PENGARUH SULPHIDITY TERHADAP KAPPA NUMBER PADA
PROSES PEMASAKAN CHIP DI UNIT DIGESTER
PT. TOBA PULP LESTARI,Tbk PORSEA
KARYA ILMIAH
FERMADI SIRAIT
092401097
PROGRAM STUDI DIPLOMA III KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH SULPHIDITY TERHADAP KAPPA NUMBER PADA PROSES PEMASAKAN CHIP DI UNIT DIGESTER
PT. TOBA PULP LESTARI,Tbk PORSEA
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Ahli Madya
FERMADI SIRAIT 092401097
PROGRAM STUDI DIPLOMA III KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH SULPHIDITY TERHADAP KAPPA NUMBER P ADA PROSES PEMASAKAN CHIP DI UNIT DIGESTER PT. TOBA PULP LESTARI,Tbk PORSEA
Kategori : KARYA ILMIAH
Nama : FERMADI SIRAIT
Nomor Induk Mahasiswa : 092401097
Program Studi : DIPLOMA IIIKIMIA Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
.
Disetujui di Medan, Juni 2012
Diketahui/ Disetujui oleh
Program Studi D III Kimia Industri
Ketua, Dosen Pembimbing,
Dra.Emma Zaidar Nst, M.Si Jamahir Gultom, Ph.D NIP.195512181987012001 NIP.195209251977031001
Departemen Kimia FMIPA USU Ketua,
PERNYATAAN
PENGARUH SULPHIDITY TERHADAP KAPPA NUMBER PADA PROSES PEMASAKAN CHIP DI UNIT DIGESTER
PT. TOBA PULP LESTARI,Tbk PORSEA KARYA ILMIAH
Saya mengakui bahwa karya ilmiah ini adalah hasil kerja saya sendiri, kecuali beberapa
kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juni 2012
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala berkat dan penyertaan Nya sehingga penulis dapat menyelesaikan karya ilmiah ini dengan judul “Pengaruh sulphidity terhadap kappa number pada proses pemasakan chip di unit digester PT. Toba Pulp Lestari, Tbk Porsea”. Tugas akhir ini merupakan syarat memperoleh gelar Ahli Madya pada Jurusan Kimia Industri D-3 Fakultas Matematika dan Ilmu Pengetahuan Alam (FMIPA) USU Medan.
Secara khusus penulis ingin mengucapkan terima kasih yang tak terhingga kepada orang tua tercinta yang telah memberikan dukungan moril, spiritual, maupun materil sehingga penulis dapat menyelesaikan tugas akhir ini.
Pada kesempatan ini penulis juga ingin mengucapkan terima kasih kepada semua pihak yang telah membantu penulis dalam menyelesaikan tugas akhir ini,antara lain :
1. Bapak Jamahir Gultom, Ph.D selaku dosen pembimbing yang telah membimbing dan mengarahkan penulis dalam menyelesaikan karya ilmiah ini. 2. Ibu Dr. Rumondang Bulan, MS selaku ketua Departemen Kimia FMIPA USU. 3. Seluruh dosen dan karyawan/staf program studi Diploma-3 FMIPA USU. 4. Bapak Ir. Suhunan Sirait dan bapak Mestika Nugraha sebagai pembimbing
lapangan yang telah membimbing dan mengarahkan penulis selama melakukan praktek kerja lapangan.
5. Abang dan kakak saya yang telah memberikan dukungan dan semangat pada penulis dalam menyelesaikan karya ilmiah ini.
6. Teman-teman sepatner semasa PKL, Florida situmorang, Eva natalia sitepu, dan Helen situmorang.
penulis baik dalam suka dan duka. Bisa mengenal kalian adalah pengalaman berharga dihidupku.
8. Seseorang yang istimewa yaitu Yohana L Sitanggang, yang selalu memberikan perhatian, semangat, doa dan selalu sabar menghadapi penulis.
Penulis menyadari bahwa cara penulisan karya ilmiah ini serta isinya masih jauh dari sempurna. Penulis dalam hal ini dengan kerendahan hati sangat mengharapkan masukan berupa kritik maupun saran dari pembaca yang bersifat membangun demi kesempurnaan tugas akhir ini
Akhir kata dengan segala kerendahan hati, penulis mengharapkan karya ilmiah ini akan bermanfaat bagi kita semua.
Medan, Juni 2012
Penulis
ABSTRAK
EFFECT OF KAPPA NUMBER ON SULPHIDITY CHIP IN UNIT COOKING DIGESTER PT. TOBA PULP LESTARI, Tbk PORSEA
ABSTRACT
DAFTAR ISI
Halaman
PERSETUJUAN i
PERNYATAAN ii
PENGHARGAAN iii
ABSTRAK v
ABSTRACT vi
DAFTAR ISI vii
DAFTAR TABEL x
BAB I. PENDAHULUAN 1
1.1. Latar Belakang 1
1.2. Permasalahan 4
1.3. Tujuan 4
1.4. Manfaat 4
BAB II. TINJAUAN PUSTAKA 5
2.2. Komposisi Kimia Kayu 5
2.2.1. Zat- zat Makromolekul 6
2.2.2. Zat- zat Berat Molekul Rendah 8
2.3. Proses Pembuatan Pulp 10
2.3.1. Pembuatan Pulp Mekanik 10
2.3.2. Pembuatan Pulp Semi Kimia 10
2.3.3. Pembuatan Pulp Kimia 11
2.4. Tahap- tahap Proses Pembuatan Pulp 14
2.4.1. Pemasakan ( Digester ) 14
2.4.2. Pencucian ( Washing ) 22
2.4.3. Pemutuhan ( Bleaching ) 23
2.4.4. Pulp Machine 23
2.5. Teori Tentang Bilangan Kappa 24
BAB III. METODOLOGI 25
3.1. Alat dan Bahan 25
3.1.1. Alat 25
3.2. Cara Kerja di Lapangan 26
BAB IV. HASIL DAN PEMBAHASAN 29
4.1. Hasil 29
4.2. Perhitungan 30
4.2.1. Perhitungan Jumlah Pemakaian Cairan Pemasak 30
4.2.2. Perhitungan Sulphidity 32
4.2.3. Perhitungan Untuk Pengujian Kappa Number 33
4.3. Pembahasan 36
BAB V. KESIMPULAN DAN SARAN 37
5.1. Kesimpulan 37
5.2. Saran 38
DAFTAR PUSTAKA 39
DAFTAR TABEL
Halaman
Tabel 1.1. Komposisi Bahan Kimia 9
Tabel 4.1. Data Pengamatan Pada Saat Proses Pemasakan Berlangsung 29
Tabel 4.2. Faktor Koreksi Nilai F = P x 2 34
ABSTRAK
EFFECT OF KAPPA NUMBER ON SULPHIDITY CHIP IN UNIT COOKING DIGESTER PT. TOBA PULP LESTARI, Tbk PORSEA
ABSTRACT
BAB I PENDAHULUAN 1.1Latar Belakang
Berbagai kemajuan telah dapat dicapai antara lain peningkatan produktifitas dari suatu industri pulp yang dampak lingkungannya semakin tahun ke tahun dapat diperbaiki. Yang mana pulp dan kertas adalah sarana penunjang kehidupan sehari-hari, yang tentunya sangat dirasakan manfaatnya untuk buku tulis, media informasi dan lain-lain. Dan tentunya sangat erat kaitannya dengan kehidupan manusia dalam meningkatkan kesejahteraan hidup manusia itu sendiri, yang dapat juga dijadikan tolak ukur dunia modern suatu masyarakat.
Di era globalisasi ini dengan kemajuan ilmu pengetahuan dan teknologi yang semakin canggih, ini membuat kebutuhan kertas semakin bertambah dan menempatkan dirinya sebagai sesuatu yang hampir luar biasa pentingnya, antara lain berfungsi sebagai produk pengepakan utama, bahan lembaran industri, dan lain-lain. Indonesia yang kaya akan hutan yang ditumbuhi berbagai jenis kayu memiliki prospek yang sangat cerah untuk mendirikan industri pulp dan kertas. Pulp sebagai bahan baku kertas dapat dibuat dari semua jenis kayu, baik jenis kayu yang berserat panjang (hard wood) maupun kayu yang berserat pendek (soft wood).
Pulp (bubur kayu) merupakan bahan baku dalam pembuatan kertas, rayon dan senyawa- senyawa kimia turunan selulosa lainnya. Proses pembuatan pulp yang paling banyak dipakai saat ini adalah proses sulfat atau sering disebut juga dengan kraft, penyebab utamanya adalah karena proses kraft memiliki keunggulan dibandingkan dengan proses lain, dimana prosesnya sangat sederhana, cepat, menghasilkan pulp yang memiliki kekuatan yang tinggi dan dapat dipakai untuk pembuatan pulp dari bahan kayu yang berasal dari spesies yang berbeda.
bertujuan untuk menghilangkan zat-zat non selulosa yang terdapat didalam bahan baku. Bahan kimia yang digunakan sebagai larutan pemasak yaitu lindi putih (white liquor) yang mengandung bahan kimia aktif (alkali alktif) yaitu campuran larutan Natrium Hidroksida (NaOH) dan Natrium Sulfida (Na2S) serta mengandung bahan kimia yang tidak aktif yaitu Natrium Karbonat (Na2CO3).
Pada saat proses pemasakan berlangsung, kebutuhan alkali aktif merupakan salah satu variabel yang perlu diperhatikan. Larutan NaOH yang terkandung di dalam alkali aktif berfungsi untuk melarutkan lignin dan zat-zat ekstraktif yang terdapat dalam bahan baku kayu sehingga selulosa terlepas dari ikatannya. Sedangkan larutan Na2S berfungsi untuk mempercepat reaksi antara NaOH dengan lignin lewat penurunan energi aktivasi dan memberikan hasil yang lebih tinggi serta kekuatan pulp yang lebih baik.Oleh karena itu dengan adanya alkali aktif yang terkandung didalam white liquor akan membantu proses penghilangan lignin yang disebut juga dengan delignifikasi.
Kekuatan dan sulphidity white liquor tersebut sangat penting. Kekuatan tersebut disebut dengan “Gram per liter” dari tingkat presentase alkali aktif dan sulphidity alkali aktif. White liquor yang rendah kekuatannya akan mengakibatkan sedikit delignifikasi. Liquor yang sangat tinggi kekuatannya akan menghancurkan serat selulosa dan kekuatan pulp akan sedikit dan hasilnya rendah. Dengan adanya Na2S dalam white liquor tersebut akan mempercepat tingkat delignifikasi tetapi sulphidity diatas 30% tidak akan menguntungkan, sehingga selulosa akan turun.
rendahnya kekuatan pulp yang dihasilkan, akibatnya serpihan kayu terlalu masak dan bilangan kappa yang diperoleh semakin rendah.
1.2. Permasalahan
Secara umum standart mutu pulp setelah proses pemasakan ditentukan dari besar kecilnya jumlah kandungan lignin yang terdapat di dalam pulp yang biasanya disebut bilangan kappa, dimana bilangan kappa ini dapat dipengaruhi oleh besarnya sulphidity yang ditambahkan pada proses pemasakan. Dari uraian diatas, yang menjadi permasalahan dalam pembahasan ini adalah “bagaimanakah pengaruh pemakaian sulphidity terhadap bilangan kappa pada pulp”.
1.3. Tujuan
Untuk mengetahui pengaruh dari besarnya sulphidity yang terkandung di dalam white liquor terhadap kandungan lignin yang masih terdapat dalam pulp yang dihasilkan yang ditandai dengan tinggi rendahnya bilangan kappa (kappa number).
1.4. Manfaat
BAB II
TINJAUAN PUSTAKA
2.1. Teori Umum Kayu
Pohon-pohon termasuk tanaman berbiji (Spermatophyta), dibagi menjadi gymnosperm (Gymnospermae) dan angiosperm (Angiorspermae). Kayu-kayu konifer atau
kayu lunak termasuk kategori yang disebut pertama dan kayu keras termasuk pada kelompok kedua. Secara keseluruhan dikenal 30.000 angiosperm dan 520 spesies kayu
konifer, kebanyakan dari yang pertama tumbuh di hutan-hutan tropika.
Kayu merupakan hasil hutan dari sumber kekayaan alam, merupakan bahan mentah yang mudah diproses untuk dijadikan barang sesuai kemajuan teknologi.
Pengertian kayu disini ialah sesuatu bahan, yang diperoleh dari hasil pemungutan pohon – pohon di hutan, yang merupakan bagian dari pohon tersebut, setelah diperhitungkan bagian-bagian mana yang lebih banyak dapat dimanfaatkan untuk sesuatu tujuan
penggunaan.
2.2. Komposisi Kimia Kayu
2.2.1. Zat-zat Makromolekul
Sepanjang menyangkut komponen kimia kayu, maka perlu dibedakan antara komponen-komponen makromolekul utama dinding sel selulosa, poliosa (hemiselulosa)
kayu tertentu dalam jenis dan jumlahnya. Perbandingan dan komposisi kimia lignin dan poliosa berbeda pada kayu lunak dan kayu keras, sedangkan selulosa merupakan
komponen yang seragam pada semua kayu.
(Fengel,D, 1995)
Selulosa merupakan komponen kayu yang terbesar, yang dalam kayu lunak dan kayu keras jumlahnya mencapai hampir setengahnya. Karena sifat-sifat kimia dan fisiknya maupun struktur supramolekulnya maka ia dapat memenuhi fungsinya sebagai
komponen struktur utama dinding sel tumbuhan. Di dalam kayu, selulosa tidak hanya disertai dengan poliosa dan lignin, tetapi juga terikat erat dengannya, dan pemisahannya memerlukan perlakuan kimia yang intensif. Selulosa merupakan bahan dasar dari banyak
produk teknologi (kertas, film, serat) dan karena itu diisolasi terutama dari kayu dengan proses pembuatan pulp dalam skala besar. Dengan menggunakan berbagai bahan kimia dalam pembuatan pulp.Selulosa adalah yang paling penting karena memasok sebagian
besar kekuatan kayu. Selulosa terbuat dari unit hanya gula glukosa, dengan mungkin beberapa ribuansatuan glukosa terikat bersama-sama untuk membentuk satuan molekul
selulosa.
( Wilcox,W.W, 1991)
Poliosa (Hemiselulosa) sangat dekat asosiasinya dengan selulosa dalam dinding sel. Rantai molekulnya jauh lebih pendek bila dibandingkan dengan selulosa, dan dalam beberapa senyawa mempunyai rantai cabang. Kandungan poliosa dalam kayu keras lebih
dan karena percabangan rantai molekul. Unit gula yang membentuk poliosa dapat dibagi menjadi kelompok seperti pentosa, heksosa, asam heksuronat dan deoksi-heksosa.
Lignin merupakan komponen makromolekul kayu ketiga. Struktur molekul lignin sangat berbeda bila dibandingkan dengan polisakarida karena terdiri atas sistem aromatik yang tersusun atas unit-unit fenilpropana. Dalam kayu lunak kandungan lignin lebih
banyak bila dibandingkan dalam kayu keras dan juga terdapat beberapa perbedaan struktur lignin dalam kayu lunak dan dalam kayu keras. Dari segi morfologi lignin
merupakan senyawa amorf yang terdapat dalam lamela tengah majemuk maupun dalam dinding sekunder. Selama perkembangan sel, lignin dimasukkan sebagai komponen terakhir di dalam dinding sel, menembus di antara fibril-fibril sehingga memperkuat
dinding sel.
Jumlah lignin yang terdapat dalam tumbuhan yang berbeda sangat bervariasi. Meskipun dalam spesies kayu kandungan lignin berkisar antara 20 hingga 40%,
angiosperm akuatik dan herba maupun banyak monokotil kurang mengandung lignin. Dalam kebanyakan penggunaan kayu lignin digunakan sebagai bagian integral kayu.
Hanya dalam hal pembuatan pulp dan pengelantangan lignin dilepas dari kayu dalam bentuk terdegradasi dan berubah, dan merupakan sumber karbon.
2.2.2. Zat-zat Berat Molekul Rendah
Di samping komponen-komponen dinding sel terdapat juga sejumlah zat-zat yang
disebut bahan tambahan atau ekstraktif kayu. Meskipun komponen-komponen tersebut hanya memberikan saham beberapa persen pada masa kayu, mereka dapat memberikan pengaruh yang besar pada sifat-sifat dan kualitas pengolahan kayu. Beberapa komponen,
seperti ion-ion logam tertentu, bahkan sangat penting untuk kehidupan pohon.Zat-zat berat molekul rendah berasal dari golongan senyawa kimia yang sangat berbeda hingga
sukar untuk membuat sistem klasifikasi yang jelas. Klasifikasi yang mudah dapat dibuat dengan membaginya ke dalam zat organik dan anorganik. Bahan organik lazim disebut ekstraktif. Sebagian bahan anorganik secara ringkas disebut abu. Dalam hal analisis
adalah lebih tepat untuk membedakan antara zat-zat berdasar kelarutan dalam air dan dalam pelarut organik.
Senyawa aromatik (fenolat) senyawa yang paling penting dari kelompok ini adalah senyawa tanin yang dapat dibagi menjadi tanin yang dapat dihidrolisis dan senyawa flobafen terkondensasi. Senyawa fenolat lain adalah misalnya stilbena, lignan
dan flavonoid, dan turunannya. Senyawa sederhana yang diturunkan dari metabolisme lignin juga termasuk dalam kelompok kimia ini.
Terpena merupakan kelompok senyawa alami yang tersebar luas. Secara kimia, zat-zat ini dapat diturunkan dari isoprena. Dua satuan isoprena atau lebih membentuk mono, di, tri, tetra, dan politerpena.
tinggi. Asam asetat dihubungkan dengan poliosa sebagai ester dan hidroksi karboksilat terutama terdapat sebagai garam kalsium.
Alkohol : Kebanyakan alkohol alifatik dalam kayu terdapat sebagai komponen ester, sedangkan sterol aromatik, termasuk dalam steroid, terutama terdapat sebagai glikosida.
Senyawa anorganik : Komponen mineral kayu dari daerah iklim sedang terutama adalah unsur-unsur kalium, kalsium, dan magnesium. Unsur-unsur lain dalam kayu
tropika,misalnya silikon, dapat merupakan komponen anorganik utama.
Komponen lain : Mono- dan disakarida terdapat dalam kayu hanya dalam jumlah yang sedikit tetapi mereka terdapat dalam persentase yang tinggi dalam kambium dan
dalam kulit bagian dalam. Jumlah sedikit amina dan etena juga terdapat dalam kayu.
(Fengel,D, 1995).
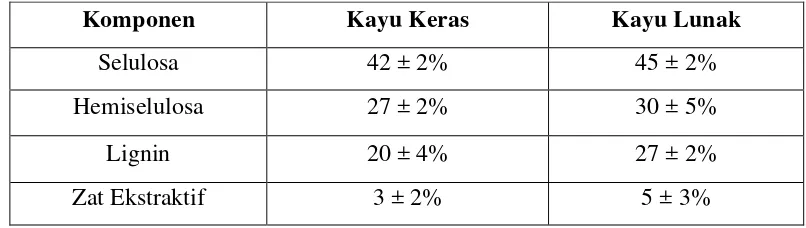
Tabel 1.1. Komposisi Bahan Kimia antara Kayu Keras dan Kayu Lunak
Komponen Kayu Keras Kayu Lunak
Selulosa 42 ± 2% 45 ± 2%
Hemiselulosa 27 ± 2% 30 ± 5%
Lignin 20 ± 4% 27 ± 2%
Zat Ekstraktif 3 ± 2% 5 ± 3%
2.3. Proses Pembuatan Pulp
2.3.1. Pembuatan Pulp Mekanik
Proses pengasahan kayu dimana kayu gelondong yang diikuti diperlakukan dalam batu asah yang berputar dengan diberi semprotan air merupakan dasar pembuatan pulp mekanik. Di samping serat yang utuh, bahan kayu dirobek-robek dalam bentuk
bagian-bagian serat yang kurang lebih rusak. Kerusakan serat secara fisik ini tidak dapat dihindari dan karena itu kekuatan kertas yang dibuat dari pulp-pulp mekanik agak rendah.
Kelemahan-kelemahan lain dari pembuatan pulp mekanik adalah pemakaian energi yang tinggi dan praktis hanya kayu-kayu lunak.
(Sosjtrom,E, 1995)
2.3.2. Pembuatan Pulp Semi Kimia
Proses-proses pembuatan pulp secara semikimia pada dasarnya ditandai dengan perlakuan kimia yang didahului dengan tahap penggilingan secara mekanik. Dalam
proses semikimia, dan umumnya dalam pembuatan pulp secara semikimia, spesies kayu keras merupakan bahan baku yang khusus. Sejumlah besar kayu keras yang digunakan
dalam pembuatan pulp semikimia meliputi kayu-kayu dengan kerapatan rendah, kerapatan sedang dan kerapatan tinggi dengan kandungan lignin rendah maupun tinggi. Keuntungan-keuntungan umum dari proses semikimia adalah persyaratan-persyaratan
rendah dan unit-unit produksi kecil yang menguntungkan bila dibandingkan dengan pembuatan pulp secara kimia penuh.
2.3.3. Pembuatan Pulp Kimia
Pada proses kimia, bahan-bahan yang terdapat ditengah lapisan kayu akan dilarutkan agar serat dapat terlepas dari zat-zat yang mengikatnya. Hal yang merugikan
pada proses ini adalah randemen yang rendah yaitu 45 – 55%.
Proses kimia dibagi menjadi tiga kategori :
1. Proses Soda 2. Proses Sulfit
3. Proses Sulfat (Kraft)
1. Proses Soda
Pada proses soda, kayu dimasak dengan larutan sodium hidroksida. Larutan sisa
pemasakan dipekatkan dan kemudian dibakar, yang akan menghasilkan sodium karbonat dan apabila diolah dengan menambahkan batu kapur akan menghasilkan sodium hidroksida. Nama proses “soda” karena bahan kimia yang ditambahkan ke dalam
prosesnya berupa sodium karbonat. Proses ini sekarang sudah tidak dipakai lagi.
2. Proses Sulfit
Dari segi kimia lindi pemasak pulp sulfit berbeda-beda tergantung pada
ditambahkan pada sistem ini. Reaksi belerang dioksida dengan air pada dasarnya menghasilkan :
- Monosulfit (SO32-)
- Bisulfit ( hidrogen sulfit) (HSO3-)
- SO3 yang terlarut dan/atau asam sulfit (H2SO3)
Dalam pembuatan pulp sulfit komposisi lindi pemasak diberi ciri dengan istilah belerang dioksida bebas, gabungan dan total, yang dinyatakan dengan SO2/100 ml lindi.
(Fengel,D, 1995)
3. Proses Sulfat (Kraft)
Dalam proses pembuatan kertas kraft bahan kimia aktif terdiri dari Natrium
Hidroksida (NaOH) dan Natrium Sulfida (Na2S). Bahan kimia yang paling penting digunakan adalah Natrium Karbonat pada berat zat kimia per berat kayu, bersama dengan liquor ke wood ratio. Konsentrasi dan residu zat kimia berdasarkan variabel liquor. Waktu
dan temperatur berdasarkan variabel operasi. Reaksi kimia terjadi antara alkali aktif dan alkali efektif (berdasarkan jumlah caustic yang ada) dan komponen-komponen dari wood
tersebut. Semua zat kimia dikonsumsi dengan karbohidrat dan kekuatan pulp ditentukan dengan tingkat selulosa dan hemiselulosa yang dibuang. Dengan adanya Na2S menghasilkan ion hidrosulfida dimana akselerasi lignin yang dihasilkan akan
menghasilkan pulp yang lebih kuat.
Keuntungan-keuntungan utama pembuatan pulp secara sulfat, dalam daftar dibawah memberikan karakteristik pertama dari proses dan pulp yang dihasilkan :
- Tuntutan yang rendah terhadap spesies kayu dan kualitas kayu, termasuk semua tipe kayu lunak dan kayu keras, bahkan dalam campuran, dan toleransi terhadap jumlah ekstraktif yang tinggi maupun bagian kayu lapuk yang besar
dan sisa-sisa kulit.
- Waktu pemasakan yang pendek
- Pengolahan limbah cairan pemasak yang telah mantap, termasuk pemulihan bahan-bahan kimia dalam pembuatan pulp, pembangkitan panas proses, dan produksi hasil samping yang berharga seperti minyak tall dan terpentin dari
spesies pinus.
- Sifat- sifat kekuatan pulp yang baik.
Lindi pemasak dalam pembuatan pulp sulfat mempunyai lebih banyak komponen.
Disamping natrium hidroksida dan natrium karbonat, natrium sulfida adalah bahan pokok pembuatan pulp. Banyaknya alkali yang digunakan dalam pembuatan pulp kraft, yang
merupakan faktor penting dalam pembuatan pulp, dapat dinyatakan sebagai alkali aktif (NaOH + Na2S ) atau sebagai alkali efektif (NaOH + ½ Na2S).
Proses pembuatan pulp kraft dan pulp yang dihasilkan dipengaruhi oleh beberapa parameter :
- Bahan baku
- Banyaknya dan konsentrasi bahan kimia pemasak - Komposisi bahan kimia pemasak
Konsentrasi alkali merupakan parameter utama dari pelarutan lignin dan polisakarida. Dalam periode awal lebih banyak alkali dibutuhkan untuk menetralisasi asam-asam yang berasal dari polisakarida dan untuk menetralkan rendeman degradasi
lignin. Terutama pada akhir prosedur pemasakan harus dicegah konsentrasi alkali yang terlalu tinggi. Kalau tidak, maka akan terjadi degradasi dan pelarutan poliosa dan selulosa
yang sangat berlebihan, yang mengakibatkan rendeman dan sifat-sifat kekuatan pulp turun. Biasanya kayu lunak membutuhkan jumlah dan konsentrasi alkali yang lebih tinggi daripada kayu keras untuk mencapai derajat delignifikasi yang sebanding.
( Fengel,D, 1995)
2.4. Tahap-Tahap Proses Pembuatan Pulp
2.4.1. Pemasakan (Digester)
Digester adalah bezana bertemperatur dan bertekanan tinggi dimana chip dimasukkan dengan sejumlah bahan kimia tertentu dengan panas dan tekanan
memisahkan unsur pokok serat kayu dari unsur tidak berserat. Proses ini disebut “COOKING” (Pemasakan). Pada tahap ini merupakan tahap yang paling penting, dimana gelondong kayu yang dibawa ke pabrik dipotong-potong dan dibentuk menjadi chip
Proses digester memiliki beberapa tahap yaitu :
a. Chip Filling
Pengisian chip ke digester adalah langkah awal dari proses pemasakan dan merupakan operasi penting untuk produksi pulp dan pengisian chip ke digester di bawah target yang sudah dipatokkan akan mengurangi hasil pulp sedangkan pengisian chip yang
melebihi target akan menyebabkan kesulitan sirkulasi liquor dan blowing. Chip parker digunakan untuk menaburkan dan bahkan meratakan chip. Chip parker dipasang pada
mulut digester. Sebelum pengisian chip dimulai persyaratan-persyaratan berikut harus diikuti :
- digester harus dalam keadaan kosong dengan blow valve tertutup
- top cover dalam keadaan posisi terbuka - telescopic chute dalam keadaan posisi turun
- shuttle conveyor harus tepat pada posisi digester yang akan diisi chip.
b. PHK Ramping
Merupakan tahapan awal dari proses pemasakan setelah pengisian chip.Dimana
tujuannya untuk mengolah terlebih dahulu serpihan kayu sebelum kayu dimasak dengan alkali. PHK Ramping merupakan proses pemanasan dengan MP (Medium pressure) steam hingga temperatur 170 C dan tekanan 7 atm.Proses ini berlangsung kurang lebih 25
c. PHK cooking
PHK cooking merupakan proses mendiamkan selama 30 menit hingga masak
yang ditandai dengan nilai P-faktor sekitar 280. d. PHK relief
PHK relief merupakan proses menurunkan tekanan dalam digester dengan
melepaskan gas dalam digester selama kurang lebih 20 menit. Tujuan dari PHK Relief ini adalah untuk mencegah keluarnya chip dari dalam digester ketika akan memasukkan
cairan pemasak pada tahap berikutnya, sehingga perlu proses menurunkan tekanan dengan mengeluarkan gas yang ada dalam digester.
e. Liquor Filling
Pada proses DKP pengisian liquor dilakukan setelah prehydrolisis, dimana pada proses BKP pengisian liquor dilakukan segera setelah pengisian chip. Larutan pemasak
panas yang dimasukkan ke dalam digester didapat dari relief heat recorvery system
dengan temperatur 120 0 C harus dengan perbandingan yang sesuai sebagaimana dibutuhkan untuk pemasakan dan black liquor penambah sebagai pengencer juga harus
dengan perbandingan yang sesuai. f. Kraft Ramping
Kraft ramping merupakan proses pemanasan liquor hingga temperatur 170 C dengan menggunakan alat penukar panas (liquor heater) dan disirkulasikan keatas dan kebawah digester dengan menggunakan pompa sirkulasi agar liquor terdistribusi
g. Kraft cooking
Proses pemasakan secara kraft dilaksanakan setelah penambahan white liquor dan
black liquor ke dalam chip. Kraft cooking merupakan proses mendiamkan selama 110 menit hingga chip yang ada di dalam digester masak yang ditandai dengan nilai H-Faktor sekitar 1500.
h.Blow
Blow merupakan pemindahan hasil pemasakan chip dari dalam bezana digester ke
blow tank untuk dicuci kurang lebih 20 menit.
Faktor-faktor yang mempengaruhi proses pemasakan ada tiga yaitu : 1. Kualitas daripada chip
2. Sifat-sifat daripada white liquor 3. Pengawasan pada saat pemasakan
A. Kualitas chip
Kualitas chip yang akan dipakai bahan baku dalam pemasakan merupakan hal yang sangat penting untuk diperhatikan operasi keseluruhan pabrik pulp, dimana akan
berpengaruh terhadap kualitas pulp yang akan dihasilkan. Hal yang akan mempengaruhi kualitas chip dapat menjadi :
1. Hal-hal yang berhubungan dengan kayu menyangkut sifat-sifatnya seperti Spesies, Densitas.
a. Wood Spesies
kuat dibandingkan dengan jenis hard wood karena serat-seratnya lebih panjang dan lebih lentur dibandingkan dengan serat yang terdapat pada kayu hard wood.
Biasanya kayu jenis soft wood menghasilkan rendemen yang lebih rendah dibandingkan dengan yang dihasilkan dari jenis hard wood bila dimasak pada kondisi yang sama. Hal ini utamanya disebabkan hemiselulosanya soft wood lebih mudah terlarut
dibanding dengan yang terdapat pada hard wood dan juga didalam kayu soft wood terdapat lebih banyak kandungan lignin dibanding dengan kayu hard wood.
b. Wood Densitas
Berat jenis kayu merupakan hal yang sangat penting dalam pembuatan pulp. Dengan kayu yang lebih padat, kita dapat mengisi lebih berat pada digester dengan volume yang
sama dan keadaan ini akan menambah jumlah pulp yang diproduksi.
2.Ha-hal yang berhubungan dengan pemrosesan kayu : a. Ukuran chip
Ketebalan chip merupakan hal yang sangat penting dalam proses pembuatan pulp
sebagaimana diharapkan, larutan pemasak akan meresap kedalam chip dari segala arah dengan kecepatan yang sama. Ketebalan chip yang ideal adalah 3-5 mm.
b. Kandungan air dalam chip
Bila kandungan air dalam chip sangat rendah, akan sulit bagi larutan pemasak untuk meresap kedalam chip. Adalah penting untuk mengetahui seberapa besar kandungan air
dan konsentrasi larutan pada jumlah yang tetap. Kandungan air dalam chip sebesar 40-50%.
c. Bulk density dari chip
Adalah tolak ukur yang sangat penting artinya selama waktu pengisian digester. Ini
akan membuktikan seberapa banyak kayu yang dapat dimasukkan kedalam digester, yang dinyatakan dalam satuan kg/cm3.
d. Kulit kayu dan bahan-bahan lain yang mengotori kayu
Keberadaan kulit kayu akan menambah jumlah pemakaian larutan pemasak sehingga akan mengurangi kekuatan dari pulp. Bahan pengotor yang lainnya bisa datang
dari luar kayunya sendiri seperti pasir, logam-logam,plastik,dll.
B. Sifat-sifat daripada white liquor
White liquor yang adalah sebagai media pemasak, terdiri dari beberapa bahan-bahan kimia yang berupa larutan berair : Natrium Hidroksida, Natrium Sulfida, Natrium
Karbonat. Konsentrasi dari masing-masing zat tersebut akan memainkan peranan yang penting dalam reaksinya dengan kayu yaitu :
1. Natrium Hidroksida (NaOH)
Natrium Hidroksida merupakan zat padat yang berwarna putih. NaOH bila dilarutkan
lignin dan zat ekstraktif lainnya yang terdapat dalam bahan kayu, sehingga serat selulosa terlepas dari ikatannya.
Keuntungan menggunakan larutan NaOH yaitu NaOH lebih cepat bereaksi dengan lignin sehingga waktu yang dibutuhkan untuk pemasakan lebih singkat selain itu NaOH
dapat digunakan sebagai larutan pemasak untuk pembuatan pulp dari bahan baku non kayu dan juga karena harganya lebih murah.
2. Natrium Sulfida (Na2S)
Natrium sulfida adalah suatu senyawa yang sangat mudah teroksidasi, oleh karena itu
zat ini banyak dimanfaatkan, terutama dalam situasi dimana diperlukan bahan pereduksi yang tidak terlalu kuat, misalnya untuk pembuatan wol.
Natrium Sulfida (Na2S) dalam proses pemasakan chip berfungsi untuk :
a. Mengurangi kerusakan pada karbohidrat dan memberikan hasil yang lebih tinggi serta kekuatan pulp yang lebih tinggi.
b. Mempercepat terjadinya reaksi antara NaOH dengan lignin lewat penurunanenergi aktivasi.
3. Natrium Karbonat (Na2CO3)
Pada proses pembuatan pulp, larutan Na2CO3 ini merupakan pengotor pada larutan
pemasak (white liquor) dimana Na2CO3 ini merupakan alkali yang tidak efektif pada proses pemasakan chip. Akan tetapi melalui proses recaustizing Na2CO3 ini dapat
lime klin. Dimana NaOH yang dihasilkan ini akan digunakan sebagai larutan pemasak utama untuk proses pemasakan chip selanjutnya.
C. Pengawasan Pada Saat Pemasakan
Hal-hal yang perlu diawasi pada saat pemasakan yaitu :
1. Waktu dan temperatur
Penambahan temperatur sedikit saja sudah berakibat besar terhadap reaksi
penghilangan lignin. Penambahan waktu beberapa menit pada saat proses perembesan liquor kedalam chip tidak berpengaruh banyak terhadap kualitas pulp, tetapi beberapa menit saja bertambah waktu pada saat pemasakan akan berdampak pada kualitas.
Suatu metode yang telah dibuat untuk menghitung hubungan antara waktu dan temperatur dengan satu nilai numeric tunggal disebut “H-Faktor”. Untuk setiap satu siklus
pemasakan yang memberikan nilai H-Faktor yang sama akan menghasilkan pulp dengan rendemen dan kandungan lignin yang sama bila kondisi-kondisi lainnya juga sama. Temperatur dan waktu pemasakan saling berkaitan. Semakin tinggi temperatur,
semakincepat waktu pemasakan.
2. Jumlah alkali yang dimasukkan
Normal jumlah efektif alkali yang dimasukkan dalam digester berkisar antara 10-18 % (sebagai Na2O terhadap kayu kering) tergantung dari jenis kayunya, kondisi
pemasakan dan seberapa jauh tingkat penghilangan lignin yang akan dicapai kalau jumlah alkali yang dimasukkan lebih banyak maka akan mempercepat kecepatan reaksinya.
mencapai Bilangan Kappa yang sama. Dengan bertambahnya jumlah alkali yang dimasukkan maka akan mengurangi rendemen pulp karena jumlah hemiselulosa yang
terlarut bertambah.
3. Perbandingan Liquor dengan Kayu
Pada digester yang beroperasi secara “bacth” , dibutuhkan sejumlah volume alkali
efektif yang dimasukkan sebanyak kurang dari jumlah volume yang dibutuhkan untuk membasahi seluruh chip. Weak Black Liquor (WBL) perlu ditambahkan sebagai
penambah kekurangan liquornya. Kalau WBL yang ditambahkan terlalu banyak maka akan memperbesar nilai perbandingan liquor dengan kayu.
2.4.2. Pencucian (Washing)
Pulp yang berasal dari blow tank dipompakan melewati unit pemisahan mata kayu yang disebut dengan Pressure Knother kemudian menuju unit pencucian tiga tahap, kemudian dikirim ke unit penyaringan (screening) dan sesudah itu dikirim ke pencucian
yang keempat. Bubur kertas yang berwarna coklat setelah melalui unit pencucian tahap yang keempat disimpan di dalam High Density Unbleaced Storage Tower dengan
konsistensi 12%.
Tujuan dari proses pencucian ini adalah untuk memisahkan kandungan lignin yang masih tersisa setelah proses pemasakan pada digester sebelum dilanjutkan proses
pemutihan (bleaching).
2.4.3. Pemutihan (bleaching)
Warna pada pulp yang belum diputihkan umumnya disebabkan oleh lignin yang
tersisa. Penghilangan lignin dapat lebih banyak pada proses pemasakan, tetapi akan mengurangi hasil yang banyal sekali dan merusak serat, jadi menghasilkan kualitas pulp yang rendah.
Tujuan utama proses pemutihan secara umum dapat diringkaskan sebagai berikut : 1. Memperbaiki brighness
2. Memperbaiki kemurnian
3. Degradasi serat selulosa seminimum mungkin.
2.4.4. Pulp Machine
Pulp machine adalah bagian terpenting dari operasi pabrik pulp yang mana fungsi
utamanya adalah mengambil air sebanyak mungkin tanpa merusak lembaran pulp. Pulp machine menghasilkan kekuatan lembaran yang maksimum dan selanjutnya diproses kedalam bentuk bal-bal untuk dikirim ke konsumen.
Setelah dari unit bleaching selanjutnya dikirim ke pulp machine untuk dikeringkan menjadi lembaran pulp.
Proses di Pulp machine :
1. Bleach Screening yaitu pembersihan pulp dari kotoran-kotoran
2. Forming Section yaitu membentuk lembaran pulp diatas Fourdrinier Wire
3. Press Section, memadatkan lembaran pulp dengan cara di press
6. Baling Ball, penataan lembaran pulp menjadi bale dan unit setelah lembaran pulp dibungkus dan diikat pakai kawat selanjutnya siap untuk dikirim ke pelanggan.
(Anonymous, 2003)
2.5. Teori Tentang Bilangan Kappa
Tujuan dalam proses pulp kraft adalah memasak sampai target nomor kappa. Nomor kappa menunjukkan jumlah yang dapat beroksidasi dalam pulp. Dengan kata lain
nomor kappa tersebut menunjukkan pengembangan dari delignifikasi yang terjadi selama proses pemasakan. Derajat delignifikasi tersebut ditentukan dengan test empiris untuk pemasakan yang disebut dengan nomor kappa (Kappa Number). Hal ini menentukan
lignin yang masih tersisa pada pulp setelah proses pemasakan. Kappa Number memberitahukan kepada kita berapa banyak lignin dihilangkan selain dalam pulp setelah
proses cooking dalam digester. Kappa number lebih tinggi, residual lignin lebih banyak atau lebih keras dalam pemasakan. Kappa number yang lebih rendah, residual lignin lebih sedikit atau lebih lembut dalam pemasakan.
Kappa number digunakan untuk menyatakan berapa jumlah lignin yang masih tersisa di dalam pulp setelah pemasakan. Pengujian kappa number yang dilakukan di
dalam industri pulp memiliki dua tujuan yaitu :
- Merupakan indikasi terhadap derajat delignifikasi yang tercapai selama proses pemasakan, artinya kappa number digunakan untuk mengontrol pemasakan.
BAB III METODOLOGI
3.1 Alat dan Bahan 3.1.1 Alat
a. Bejana pemasak ( Digester)
b. Shuttle conveyor ( pengumpan chip kedalam digester) c. Weightometer ( alat pengukur berat chip)
d. Chip moisture analizer ( alat pengukur kandungan air dan berat jenis chip) e. Teleskopi chute (alat untuk menuangkan chip dalam digester)
f. Gass relief control ( pengontrol pembuangan gas)
g. Pompa FRC – 2018 ( pengontrol jumlah cairan pemasak) h. Liquor heater ( pemanas cairan pemasak)
i. Steam control valve ( alat pengontrol steam) j. Blow valve ( alat memblow pulp)
k. Blow valve gass ( alat memblow gas)
l. Blow tank ( tempat pulp yang dihasilkan)
3.1.2. Bahan
a. Serpihan kayu (chip)
c. Black liquor ( sisa hasil pencucian yang telah dievaporasi) d. Uap air (steam)
Untuk proses pemasakan di digester di PT. Toba Pulp Lestari, Tbk menggunakandua jenis steam yaitu :
- Medium pressure steam (MPS), steam bertekanan menengah
- Low pressure (LPS),steam bertekanan rendah e. Air
Air ini berasal dari cairan pemasak dan kandungan air yang terdapat dalam serpihan.
3.2. Cara kerja di lapangan
a. Chip filing
Chip filing merupakan proses pengisian serpihan kayu (chip) kedalam
digester. Chip dituangkan kedalam digester melalui telescopic chote yang dikontrol dengan weighthometer. Selama pengisian chip dialirkan steam
bertekanan rendah kedalam digester, yang mengakibatkan terjadinya gerakan turbolen yang dapat menyamaratakan chip didalam digester sehingga terjadi kapasitas yang diinginkan. Proses pengisian chip berlangsung kurang lebih 25
menit.
b. PHK Ramping
kayu dimasak dengan alkali. PHK Ramping merupakan proses pemanasan dengan MP (Medium pressure) steam hingga temperatur 170 C dan tekanan 7 atm.Proses
ini berlangsung kurang lebih 25 menit. c. PHK cooking
PHK cooking merupakan proses mendiamkan selama 30 menit hingga
masak yang ditandai dengan nilai P-faktor sekitar 280. d. PHK Relief
PHK Relief merupakan proses menurunkan tekanan dalam digester dengan melepaskan gas dalam digester selama kurang lebih 20 menit. Tujuan dari PHK Relief ini adalah untuk mencegah keluarnya chip dari dalam digester ketika akan
memasukkan cairan pemasak pada tahap berikutnya, sehingga perlu proses menurunkan tekanan dengan mengeluarkan gas yang ada dalam digester.
e. Liquor Filling
Pada proses DKP pengisian liquor dilakukan setelah prehydrolisis, dimana pada proses BKP pengisian liquor dilakukan segera setelah pengisian chip.
Larutan pemasak panas yang dimasukkan ke dalam digester didapat dari relief heat recorvery system dengan temperatur 120 0 C harus dengan perbandingan yang
sesuai sebagaimana dibutuhkan untuk pemasakan dan black liquor penambah sebagai pengencer juga harus dengan perbandingan yang sesuai. Penambahan white liquor didasarkan pada persentase bahan kimia yang dibutuhkan untuk
memasak berat kering (bone dry atauoven dry) kayu yang dimasukkan. Persentase ini juga tergantung dari seberapa jauh kita akan mengurangi kandungan lignin dari
f. Kraft Ramping
Kraft ramping merupakan proses pemanasan liquor hingga temperatur 170
C dengan menggunakan alat penukar panas (liquor heater) dan disirkulasikan keatas dan kebawah digester dengan menggunakan pompa sirkulasi agar liquor terdistribusi merata,kurang lebih 50 menit.
g. Kraft Cooking
Proses pemasakan secara kraft dilaksanakan setelah penambahan white
liquor dan black liquor ke dalam chip. Kraft cooking merupakan proses mendiamkan selama 110 menit hingga chip yang ada di dalam digester masak yang ditandai dengan nilai H-Faktor sekitar 1500.
h. Blow
Blow merupakan pemindahan hasil pemasakan chip dari dalam bezana
BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil
Jumlah sulphidity yang dimasukkan dalam proses pemasakan tergantung dari jenis kayunya, kondisi pemasakan dan seberapa jauh penghilangan lignin yang akan dicapai. Pada saat pemasakan berlangsung jenis kayu yang diolah adalah kayu berserat pendek ( kayu keras ) jenis pohon Eucalyptus.
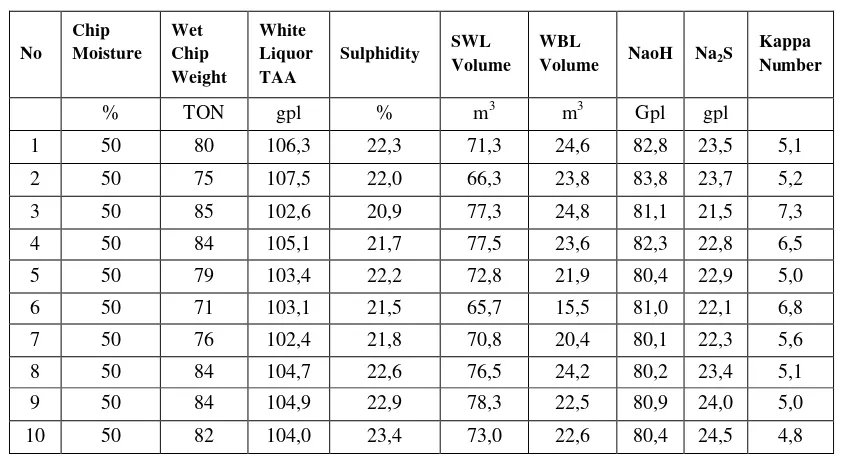
Setelah mengikuti proses berlangsungnya pemasakan chip pada pembuatan pulp, data – data yang diperoleh dapat dilihat pada tabel berikut:
Tabel 4.1. Data Pengamatan Pada Saat Proses Pemasakan Berlangsung
No
Sumber . DCS Operator PT. Toba Pulp Lestari, Tbk Porsea Keterangan :
- Wet chip weight : jumlah chip (kayu)
- White liquor TAA : jumlah alkali aktif ( NaoH + Na2S) - SWL : jumlah white liqour
- WBL :jumlah black liqour
4.2. Perhitungan
4.2.1. Perhitungan Jumlah Pemakaian Cairan Pemasak
Dari data pengamatan, serpihan kayu yang digunakan adalah jenis kayu
Eucalyptus.
Berikut ini contoh perhitungan cairan pemasak yang digunakan dalam sekali pemasakan, diambil dari data No. 2 :
a. Jumlah chips yang digunakan = 75 ton b. Kadar air dalam chips (Moisture) = 50%
c. Jumlah kadar chips kering (BD) = (100% - % moisture) x berat chips = (100% - 50%) x 75 ton
= 37,5 ton
d. Berat air dalam chips = % moisture x berat chips = 50% x 75 ton
= 37,5 ton
e. Perbandingan cairan pemasak yang digunakan dengan serpihan kayu adalah3,4 :1 f. Jadi total cairan pemasak = Wood ratio x BD
= 3,4 x 37,5 ton = 127,5 ton
g. Alkali charge = 19%
h. Total alkali aktif = NaOH + Na2S
i. Jumlah White liquor yang digunakan adalah
White liquor = BD chips x alkali charge Total alkali
= 3,75 � 19 % 107,5 / 1000
= 66,2 m3
j. Jumlah black liquor yang digunakan adalah
Black liquor = Total cairan pemasak – (white liquor + berat air)
= 127,5 – ( 66,2 + 37,5)
= 127,5 - 103,7
= 23,8 m3
4.2.2. Perhitungan Sulphidity
Perhitungan berikut ini diambil dari data No.2 yang mewakili semua data :
Diketahui :
NaOH = 83,8 gpl
Na2S = 23,7 gpl
Ditanya : Sulphidity (S)….?
Penyelesaian :
S = Na 2S
NaOH +Na 2S x 100 %
= 23.7 gpl
83.8 gpl +23.7 gpl x 100 %
= 23,7 gpl
107.5 gpl
x 100%
= 22,0 %
4.2.3. Perhitungan untuk pengujian Kappa Number
Perhitungan berikut ini diambil dari data No. 2 yang mewakili semua data :
Diketahui :
- Berat sampel (W) = 2,8776 gr
- Volume titrasi sampel (a) = 34,20 ml
- Volume titrasi blanko (b) = 49,80 ml - Temperatur pada saat titrasi oC = 26 oC
- Normalitas larutan standart Na2S2O3 = 0,1 N
Ditanya : Kappa Number (KN)….?
Penyelesaian :
KN = P x F
W [ 1 + 0,013 ( 25 – T ) ]
Dengan : P =( �−� )�
�
P =( 49,80−34,20 )0,1
0,1
= (15,60 )0,1
0,1
= 15,6
F = P x 2
= 31,2 dengan membaca Tabel faktor koreksi, maka diperoleh
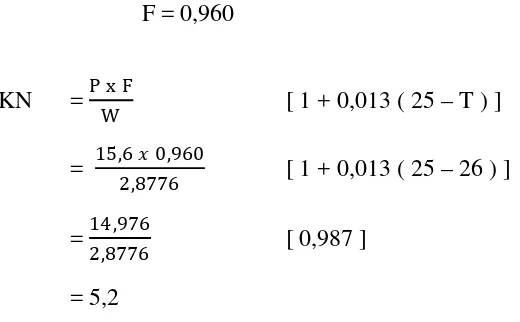
F = 0,960
KN = P x F
W
[ 1 + 0,013 ( 25 – T ) ]
= 15,6 � 0,960
2,8776
[ 1 + 0,013 ( 25 – 26 ) ]
= 14,976
2,8776 [ 0,987 ]
= 5,2
Untuk data yang lain dapat dihitung dengan cara yang sama seperti diatas.
Tabel 4.2. Faktor Koreksi Nilai F = P x 2
F + 0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0
30 0,958 0,960 0,962 0,964 0,966 0,968 0,970 0,973 0,975 0,977
40 0,979 0,981 0,983 0,985 0,987 0,989 0,991 0,994 0,996 0,998
50 1.000 1,002 1,004 1,006 1,009 1,011 1,013 1,015 1,017 1,019
60 1,022 1,024 1,026 1,028 1,030 1,033 1,035 1,037 1,039 1,042
70 1,044 1,046 1,048 1,050 - - - -
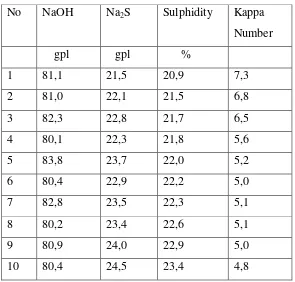
Tabel 4.3. Data pengaruh Sulphidity Terhadap Kappa Number
No NaOH Na2S Sulphidity Kappa Number gpl gpl %
1 81,1 21,5 20,9 7,3
2 81,0 22,1 21,5 6,8
3 82,3 22,8 21,7 6,5
4 80,1 22,3 21,8 5,6
5 83,8 23,7 22,0 5,2
6 80,4 22,9 22,2 5,0
7 82,8 23,5 22,3 5,1
8 80,2 23,4 22,6 5,1
9 80,9 24,0 22,9 5,0
10 80,4 24,5 23,4 4,8
4.3. Pembahasan
Dari hasil pengamatan data yang diperoleh dapat dinyatakan bahwa semakin
tinggi sulphidity yang digunakan maka bilangan kappa number semakin rendah, begitu juga dengan sebaliknya apabila sulphidity semakin rendah maka bilangan kappa number semakin tinggi. Dan semakin tinggi Na2S yang digunakan, maka bilangan kappa number
semakin rendah, dan sebaliknya semakin rendah Na2S yang digunakan maka bilangan kappanya semakin tinggi. Dimana tinggi rendahnya bilangan kappa menunjukkan masih
adanya kadar lignin yang terkandung pada pulp yang dihasilkan setelah proses pemasakan chip. Tingginya bilangan kappa sebanding dengan tingginya kadar lignin yang berarti serpihan kayu (chip) yang dimasak belum semuanya masak dan pulp yang dihasilkan
belum benar – benar merupakan serat murni yang masih mengandung zat pengotor selain selulosa dan hemiselulosa. Sedangkan bilangan kappa number rendah yang menandakkan
kadar lignin yang rendah sehingga pulp yang dihasilkan lebih murni berupa serat selulosa dan hemiselulosa.
Pulp yang dihasilkan setelah proses pemasakan diharapkan memenuhi standar
mutu pulp yang baik yaitu memiliki bilangan kappa number 4 – 8. Oleh karena itu untuk mencapai bilangan kappa number tersebut, maka besarnya sulphidity yang digunakan pada proses pemasakan serpihan kayu (chip) harus diperhatikan. Tetapi penggunaan
sulphidity yang berlebih untuk menurunkan bilangan kappa dapat merusak serat selulosa yang menyebabkan kualitas pulp menjadi rapuh dan mudah sobek yang artinya bukan
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
- Dari hasil analisa data bilangan kappa number yang diperoleh dapat disimpulkan bahwa pulp yang dihasilkan telah memenuhi standart bilangan kappa number.
Dimana standart bilangan kappa number adalah 4 – 8 dan hasil analisa yang didapat dari data adalah berkisar pada 4,8 – 7,3.
- Dari hasil analisa data terhadap pemakaian sulphidity yang diperoleh yaitu antara 20,9 – 23,4 % berbanding terbalik dengan data nilai bilangan kappa number yaitu 4,8 – 7,3, artinya semakin besar sulphidity maka nilai bilangan kappa number
akan semakin rendah.
- Dari hasil yang diperoleh berdasarkan data dapat disimpulkan bahwa besarnya
sulphidity dapat mempengaruhi nilai bilangan kappa number. Dimana apabila sulphidity yang digunakan besar maka nilai bilangan kappa number yang dihasilkan akan rendah, demikian sebaliknya apabila sulphidity yang digunakan
5.2. Saran
- Perlu diperhatikan faktor – faktor yang mempengaruhi kematangan chip pada
proses pemasakan chip, misalnya memperhatikan jumlah pemakaian alkali aktif, temperatur, waktu agar diperoleh bilangan kappa number yang memenuhi standart sehingga menghasilkan pulp yang berkualitas tinggi.
- Perlu dilakukan penanganan yang tepat terhadap bahan kimia yang berasal dari sisa proses pembuatan pulp agar tidak memberikan dampak yang negatif terhadap
DAFTAR PUSTAKA
Anonymous. 2003. Module Bleaching. Porsea: PT. Toba Pulp Lestari
Fengel,D. dan Wagener, G. 1995. Kayu Kimia, Ultrastruktur, Reaksi-reaksi.
Terjemahan Hardjojo Sastrohamidjojo. Yogyakarta: Gadjah Mada University Press
Sirait, S. 2003. Buku Manual Training Digester Plant. Porsea: PT. Toba Pulp Lestari
Sjostrom, E. 1995. Kimia Kayu, Dasar-Dasar dan Penggunaan. Edisi Kedua. Yogyakarta: Gadjah Mada University Press