi
untuk memberikan warna khas pada mie, dalam pembuatan mie
pewarna biasanya dicampur dengan garam dan dilarutkan ke dalam
air yang akan digunakan untuk pembentuk adonan.
5. Minyak Goreng
Di laboratorium mutu hasil gorengan serta minyak goreng
dinilai berdasarkan uji organoleptik dan uji fisik. Kimia meliputi
pengukuran kadar asam lemak bebas, warna, kekentalan, bilangan
iod, fraksi non urea addict, nilai TBA, nilai A.O.M ( active oxygen
method) dan penetapan komponen flavor minyak goreng dengan gas
minyak goreng yang belum dan telah dipakai, dan juga untuk
mengevaluasi kerusakan flavor hasil gorengan.
Fungsi dari minyak goreng adalah sebagai medium
penggorengan bahan, penghantar panas, menambah rasa gurih dan
kalori dalam bahan makanan. Minyak yang digunakan adalah
minyak sawit. Minyak goreng digunakan pada proses frying. Minyak
yang digunakan didatangkan dari Semarang, Jawa Tengah.
4. Penanganan Bahan Baku dan Bahan Pembantu
Penanganan bahan baku oleh PT. Tiga Pilar Sejahtera Food
dilakukan secara intensif hal ini dilakukan supaya tepung tidak cepat rusak,
berjamur, menggumpal, tidak diserang hama atau mikrobia. Penanganan
yang baik dan benar akan berdampak baik pada kelangsungan proses
produksi dan mendapatkan hasil yang maksimal juga. Bahan yang dikirim
dari supplier yang telah dicek dan diterima langsung ditaruh dalam gudang
penyimpanan bahan baku agar bahan baku terhindar dari sinar matahari,
kelembaban dan ditempatkan sesuai dengan jenis tepung masing – masing
supaya tidak tercampur dengan jenis tepung lainnya. Tepung ditaruh di atas
palet dan tidak bersentuhan langsung dengan lantai, hal ini dilakukan supaya
tepung tidak cepat rusak.
Tabel 7.Syarat Mutu Tepung Terigu
NO. Kriteria Uji Persyaratan
Satuan Jenis A Jenis B Jenis C
1 Keadaan - - -
-1.1 Bentuk - Serbuk halus Serbuk halus Serbuk halus
1.2 Bau - Normal Normal Normal
1.3 Rasa - Normal Normal Normal
1.4 Warna - Normal Normal Normal
2 Benda asing - Tidak boleh ada Tidak boleh ada Tidak boleh ada
3 Serangga(dlm semua
standia,danpotongannya) - Tidak boleh ada Tidak boleh ada Tidak boleh ada
4 Jenis pati lain - Tidak boleh ada Tidak boleh ada Tidak boleh ada
5 Kehalusan (lolos ayakan 145 mikro (100 mesh) (b/b) Min 95 Min 95 Min 95
6 Air (b/b) Maks 14 Maks 14 Maks 14
7 Abu (b/b) Maks 06 Maks 06 Maks 06
8 Protein (maks 5,7) (b/b) Maks 12 Maks 12 Maks 12
9 Serat kasar (b/b) Maks 0,4 Maks 0,4 Maks 0,4
10 Keasaman(dihitung sebagai
asam laktat) (b/b) Maks 0,4 Maks 0,4 Maks 0,4
11 Cemaran logam :
11.1 Timbal ( Pb) Mg/kg Maks 1,0 Maks 1,0 Maks 1,0
11.2 Tembaga ( Cu) Mg/kg Maks 1,0 Maks 1,0 Maks 1,0
11.3 Seng ( Zn) Mg/kg Maks 40,0 Maks 40,0 Maks 40,0
11.4 Raksa ( Hg) Mg/kg Maks 0,05 Maks 0,05 Maks 0,05
12 Cemaran arsen Mg/kg Maks 0,5 Maks 0,5 Maks 0,5
13 Cemaran mikroba :
13.1 Angka lempeng total Koloni/gr 106 106 106
13.2 E.Coli APM/gr 10 10 10
13.3 Kapang Koloni/gr 104 104 104
Sumber : SNI 01 – 3751 – (1995)
PT. Tiga Pilar Sejahtera Food juga menerapkan pemilihan bahan
baku yaitu tepung terigu yang sesuai dengan standar mutu nasional yang
secara singkat dijelaskan sebagai berikut : bentuk powder, warna putih
krem, aroma khas terigu atau normal, dan kadar air maksimal 14%.
5. Pengendalian dan Pengawasan Mutu Bahan Baku dan Bahan
Pembantu
barang setengah jadi, barang jadi, sampai pengiriman akhir ke konsumen
agar sesuai dengan spesifikasi mutu yang direncanakan. Maksud dari
pengawasan mutu adalah agar standar spesifikasi produk yang telah
ditetapkan sebelumnya tercermin dalam hasil produk akhir.
Pengendalian mutu bahan baku dilakukan dengan meneliti semua
bahan baku sebelum diterima dari supplier, yaitu melakukan pemeriksaan
kualitas bahan mentah oleh staff quality control raw material. Pemeriksaan
dilakukan setiap kedatangan bahan baku. Jika kualitas bahan tersebut
memenuhi standar untuk produksi, maka bahan tersebut baru dapat
digunakan untuk proses produksi. Jila tidak memenuhi standar barang
tersebut tidak diterima.
B. Proses Produksi
1. Tahap – tahap Proses Yang Dikerjakan
Tahap – tahap proses pembuatan mie di PT. Tiga Pilar Sejahtera Food,
Tbk sebagai berikut :
a. Persiapan Bahan - bahan
[image:57.612.167.529.519.687.2]Bahan baku yang telah disiapkan sesuai dengan komposisi
dituang ke dalam screw. Tabel komposisi mie instan dapat dilihat pada
Tabel 8. Fungsi screw adalah menaikkan tepung terigu dan tepung tapioka
ke dalam mesin mixer.
Tabel 8. Komposisi Mie Instan
No. Produk Komposisi
1 2 3 4 5 6 7 8 9 10 11 12 MIFEO MISCOK MIFCOK MISCO MIFCC MISBO MIFGH NC SHORR INHPGS MIKITA INSAB INMWFP
7NH+ 35TP+ 15 TG 7NH+ 35TP+ 15 TG 7NH+ 35TP+ 15 TG 7NH+ 35TP+ 15 TG 7NH+ 35TP+ 15 TG 7NH+ 25TP + 35 TG
7NH + 35 TP 9 NH + 10 TP 2 NH + 20 TP + 6 TM
9 NH + 10 TP
5 NH + 10 TP + 15 TG + 25 TM 9 NH + 15 TP
Keterangan :
TP : Tepung Tapioka
TG : Tepung Gaplek
TM : Tepung Mocaf
NH : Tepung Terigu Naga Hijau
b. Pencampuran ( mixing)
Mixing adalah proses pencampuran dengan pengadukan tepung
terigu dan bahan tambahan. Mixing kering adalah proses pencampuran
tepung terigu dengan tepung substitusi dengan kecepatan tinggi.
Sedangkan mixing basah adalah proses pencampuran tepung terigu dengan
tepung substitusi yang ditambah air alkali. Lama proses mixing kering
selama 3 menit dan waktu mixing basah selama 11 menit. Fungsi mixing
agar adonan menjadi homogen, dihasilkan adonan yang lunak, lembut,
halus dan kompak. Suhu selama mixing yaitu maksimal 34ºC. Selama
mixing kadar air dari bahan sebesar 32% - 34% .
Komposisi tepung yang digunakan dapat mempengaruhi
pencapaian adonan yang sesuai standar yang telah ditentukan sehingga
formulasi tepung harus dapat mencakup kandungan kimia yang
dibutuhkan
dalam
pembuatan
adonan.
Maka
perlu
adanya
pengkombinasian antara beberapa tepung agar faktor – faktor yang
dibutuhkan dapat diperoleh dari kombinasi beberapa merk tepung .
Faktor – faktor lain yang berpengaruh dalam proses mixing antara
lain:
1. Jumlah air alkali yang dicampurkan
2. Waktu mixing
Waktu mixing yang diperlukan 11-14 menit. Semakin lama
waktu mixing maka akan menyebabkan adonan yang dihasilkan
mempunyai suhu tinggi. Namun jika waktu mixing terlalu cepat maka
akibatnya akan mengurangi homogenitas adonan dan pengembangan
partikel pati tidak dapat maksimal.
3. Temperatur adonan
Jika suhu adonan lebih tinggi dari standar 34ºC, misalnya
suhunya diatas 40ºC maka adonan cenderung lembek dan lengket.
c. Pembentukan lembaran ( Sheeting dan Slitting )
Sheeting adalah pembentukan lembaran adonan mie dengan roll
press yang mempunyai perbedaan ketebalan sehingga pada proses ini akan
dicapai ketebalan tertentu dan lembaran siap untuk dislitting ( suatu proses
pemotongan lembaran – lembaran tipis menjadi untaian – untaian yang
bergelombang ). Faktor yang mempengaruhi hasil sheeting adalah kondisi
adonan ( kalis ), sheeting roll press dan kondisi roll press harus benar
karena jika sheeting roll press tidak seimbang akan menyebabkan tingkat
kematangan tidak seragam dan tingkat kering mie tidak seragam. Proses
sheeting ( pembentukan lembaran ) bertujuan untuk menghaluskan serat –
serat gluten dan membuat lembaran adonan.
Pengaturan celah roller dan kecepatan putaran roller dilakukan
untuk memperoleh adonan dengan ketebalan yang dikehendaki dan untuk
mendapatkan tingkat ketegangan adonan agar tidak terlalu tegang maupun
kendor.
Faktor – faktor yang berpengaruh dalam pengendalian proses ini
adalah :
1. Kerenggangan Roll Sheet
menyebabkan permukaan lembaran adonan menjadi halus dan bersifat
kenyal. Agar perenggangan dan relaksasi berlangsung baik maka jarak
atau kerenggangan roll press diatur sedemikian rupa sehingga merata
diseluruh permukaan roll dan seimbang antara pasangan roll belakang
sampai depan.
2.
Kedudukan roll slitter dan mangkok slitter
Kedudukan roll slitter sangat berpengaruh pada penampilan
untaian mie dan gelombang mie. Kedudukan roll slitter yang baik
adalah sejajar dan titik singgung permukaan merata. Jumlah untaian
mie pada setiap jalur dapat diatur dengan mengubah kedudukan
mangkok slitter.
3. Kebersihan
Kotoran yang timbul dan mengendap akan mengganggu
kelancaran
terbentuknya
lembaran
adonan,
untaian
maupun
pembentukan gelombang mie. Endapan kotoran berasal dari
kontaminan maupun adonan yang mengering.
d. Pengukusan ( Steaming )
Steaming adalah proses pengukusan untaian mie yang keluar dari
slitter secara kontinyu dengan memakai steam ( uap air panas ). Pada
proses ini terjadi gelatinisasi pati dan koagulasi gluten sehingga dengan
terjadinya hal tersebut akan menyebabkan timbulnya kekenyalan mie. Hal
ini disebabkan oleh putusnya ikatan hydrogen, sehingga rantai ikatan
kompleks pati dan gluten lebih rapat. Pada waktu sebelum dikukus, ikatan
bersifat lunak dan fleksibel, tetapi setelah dikukus menjadi keras dan kuat.
Untaian – untaian mie yang bergelombang masuk ke dalam mesin
konveyor ( alat pemindah ) yang berjalan menuju steam box. Untaian mie
e. Pemotongan ( forming cutting dan shaping folding )
Forming cutting adalah suatu proses memotong lajur mie dengan
ukuran mie tertentu. Faktor yang mempengaruhi forming cutting adalah
hasil she