PENGARUH JUMLAH PEMAKAIAN CAIRAN PEMASAK TERHADAP
BILANGAN KAPPA PADA PROSES PEMASAKAN DI DIGESTER UNIT
FIBER LINE PT TOBA PULP LESTARI, Tbk PORSEA
KARYA ILMIAH
ESTINAR SILITONGA
PROGRAM STUDI DIPLOMA-III KIMIA INDUSTRI
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
MEDAN
PENGARUH JUMLAH PEMAKAIAN CAIRAN PEMASAK TERHADAP
BILANGAN KAPPA PADA PROSES PEMASAKAN DI DIGESTER
UNIT FIBER LINE PT TOBA PULP LESTARI, Tbk PORSEA
KARYA ILMIAH
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar diploma ESTINAR SILITONGA
07240905
PROGRAM STUDI D3 KIMIA INDUSTRI DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH JUMLAH PEMAKAIAN CAIRAN
PEMASAK TERHADAP BILANGAN KAPPA PADA PROSES PEMASAKAN DI DIGESTER UNIT FIBER LINE PT.TOBA PULP LESTARI,Tbk PORSEA
Kategori : KARYA ILMIAH
Nama : ESTINAR SILITONGA
Nomor Induk Mahasiswa : 072409054
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN ALAM (FMIPA) UNIVERSITAS SUMATERA UTARA
Disetujui di Medan, Mei 2010
Diketahui/ Disetujui Oleh Pembimbing Ketua Departemen Kimia FMIPA USU
PERNYATAAN
PENGARUH JUMLAH PEMAKAIAN CAIRAN PEMASAK TERHADAP BILANGAN KAPPA PADA PROSES PEMASAKAN DI DIGESTER UNIT FIBER LINE PT TOBA PULP LESTARI, Tbk PORSEA
KARYA ILMIAH
Saya mengakui bahwa tugas akhir ini adalah hasil karya saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, juni 2010
PENGHARGAAN
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa, yang telah memberikan rahmat dan anugerahNya sehingga penulis dapat menyelesaikan karya ilmiah ini dengan judul “ Pengaruh Jumlah Pemakain Cairan Pemasak Terhadap
Bilangan Kappa Pada Proses Pemasakan di Digester Unit Fiber Line di PT Toba Pulp Lestari,Tbk”. Tugas akhir ini merupakan syarat memperoleh gelar ahli Madya
pada Jurusan Kimia Industri D-3 Fakultas Matematika Ilmu Pengetahuan Alam (FMIPA) USU Medan.
Dalam penyusunan karya ilmiah ini secara khusus penulis ingin mengucapkan terimakasih banyak kepada orang tua tercinta, ayahanda S.Silitonga dan ibunda R.Tampubolon yang telah sepenuh hati memberikan dan semangat kepada penulis berupa moril dan material sehingga penulis dapat menyelesaikan tugas akhir ini.
Dalam kesempatan ini penulis ini juga ingin mengucapkan terimakasih kepaada :
1. Bapak Drs Yohannes Simorangkir selaku dosen pembimbing yang telah membimbing dan mengarahkan penulis dalam menyelesaikan karya ilmiah ini. 2. Ibu DR. Rumondang Bulan, MS selaku ketua Departemen Kimia FMIPA USU 3. Seluruh dosen dan karyawan /staf program studi Diploma-3 FMIPA USU 4. Bapak Suhunan Sirait, Sujadi Mulyanto, Bg Rikson Sitorus , Bg Joni
Marpaung sebagai pembimbing lapangan yang telah membimbing dan mengarahkan penulis selama melaksanakan praktek kerja lapangan
5. Abang, kakak dan adik penulis, Bg Tumbur / Ka Happy , Zulkifli, Desma, Arlis, Eska, Samuel, Hermina,
6. Teman sepatner semasa PKL, Dian, Grismen dan Gokma yang menjadi teman berbagi dan saling membantu semasa PKL
7. Teman berbagi suka dan duka yang terikat dalam satu ikatan kasih “ALPA DAN OMEGA” buat Ka Steffi Tambunan, Dian Prasetya Gulo, Devi Fitri Simanjuntak, Hildawati Hutabarat, dan Darwis Hutapea. Terimaksih buat dukungan dan doanya.
Penulis menyadari bahwa dalam penyusunan karya ilmiah ini masih kurang sempurna dan memiliki berbagai kekurangan. Oleh karena itu, dengan segala kerendahan hati penulis mengharapkan kritik dan saran yang membangun.
Akhir kata semoga damai dan kasih Yesus Kristus membalas kebaikan dan partisipasi kepada semua pihak yang telah membantu menyelesaikan Tugas Akhir ini.
Medan, Juni 2010 Penulis,
ABSTRAK
THE INFLUENCE OF BOILER LIQUID FREQUENCY TO THE KAPPA NUMBER ON COOKING PROCES IN DIGESTER IN DIGESTER UNIT
FIBER LINE PT TOBA PULP LESTARI
ABSTRACT
DAFTAR ISI
1.2 Permasalahan 3
1.3 Tujuan 4
1.4 Manfaat 4
BAB 2 TINJAUAN PUSTAKA 5
2.1. Teori Umum Tentang Kayu 5
2.2. Sifat-Sifat Umum Kayu 5
2.2.1. Sifat Fisik Kayu 5
2.2.2. Sifat Mekanik Kayu 7
2.2.3. Sifat Kimia Kayu 8
2.3. Komponen Kimia Kayu 8
2.3.1. Selulosa 9
2.3.2. Hemiselulosa 9
2.3.3. Lignin 10
2.3.4. Ekstraktif 10
2.4. Proses Pembuatan Pulp 11
2.4.1. Proses Mekanik 11
2.4.2. Proses Semi Kimia 12
2.4.3. Proses Kimia 12
2.5. Faktor-Faktor Yang Mempengaruhi Pemasakan 15
2.5.1. Kualitas Chip 15
2.5.2. Sifat-sifat daripada White Liquor 17
2.5.3. Pengawasan Pada Saat Pemasakan 19
2.6. Tahap-Tahap Proses Pembuatan Pulp 20
2.6.1. Pemasakan Chip (Digester) 20
2.6.2. Pencucian ( Washing) 23
2.6.3. Screening 23
2.6.4. Pemutihan ( Bleaching) 23
2.7. Teori Bilangan Kappa 24
BAB III. BAHAN DAN METODE 25
3.1 Alat dan Bahan 25
3.1.1. Alat 25
3.2. Prosedur Kerja 26
3.2.1. Penentuan Bilangan Kappa 26
BAB IV. HASIL DAN PEMBAHASAN 28
4.1. Hasil 28
4.2. Pembahasan 35
BAB 5 KESIMPULAN DAN SARAN 37
5.1 Kesimpulan 37
5.2 Saran 38
DAFTAR TABEL
Tabel 1.1. Komposisi Bahan Kimia antara Kayu Keras dan Kayu Lunak Tabel 4.1. Data Pengamatan Pada Proses Pemasakan
Tabel 4.2. Faktor Koreksi Nilai F = P x 2
Tabel 4.3. Data Pengaruh Jumlah Cairan Pemasak Terhadap Bilangan Kappa Tabel 4.4. Data Metode Least Square
ABSTRAK
THE INFLUENCE OF BOILER LIQUID FREQUENCY TO THE KAPPA NUMBER ON COOKING PROCES IN DIGESTER IN DIGESTER UNIT
FIBER LINE PT TOBA PULP LESTARI
ABSTRACT
BAB I
PENDAHULUAN
1.1.Latar Belakang
Dengan kemajuan ilmu pengetahuan dan teknologi yang semakin canggih ini, membuat kebutuhan kertas semakin bertambah dan menempatkan dirinya sebagai sesuatu yang hampir luar biasa pentingnya, antara lain berfungsi sebagai produk pengepakan utama, bahan lembaran industri. Indonesia yang kaya akan hutan yang ditumbuhi berbagai jenis kayu memiliki prospek yang sangat cerah untuk mendirikan industri pulp dan kertas. Pulp sebagai bahan baku kertas dibuat dari semua jenis kayu, baik jenis kayu yang berserat panjang (hard wood) maupun kayu yang berserat pendek.
Pulp (bubur kayu) merupakan bahan baku dalam pembuatan kertas, rayon dan
Salah satu proses penting dalam pembuatan pulp yaitu proses pemasakan kayu yang telah menjadi chip yang dimasukkan kedalam sebuah bejana yang cukup besar dan tinggi yang disebut digester dan dengan menggunakan panas dan reaksi kimia. Pembuatan pulp di PT.TPL dikenal dengan istilah pemasakan (cooking), proses yang digunakan adalah proses sulfat. Pemasakan ini bertujuan untuk menghilangkan zat-zat non selulosa yang terdapat didalam bahan baku. Bahan kimia yang digunakan sebagai larutan pemasak yaitu lindi putih (white liquor) yang mengandung bahan kimia aktif (aktif alkali) yaitu campuran larutan Natrium Hidroksida (NaOH) dan Natrium Karbonat (Na2CO3). Pemasakan didalam digester tidak terlepas juga dari temperatur dan waktu pemasakan yang digabung menjadi satu variabel yaitu H-factor. H-factor adalah suatu besaran yang menunjukkan kapan suatu pemasakan dihentikan.
Untuk memperoleh pulp yang berkualitas pada pembuatan pulp perlakuan pemasakan adalah hal yang sangat perlu diperhatikan sebelum melalui tahap berikutnya. Pada saat proses pemasakan kebutuhan cairan pemasak dan H-factor adalah variabel yang perlu diperhatikan karena baik tidak-nya pulp yang dihasilkan tergantung pada jumlah pemakaian cairan pemasak (WL) dan besarnya H-factor. Jika pemakaian WL terlalu banyak maka pulp yang dihasilkan akan rusak dan juga H-factor terlalu tinggi maka pulp yang dihasilkan akan rusak dan mudah sobek.
Untuk mencapai target bilangan kappa tersebut jumlah pemakaian cairan pemasak merupakan faktor yang sangat perlu diperhatikan. Jika pemakaian cairan pemasak kurang maka bilangan kappa target tidak akan tercapai bahkan pulp tidak terpisah dari ikatan lignin sehingga akan memperbanyak bahan kimia pada tahap selanjutnya. Sebaliknya jika penambahan cairan pemasak berlebih akan merusak fiber (serat) selulosa yang menyebabkan pulp rapuh dan mudah sobek artinya bukan hanya lignin yang larut tetapi juga selulosa larut akibat kelebihan cairan pemasak, sehingga standart pemasakan pulp tidak tercapai. Oleh karena itu jumlah pemakaian cairan pemasak / white liquor (WL) perlu diperhatikan untuk memperoleh tingkat kematangan yang dinyatakan dalam kappa number. Oleh karena itu penulis tertarik mengangkat judul yaitu: “PENGARUH JUMLAH PEMAKAIAN CAIRAN
PEMASAK TERHADAP BILANGAN KAPPA PADA PROSES
PEMASAKAN DI DIGESTER UNIT FIBER LINE DI PT TOBA PULP
LESTARI, Tbk PORSEA”
1.2. Permasalahan
1.3. Tujuan
Untuk mengetahui pengaruh jumlah cairan pemasak ( white liquor) terhadap lignin yang masih terdapat dalam pulp yang dihasilkan yang ditandai dengan tinggi rendahnya bilangan kappa ( kappa number )
1.4. Manfaat
BAB II
TINJAUAN PUSTAKA
2.1 Teori Umum Tentang kayu
Kayu merupakan hasil hutan dari sumber kekayaan alam, merupakan bahan mentah yang mudah diproses untuk dijadikan barang sesuai kemajuan teknologi. Kayu memiliki beberapa sifat sekaligus, yang tidak dapat ditiru oleh bahan-bahan yang lain. Pengertian kayu disini ialah sesuatu bahan yang diperoleh dari hasil pemungutan pohon- pohon dihutan, yang merupakan bagian dari pohon tersebut, setelah diperhitungkan bagian- bagian mana yang lebih banyak dapat dimanfaatkan untuk tujuan penggunaan.
2.2 Sifat-Sifat Umum Kayu
Sifat dimaksud antara lain yang bersangkutan dengan sifat anatomi kayu, sifat-sifat fisik, sifat-sifat-sifat-sifat mekanik dan sifat-sifat- sifat-sifat kimianya.
2.2.1 Sifat Fisik Kayu
A. Berat jenis
Kayu memiliki berat jenis yang berbeda- beda, makin berat kayu itu, umumnya makin kuat pula kayunya. Semakin ringan suatu suatu jenis kayu, akan berkurang pula kekuatannya. Berat jenis ditentukan antara lain oleh tebal dinding sel, kecilnya rongga sel yang membentuk pori- pori. Berat jenis diperoleh dari perbandingan antara berat suatu volume kayu tertentu dengan volume air yang sama pada suhu standar.
B. Keawetan alami kayu
Yang dimaksud dengan keawetan alami, ialah ketahanan kayu terhadap serangan dari unsur- unsur perusak kayu dari luar seperti : jamur, rayap, bubuk, cacing laut dan mahkluk lainnya yang diukur dengan jangka waktu tahunan. Keaweatan kayu tersebut disebabkan oleh adanya suatu zat di dalam kayu ( zat ekstraktif ) yang merupakan sebagai unsur racun bagi perusak- perusak kayu.
C. Warna kayu
Ada beraneka macam, antara lain warna kuning, keputih- putihan, coklat muda, kehitam-hitaman, kemerah-merahan dan lain sebagainya. Hal ini disebabkan oleh zat-zat pengisi warna dalam kayu yang berbeda-beda. Warna suatu jenis kayu dapat dipengaruhi oleh faktor-faktor berikut: tempat di dalam batang, umur pohin, kelembapan udara.
D. Higroskopik
udara pada suatu saat. Makin lembab udara disekitarnya akan makin tinggi pula kelembapan kayu sampai tercapai keseimbangan dengan lingkungannya
E. Berat
Berat sesuatu jenis kayu tergantung dari jumlah zat kayu yang tersusun, rongga-rongga sel atau jumlah pori- pori, kadar air yang dikandung dan zat-zat ekstraktif didalamnya. Berat suatu jenis kayu ditunjukkan dengan besarnya berat jenis kayu yang bersangkutan, dan dipakai sebagai patokan berat kayu.
F. Kekerasan
Berdasarkan kekerasannya, jenis-jenis kayu digolongkan sebagai berikut : a. Kayu sangat keras, contoh: balau, giam, dan lain-lain
b. Kayu keras, contoh: kulim, pilang, dan lain-lain
c. Kayu sedang kekerasannya, contoh: mahoni, meranti, dan lain-lain d. Kayu lunak, contoh : pinus, balsa, dan lain-lain
2.2.2. Sifat Mekanik Kayu
Sifat- sifat mekanik atau kekuatan kayu ialah kemampuan kayu untuk menahan muatan dari luar. Yang dimaksud dengan muatan daril luar ialah gaya-gaya di luar benda yang mempunyai kecenderungan untuk mengubah bentuk dan besarnya benda. Kekuatan dan ketahanan terhadap perubahan bentuk suatu bahan disebut sebagai sifat-sifat mekaniknya.
2.2.3 Sifat Kimia Kayu
Komponen kimia di dalam kayu mempunyai arti yang penting, karena menentukan kegunaan sesuatu jenis kayu. Susunan kimia kayu digunakan sebagai pengenal ketahanan kayu terhadap serangan makhluk perusak kayu.
Komposisi unsur-unsur kimia dalam kayu adalah :
karbon 50%
hydrogen 6%
nitrogen 0,04 – 0,10%
abu 0,20 – 0,50%
sisanya adalah nitrogen
( J.F.Dumanauw )
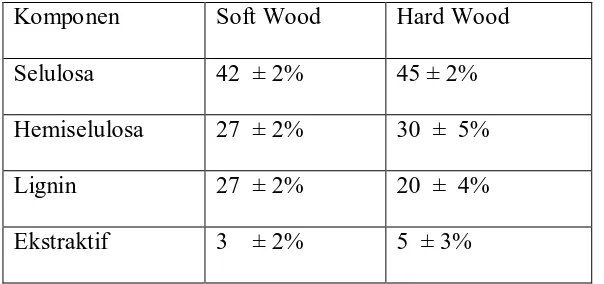
2.3 Komponen Kimia Kayu
Tabel 1.1 : Komposisi Bahan Kimia antara Kayu Keras dan Kayu Lunak
(Anonim)
2.3.1 Selulosa
Selulosa adalah bahan kristalin untuk membangun dinding-dinding sel. Bahan dasar selulosa ialah glukosa, gula bermartabat enam, dengan rumus C6H12O6. Molekul-molekul glukosa disambung menjadi Molekul-molekul- Molekul-molekul besar, panjang, dan berbentuk rantai dalam susunan menjadi selulosa. Selulosa merupakan bahan dasar yang penting bagi industri- industri yang memakai selulosa sebagai bahan baku, misalnya pabrik kertas, pabrik sutera tiruan dan lain sebagainya.
( J.F.Dumanauw )
2.3.2 Hemiselulosa
Hemiselulosa juga merupakan polimer-polimer gula. Berbeda dengan glukosa yang terdiri hanya dari polimer glukosa, hemiselulosa merupakan polimer dari lima bentuk gula yang berlainan yaitu : glukosa, manosa, galaktosa, xylosa, dan arabinosa.
Rantai hemiselulosa lebih pendek dibandingkan dengan rantai selulosa karena hemiselulosa mempunyai derajat polimerisasi yang lebih rendah.
Komponen Soft Wood Hard Wood
Selulosa 42 ± 2% 45 ± 2%
Hemiselulosa 27 ± 2% 30 ± 5%
Lignin 27 ± 2% 20 ± 4%
Molekul hemiselulosa terdiri dari 300 unit gugus gula. Berbeda dengan selulosa, polimer hemiselulosa berbentuk tidak lurus, tapi merupakan polimer-polimer bercabang yang berarti hemiselulosa tidak akan dapat membentuk struktur kristal dan serat mikro seperti halnya selulosa. Pada proses pembuatan pulp hemiselulosa bereaksi lebih cepat dibandingkan dengan selulosa.
2.3.3. Lignin
Lignin merupakan zat yang tidak berbentuk yang bersama-sama dengan selulosa membentuk dinding sel dari pohon kayu. Ia berfungsi sebagai bahan perekat atau semen antara sel-sel selulosa yang membuat kayu menjadi kuat. Lignin merupakan polimer tiga dimensi yang bercabang banyak. Molekul utama pembentuk lignin adalah phenyl propane.
Satu molekul lignin dengan derajat polmerisasi yang tinggi merupakan molekul yang besar karena ukurannya dan struktur tiga dimensinya. Lignin di dalam kayu berfungsi sebagai lem atau semen. Lapisan (lamella) tengah, dengan kandungan utamaya adalah lignin, mengikat sel-sel itu sehingga terbentuk struktur kayu. Dinding sel juga mengandung lignin. Pada dinding sel, lignin bersama dengan hemiselulosa, membentuk semen (matriks) dimana tersusunlah selulosa yang berupa “mikrofibrils”
2.3.4 Ekstraktif
apakah dengan memakai pelarut air maupun pelarut organik seperti ether atau alcohol. Asam-asam lemak, asam-asm resin,lilin, terpentin, dan gugus penol adalah merupakan beberapa grup yang juga merupakan ekstraktif. Kebanyakan dari ekstraktif itu terpisahkan dalam proses pembuatan pulp dengan cara Kraft Pulping. Minyak mentah terpentin dapat diperoleh dari digester pada waktu mengeluarkan gas.
Lemak-lemak,asam lemak akan membentuk sabun (soap) pada proses “kraft” dan terlarut dalam pelarut pemasak. Soap ini selajutnya akan dipisahkan dari black liquor dan daur ulang sebagai “tail oil ”. Beberapa / sebagian kecil ektraktif yang terlarut akan menyebabkan timbulnya getah (“pitch”) dalam pembuatan pulp secara kraft pada pembuatan kertas bentuk ini merupakan gumpalan yang mengotori peralatan seperti halnya screen dan wire.
( Digester Plant )
2.4. Proses Pembuatan Pulp
2.4.1. Proses Mekanik
2.4.2. Proses Semi Kimia
Dengan menggunakan teknik- teknik yang dikenal dengan pembuatan pulp semi kimia atau kimia mekanis, total kayu dikenakan cairan kimia pemasak pulp dalam jangka pendek kemudian dilewatkan melalui mesin penghalus mekanik untuk memisahkan serat-serat penyusunnya. Keuntungan-keuntungan dari proses semi kimia adalah persyaratan yang rendah mengenai kualitas dari spesies kayu, rendemen tinggi, pemakaian bahan kimia yang relatif rendah pada kandungan sisa lignin, investasi modal yang rendah dan unit- unit produksi kecil yang menguntungkan bila dibandingkan dengan pembuatan pulp secara kimia penuh. (Haygreen,J.H,1996)
2.4.3 Proses Kimia
Pada proses kimia bahan-bahan yang terdapat ditengah lapisan kayu akan dilarutkan agar serat dapat terlepas dari zat-zat yang mengikatnya. Hal yang merugikan pada proses ini adalah rendemen yang rendah yaitu 45-55%.
Proses kimia dibagi menjadi tiga kategori:
Proses Soda
Proses Kraft atau Sulfat
Proses pembuatan pulp yang paling banyak dipakai saat ini adalah proses sulphate atau disebut juga proses kraft. Kraft berasal dari bahasa Jerman yang berarti kuat. Kekuatan proses kraft ini dikarenakan adanya bahan kimia yang terkandung dalam larutan pemasak yang disebut “sulfidity”
Keuntungan-keuntungan dari proses sulfat ini adalah sebagai berikut : 1. Pulp yang dihasilkan mempunyai kekuatan yang tinggi
2. Dapat dipakai untuk proses pembuatan pulp dari bahan baku kayu dari spesies yang berbeda
3. Tersedianya peralatan-peralatan operasi yang standar
4. Dampak pencemarannya bisa dikatakan dengan sangat rendah 5. Pen daur ualngan bahan kimianya dan panas yang begitu efisien
Tujuan pembuatan pulp dengan proses kraft adalah untuk memisahkan serat-serat yang terdapat dalam kayu secara kimia dan melarutkan sebanyak mungkin lignin yang terdapat pada dinding serat. Pemisahan serat terjadi karena larutnya lignin yang ada diantara / ditengah-tengah “lamela” yang berfungsi sebagai pengikat serat. Bahan kimia yang terdapat dalam larutan pemasak juga merembes / terserap ke dinding serat dan melarutkan lignin yang ada disitu . ( Anonim)
Alkali total semua garam natrium
Pada proses sulfit, larutan pemasak yang dipakai adalah asam-asam yang mengandung sulfur dari logam alkali atau alkali tanah berupa bisulfit. Meskipun kecenderungan umum dalam perluasan kapasitas pulp kimia menunjukkan pembuatan pulp kraft lebih unggul dari yang lain, ada beberapa faktor yang dapat meningkatkan pembuatan pulp sulfit di kemudian hari, yang meliputi keuntungan-keuntungan pulp sulfite yang telah diketahui terhadap pulp kraft:
b. rendemen yang lebih tinggi pada bilangan kappa tertentu, yang mengakibatkan kebutuhan kayu lebih rendah
c. derajat putih pulp yang tidak dikelantang lebih tinggi
d. persoalan pencemaran sedikit
e. biaya instalasi lebih rendah
f. keluwesan yang lebih tinggi dalam rendemen dan kualitas pulp
2.5. Faktor-Faktor yang Mempengaruhi Proses Pemasakan
2.5.1 Kualitas daripada Chip
Kualitas chip yang akan dipakai sebagai bahan baku dalam pemasakan merupakan hal yang sangat penting untuk diperhatikan operasi keseluruhan pabrik pulp, dimana akan berpengaruh terahadap kualitas pulp yang akan dihasilkan. Hal-hal yang mempengaruhi kualitas chip dapat dibagi menjadi :
1. Hal-hal yang berhubungan dengan kayu menyangkut sifat-sifatnya seperti spesies, density, decay.
a. Wood spesies
Kayu dapat dibagi menjadi 2 jenis yaitu : jenis hard wood dan soft wood. Kayu jenis soft wood menghasilkan pulp yang lebih kuat dibandingkan dengan jenis hard wood karena serat-seratnya lebih panjang dan lebih lentur dibandingkan dengan serat yang terdapat pada kayu hard wood.
Biasanya kayu jenis soft wood menghasilkan randemen yang lebih rendah dibandingkan dengan yang dihasilkan dari jenis hard wood bila dimasak pada kondisi yang sama. Hal ini utamanya disebabkan hemiselulosanya soft wood lebih mudah larut dibanding dengan yang terdapat pada hard wood dan juga di dalam kayu soft wood terdapat lebih banyak kandungan lignin dibanding dengan kayu hard wood.
b. Wood Density
Berat jenis kayu merupakan faktor ekonomis yang sangat penting dalam pembuatan pulp. Dengan kayu yang lebih padat kita dapat mengisi lebih berat pada digester
kayu yang sama-sama 20 tahun. Perbedaan ini lebih tampak pada kayu jenis soft wood. Yang paling tidak menguntungkan pada proses pembuatan pulp dari kayu muda adalah rendemen yang rendah dan pemakaian larutan pemasak (soda) yang lebih banyak
2. Hal- hal yang berhubungan dengan pemrosesan kayu, dapat dibedakan menjadi beberapa hal sebagai berikut
a. Ukuran chip
Ketebalan chip merupakan hal yang sangat penting dalam proses pembuatan pulp sebagaimana diharapkan, larutan pemasak akan meresap ke dalam chip dari segala arah dengan kecepatan yang sama. Bilamana chip terlalu tebal, larutan pemasak tidak punya cukup waktu untuk meresap sempurna ke bagian tengah chip, yang akan menyebabkan chip tidak masak. Chip yang tidak masak ini akhirnya akan menjadi “nots” atau “shive”. Ketika kita mengatur kondisi pemasakan yang disesuaikan untuk mengatasi chip yang terlalu tebal, yang akan membuat bagian tengahnya menjadi rusak, namun yang bagian luarnya akan menjadi terlalu masak, serta menghasilkan rendemen yang sangat rendah pula ketebalan chip yang ideal adalah 3 mm – 5 mm
.
b. Bulk density dari chip
c. Kandungan air dalam chip
Bila kandungan air dalam chip sangat rendah akan sulit bagi larutan pemasak untuk meresap ke dalam chip. Adalah penting untuk mengetahui seberapa besar kandungan air dalam chip tersebut, dan memperhitungkan seberapa berat kayu yang sesungguhnya yang telah dimuat ke dalam digester, untuk memperhitungkan jumlah “alkali” yang dimasukkan dan konsentrasi larutan pada jumlah yang tetap. Kandungan air dalam chip diusahakan sebesar 40-50%.
d. Kulit kayu dan bahan-bahn lain yang mengotori kayu
Kulit kayu adalah bahan yang tidak diinginkan keberadaanya didalam chip dan ia akan memberikan dampak yang negatif pada pulp yang akan dihasilkan. Jadi keberadaan kulit kayu akan menambah jumlah pemakaian larutan pemasak sehingga akan mengurangi streng dari pulp. Bahan pengotor yang lainnya bisa datang dari luar kayunya sendiri seperti misalnya pasir,logam-logam,plastik,dan lain-lain. Yang dapat mengakibatkan kerusakan pada mesin-mesin.
2.5.2.Sifat-Sifat daripada White Liquor
White liquor sebagai media pemasak terdiri dari beberapa bahan-bahan kimia yang berupa larutan berair Natrium Hidroksida, Natrium Sulfida, dan Natrium Karbonat.
1. Natrium Hidoksida
sehingga serat selulosa terlepas dari ikatannya. Keuntungan menggunakan larutan NaOH yaitu NaOH lebih cepat bereaksi dengan lignin sehingga waktu yang dibutuhkan untuk pemasakan lebih singkat, selain itu NaOH dapat digunkan sebagai larutan pemasak untuk pembuatan pulp dari bahan baku non kayu dan juga karena harganya lebih murah.
2. Natrium Sulfida (Na2S)
Natrium sulfida adalah suatu senyawa yang sangat mudah teroksidasi, oleh karena itu zat ini banyak dimanfaatkan, terutama dalam situasi dimana diperlukan bahan pereduksi yang tidak terlalu kuat, misalnya untuk pemutihan wol, sutra dan sebagai antiklor sesudah pemutihan benang tenun, tekstil dan kertas, sebagai pengawet bahan makanan. Sekitar 60% dari bahan yang diperdagangkan digunakan dalam industri kertas.
Natrium sulfide (Na2S) dalam proses pemasakan chip berfungsi:
a. mengurangi kerusakan pada karbohidrat dan memberikan hasil yang lebih tinggi serta kekuatan pulp yang lebih tinggi
b. mempercepat terjadinya reaksi antara NaOH dengan lignin lewat penurunan energi aktivasi reaksi.
3. Natrium Karbonat (Na2CO3)
pada pengapuran di lime kiln. Dimana NaOH yang dihasilkan ini akan digunakan sebagai larutan pemasak utama untuk proses pemasakan chip selanjutnya.
2.5.3.Pengawasan Pada Saat Pemasakan.
Hal-hal yang perlu diawasi pada saat pemasakan adalah: 1.Waktu dan temperatur
Reaksi penghilangan lignin sangat tergantung pada temperatur. Penambahan temperatur sedikit saja sudah berakibat besar terhadap reaksi penghilangan lignin, contoh pada penambahan temperature 100C dari 1600C sampai 1700C akan mengakibatkan kecepatan reaksinya menjadi dua kali lipat. Sampai kira-kira 1750C temperatur tidak lagi berpengaruh terhadap penghilangan lignin, tetapi diatas 1750C reaksinya menjadi kurang berpengaruh terhadap pemutusan rantai selulosa yang mengakibatkan rendahnya rendemen, strength.
Waktu pemasakan sama pentingnya, ketika pada relatif tinggi reaksi penghilangan lignin sangat cepat. Penambahan waktu beberapa menit pada saat proses perembesan liquor ke dalam chip tidak berpengaruh banyak terhadap kualitas pulp, tetapi beberapa menit saja bertambah waktu pada saat pemasakan akan berdampak pada kualitas. Suatu metode yang telah dibuat untuk menghitung hubungan antara waktu dan temperature dengan satu nilai tunggal disebut “H-Factor”. Untuk setiap satu siklus pemasakan yang memberikan nilai H-Factor yang sama akan menghasilkan pulp dengan randemen dan kandungan lignin yang sama bila kondisi- kondisi lain juga
2.Jumlah alkali yang dimasukkan
Normalnya jumlah Effektive Alkali yang dimasukkan dalam digester berkisar antara 10- 18% ( sebagai Na2O terhadap kayu kering) tergantung dari jenis kayunya. kondisi pemasakan dan seberapa jauh tingkat penghilangan lignin yang akan dicapai. Kalau jumlah alkali yang dimasukkan lebih banyak maka akan mempercepat kecepatan reaksinya. Dengan menambah alkali, kita dapat memasak dengan H-Faktor yang lebih untuk mencapai Kappa Number yang sama. Dengan bertambahnya jumlah alkali yang dimasukkan maka akan mengurangi randemen pulp karena jumlah hemiselulosa yang terlarut bertambah.
3. Perbandingan liquor dengan kayu
Pada digester yang beroperasi secara “batch”, dibutuhkan sejumlah volume efektif alkali yang dimasukkan sebanyak kurang dari jumlah volume yang dibutuhkan untuk membasahi seluruh chip. Weak Black Liquor ( WBL ) perlu ditambahkan sebagai penambah kekurangan liquornya. Kalau WBL yang ditambahkan terlalu banyak maka akan memperbesar nilai perbandingan liquor dengan kayu normalnya berkisar 1-5.
2.6. Tahap- Tahap Proses Pembuatan Pulp
2.6.1. Pemasakan Chip ( Digester )
yang tidak diinginkan sehingga diperoleh pulp dengan kadar selulosa tinggi. Untuk itu penanganan pada unit pemasakan ini membutuhkan ketelitian yang cukup besar. Chip diumpankan masuk ke dalam digester, selanjutnya pemasakan berlangsung dengan langkah-langkah sebagai berikut :
A. Chip Filling
Chip diangkut ke digester dari tempat penyimpanan atau lapangan chip dengan menggunakan conveyer. Pengisian chip ke dalam digester merupakan langkah awal dari proses pemasakan dan merupakan satu pekerjaan yang sangat penting pada proses pembuatan pulp. Digester yang tidak penuh misalnya, akan mengurangi jumlah pulp yang dihasilkan didigester, sebaliknya digester yang terlalu penuh akan mengakibatkan kesulitan pada peredaran liquor pada saat blow. Jumlah chip dalam digester harus betul-betul sesuai sehingga ada cukup ruang untuk tempat liquor dan edarannya.
b. Pengisian Liquor
Alkali Aktif (AA) yang dimasukkan dalam digester adalah untuk melarutkan komponen / kotoran bukan selulosa dalam kayu. Bertambahnya jumlah alkali yang dimasukkan akan menyebabkan kayunya tidak masak ( hard cook) yang berakibat banyaknya kayu yang bakal terbuang berupa reject atau serpihan kayu yang hanya sebagian saja yang masak yang disebut knots
B.Pemasakan dengan proses alkali (kraft)
Proses pemasakan secara kraft dilaksanakan setelah penambahan white liquor dan black liquor ke dalam chip. Digester yang berisi chip dan larutan pemasak dipanaskan hingga temperatur 1700C dan tekanan mencapai 7 kg/cm2gauge. Pada temperatur dan tekanan ini, chip dimasak dengan alkali untuk periode waktu tertentu.
Waktu dan temperatur selama pemasakan sangat berpengaruh terhadap kualitas daripada pulp, temperatur dibawah 1700C tidak berpengaruh apa-apa terhadap kualitas dan rendemennya, tetapi diatas 1800C akan mulai terjadi pemutusan rantai serat-serat selulosa, jadi temperatur yang diinginkan pada pemasakan adalah 1700.
D. Pulp Blowing
2.6.2. Pencucian (Washing)
Bubur pulp dari blowing tank dengan konsistensi 3,0-3,5% yang dipompakan ke pressure knotter dengan menambahkan cairan pengencer hingga konsistensinya 2%
agar memudahkan pemisahan antara hasil dengan sisa..
Bubur pulp dari knotter dicuci dalam empat unit washer. Tujuan dari proses pencucian ini adalah untuk memisahkan kandungan lignin yang masih tersisa setelah proses pemasakan pada digester.
2.6.3. Screening
Setelah washing, bubur pulp yang masuk pada washer stock selanjutnya dimasukkan ke unit screening. Tujuannya adalah untuk mendapatkan bubur pulp yang benar-benar bersih. Screener ada enam unit, yang terdiri dari 3 unit primary screen, 1 unit relative screen, 1 unit secondary screen dimana diameter lubangnya adalah 2 mm
( Anonim )
2.6.4. Pemutihan (Bleaching)
Warna pulp yang belum diputihkan umumnya disebabkan oleh lignin yang tersisa. Penghilangan lignin dapat lebih banyak pada proses pemasakan, tetapi akan mengurangi hasil yang banyak sekali dan merusak serat, jadi menghasilkan kualitas pulp yang rendah.
Tujuan utama proses pemutihan secara umum adalah sebagai berikut : 1. Memperbaiki brightnees
2. Memperbaiki kemurnian
3. Degradasi serat selulosa seminimum mungkin
2.7. Teori Bilangan Kappa
Kappa Number digunakan untuk menyatakan berapa jumlah lignin yang masih tersisa di dalam pulp setelah pemasakan. Pengujian kappa number yang dilakukan di dalam industri pulp memiliki dua tujuan yaitu :
1. merupakan indikasi terhadap derajat delignifikasi akan tercapai selama proses pemasakan, artinya kappa number digunakan untuk mengontrol pemasakan 2. menunjukkan kebutuhan bahan kimia yang akan digunakan untuk proses
selanjutnya yaitu proses pemutihan ( bleaching).
Pada pengujian kappa number, sejumlah larutan kalium permanganat yang sudah diketahui konsentrasinya ditambahkan ke dalam sample pulp. Setelah waktu tertentu, jumlah permanganate yang bereaksi dengan pulp ditentukan dengan menitrasi sample. Kappa number selanjutnya didefenisikan sebagai jumlah milliliter KMnO4 0,1N yang dikonsumsi oleh 10 gram pulp selama 10 menit pada temperature 250C.
Hasilnya dikoreksikan terhadap konsumsi oleh 55% permanganate yang ditambahkan. Untuk pulp kraft hubungan antara kappa number dengan lignin adalah sebagai berikut :
% lignin = 0,147 x kappa number.
BAB III
BAHAN DAN METODE
3.1. Alat dan Bahan
3.1.1. Alat
- Gelas beaker
- Saringan / screener 35-40 mesh - Corong Buchner
- Setrika - Oven - Neraca - Desikator - Stirer
- Magnetic stirer - Buret digital - Stopwatch - Pipet volume
3.1.2. Bahan
- Sampel bubur pulp dari washer 4 - Air destilat
- KMnO4 0,1N - H2SO4 4N - KI 0,1 N - Na2S2O3 0,1 N - Indikator starch 1%
3.2. Prosedur Kerja
3.2.1. Penentuan Bilangan Kappa
- Diambil sampel bubur pulp dari washer 4
- Dicuci dengan air bersih sambil disaring dengan penyaring ( screener 35-40 mesh)
- Dilarutkan dalam air secukupnya dan dimasukkan ke corong Buchner untuk dibentuk menjadi sheet
- Disetrika dan dikeringkan dalam oven selama ± 10 menit - Di dinginkan di dalam desikator
- Ditimbang sampel kering sebanyak 2-2,5 gram
- Dimasukkan sampel ke dalam gelas beaker 1000 ml yang telah berisi air destilat sebanyak 400 ml, lalu dimasukkan stirer.
- Diaduk larutan di atas magnetik stirer dan diatur kecepatan magnetic stirrer agar fiber pulp terpisah sempurna
- Dipipet masing-masing 50 ml larutan Asam sulfat (H2SO4) 4N dan larutan Kalium Permanganat (KMnO4) 0,1N ke dalam beaker glass 100 ml
- Tepat 10 menit terakhir matikan magnetic stirrer dan ditambah 10 ml larutan Kalium Iodida (KI) 0,1N
- Segera titrasi dengan larutan Natium Tiosulfat (Na2SO3) dan ditambahkan indikator starch 1% pada titik akhir reaksi dan titrasi kembali sampai terbentuk larutan bening. Dicatat volume larutan Natrium Tiosulfat yang terpakai dalam titrasi, digunakan sebagai “a” ml
- Diukur dan dicatat temperatur dari campuran dalam beaker gelas
- Lakukan penentuan blanko dengan metode diatas yang sama tanpa menggunakan sampel pulp, dicatat volume larutan Natium Tiosulfat 0,1 N yang terpakai, digunakan sebagai “b”
Bilangan Kappa dapat dihitung dengan persamaan berikut :
K =
F : Faktor Koreksi terhadap permanganate tergantung kepada nilai P t : Temperatur larutan
N : Normalitas Natrium Tiosulfat (Na2S2O3)
a : Vol 0,1 N Natrium Tiosulfat (Na2S2O3) digunakan untuk sampel
b : Vol 0,1 N Natrium Tiosulfat (Na2S2O3) digunakan untuk larutan blanko
BAB IV
HASIL DAN PEMBAHASAN
4.1. Hasil
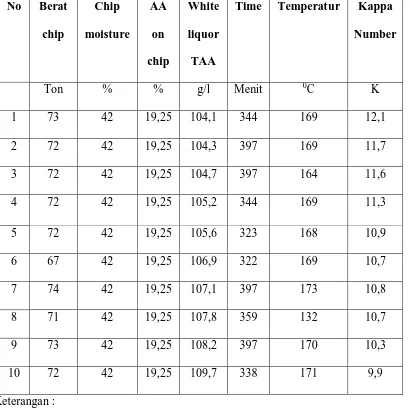
Tabel 4.1.Data Pengamatan Pada Saat Proses Pemasakan
No Berat
Time Temperatur Kappa
A. Perhitungan Pengujian Bilangan Kappa
Perhitungan berikut ini diambil dari data no 1 yang mewakili semua data: Diketahui :
- berat sampel setelah dikeringkan (W) = 2,240 gram
- Volume Na2S2O3 0,1 N yang digunakan untuk sampel (a) = 26,70
- Volume Na2S2O3 0,1 N yang digunakan untuk larutan blanko (b) = 48,88 - Temperatur larutan (t) = 260C
- Normalitas larutan Na2S2O3 (N) = 0,1N Ditanya : Bilangan Kappa (K) = …..?
= 44,36 ( dengan membaca tabel factor koreksi,maka dapat diperoleh nilai F = 0,987
Tabel 4.2. Data Faktor Koreksi Nilai F = P x 2
F+ 0,0 0,1 0,2 0,3 0,4 0.5 0,6 0,7 0,8 0,9
30 0,958 1,960 0,962 0,964 0,966 0,968 0,970 0,973 0,975 0,977 40 0,981 0,981 0,983 0,985 0,987 0,989 0,991 0,994 0,996 0,998 50 1,000 1,002 1,004 1,006 1,009 1,011 1,013 1,015 1,017 1,019 60 1,022 1,024 1,026 1,028 1,030 1,033 1,035 1,037 1,039 1,042 70 *** *** *** *** *** *** *** *** *** ***
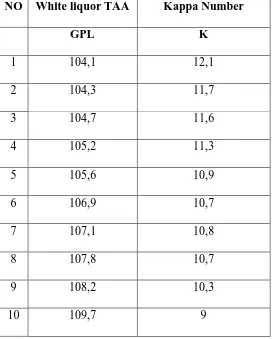
Tabel 4.2. Data Pengaruh Jumlah Cairan Pemasak Terhadap Bilangan Kappa
NO White liquor TAA Kappa Number
GPL K
1 104,1 12,1
2 104,3 11,7
3 104,7 11,6
4 105,2 11,3
5 105,6 10,9
6 106,9 10,7
7 107,1 10,8
8 107,8 10,7
9 108,2 10,3
B. Menghitung jumlah pemakain cairan pemasak dengan metode least square
Tabel 4.4. Data Metode Least Square
NO X Y X2 XY
1 104,1 12,1 10424,41 1235,41
2 104,3 11,7 10878,49 1220,31
3 104,7 11,6 10962,09 1214,52
4 105,2 11,3 11067,04 1188,76
5 105,6 10,9 11151,36 1151,04
6 106,9 10,7 11427,61 1143,83
7 107,1 10,8 11470,41 1156,68
8 107,8 10,7 11620,84 1153,46
9 108,2 10,3 11707,24 1114,46
10 109,7 9,9 12034,09 1086.03
∑
1061,6 110 112743,58 11664,5Keterangan :
X : Jumlah pemakaian cairan pemasak Y : Bilangan Kappa
Persamaan Regresi:
Dimana :
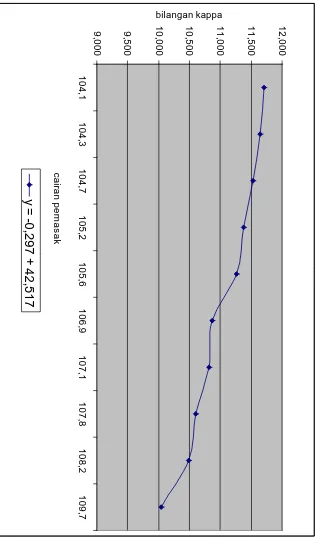
Maka diperoleh persamaan garis regresinya sebagai beikut : y = -0.296x + 42,517
Dengan memasukkan harga x yaitu jumlah pemakaian alkali aktif maka diperoleh harga-harga y sebagai berikut:
y1 = -0,296x1 + 42,517
= -0,296 (104,1) + 42,517 = 11,7034
y2 = -0,296x2 + 42,517 = -0,296 (104,3) + 42,517 = 11,6442
y3 = -0,296x3 + 42,517 = -0,296 (104.7) + 42,517 = 11,5258
y4 = -0,296x4 + 42,517 = 0,296 (105,2) + 42,517 = 11,3778
y5 = -0,296 x5 + 42,517 = -0,296 (105,6) + 42,517 = 11,2594
y6 = -0,296x6 + 42,517 = -0,296 (106,9) + 42,517 = 10,8746
y7 = -0,296 x7 + 42,517 = -0,296 (107,1) + 42,517 = 10,8154
y9 = -0,296x9 + 42,517 = -0,296(108,2) + 42,517 = 10,4898
y10 = -0,296x10 + 42,517 = -0,296(109,7) + 42,517 = 10,0458
Tabel 4.5 Data analisa regresi linier
No x y
1 104,1 11,7034
2 104,3 11,6442
3 104,7 11,5258
4 105,2 11,3778
5 105,6 11,2594
6 106,9 10,8746
7 107,1 10,8154
8 107,8 10,6080
9 108,2 10,4898
Menghitung jumlah pemakaian optimal jumlah cairan pemasak untuk mencapai target bilangan kappa
Target bilangan kappa = 10,0 y = ax + b
Jadi penambahan jumlah cairan pemasak yang optimal untuk mencapai bilangan kappa yang memenuhi stndar adalah 109,854 g/l
4.2. Pembahasan
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
- Dari hasil analisa data jumlah pemakaian cairan pemasak yang diperoleh adalah 109,7- 104,1 g/l dan bilangan kappa yang diperoleh adalah 9,9 -12. Bilangan kappa yang dianalisis masih memenuhi standar mutu pulp yang memiliki bilangan kappa berkisar 10-12
5.2. Saran
- Sebaiknya pada proses pemasakan serpihan kayu tetap memperhatikan pemakaian dari jumlah cairan pemasak supaya didapatkan tingkat kematangan serpihan kayu yang sesuai standar sehingga dapat menjamin kualitas produksi pulp
DAFTAR PUSTAKA
Anonim. 2001. Buku Manual Training Digester Plant. Porsea-Toba Samosir Training and Development Center:PT Toba Pulp Lestari,Tbk
Anonim. 2001. Buku Manual Training Washing & Sreening. Porsea-Toba Samosir. Training and Development Center: PT Toba Pulp Lestari,Tbk
Arif, H. 2003. Kraft Pulping Tinjauan Proses Secara Kimia. TAPPI-Pres. Dumanauw,J.F. 1990. Mengenal Kayu. Yogyakarta : Kanisius
Fengel,D dan Wegener,G. 1995. Kayu Kimia, Ultrastruktur, Reaksi-Reaksi. Yogyakarta : Gadjah Mada University Press
Haygreen,J.G dan Bowyer,J.L. 1985. Hasil Hutan dan Ilmu Kayu. Yogyakarta: Gadjah Mada University Press.
9,