PENGARUH PENAMBAHAN NATRIUM HIDROKSIDA DAN NATRIUM SULFIDA DALAM CAIRAN PEMASAK TERHADAP KAPPA NUMBER DI UNIT DIGESTER DI
PT.TOBA PULP LESTARI,Tbk
TUGAS AKHIR
SENTIANA BR SILABAN 132401092
PROGRAM STUDI D-3 KIMIA DEPERTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA MEDAN
2016
TERHADAP KAPPA NUMBER DI UNIT DIGESTER DI PT.TOBA PULP LESTARI,Tbk
TUGAS AKHIR
Diajukan untuk melengkapi tugas dan memenuhi syarat memperoleh gelar Ahli Madya
SENTIANA BR SILABAN 132401092
PROGRAM STUDI D-3 KIMIA DEPERTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA MEDAN
2016
PERSETUJUAN
Judul : PENGARUH PENAMBAHAN NATRIUM HIDROKSIDA DAN NATRIUM SULFIDA DALAM CAIRAN PEMASAK TERHADAP KAPPA NUMBER DI UNIT DIGESTER PT.TOBA PULP LESTARI, Tbk
Katagoti : KARYA ILMIAH
Nama : SENTIANA BR SILABAN Nomor Induk Mahasiswa : 132401092
Program Studi : DIPLOMA (D3) KIMIA DEPERTEMEN : KIMIA
FAKULTAS : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di, Medan, Juni 2016
Diketahui / Disetujui Oleh
Ketua Jurusan D3 Kimia FMIPA USU Pembimbing
Dra. Emma Zaidar Nasution, M.Si Dra. Emma Zaidar Nasution, M.Si NIP : 195512181987012001 NIP : 195512181987012001
Ketua Depertemen Kimia FMIPA USU
Dr. Rumondang Bulan,M.S NIP : 19540830198503200
PENGARUH PENAMBAHAN NATRIUM HIDROKSIDA DAN NATRIUM SULFIDA DALAM CAIRAN PEMASAK TERHADAP KAPPA NUMBER DI UNIT DIGESTER DI
PT.TOBA PULP LESTARI,Tbk
KARYA ILMIAH
Saya mengakui bahwa Karya Ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juni 2016
SENTIANA BR SILABAN 132401092
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala berkat dan penyertaan Nya sehingga penulis dapat menyelesaikan karya ilmiah ini dengan judul “Pengaruh Penambahan Natrium Hidroksida Dan Natrium Sulfida Dalam Cairan Pemasak Terhadap Kappa Number Di Unit Digester Di PT. Toba Pulp Lestari, Tbk”. Tugas akhir ini merupakan suatu syarat memperoleh gelar Ahli Madya pada Jurusan Diploma 3 KIMIA Fakultas Matematika Dan Ilmu Pengetahuan Alam Universitas Sumatera Utara Medan.
Penulis ingin mengucapkan terimakasih yang sebesar-besarnya kepada:
1. Kepada Orang Tua penulis yaitu Alm. Jongga silaban dan Ibu Resi Siagian atas doa serta motivasi dan dukungan yang telah diberikan kepada penulis sehingga dapat menyelesaikan pendidikan D3 Kimia.
2. Kepada Ibu Dra.Rumondang Bulan,M.S selaku Ketua Jurusan Depertemen Kimia Fakultas Matematika Dan Ilmu Pengetahuan Alam
3. Kepada Ibu Dra.Emma Zaidar Nasution,M.Si selaku dosen pembimbing yang telah memberikan bantuan dan bimbingan kepada penulis hingga dapat menyelesaikan Karya Ilmiah ini.
4. Kepada seluruh Dosen dan karyawan/staf Program Studi Diploma 3 Kimia.
5. Kepada Bapak Paulus Purba selaku pembimbing lapangan, Bapak Suhunan Sirait, Bapak Tony dan rekan-rekannya yang lainnya yang telah membimbing dan mengarahkan serta motivasi selama Praktek Kerja Lapangan kepada penulis.
6. Kepada teman-teman sepatner PKL ( Praktek Kerja Lapangan) yang telah menjadi teman terbaik dalam suka dan duka selama PKL yang selalu memberikan semangat dan motivasi serta membantu penulis dalam menyelesaikan Karya Ilmiah ini.
7. Kepada semua teman-teman satu stambuk D3 Kimia 2013 yang tidak dapat disebutkan satu persatu oleh penulis.
8. Kepada Abang, Kakak, dan Adik penulis yang selalu memberikan motivasi dan dukungan sehingga dapat menyelesaikan Karya Ilmiah dengan baik.
9. Kepada seseorang yang istimewa Japeri Situmorang yang selalu memberikan semangat, perhatian dan doa serta selalu sabar menghadapi penulis.
karya ilmiah ini menjadi lebih sempurna dan dapat bermanfaat kepada pembaca.
Dengan akhir kata penulis mengucapkan banyak terimakasih.
Medan, Juli 2016
Penulis
PENGARUH PENAMBAHAN NATRIUM HIDROKSIDA DAN NATRIUM SULFIDA DALAM CAIRAN PEMASAK TERHADAP KAPPA NUMBER
DI UNIT DIGESTER DI PT.TOBA PULP LESTARI,Tbk
ABSTRAK
Salah satu hal yang paling penting dalam proses pembuatan pulp adalah proses pemasakan serpihan kayu (chip). Dengan penambahan NaOH dan Na2S dalam cairan pemasak (white liquor) yang dimasukkan kedalam proses pemasakan dapat mempengaruhi kualitas yang dihasilkan. Untuk mengetahui kadar lignin yang masih tersisa pada pulp setelah proses pemasakan dapat diketahui dengan menentukan bilangan kappa (kappa number). Metode penentuan bilangan kappa dilakukan dengan metode titrasi dengan menggunakan larutan natrium thiosulfat (Na2SO3). Apabila penambahan NaOH dan Na2S 104,2 g/l maka bilangan kappa 6,4 dan apabila penambahan NaOH dan Na2S 109,1 g/l maka bilangan kappa 4,7.
Jadi semakin besar penambahan NaOH dan Na2S kedalam cairan pemasak maka kappa number semakin rendah begitu juga sebaliknya semakin kecil penambahan NaOH dengan Na2S maka kappa number tinggi.
ABSTRACT
One of the most important things in the pulping process is the process of cooking wood chips (chips). With the addition of NaOH with Na2S in the cooking liquid (white liquor) which is incorporated into the ripening process can affect the quality of the output. To determine levels of lignin remaining in the pulp after the cooking process can be determined by determining the kappa (kappa number).
The method of determining kappa done by titration using sodium thiosulfate solution (Na2SO3). From the analysis of data obtained by the addition of NaOH with Na2S is 104.2 g / l was obtained kappa number of 6.4, while the addition of NaOH with the greatest Na2S is 109.1 g / l with increasingly kappa number 4.7.
So the stout addition of NaOH with Na2S cooking liquid into the kappa number then vice versa the less the addition of NaOH with Na2S the kappa number greater.
DAFTAR ISI
Halaman PERSETUJUAN
PERNYATAAN PENGHARGAAN
ABSTRAK i
ABSTRACT ii
DAFTAR ISI iii
DAFTAR TABEL v
DAFTAR GAMBAR vi
BAB 1 PENDAHULUAN
1.1 Latar Belakang 1
1.2 Permasalahan 4
1.3 Tujuan 4
1.4 Manfaat 4
BAB II TINJAUAN PUSTAKA
2.1 Teori Umum Tentang Kayu 5
2.2 Sifat Kimia Kayu 5
2.3 Komponen Kimia Kayu 6
2.3.1 Selulosa 7
2.3.2 Hemiselulosa 8
2.3.3 Lignin 9
2.3.4 Zat Ekstraktif 9
2.4 Proses Pembuatan pulp 10
2.4.1 Pembuatan pulp Proses Mekanik 10
2.4.2 Pembuatan pulp Secara Semikimia 11
2.4.3 Pembuatan pulp Proses Secara Kimia 12
a. Proses soda 12
b. Proses Kraft atau Sulfat 13
c. Proses Sulfit 14
2.5 Faktor-Faktor Yang Mempengaruhi Proses Pemasakan 15
2.5.1 Kualitas daripada Chip 15
2.5.2 Sifat-Sifat daripada White Liquor 17
2.5.3 Pengawasan Pada Saat Pemasakan 19
2.6 Tahap-Tahap Proses Pembuatan Pulp 21
2.6.1 Wood Preparation 21
2.6.2 Pemasakan (Digester) 22
2.6.3 Pencucian (Washing) 26
2.6.4 Screening 27
BAB III BAHAN DAN METODE
3.1 Alat dan Bahan 33
3.1.1 Alat 33
3.1.2 Bahan 34
3.2 Prosedur Percobaan 34
3.2.1 Penentuan Bilangan Kappa 34
BAB IV HASIL DAN PEMBAHASAN
4.1 Hasil 37
4.2 Pembahasan 44
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan 49
5.2 Saran 49
DAFTAR PUSTAKA LAMPIRAN
DAFTAR TABEL
Halaman Tabel : Komposisi Typical chemical Antara hardwoods dan softwoods 7 Tabel 4.1 Data Pengamatan Pada Proses Pemasakan 36
Tabel 4.2 Faktor Koreksi Nilai F x 2 38
Tabel 4.3 Data Pengaruh Penambahan NaOH dengan Na2S Dalam 38 Cairan Pemasak terhadap Cairan Pemasak
Tabel 4.4 Data Metode Least Square 39
Tabel 4.5 Data Analisis Regresi Linier 42
Halaman Gambar 1. Grafik NaOH dengan Na2S (White Liquor) Vs Kappa Number
Gambar 2. Proses Pemasakan di Unit Digester
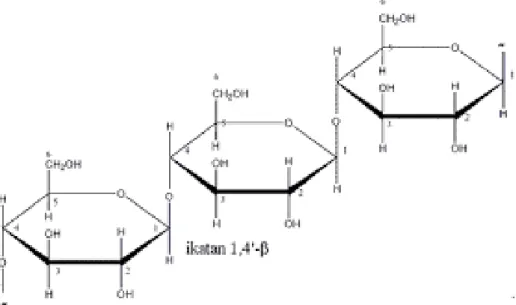
Gambar 4.2.1 Struktur Selulosa 47
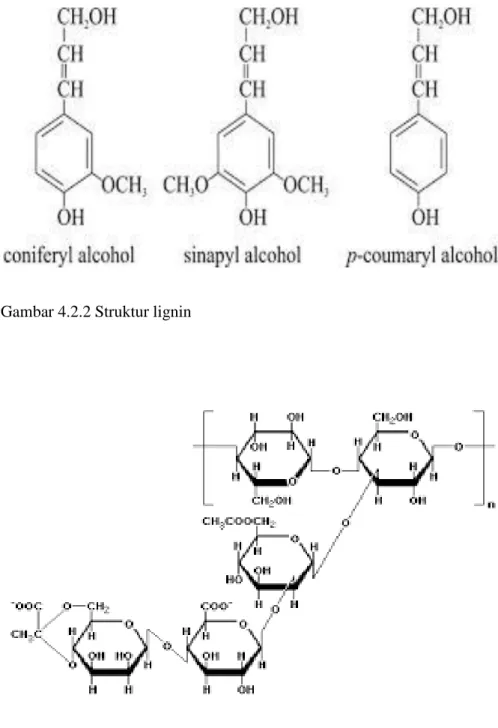
Gambar 4.2.2 Struktur lignin 48
Gambar 4.2.3 Struktur hemiselulosa 48
BAB 1 PENDAHULUAN
1.1 Latar Belakang
Di era globalisasi ini dengan kemajuan ilmu pengetahuan dan teknologi yang semakin canggih, ini membuat kebutuhan kertas semakin bertambah dan menempatkan diri sebagai sesuatu yang luar biasa pentingnya, antara lain berfungsi sebagai produk pengepakan utama, bahan lembaran industri dan lain- lainnya. Indonesia yang kaya akan hutan yang ditumbuhi dari berbagai jenis kayu memiliki prospek yang sangat cerah untuk mendirikan industri pulp dan kertas.
Pulp sebagai bahan baku kertas dapat dibuat dari semua jenis kayu, baik kayu yang berjenis serat panjang (hard wood) maupun kayu yang berserat pendek (soft wood).
Pulp ( bubur kayu ) merupakan bahan baku dalam pembuatan kertas, rayon dan senyawa-senyawa kimia turunan selulosa lainnya. Kayu yang telah menjadi pulp nantinya akan digunakan oleh manusia untuk dimanfaatkan sebagai buku tulis, majalah, koran, dan masih banyak lagi. Dengan semakin meningkatnya kebutuhan manusia akan kertas merupakan satu faktor yang mendirikan PT. Toba Pulp Lestari, Tbk yang terletak di Desa Sosor Ladang, Kecamatan Parmaksian, Kabupaten Toba samosir, Sumatera Utara. Perusahaan ini berlokasi kira-kira ± 220 km dari kota Medan.
PT. Toba Pulp Lestari, Tbk adalah industri di bidang produksi pulp untuk bahan baku kertas dan bahan baku serat rayon. Pabrik ini merupakan salah satu industri strategis penghasil devisa diantara 5.935 unit pabrik sejenis yang terdapat di dunia dengan kapasitas produksi terpasang 210.459.000 Ton per tahun. Dari jumlah tersebut diatas 5.258 unit terdapat di Asia.
Proses pembuatan pulp yang paling banyak dipakai saat ini adalah proses sulfat atau sering disebut dengan kraft. Proses pulp mempunyai keunggulan dibandingkan dengan proses lain, dimana prosesnya sangat sederhana, cepat menghasilkan pulp yang memiliki kekuatan yang tinggi dan dapat dipakai untuk pembuatan pulp dari bahan kayu yang berasal dari spesies yang berbeda.
Salah satu proses penting dalam pembuatan pulp yaitu proses pemasakan kayu yang telah menjadi chip yang diasukkan kedalam sebuah bejana yang cukup besar dan tinggi yang disebut Digester dan dengan menggunakan panas dan reaksi kimia. Pembuatan pulp di PT.Toba Pulp Lestari,Tbk dikenal dengan istilah pemasakan (cooking), proses yang digunakan adalah proses sulfat. Proses pemasakan bertujuan untunk menghilangkan zat-zat non selulosa yang terdapat didalam bahan baku. Bahan kimia yang digunakan sebagai larutan pemasak yaitu white liquor yang mengandung bahan kimia aktif ( alkali aktif) yaitu campuran larutan Natrium Hidroksida (NaOH) dan Natrium sulfat (Na2S). Pemasakan didalam digester tidak lepas juga dari temperatur dan waktu pemasakan yang digabungkan menjadai satu variabel yaitu H-faktor. H-faktor adalah suatu besaran yang mnunjukkan suatu kapan pemasakan dihentikan.
15
Secara umum standar mutu pulp setelah proses pemasakan biasanya ditentukan dari besar dan kecilnya jumlah lignin yang terdapat dalam pulp, lignin ini diukur sebagai kappa number ( bilangan kappa ), kappa number yang diharapkan adalah 4,5-9,0. Untuk mencapai target bilangan kappa tersebut penambahan cairan pemasak merupakan faktor yang sangat perlu diperhatikan.
Jika penambahan cairan pemasak kurang maka bilangan kappa target tidak akan tercapai bahkan pulp tidak akan terpisah dari ikatan lignin sehingga akan menggunakan bahan kimia yang lebih banyak untuk tahap selanjutnya dan begitu juga sebaliknya jika menggunakan cairan pemasak terlalu banyak atau berlebih akan merusak fiber (serat) selulosa yang terdapat didalam bubur kayu dan akan menyebabkan pulp rapuh dan mudah sobek artinya bukan hanya lignin yang akan terlarut tetapi selulosa akan ikut larut akibat larutan pemasak yang berlebih. Oleh karena itu penambahan larutan pemasak (white liquor) yang merupakan NaOH yang berfungsi untuk melarutkan lignin dan zat ekstrktif lainnya yang terdapat dalam bahan baku kayu dan Na2S yang berfungsi untuk mempercepat reaksi antara NaOH dengan lignin lewat penurunan energi aktivasi reaksi dan perlu diperhatikan untuk memperoleh tingkat kematangan yang baik dan kandungan lignin pada bubur kayu akan berkurang sehingga pada tahap selanjutnya tidak menggunakan zat kimia yang lebih banyak lagi yang dinyatakan dengan kappa number.
Dari uraian di atas, maka penulis merasa tertarik untuk mengetahui bagaimana pengaruh penambahn natrium hidroksida dan natrium sulfida didalam cairan pemasak terhadap kappa number di unit digester, dimana semakin besar penambahan natrium hidroksida dan natrium sulfida maka kappa number semakin
rendah dan apa bila penambahan natrium hidroksida dan natrium sulfida kecil maka kappa number semakin tinggi.
1.2 Permasalahan
Secara umum standar pulp setelah proses pemasakan dapat ditentukan dari banyaknya jumlah kandunagan lignin yang terdapat didalam pulp yang disebut sebagai bilangan kappa (kappa number), dimana bilangan kappa ini dipengaruhi oleh pernambahan cairan pemasak yang digunakan yaitu NaOH dan Na2S untuk proses pemasakan chip, yang menjadi permasalahan dalam pembahasan ini adalah
“bagaimana pengaruh pernambahan Natrium Hidroksida dan Natrium Sulfat didalam cairan pemasak terhadap kappa number”.
1.3 Tujuan
1. Untuk mengetahui pengaruh pernambahan Natrium Hidroksida dan Natrium Sulfida didalam cairan pemasak terhadap lignin yang terdapat didalam pulp yang dihasilkan yang ditandai dengan tinggi redahnya bilangan kappa (kappa number).
2. Untuk mengetahui standart pemakaian natrium hidroksida dan natrium sulfida didalam cairan pemasak terhadap kappa number.
1.4. Manfaat
Dengan memperhatikan jumlah penambahan cairan pemasak yaitu natrium hidroksida dan natrium sulfida pada proses pemasakan/ pembuatan pulp maka kualitas pulp yang diinginkan dapat terpenuhi dengan kappa number sesuai targer yaitu antara 4,5-9,0 dapat tercapai.
BAB II
TINJAUAN PUSTAKA
2.1 Teori Umum Tentang Kayu
Kayu merupakan hasil hutan dari sumber kekayaan alam, merupakan bahan mentah yang mudah dipeoses untuk dijadikan barang sesuai kemajuan teknologi.
Kayu memiliki beberapa sifat sekaligus, yang tidak dapat ditiru oleh bahan-bahan lain. Pengertian kayu di sini ialah sesuatu bahan, yang diperoleh dari hasil pemungutan pohon-pohon di hutan, yang merupakan bagian dari pohon tersebut, setelah diperhitungkan bagian-bagian mana yang lebih banyak dapat dimanfaatkan untuk sesuatu tujuan penggunaan. Baik berbentuk kayu pertukangan, kayu industri maupun kayu bakar. (Dumanauw,J.F.1990)
2.2 Sifat Kimia Kayu
Komponen kimia didalam kayu mempunyai arti yang penting, karena menentukan kegunaan sesuatu jenis kayu. Juga dengan mengetahuinya, kita dapat membedakan jenis-jenis kayu. Susunan kimia kayu digunakan sebagai pengenal ketahanan kayu terhadap serangan makhluk perusak kayu. Selain itu dapat pula menentukan pengerjaan dan pengolahan kayu, sehingga didapat hasil yang maksimal. Komponen kimia kayu daun lebar dan kayu daun jarum terdiri dari 3 unsur yaitu :
- Unsur karbohidrat terdiri dari selulosa dan hemiselulosa - Unsur non karbohidrat terdiri dari lignin
- Unsur yang diendapkan dalam kayu selama proses pertumbuhan dinamakan zat ekstraktif.
Distribusi komponen kimia tersebut dalam dinding sel kayu tidak merata. Kadar selulosa dan hemiselulosa banyak terdapat dalam dinding sekunder. Sedangkan lignin banyak terdapat dlam dinding primer dan lamela tengah. Zat ekstraktif terdapat di luar dinding sel kayu. Komposisi unsur-unsur kimia dalam kayu adalah:
- Karbon 50%
- Hidrogen 6%
- Nitrogen 0,04-0,10%
- Abu 0,20-0,50%
- Sisanya adalah oksigen. (Dumanauw,J.F.1990)
2.3 Komponen Kimia Kayu
Secara kimia kandungan bahan yang terdapat dalam kayu dapat dibagi 4 (empat) bagian yaitu:
1. Selulosa 2. Hemiselulosa 3. Lignin 4. Zat ekstraktif
Komposisi dan sifat-sifat kimia komponen-komponen ini sangat berperan dalam proses pembuatan pulp. Pada setiap pemasakan, kita ingin mengambil sebanyak mungkin selulosa yang terdapat didalam serat kayu, disisi lain
19
hemiselulosa, lignin, dan zat ekstraktif tidak dibutuhkan atau dipisahkan dari serat kayunya. Komposisi kimia kayu bervariasi untuk setiap species. Secara umum hard wood mengandung lebih banyak selulosa, hemiselulosa dan zat ekstraktif dibandingkan dengan soft wood tetapi kandungan ligninnya lebih sedikit.
Tabel : Komposisi Typical chemical Antara hardwoods dan softwoods
Komponen Soft woods Hard woods
Selulosa 42 ± 2 % 45 ± 2 %
Hemiselulosa 27 ± 2 % 30 ± 5 %
Lignin 27 ± 2 % 20 ± 4 %
Zat ekstraktif 3 ± 2 % 5 ± 3 %
2.3.1 Selulosa
Selulosa merupakan bagian utama yang membentuk dinding sel daripada kayu. Merupakan polimerisasi yang sangat kompleks dari gugus karbohidrat yang mempunyai persen komposisi yang mirip dengan “starch” yaitu glukosa yang terhidrolisis oleh asam. Selulosa merupakan polimer dengan rumus kimia polimer gula, (C6H10O5)n. Di sini, n adalah jumlah pengulangan unit gula atau derajat polimerisasi yang harganya bervariasi bergantung sumber selulosa dan perlakuan yang diterimanya. Kebanyakan serat untuk pembuat pulp mempunyai derajat polimerisasi 600–1500. (Dewi, T.K, Dandy, dan Akbar, W. 2010)
Selulosa terbagi menjadi tiga bagian yaitu :
1. Selulosa α (Alpha Cellulose) adalah selulosa berantai panjang, tidak larut dalam larutan NaOH 17,5% atau larutan basa kuat dengan DP (derajat polimerisasi) berkisar 600-1500. Selulosa α dipakai sebagai penduga dan atau penentu tingkat kemurnian selulosa.
2. Selulosa β (Betha Cellulose) adalah selulosa berantai pendek, larut dalam larutan NaOH 17,5% atau basa kuat dengan DP berkisar 15-90, dapat mengendap bila dinetralkan.
3. Selulosa γ (Gamma cellulose) adalah selulosa berantai pendek, larut dalam larutan NaOH 17,5% atau basa kuat dengan DP kurang daripada 15.
(Wibisono,I, dkk.2011) 2.3.2 Hemiselulosa
Hemiselulosa juga merupakan polimer-polimer gula. Berbeda dengan glukosa yang terdiri hanya dari polimer glukosa, hemiselulosa merupakan polimer dari lima bentuk gula yang berlainan yaitu: glukosa, mannosa, galaktosa, xylosa, dan arabinosa. Rantai hemiselulosa lebih pendek dibandingkan dengan rantai selulosa, karena hemiselulosa mempunyai derajat polimerisasi yang lebih rendah.
Molekul hemiselulosa terdiri dari 300 unit gugus gula. Berbeda dengan selulosa, polimer hemiselulosa berbentuk tidak lurus, tetapi merupakan polimer-polimer bercabang yang berarti hemiselulosa tidak akan dapat membentuk struktur kristal dan serat mikro seperti halnya selulosa. Pada proses pembuatan pulp hemiselulosa bereaksi lebih cepat dibandingkan dengan selulosa. Hemiselulosa merupakan senyawa berbentuk non kristal dan mudah terhidrolisis. Hemiselulosa bersama
21
dengan lignin terikat kuat dengan selulosa. Hemiselulosa sangat mudah terdegradasi oleh asam menjadi unit-unit yang lebih sederhana dan larut dalam air sehingga semakin tinggi konsentrasi asam akan meningkatkan laju hidrolisis sehingga terjadi penurunan kadar hemiselulosa. (Yenni,z, Nawansih,O dan Hidayat,S. 2009)
2.3.3 Lignin
Lignin merupakan zat yang tidak berbentuk yang bersama-sama dengan selulosa membentuk dinding sel dari pohon kayu. Ia berfungsi sebagai bahan perekat atau semen antara sel-sel selulosa yang membuat kayu menjadi kuat.
Lignin merupakan polimer tiga dimensi yang bercabang banyak. Molekul utama pembentuk lignin adalah phenyl propane. Satu molekul lignin dengan derajat polimerisasi yang tinggi merupakan molekul yang besar, karena ukurannya dan struktur tiga dimensinya. Lignin didalam kayu berfungsi sebagai lem atau semen.
Lapisan (lamella) tengah dengan kandungan utamanya adalah lignin, mengikat sel-sel itu dan sehingga terbentuk struktur kayu. Dinding sel juga mengandung lignin. Pada dinding sel, lignin bersama dengan hemiselulosa membentuk semen (matriks) dimana tersusunlah selulosa yang berupa “mikro fibrils”.
2.3.4 Zat ekstraktif
Kayu biasanya mengandung berbagai zat-zat dalam jumlah yang tidak banyak yang disebut dengan istilah “extractive”. Zat-zat ini dapat diambil atau dipisahkan dari kayu dengan memakai pelarut air maupun pelarut organik seperti eter atau pun alkohol. Asam-asam lemak, asam-asam resin, lilin, terpentin, dan gugus fenol adalah merupakan beberapa grub yang juga merupakan zat ekstraktif. Kebanyakan
dari zat ekstraktif itu terpisahkan dalam proses pulp dengan cara “Kraft Pulping”.
Minyak mentah terpentin dapat diperoleh dari digester pada waktu mengeluarkan gas. Lemak-lemak, asam-asam lemak akan membentuk sabun (soap) pada proses
“Kraft” dan terlarut dalam larutan pemasak. Soap ini selanjutnya akan dipisahkan dari black liquor dan daur ulang sebagai “tall oil”. Beberapa atau sebagian kecil dari zat ekstrktif yang terlarut akan menyebabkan timbulnya getah (“pitch”) dalam pembuatan pulp secara kraft dan pada pembuatan kertas. Bentuk ini merupakan gumpalan yang mengotori peralatan seperti halnya screen dan wire. ( Anonim, 2002)
Selain dari kayu banyak juga tanaman non kayu yang dapat mengasilkan pulp dengan kandungan kimia yang sama didalamnya, tetapi bahan baku yang digunakan sulit untuk dicari. Produksi pulp untuk pembuatan kertas dari non-kayu yang berbahan baku berserat tumbuhan semakin diturunkan oleh meningkatnya permintaan untuk kertas dan produk kertas. (Mohieldin,S.D. 2014)
2.4 Proses Pembuatan Pulp
2.4.1 Pembuatan Pulp Proses Mekanik
Dalam proses pembuatan pulp secara mekanik, pemisahan serat dilakukan dengan cara menggunakan tenaga mekanik. Proses ini dilakukan dengan menggiling kayu menjadi serat pulp dan menghasilkan rendemen sebesar 90-95 % tetapi menyebabkan kerusakan pada serat. Penggunaan pulp yang dihasilkan pada proses mekanik ini nilainya kecil sekali, karena pulp itu masih mengandung banyak lignin dan serat-seratnya tidak murni sebagai serat. (Anonim, 2001)
23
Dalam cara ini pemisahan selulosa dilakukan menggunakan tenaga mekanik yaitu dengan jalan menggerinda atau mengerus bahan baku menjadi serat (sellulosa). Umumnya digunakan untuk pembuatan pulp dari bahan kayu. Pulp yang dihasilkan warnanya masih tetap seperti kayu asalnya dankertas yang dihasilkan mutunya kurang baik dan tidak tahan lama. Sebab itu kertas yang dibuat dari pulp jenis ini hanya dipakai untuk surat kabar. (Moeksin,R, Rata,B.D, dan Kusuma, N.J. 2009)
Metode yang paling umum dari pembuatan pulp mekanik adalah proses groundwood, di mana blok (atau baut) kayu ditekan memanjang terhadap batu gerinda yang kasar bergulir pada kecepatan perifer 1000-1200 m / min. Serat yang robek dari kayu, terkelupas, dan hanyut dari permukaan batu dengan air. Sebuah perkembangan baru dalam pembuatan pulp mekanik melibatkan shredding dan penggilingan chip kayu antara cakram berputar dari perangkat yang disebut refinera. (Sridach,W. 2010)
2.4.2 Pembuatan Pulp Secara Semikimia
Proses-proses pembuatan pulp secara semikimia pada dasarnya ditandai dengan perlakuan kimia yang didahului dengan tahap penggilingan secara mekanik. Meskipun ada kenyataan ini, pulp-pulp semikimia merupakan kelompok pulp khusus yang diperoleh terutama dari kayu keras dengan rendemen antara 65 dan 85% bahkan hingga 92%.
Proses yang pokok meliputi tiga tahap utama:
- Impregnasi dengan lindi natrium sulfit - Pemasakan pada suhu antara 160 dan 190ºC
- Pelepasan serat dengan penggiling cakram
Impregnasi dengan lindi pemasak pulp biasanya dilakukan pada suhu sekitar 125ºC selama satu jam di bawah tekanan setelah pengukusan sebentar serpih- serpih pada tekanan atmosfer. Larutan natrium sulfit biasanya dipertahankan pada sekitar pH 7 atau sedikit lebih tinggi (hingga pH 10) dengan sejumlah kecil natrium bisulfit untuk menghindari kondisi yang bersifat asam, yang mungkin dihasilkan dari asam-asam organik yang dibebaskan selama prosedur pemasakan.
Lindi pemasak pulp dapat dibuat dengan beberapa cara misalnya dengan pelarutan natrium sulfit dan natrium bikarbonat dalam air atau pencampuran larutan natrium karbonat denagan jumlah belerang dioksida yang sesuai. (Fengel.D,1995)
2.4.3 Pembuatan Pulp Proses Secara Kimia
Pada proses kimia bahan-bahan yang terdapat ditengah lapisan kayu akan dilarutkan agar serat dapat terlepas dari zat-zat yang mengikatnya. Hal yang merugikan pada proses ini adalah rendemen yang rendah yaitu 45-55%.
Proses kimia dibagi tiga katagori yaitu:
a. Proses Soda
Dalam proses soda, kayu dimasak dengan larutan sodium hidroksida. Larutan sisa pemasakan dipekatkan dan kemudian dibakar yang akan menghasilkan sodium karbonat, dan apabila diolah dengan menambahkan batu kapur akan menghasilkan sodium hidroksida. Nama proses “soda” karena bahan kimia yang ditambahkan kedalam prosesnya berupa sodium karbonat. Proses ini sekarang sudah tidak dipakai lagi. (Ogunsile, B.O and Uba, F.I. 2012)
25
Soda pembuatan pulp adalah proses kimia pertama kali diterapkan dalam pembuatan bubur kertas. Dalam proses, natrium hidroksida digunakan sebagai memasak minuman keras dengan menambahkan campuran abu soda (Na2CO3) dan kapur Ca(OH)2 ke digester. Proses ini paling cocok untuk residu pertanian pulp. (Mohit,N. 2014)
b. Proses Kraft atau Sulfat
Proses pembuatan pulp yang paling banyak dipakai saat ini adalah proses sulfat atau disebut juga proses kraft. Kraft berasal dari bahasa Jerman yang berarti kuat. Kekuatan proses kraft ini dikarenakan adanya bahan kimia yang terkandung dalam larutan pemasak yang disebut “sulfidity”. Keuntungan-keuntungan dari proses sulfat ini adalah sebagai berikut:
- Pulp yang dihasilkan mempunyai kekuatan yang tinggi
- Dapat dipakai untuk proses pembuatan pulp dari bahan baku kayu dari spesies yang berbeda
- Tersedianya peralatan-peralatan operasi yang standar
- Dampak pencemarannya bisa dikatakan dengan sangat rendah - Pendaurulangan bahan kimianya dan panas yang begitu efisien
Selain itu kerugian-kerugian dari penggunaan proses kraft adalah:
- Rendemen pulp rendah - Warna pulp yang gelap
- Memerlukan proses bleaching yang sangat efisien (Jalaluddin, dan Rizal,S. 2005)
Tujuan pembuatan pulp dengan proses kraft adalah untuk memisahkan serat- serat yang terdapat dalam kayu secara kimia dan melarutkan sebanyak mungkin lignin yang terdapat pada dinding serat. Pemisahan serat terjadi karena larutnya lignin yang ada diantara/ditengah-tengah “lamela” yang berfungsi sebagai perekat serat. Bahan kimia yang terdapat dalam larutan pemasak juga merembes/terserap ke dinding serat dan melarutkan lignin yang berada disitu. (Anonim, 2002)
c. Proses Sulfit
Meskipun kecenderungan umum dalam perluasan kapasitas pulp kimia menunjukkan pembuatan pulp kraft lebih unggul dari yang lain, ada beberapa faktor yang dapat meningkatkan pembuatan pulp sulfit dikemudian hari, yang meliputi keuntungan-keuntungan pulp sulfit yang telah diketahui terhadap pulp kraft :
- Rendemen yang lebih tinggi dari bilangan kappa tertentu, yang mengakibatkan kebutuhan kayu yang lebih rendah
- Derajat putih pulp yang tidak dikelantang lebih tinggi
- Keluwesan yang lebih tinggi dari pengelantangan dan pengelantangan tanpa klor
- Persoalan pencemaran sedikit - Biaya instalasi lebih rendah
- Keluwesan yang lebih tinggi dalam rendemen dan kualitas pulp
Kalau semula pembuatan pulp sulfit terutama diwakili oleh proses kalsium bisulfit asam, saat ini dikenal proses sulfit yang berbeda dan yang dimodifikasi.
27
Proses-proses sulfit ditandai dengan komposisi lindi pemasak yang mempengaruhi pH pemasakan dan pemilihan basa. (Fengel.D,1995)
Pembuatan pulp kraft dilakukan dengan larutan yang terdiri atas natrium hidroksida dan natrium sulfida yang dinamakan “lindi putih”. Menurut terminologi digunakan defenisi-defenisi berikut, dimana semua bahan kimia dihitung sebagai ekuivalen natrium dan dinyatakan sebagai berat NaOH dan Na2S.
Alkali total semua garam natrium
Alkali yang dapat dititrasi NaOH+Na2S+Na2CO3
Alkali aktif NaOH+Na2S (Sjostrom.E,1995)
2.5 Faktor-faktor yang Mempengaruhi Proses Pemasakan 2.5.1 Kualitas dari pada Chip
Kuliatas chip akan dipakai sebagai bahan baku dalam pemasakan merupakan hal yang sangat penting untuk diperhatikan operasi keseluruhan pabrik pulp, dimana akan berpengaruh terhadap kualitas pulp yang akan dihasilkan. Hal-hal yang mempengaruhi kualitas chip dapat dibagi menjadi :
1. Hal-hal yang berhubungan dengan kayu menyangkut sifat-sifatnya yaitu:
a. Wood Spesies
Kayu terbagi dalam 2 (dua) jenis yaitu hard wood dan soft wood. Jenis kayu soft wood adalah jenis kayu yang menghasilakan pulp yang lebih kuat dibandingkan dengan jenis kayu hard wood karena serat-seratnya lebih panjang dan lebih lentur dibandingkan dengan serat yang terdapat pada kayu hard wood.
Biasanya kayu jenis soft wood menghasilkan rendemen yang lebih rendah dibandingkan dengan jenis kayu hard wood bila dimasak pada kondisi yang sama.
Hal ini dikarenakan hemiselulosa pada kayu jenis soft wood lebih mudah larut dibandingkan dengan hemiselulosa yang terdapat pada jenis kayu hard wood.
b. Wood Density
Berat jenis kayu adalah sangat penting dalam pembuatan pulp karena dengan kayu yang lebih padat kita dapat mengisi lebih berat pada digester dengan volume yang sama dan keadaan ini akan menambah jumlah pulp yang dipeoduksi.
2. Hal yang berhubungan dengan pemprosesan kayu yaitu:
a. Ukuran Chip
Ukuran chip merupakan hal yang sangat penting dalam pembuatan pulp. Bila chip terlalu tebal, larutan pemasak tidak mempunyai cukup waktu untuk meresap sempurna kebagian tengah chip yang akan menyebabkan chip tidak dapat masak.
Chip yang tidak masak ini akan menjadi “knots” atau “shive”. Ketebalan chip yang ideal adalah 3 mm – 5 mm.
b. Bulk density dari chip
Bulk density dari chip adalah akan membuktikan seberapa banyak kayu yang dapat dimasukkan kedalam digester, yang dinyatakan dalam satuan kg/m3.
c. Kandungan air dalam chip
Bila kandungan air didalam chip terlalu rendah akan sulit bagi larutan pemasak untuk meresap kedalam chip. Kandungan air didalam chip adalah yang
29
sangat penting untuk diketahui karena untuk menghitung seberapa berat kayu yang sesungguhnya yang telah dimuat didalam digester dan untuk menghitung jumlah “alkali” yang dimasukkan dan konsentrasi larutan pada jumlah yang tetap.
Kandungan air dalam chip diusahakan sebesar 40-50 %.
d. Kulit kayu dan bahan-bahan yang mengotori kayu
Kulit kayu adalah bahan yang tidak diinginkan keberadaannya didalam chip dan ini akan memberikan dampak yang negatif pada pulp yang dihasilkan. Jadi keberadaan kulit kayu akan menambah jumlah pemakaian larutan pemasak sehingga akan mengurangi streng dari pulp. Bahan pengotor lainnya bisa berasal dari luar kayu seperti pasir, logam-logam, dan plastik yang dapat mengakibatkan kerusakan pada mesin-mesin.
2.5.2 Sifat-sifat daripada White Liquor
White liquor adalah media pemasak yang terdiri dari beberapa bahan-bahan kimia yang berupa larutan Natrium Hidroksida, Natrium Sulfida, dan Natrium Karbonat.
a. Natrium Hidroksida (NaOH)
Natrium hidroksida merupakan zat padat yang berwarna putih. NaOH bersifat sangat korosif terhadap kulit. Istilah yang paling sering digunakan dalam industri yaitu soda kaustik. Soda kaustik apabila dilarutkan dalam air akan menimbulkan reaksi eksotermis. Hal ini terjadi karena NaOH adalah bersifat basa. Pada pembuatan pulp larutan NaOH berfungsi untuk melarutkan lignin dan zat-zat ekstraktif lainnya yang terdapat dalam bahan baku kayu, sehingga serat selulosa
terlepas dari ikatannya. Keunggulan atau keuntungan menggunakan NaOH adalah lebih cepat bereaksi dengan lignin sehingga waktu yang dibutuhkan dalam pemsakan lebih singkat.
Sifat fisika NaOH
a) Berat molekul 39,998 gr/mol b) Spesific Gravity 2,130 c) Titik leleh 318oC d) Titik didih 1390oC
e) Kelarutan pada 20oC, gr/100gr air 299,6
(Surest,A.H, Satriawan,D.2010) b. Natrium Sulfida (Na2S)
Natrium sulfida adalah suatu senyawa yang sangat mudah teroksidasi, oleh karena itu zat ini banyak dimanfaatkan terutama dalam situasi dimana diperlukan bahan pereduksi yang tidak terlalu kuat, misalnya untuk pemutihan wol, sutra, tekstil dan kertas. Sekitar 60% dari bahan yang diperdagangkan digunakan dalam industri kertas.
Natrium sulfida (Na2S) dalam proses pemasakan chip berfungsi:
1. Mengurangi kerusakan pada karbohidrat dan memberikan hasil yang lebih tinggi serta kekuatan pulp yang lebih tinggi.
2. Mempercepat terjadinya reaksi antara natrium hidroksida (NaOH) dengan lignin lewat penurunan energi aktivasi reaksi.
c. Natrium Karbonat (Na2CO3)
31
Pada proses pembuatan pulp larutan natrium karbonat merupakan make-up atau pengotor pada larutan pemasak (lindi putih) dimana Na2CO3 merupakan alkali yang tidak aktif pada proses pemasakan chip. Akan tetapi melalui proses recausticizing Na2CO3 dapat digunakan untuk menghasilkan NaOH dengan penambahan CaCO3 pada pengapuran di lime kiln. Dimana NaOH yang dihasilkan akan digunakan sebagai larutan pemasak utama untuk proses pemasakan chip selanjutnya.
2.5.3 Pengawasan Pada Saat Pemasakan
Hal-hal yang perlu untuk diawasi saat pemasakan adalah :
a. Waktu dan Temperatur
Reaksi penghilangan lignin sangat tergantung pada temperatur. Penambahan temperatur sedikit saja dapat berakibat besar terhadap reaksi penghilangan lignin, contoh dengan penambahan temperatur 10ºC dari 160ºC sampai 170ºC akan mengakibatkan kecepatan reaksinya menjadi dua kali lipat. Bila sampai kira-kira 175ºC temperatur tidak lagi berpengaruh terhadap penghilangan lignin, tetapi diatas 175ºC reaksinya menjadi kurang berpengaruh terhadap pemutusan rantai selulosa yang mengakibatkan rendahnya rendemen strength.
Waktu pemasakan sama pentingnya dengan temperatur, ketika pada relatif tinggi reaksi penghilangan lignin sangat cepat. Penambahan waktu beberapa menit pada saat proses perembesan liquor ke dalam chip tidak berpengaruh banyak terhadap kualitas pulp, tetapi beberapa menit saja bertambah waktu pada saat pemasakan akan berdampak pada kualitas pulp. Suatu metode telah dibuat untuk menghitung hubungan antara waktu dan temperatur dengan suatu nilai tunggal
disebut “H-faktor”. Untuk setiap satu siklus pemasakan yang memberikan nilai H- faktor yang sama akan menghasilkan pulp dengan rendemen dan kandungan lignin yang sama bila kondisi yang lain juga sama.
Suhu, waktu dan konsentrasi sangat berpengaruh dan sangat penting untuk diperhatikan karena dapat mempengaruhi kualitas pulp yang akan dihasilkan oleh sebab itu diperlukan suatu penelitian atau pengujian agar dapat melihat suhu, waktu dan konsentrasi yang tepat. (Lopez, F, dkk. 2011)
b. Jumlah alkali yang dimasukkan
Jumlah alkali yang normal dimasukkan kedalam digester adalah berkisar 10- 18% (sebagai Na2O terhadap kayu kering) tergantung dari jenis kayunya, kondisi pemasakan, dan seberapa jauh tingkat penghilangan lignin yang akan dicapai. Jika jumlah alkali yang dimasukkan terlalu banyak maka akan mempercepat kecepatan reaksinya. Dengan penambahan alkali kita dapat memasak dengan H-faktor yang lebih untuk mencapai Kappa Number yang sama. Dengan bertambahnya jumlah alkali yang dimasukkan maka akan mengurangi rendemen pulp karena jumlah hemiselulosa yang terlarut bertambah dan akan merusak selulosa yang terdapat pada bubur kayu.
c. Perbandingan liquor dengan Kayu
Perbandingan liquor dengan kayu harus sesuai agar mendapatkan kualitas pulp yang tinggi. Pada digester yang beroperasi secara “batch”, dibutuhkan sejumlah volume efektif alkali yang dimasukkan sebanyak kurang dari jumlah volume yang dibutuhkan untuk membasahi keseluruhan chip. Weak Black Liquor
33
ditambahkan terlalu banyak maka akan memperbanyak nilai perbandingan liquor dengan kayu. Perbandingan yang normal antara liquor dengan kayu adalah 3:1.
2.6 Tahap-tahap Proses Pembuatan Pulp 2.6.1 Wood Preparation
Wood Preparation Unit adalah langkah awal dalam proses pengolahan pulp, dimana meliputi proses penyediaan kayu yang berasal dari berbagai HTI, dan kemudian dibawa ke lokasi pabrik dengan menggunakan truk-truk pengangkut kayu. Gelondongan kayu tersebut kemudian ditumpukkan di Wood Storage. Dari Wood Storage, gelondongan kayu tersebut kemudian diumpankan ke Wood Room atas dasar yang pertama datang yang akan pertama digunakan. Gelondongan kayu yang telah siap diolah disebut dengan log yang berukuran sekitar 3 meter.
Log dikupas kulitnya dan dibersihkan kotoran-kotorannya yang berupa pasir ataupun batu-batu dengan alat yang berbentuk drum yang disebut dengan Debarking Drum. Di dalam Debarking drum kayu-kayu dikuliti dimana kayu yang satu dengan yang lain saling tumbuk menumbuk atau gesek menggesek sewaktu drum berputar, sehingga pada ujung drum kulit-kulit kayu telah terlepas.
Kemudian log dicuci. Log yang sudah bersih kemudian masuk ke chipper. Di dalam chipper kayu kemudian diiris menjadi potongan-potongan kecil yang disebut dengan chip. Chip kemudian masuk ke chip screening untuk memisahkan chip yang sesuai ukuran ataupun yang tidak. Chip yang sesuai ukuran akan masuk ke tempat penampungan chip yang disebut dengan chip pile atau chip storage.
Sedangkan chip yang over size akan kembali masuk ke rechipper dan selanjutnya
ke mesin chipper dan chip yang reject akan dikirim ke Recovery Boiler.
(Anonim.2002)
2.6.2 Pemasakan (Digester)
Proses pemasakan kayu yang telah diolah menjadi chip dilakukan di digester plant. Digester adalah sebuah bejana bertekanan yang di dalamnya dilakukan pemasakan chip dengan menggunakn sejumlah tertentu larutan kimia serta dengan panas dan tekanan untuk memisahkan serat dengan cara melarutkan bagian-bagian yang bukan serat. Proses tersebut dinamakan dengan “COOKING”. Chip dimasak di dalam digester dengan menggunakan panas dan reaksi kimia. Bahan kimia yang digunakan dalam pemasakan adalah Caustic soda(𝑁𝑎𝑂𝐻), Sodium Sulfide (𝑁𝑎2𝑆), campuran ini dinamakan dengan white liquor. Digester mempunyai tinggi sekitar 18,6 m dengan diameter 4,2 meter dan volume 200 m³. Pengoperasian digester dibagi menjadi beberapa tahapan yang akan diuraikan secara singkat sebagai berikut:
1. Chip Filling
Chip diangkut ke digester dari chip pile dengan menggunakan conveyor.
Pengisian chip kedalam digester merupakan langkah awal dalam proses pemasakan dan merupakan proses yang penting untuk produksi pulp. Pengisian chip ke digester yang berada si bawah target yang sudah dipatokkan akan mengurangi hasil pulp sedangkan pengisian chip yang melebihi target akan menyebabkan kesulitan sirkulasi liquor dan blowing.
Sebelum pengisian chip dimulai, persyaratan-persyaratan berikut:
a. Digester harus dalam keadaan kosong dengan blow valve tertutup.
35
b. Top cover dalam keadaan posisi terbuka.
c. Telescopic chute dalam keadaan posisi turun.
d. Shuttle conveyor harus tepat pada posisi digester yang akan diisi chip. Satu digester diisi chip kira-kira 75 ton dengan moisture 50%.
2. Prehydrolisis
Prehydrolisis merupakan tahapan awal dari proses pemasakan setelah pengisian chip. Untuk membuat serat rayon dibutuhkan pulp dengan kemurnian yang sangat tinggi. Prehydrolisis dimaksudkan untuk mengolah terlebih dahulu serpihan kayu sebelum dimasak dengan alkali. Pada proses ini, kandungan- kandungan yang bukan selulosa yang terdapat di dalam kayu, seperti selulosa yang terpotong-potong dan karbohidrat rantai pendek yang disebut dengan hemiselulosa akan dikeluarkan dari dalam serpihan kayu. Pada proses pemasakan alkali di tahap akan diperoleh pulp dengan kemurnian yang tinggi.
Proses prehydrolisis dilakukan dalam fase uap menggunakan steam. Dengan menginjeksikan langsung steam (LP) melalui bagian bawah digester sehingga mencapai tempratur 125˚C. Untuk menaikkan tempratur dari 125˚C menjadi tempratur 165˚C dipakai MP Steam. Pada tempratur 145˚C, dilakukan pembuangan gas untuk beberapa saat, hal ini untuk memastikan bahwa hubungan antara tekanan dan tempratur dalam digester sudah tepat.
Proses prehydrolysis dipertahankan pada tempratur 165˚C dan tekanan 6,0kg/cm² gauge selama 60 menit. Setelah itu dilakukan pengeluaran gas (gas blow) selama kira-kira 15-20 menit sampai tekanan di dalam digester turun menjadi 1,0 kg/cm² gauge. Gas-gas yang dilepaskan selama gas blow dilewatkan
ke sistem daur ulang panas dimana panasnya dipakai untuk memanaskan larutan pemasak pada proses kraft.
3. Liquor Filling
Setelah prehydrolysis dilakukan pengisian liquor. Larutan pemasak panas yang dimasukkan ke dalam digester di dapat dari relief heat recovery system dengan tempratur 120˚C dengan perbandingan yang sesuai yang dibutuhkan untuk pemasakan. Dan black liquor digunakan sebagai penambah dan pengencer juga harus dengan perbandingan yang sesuai. Penambahan white liquor didasarkan pada persentase bahan kimia yang dibutuhkan untuk memasak dengan berat kering (bone dry atau oven dry) kayu yang dimasukkan. Persentase tersebut juga tergantung dari seberapa jauh kandungan lignin akan dihilangkan dari dalam kayu (degree of delignification).
Active alkali (AA) yang dimasukkan kedalam digester adalah untuk melarutkan komponen yang bukan selulosa yang ada dalam kayu. Bertambahnya jumlah alkali yang dimasukkan akan melarutkan lebih banyak lagi komponen- komponen dan sebaliknya, berkurangnya jumlah alkali yang dimasukkan akan menyebabkan kayunya tidak masak (hard cook) yang berakibat banyaknya kayu yang akan terbuang berupa reject.
Untuk penambahan alkali yang terlalu tinggi disertai dengan pemasakan pada tempratur tinggi (170˚C) maka dalam digester, proses penghilangan lignin tidak berhenti sehingga bahan kimia pemasak tadi juga akan menyerang atau melarutkan selulosa. Degree of delignification dapat ditunjukkan dari hasil percobaan pemasakan yang disebut dengan Kappa Number, yang menyatakan berapa jumlah lignin yang masih tersisa dalam pulp setelah pemasakan.
37
4. Kraft Ramping
Setelah pengisian larutan pemasak, sejumlah volume white liquor dan black liquor yang telah dihitung banyaknya dipompa ke digester dan diedarkan melalui alat penukar panas dimana uap yang dikeluarkan dari digester dipakai sebagai pemanasnya. Larutan pemasak dengan tempratur 110˚C akan dipanaskan dengan menggunakan MPS (Medium Pressure Steam) dimana cairan pemasak tersebut akan disirkulasikan melalui liquor heater (indirect cooking) hingga mencapai tempratur cooking.
5. Kraft Cooking
Pada proses ini dikenal dengan sistem pemanasan tidak langsung (indirect steam). Pemanasan yang dilakukan dengan sistem indirect steam diawali dengan pemasukan steam tekanan rendah ke liquor heater. Liquor heater ini berupa shell dan tube, dimana liquor dialirkan melaui tube, dan steam melalui shell sehingga terjadi kontak panas antara steam dan liquor. Liquor dari hasil pemanasan dialirkan dengan sistem dua arah, yaitu bagian atas dan bagian bawah digester.
Keuntungan dari sistem indirect steaming ini adalah:
a. Tidak perlu dillution sewaktu cooking chemical meskipun steam condensat dibuang.
b. Mengurangi konsumsi steam.
c. Heat di recover dalam bentuk condensate murni dari liquor heater.
d. Menyamaratakan tempratur cooking dan menguatkan pulp.
e. Menambah hasil mutu pulp dan sisa berkurang.
Selama periode heating, tempratur 170˚C, udara dan gas lainnya yang tidak dapat dikondensasikan dibuang melalui relief valve yang dihubungkan dengan pressure controller. Waktu cooking yang diperlukan yaitu sekitar 75 menit.
6. Kraft Relief
Setelah chip di dalam digester masak, maka tekanan di dalam digester akan naik, untuk itu dibutuhkan proses kraft relief untuk mengurangi tekanan di dalam digester agar pada saat blowing tekanan tidak terlalu tinggi selama kira-kira 2-5 menit sampai tekanan di dalam digester turun kira-kira 6 kg/cm².
7. Blowing
Setelah selesai pemasakan, pulp yang dihasilkan di blow kedalam blow tank dengan membuka valve pada jalur pulp yang akan dihembuskan dari digester ke dalam blow tank. Pada saat tekanan di digester turun hingga mencapai tekanan atmosfir, terjadi pengeluaran gas yang disebut dengan gas blow. Gas blow kemudian dialirkan ke blow heat recovery system. (Anonim.2001)
2.6.3 Pencucian (Washing)
Pada operasi washing mempunyai sistem pencucian empat tahap. Air pencuci dan aliran bubur kayu atau pulp memiliki arah yang berlawanan yang disebut dengan counter current washing.
Washer terdiri dari saringan (wire cloth) yang menutupi silinder yang berputar didalam vat yang terdiri dari silinder dimana bubur kayu menempel di permukaan silinder tersebut. Air pencuci menggunakan shower atau spray pada permukaan bubur atau kayu secara terus menerus dan airnya turun ke tangki filtrated atau dewatered dengan menggunakan vacuum.
39
Bubur kayu yang sudah dikeluarkan airnya dimasukkan kedalam suatu alat yang disebut dengan screw conveyor dimana bubur kayu tersebut ditambah air pengencer dan masuk ke tahap kedua washer. Air saringan tersebut ditampung di tangki filtrate yang letaknya dilantai bawah.
Didalam sistem serba bertahap, bubur kayu tersebut diencerkan dengan adanya lindih hitam yang baru dan dikirim ke washer tahap berikutnya. Dari sana, proses pencucian keseluruhannya diulang terus. Kekentalan bubur kayu di vat atau dipermukaan washer normalnya 1%. Sedangkan kekentalan bubur kayu sesudah diputar dari washer antara 10%-14%.
Air panas digunakan untuk mencuci di washer empat dengan tempratur 70˚C.
Air pencuci yang dipakai di washer empat berasal dari pulp machine yang kemudian digunakan untuk mengencerkan bubur kayu yang akan masuk ke washer empat dan untuk mencuci bubur kayu pada washer sebelumnya. Pada washer tiga, air di dapat dari evaporator dicampur deengan air yang berasal dari washer empat. Kemudian pada washer dua, air yang digunakan berasal dari washer tiga dan begitu seterusnya. Sehingga air yang terdapat pada washer satu adalah air yang paling pekat dan air tersebut akan menuju ke evaporator dan pulp akan menuju ke proses bleaching.
2.6.4 Screening
Dasar operasi screening bubur kayu yang berwarna coklat disaring dengan menggunakan suatu alat yang disebut screener dengan tiga tahap. Peralatan tersebut letaknya antara washing tahap tiga dan tahap empat.
Screen terdiri dari silinder yang berbentuk vertikal dan berlubang-lubang atau dinamakan perfored screen basket. Bubur kayu yang masuk dari bagian atas
dengan masuk secara berputar dan saling bersentuhan. Serat-serat yang banyak tersebut sangat lentur dan melewati lubang-lubang saringan dan dikirim keluar yang disebut dengan bubur yang diterima atau accept line yang letaknya pada bagian bawah screen, sedangkan yang reject atau serat yang masih kasar dan ukurannya yang masih besar tidak dapat melewati lubang-lubang saringan dan akan menuju ke pipa reject. Alat penggerak akan menggerakkan mata pisau atau blade yang berdekatan dengan saringan secara terus menerus,lindih hitam untuk pengencer dimasukkan ke bagian bawah screen yang bertujuan untuk mengencerkan serat kasar (reject) yang akan dikeluarkan.
Bubur kayu dari tangki yang disebut dengan wash stock tank dipompakan ke pengisapan pada kekentalan 4%-5%. Bubur kayu kemudian diencerkan pada pengisapan tersebut. Bubur kayu yang diterima (accept screen) tahap pertama akan masuk ke washer empat vat, dimana bubur kayu tersebut dicuci dan ditebalkan kekentalannya dan kemudian dimasukkan ke tangki yang disebut unbleach high density tower.
Serat kasar (reject) dari screen tahap pertama yang sudah diencerkan lalu dipompakan ke screen tahap kedua. Serat kasar (reject) dari screen tahap kedua yang sudah diencerkan lalu dipompakan ke screen tahap ketiga.
Serat kasar (reject) dari tahap ketiga yang sudah diencerkan lalu dikirim menuju tangki yang disebut screw press tank bersama dengan serat kasar, mata kayu (reject) dari raditrim atau alat pemisah mata kayu dan sesudah diencerkan lalu dipompakan ke alat screwpress. (Anonim. 2003)
41
2.6.5 Unit Pemutihan (Bleaching)
Proses pemutihan dapat dianggap sebagai suatu lanjutan dari proses pemasakan yang dimaksudkan untuk memperbaiki brightness dan kemurnian dari pulp. Hal ini dapat dicapai dengan cara menghilangkan atau memutihkan bahan pewarna yang tersisa pada pulp. Lignin yang tersisa adalah suatu zat yang paling dominan untuk menghasilkan warna pada pulp oleh karena itu harus dihilangkan atau diputihkan.
Tujuan utama proses pemutihan secara umum adalah sebagai berikut : a. Memperbaiki brightness
b. Memperbaiki kemurnian
c. Degradasi serat selulosa seminimum mungkin
Lignin pada pulp dapat terlihat dalam berbagai bentuk tergantung kepada kondisi-kondisi proses pulp yang berlangsung. Lignin sangat reaktif yang berarti bahwa lignin mudah dipengaruhi oleh bahan kimia seperti Khlorin, hypo khlorit, dan Hidrogen Peroksida. Kemudian molekul lignin terurai menjadi partikel- partikel yang lebih kecil, larut dalam air, dan dapat dihilangkan dari pulp.
Variabel-variabel dasar pada proses pemutihan adalah bahan kimia, kekuatan, waktu, tempratur dan pH. Pemutihan yang sudah modern biasanya dilaksanakan secara bertahap dengan memanfaatkan bahan-bahan kimia dan kondisi-kondisi yang berbeda-beda pada setiap tahap.
1. D0 Tower
Adalah tahap pertama dalam proses pemutihan. Fungsinya adalah untuk mengeluarkan lignin dari pulp yang cenderung menimbulkan warna coklat pada
pulp. Tahap D0 Tower menggunakan Klorin Dioksida untuk memutihkan pulp dengan cara menghancurkan lignin yang membentuk komponen khlorolignin.
2. EOP Tower
Caustik (NaOH), Oksigen (𝑂2) dan Hidrogen Peroksida (𝐻2𝑂2) yang digunakan untuk memutihkan pulp. Di dalam tahap EOP untuk melarutkan komponen Khlorinat lignin. Setelah larut komponen tersebut akan mudah dicuci dari pulp.
3. D1 Tower
Pada tahap ini digunakan Klorin Dioksida yang digunakan untuk memurnikan pulp dan akan memberikan brightness yang tinggi tanpa memberikan pengaruh- pengaruh dan sifat-sifat kekuatannya. Dosis 𝐶𝑙𝑂2 yang digunakan tergantung dari kualitas pulp yang masuk dan brightness akhir yang dikehendaki.
4. D2 Tower
Merupakan tahap keempat pada proses pemutihan. 𝐶𝑙𝑂2 digunakan untuk memurnikan pulp. Tahap ini memutihkan pulp dengan cara mengelantang lebih lanjut zat pengotor yang tersisa di dalam pulp tersebut. (Sirait,S. 2003)
2.6.6 Proses Pulp (Pulp Machine)
Proses pengolahan bubur kayu menjadi pulp berbentuk lembaran (Sheet) dilakukan dalam pulp machine.
1. Penyaringan bubur pulp putih
Bubur pulp dengan konsentrasi 0,6% masuk ke radiclon pertama (pressure screen) untuk memisahkan antara accept dan reject.
43
2. Pengeringan Awal
Pengeringan ini meliputi pengurangan kadar air yang dimiliki bubur pulp dari 80% menjadi 50%. Unit ini terdiri dari satu buah katup pembentuk, tiga unit fool box yang permukaannya berpori dan air keluar dari permukaan berpori tersebut.
3. Bagian Penekanan
Penekanan dilakukan dengan tiga tahap, penekanan pertama dilakukan dengan maksud untuk memisahkan bubur pulp dari wise conveyor. Derajat keasaman yang dimiliki pulp merupakan hal penting karena mempengaruhi pada proses pengeringan.
4. Pengeringan Akhir
Pengeringan akhir bertujuan untuk memastikan bahwa pulp sheet telah benar- benar kering. Pengeringan dilakukan dengan flat dryer yang didalamnya terdapat tahap kerja tempratur pengeringan 135˚-138˚C.
5. Pemotongan dan Pengemasan
Pada tahap ini lembaran pulp dipotong dengan ukuran panjang 80 cm, lebar 60 cm, dan berat rata-rata perlembar 750-800 gram. Selanjutnya lembaran pulp dikemas, namun sebelumnya ditekan dengan menggunakan balling press. Proses akhir adalah balling press pulp dimasukkan ke unit blaude blinder untuk diikat 8 bale, dimana 1 bale = 200 kg. Pulp yang dikemas disimpan pada gudang (warehouse) dan kemudian siap untuk dipasarkan.
2.7 Teori Bilangan Kappa
Kappa Number digunakan untuk menyatakan berapa jumlah lignin yang masih tersisa didalam pulp setelah pemasakan. Pengujian kappa number yang dilakukan di dalam industri pulp memiliki dua tujuan yaitu :
1. Merupakan indikasi terhadap derajat delignifikasi akan tercapai selama proses pemasakan, artinya kappa number digunakan untuk mengontrol pemasakan
2. Menunjukkan kebutuhab bahan kimia yang akan digunakan untuk proses selanjutnya yaitu proses pemutihan (bleaching)
Pada pengujian kappa number, sejumlah kalium permanganat yang sudah diketahui konsentrasinya ditambahkan ke dalama sampel pulp. Setelah waktu tertentu, jumlah permanganat yang bereaksi dengan pulp ditentukan dengan menitrasi sampel. Kappa number selanjutnya didefenisikan sebagai jumlah mililiter KmnO4 0,1N yang dikonsumsi oleh 10 gram pulp selama 10 menit pada temperatur 25ºC. Hasilnya dikoreksikan terhadap konsumsi oleh 50%
permanganat yang ditambahkan. Untuk pulp kraft hubungan antara kappa number dengan lignin adalah sebagai berikut :
% lignin = 0,147 x kappa number
BAB III
BAHAN DAN METODE
3.1 Alat dan Bahan 3.1.1 Alat
merek
- Gelas ukur pyrex
- Beaker glass pyrex
- Saringan/ screener 35-40 mesh
- Corong Buchner pyrex
- Setrika philips
- Oven Hitachi
- Neraca Airshwoth
- Desikator Duran
- Erlenmeyer pyrex
- Stirer
- Magnetic stirer ika
- Buret digital pyrex
- Termometer
- Stopwatch casio
- Pipet volum pyrex
3.1.2 Bahan
- Sampel bubur kayu dari washer 4 - Air destilat
- BaCl2 10%
- HCl 0,5%
- KMnO4 0,1%
- H2SO4 4N - Na2S2O3 0,1N - KI 0,1N
- Indikator starch 1%
3.2 Prosedur Percobaan
3.2.1 Penentuan Bilangan Kappa
- Diambil sampel bubur kayu dari washer 4
- Dicuci dengan air bersih sambil disaring dengan penyaring ( screener 35- 40 mesh)
- Dilarutkan didalama air secukupnya dan dimasukkan ke corong Buchner untuk dibentuk menjadi sheet
- Disetrika dan dikeringkan dalam oven selama ± 10 menit - Didinginkan di dalam desikator
- Ditimbang sampel kering sebanyak 2-2,5 gram
- Dimasukkan sampel ke dalam beaker glass 1000 ml yang telah berisi air destilat sebanyak 400 ml, lalu dimasukkan stirer
47
- Diaduk larutan di atas magnetic strer dan diatur kecepatan magnetic strer agar fiber pulp terpisah sempurna
- Dipipet masing-masing 50 ml larutan asam sulfat (H2SO4) 4N dan larutan Kalium Permanganat (KMnO4) 0,1N ke dalam beaker glass 100 ml
- Ditambahkan campuran tersebut dengan segera kedalam beaker glass yang berisi sampel dan dengan segera hidupkan stopwatch dan dilakukan pengadukan ± 10 menit
- Tepat 10 menit berakhir matikan magnetic strer dan tambahkan 10 ml larutan Kalium Iodida (KI) 0,1N
- Segera titrasi dengan larutan Natrium Tiosulfat (Na2SO3) dan ditambahkan indikator starch 1% pada titik akhir reaksi dan titrasi kembali sampai terbentuk larutan bening. Dicatat volume larutan Natrium Tiosulfat yang terpakai dalam titrasi, digunakan sebagai “a” ml
- Diukur dan dicatat temperatur dari campuran dalam beaker glass
- Lakukan penentuan blanko dengan metode diatas yang sama tanpa menggunakan sampel pupl, dicatat volume larutan Natrium Tiosulfat 0,1N yang terpakai, digunakan sebagai “b” ml
Bilangan kappa dapat dihitung dengan persamaan berikut:
K = 𝑃𝑋𝐹
𝑊 {1+0,013(25-t)}
P = (𝑏−𝑎)𝑁 0,1
Keterangan:
K : Bilangan Kappa
F : Faktor koreksi terhadap permanganat kepada nilai P t : Temperatur larutan
N : Normalitas Natrium Tiosulfat (Na2S2O3)
a :Volume 0,1N Natrium Tiosulfat (Na2S2O3) digunakan untuk sampel
b :Volume 0,1N Natrium Tiosulfat (Na2S2O3) digunakan untuk larutan blanko
W : Berat sampel
BAB IV
HASIL DAN PEMBAHASAN
4.1 Hasil
Tabel 4.1. Data Pengamatan Pada Saat Proses Pemasakan Berat
Chip
Chip Moisture
NaOH Na2S White Liquor
TAA
Kappa Number
Ton % g/l g/l g/l K
66 52 78,2 26,0 104,2 6,4
61 52 77,5 28,0 105,5 6,3
64 52 79,0 26,8 105,8 6,2
69 52 78,5 27,6 106,1 5,8
72 52 78,1 28,8 106,9 5,6
68 52 79,6 27,7 107,3 5,3
55 52 79,3 28,8 108,1 5,2
64 52 80,4 27,2 108,2 5,1
54 52 80,1 27,5 108,6 4,9
74 52 80,4 28,7 109,1 4,7
Sumber : DCS Operator PT. Toba Pulp Lestari,Tbk Keterangan:
AA : Aktive Alkaline TAA : Total Aktive Alkaline
A.Perhitungan Pengujian Bilangan Kappa
Perhitungan berikut ini diambil dari data no 2 yang mewakili semua data:
Diketahui :
- Berat sampel setelah dikeringkan (W) = 2,290
- Volume Na2S2O3 0,1 N yang digunakan untuk sampel (a) = 26,60
- Volume Na2S2O3 0,1 N yang digunakan untuk larutan blanko (b) = 41,80 - Temperatur larutan (t) = 26 ºC
- Normalitas larutan Na2S2O3 (N) = 0,1 N Ditanyak : Bilangan Kappa (K) =....?
Jawab: P = (𝑏−𝑎)𝑁 0,1
= (41,80−26,60)0,1 0,1
= 15,2 x 0,10,1
= 15,2 F = P x 2 = 15,2 x 2
= 30,4 ( dengan membaca tabel factor koreksi, maka dapat diperoleh
nilai F = 0,958 )
K = 𝑃 𝑥 𝐹
𝑊 [1+0,013(25-26)]
= 15,2 x 0,958
2,290 [0,987]
= 6,3
51
Untuk data yang lain dapat dihitung dengan cara yang sama seperti diatas.
Tabel 4.2. Faktor Koreksi Nilai F x 2
F+ 0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 30 0,958 1,960 0,962 0,964 0,966 0,968 0,970 0,973 0,975 40 0,979 0,981 0,983 0,985 0,987 0,989 0,991 0,994 0,996 50 1,000 1,002 1,004 1,006 1,009 1,011 1,013 1,015 1,017 60 1,022 1,024 1,026 1,028 1,030 1,033 1,035 1,037 1,039 Sumber : Technical Department PT. TPL,Tbk, 2002
Tabel 4.3. Data Pengaruh Penambahan NaOH dangan Na2S Dalam Cairan Pemasak Terhadap Kappa Number
NaOH Na2S White liquor TAA
Kappa Number
GPL GPL GPL K
78,2 26,0 104,2 6,4
77,5 28,0 105,5 6,3
79,0 26,8 105,8 6,2
78,5 27,6 106,1 5,8
78,1 28,8 106,9 5,6
79,6 27,7 107,3 5,3
79,3 28,8 108,1 5,2
80,4 27,2 108,2 5,1
80,1 27,5 108,6 4,9
80,4 28,7 109,1 4,7
Sumber : PT. Toba Pulp Lestari, Tbk Porsea
B. Menghitung Pengaruh Penggunaan NaOH dengan Na2S Dalam Cairan Pemasak yang Optimal dengan Metode Least Square
Tabel 4.4 Data Metode Least Square
X Y X2 XY
104,2 6,4 10857,64 666,88
105,5 6,3 11130,25 664,65
105,8 6,2 11193,64 655,96
106,1 5,8 11257,21 615,38
106,9 5,6 11427,61 598,64
107,3 5,3 11513,29 568,69
108,1 5,2 11685,61 562,12
108,2 5,1 11707,24 551,82
108,6 4,9 11793,96 532,14
109,1 4,7 11902,81 512,77
Σ = 1069,8 55,5 114469,26 5929,05
Keterangan : X : Jumlah Pemakaian NaOH dan Na2S / alkali aktif (g/l) Y : Bilangan Kappa (K)
Persamaan Regresi : Y = aX + b Dimana :
a = 𝑛 (𝛴𝑥𝑦)−(𝛴𝑥)(𝛴𝑦) 𝑛(𝛴𝑥2)−(𝛴𝑥)2
= 10 (5929,05)−(1069,8)(55,5) 10(114469,26)−(1069,8)2
= (59290,5)−(59373,9)
(1144692,6)−(1144472,04)
53
= −83,4 220,56
= -0,378
b = (𝛴𝑥
2)(𝛴𝑦)−(𝛴𝑥)(𝛴𝑥𝑦) 𝑛(𝛴𝑥2)−(𝛴𝑥)2
= (114469,26)(55.5)−(1069,8)(5929,05) 10(114469,26)−(1069,8)2
= (6353043,93)−(6342897,69) (1144692,6)−(1144472,04)
= 10146,24 220,56
= 46,002
Maka diperoleh persamaan garis regresinya sebagai berikut:
y = -0,378x + 46,002
Dengan memasukkan harga x yaitu penambahan NaOH dan Na2S (alkali aktif) maka diperoleh harga-harga y sebagai berikut:
y = -0,378x1 + 46,002 y1 = -0,378x1 + 46,002 = -0,378 (104,2) + 46,002 = 6,6144
y2 = -0,378x2 + 46,002 = -0,378 (105,5) + 46,002 = 6,123
y3 = -0,378x3 + 46,002
= -0,378 (105,8) + 46,002 = 6,0096
y4 = -0,378x4 + 46,002 = -0,378 (106,1) + 46,002 = 5,8962
y5 = -0,378x5 + 46,002 = -0,378 (106,9) + 46,002 = 5,5938
y6 = -0,378x6 + 46,002 = -0,378 (107,3) + 46,002 = 5,4426
y7 = -0,378x7 + 46,002 = -0,378 (108,1) + 46,002 = 5,1402
y8 = -0,378x8 + 46,002 = -0,378 (108,2) + 46,002 = 5,1024
y9 = -0,378x9 + 46,002 = -0,378 (108,6) + 46,002 = 4,9512
y10 = -0,378x10 + 46,002 = -0,378 (109,1) + 46,002