MODUL I CANAI DINGIN IV. Data
IV.1 Pengukuran Ketebalan
Material : Aluminium Tebal awal : 4.8 mm Lebar Awal : 22,6 mm % Reduksi : 70 % Pelumas : minyak Δh : 0.4349 mm
Berdasarkan literatur, perhitungan jumlah pass dilakukan dengan menggunakan rumus persen reduksi dan beban rolling sebagai berikut.
%red=hi−hf hi
×100
hi = tebal awal saat masuk rolling machine hf = tebal akhir saat keluar roll machine
70=4.8−hf
4.8 ×100↔ hf=1.44mm
Dengan persen reduksi 70 %, ketebalan akhir yang diharapkan adalah 1.44mm. Berikut ini perhitungan pengurangan ketebalan setiap pass-nya.
F=1,155σyw
√
R × ∆ hF = Rolling Load = 18000 KgF σy = Yield Strength Al = 145 Mpa w = lebar sampel = 22,6 mm
R = jari-jari roll = 52 mm
Δh = ketebalan yang dapat direduksi 18000=(1,155) (145)(22,6)
√
52√
∆ h ∆ h=0,4349mmBerdasarkan pengurangan ketebalan tiap pass tersebut, dengam menghitung penurunan ketebalan tiap pass, diperoleh jumlah passing sebanyak 8 pass. Namun, berdasarkan perhitungan, saat passing ke-8, ketebalannya tidak mencapai 1.44 mm, tetapi hanya 1.32 mm. Sementara itu, jika digunakan 7 kali pass, setelah passing ke-7 ketebalannya lebih dari yang diharapkan, yaitu 1.76 mm. Akan tetapi, deviasi dengan ketebalan akhir yang diharapkan lebih kecil jika digunakan 8 kali pass sehingga kelompok kami mengambil 8 kali pass.
Dengan menggunakan 8 kali pass, berikut ini data peningkatan % reduksi dari hasil percobaan.
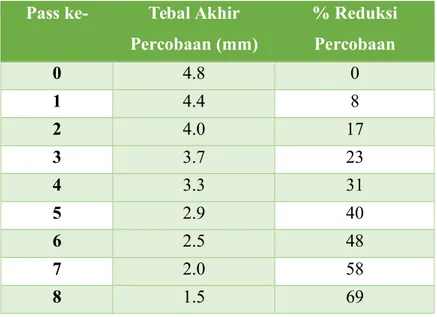
Tabel 4.1 Peningkatan persen reduksi percobaan.
Pass ke- Tebal Akhir Percobaan (mm) % Reduksi Percobaan 0 4.8 0 1 4.4 8 2 4.0 17 3 3.7 23 4 3.3 31 5 2.9 40 6 2.5 48 7 2.0 58 8 1.5 69
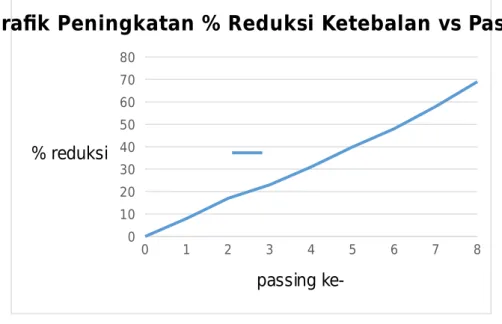
Berdasarkan data peningkatan persen reduksi pada tabel di atas, dapat disajikan grafik peningkatan persen reduksi ketebalan terhadap passing pada proses canai sampel.
0 1 2 3 4 5 6 7 8 0 10 20 30 40 50 60 70 80
Grafik Peningkatan % Reduksi Ketebalan vs Pass
passing ke-% reduksi
Gambar 4.1.2 Grafik peningkatan % reduksi ketebalan terhadap passing pada proses canai sampel. Berdasarkan data percobaan, dapat disajikan juga grafik penurunan ketebalan pada proses canai seperti ditunjukkan oleh grafik berikut.
0 1 2 3 4 5 6 7 8 0 1 2 3 4 5 6
Grafik Ketebalan Tiap Pass
passing ke-ketebalan (mm)
Gambar 4.1.3 Grafik ketebalan pada setiap pass IV.2 Uji Kekerasan
Kondisi pengujian yang dilakukan:
Pengujian menggunakan Metode Rockwell E
Indentor bola baja 1/8”
Load beban 100 kg
Kekerasan sampel awal Cold Rolling 48 HRE
Kekerasan akhir 96 HRE
Pengujian kekerasan dilakukan oleh asisten, praktikan hanya menerima data hasil kekerasan dari asisten. Pengujian kekerasan ini dilakukan untuk menamati pengaruh pencanaian terhadap kekerasan sampel. Pengujian ini dilakukan dua kali penjejakan pada permukaan sampel sebelum dan setelah proses canai. Berdasarkan uji kekerasan yang dilakukan pada sampel aluminium saat sebelum dan sesudah dilakukan proses canai dingin, diperoleh hasil kekerasan sebelum dan sesudah sebagai berikut.
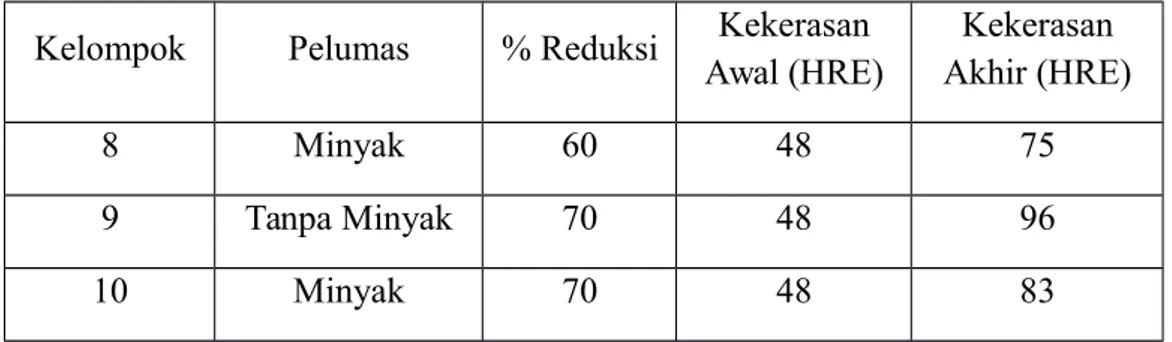
Tabel 4.2.1 Perbandingan kekerasan sebelum dan setelah proses canai dingin kelompok 8, 9, dan kelompok 10.
Kelompok Pelumas % Reduksi Kekerasan
Awal (HRE) Kekerasan Akhir (HRE) 8 Minyak 60 48 75 9 Tanpa Minyak 70 48 96 10 Minyak 70 48 83
Berdasarkan data di atas, terlihat bahwa kekerasan sampel awal sama untuk semua kelompok, yakni sekitar 48 HRE. untuk proses canai yang menggunakan pelumas, kelompok 8 dan 10 memiliki variabel pada % reduksi masing masing yaitu 60 % dan 70 %. Dan kelompok 9 pengerolan tidak menggunakan pelumas. Dari data keterangan diatas, maka dapat diperoleh grafik % reduksi terhadap kekerasan material sebelum dan sesudah pengerolan.
6 0 7 0 7 0
48 48 48
75
96
83
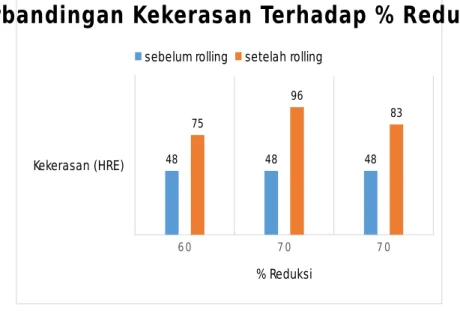
Perbandingan Kekerasan Terhadap % Reduksi
sebelum rolling setelah rolling% Reduksi Kekerasan (HRE)
Gambar 4.2.1 Grafik kekerasan terhadap persen reduksi.
Dari grafik diatas, kekerasan sampel kelompok 9 lebih tinggi dibanding 10. Padahal % reduksi kelompok 9 dan 10 adalah sama sama 70%. Perbedaannya terletak pada penggunaan pelumas. Kelompok 9 proses pengerolannya tidak menggunakan pelumas, dengan begitu efek strain hardening yang terjadi lebih besar dan tegangan sisa juga lebih besar. Butir yang dihasilkan lebih pipih dan jarak antar batas butir juga makin dekat. Dengan begitu kerapatan dislokasi semakin meningkat dan kekerasan material yang dihasilkan juga semakin tinggi. IV.3 Pelumasan
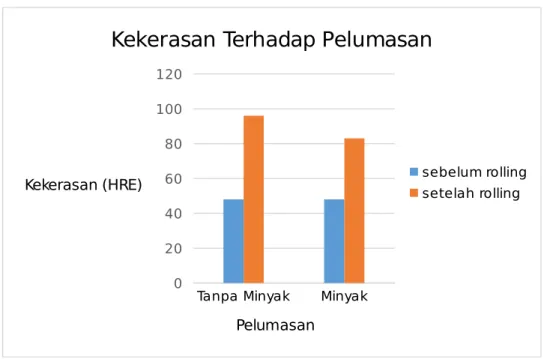
Agar dapat mengamati pengaruh pelumasan terhadap % reduksi ketebalan, dibandingkan data kelompok 9 dengan kelompok 10 yang memiliki % reduksi sama, tetapi variabel pelumasan berbeda. Kelompok 9 tanpa menggunakan pelumas sedangkan kelompok 10 menggunakan minyak sebagai pelumas. Dari hasil kekerasan sebelum dan sesudah proses canai di masing-masing kelompok, diperoleh grafik perbandingan sebagai berikut.
Tanpa Minyak Minyak 0 20 40 60 80 100 120
Kekerasan Terhadap Pelumasan
sebelum rolling setelah rolling
Pelumasan Kekerasan (HRE)
Gambar 4.3.1 Grafik kekerasan terhadap pelumasan: kelompok 9 tanpa pelumas, kelompok 10 dengan minyak sebagai pelumas.
IV.4 Pengamatan Lembaran Logam Hasil Roll
Berdasarkan pengamatan terhadap lembaran logam hasil proses canai, sebelum proses canai terdapat cacat berupa goresan dan lebar lembaran tidak sama di sepanjang sampel. Meskipun telah diamplas, goresan tersebut tidak hilang sehingga saat dilakukan pengerolan masih terdapat goresan. Hal ini dapat mengakibatkan cacat pada hasil canai dingin. Lebar yang tidak seragam kemungkinan disebabkan oleh pemotongan yang kurang presisi.
Lembaran hasil canai menunjukkan adanya cacat kerataan, yaitu permukaan sampel lembaran hasil canai menjadi berombak. Cacat yang teramati hanya cacat kerataan tersebut. Pada laporan ini kami juga membandingkan hasil pengerolan dengan kelompok 10. Setelah diamati, sampel kedua kelompok sama sama mengalami cacat kerataan.
V. Pembahasan
V.1 Pengukuran Ketebalan Proses Cold Roll
Cacat kerataan permukaan sampel berombak (waving)
1. Analisa dan Penjelasan Terjadinya Pengurangan Ketebalan (Deformasi) Akibat Proses Pengerolan Dingin
Rolling (pencanaian) merupakan suatu proses deformasi dimana ketebalan dari benda kerja direduksi dengan menggunakan gaya tekan dan menggunakan dua buah roll atau lebih. Pada proses canai, roll berputar untuk menarik dan menekan secara simultan benda kerja yang berada di antara roll. Akibat gerakan jepit roll beserta tegangan geser-gesek permukaan antara roll dan benda kerja, benda kerja mengalami deformasi plastis. Deformasi plastis yang terjadi dapat mereduksi ketebalan dari benda kerja.
Pada percobaan ini benda kerja yang digunakan adalah lembaran aluminium. Lembara aluminium ini memiliki ketebalan awal 4.8 mm dan lebar yakni sekitar 22.6 mm. Proses canai dingin yang dilakukan pada sampel adalah flat rolling, yang tujuannya adalah mereduksi ketebalan dari lembaran logam. Pada percobaan, diharapkan terjadi % reduksi sebesar 70%. Karena ketebalan awalnya 4.8 mm, maka ketebalan akhir yang diharapkan adalah 1.44 mm sesuai dengan rumus % reduksi:
%red=hi−hf hi
×100
Untuk mengetahui jumlah pass yang diperlukan hingga diperoleh ketebalan akhir 1.44 mm, dihitung terlebih dulu pengurangan ketebalan tiap pass dengan rumus:
F=1,155σyw
√R × ∆ h
Sesuai dengan perhitungan di data pengamatan, pengurangan ketebalan tiap roll adalah (Δh) 0,4349 mm. Untuk mencapai ketebalan akhir 1.44 mm, perhitungan jumlah pass adalah sebagai berikut.
Un=a+(n−1)× b
1.44=4.8+(n−1)×(−0,4349) 1.44=4.8+(−0,4349n)+0,4349
n=8.7
Dengan membandingkan hasil perhitungan manual per pass, kelompok kami menggunakan 8 kali passing untuk memperoleh ketebalan akhir sekitas 1.32 mm.
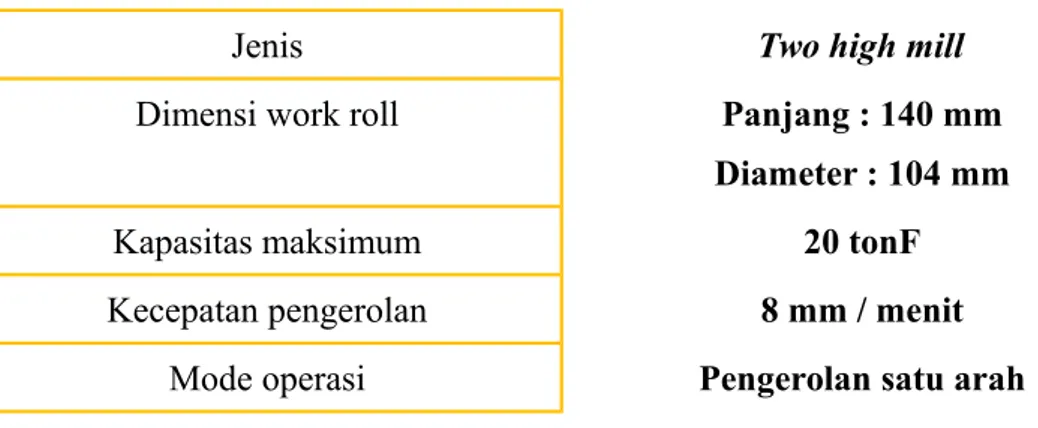
Percobaan canai dingin ini dilakukan dengan menggunakan pelumas berupa minyak. Pada peercobaan ini digunakan mesin rol dengan jenis rol two high mill, yaitu terdapat dua buah rol yang menjepit benda kerja dengan benda kerja berada di antara kedua rol tersebut. Jenis rol ini merupakan jenis yang paling sederhana. Spesifikasi rol yang digunakan pada praktikum adalah sebagai berikut.
Tabel 5.1 Spesifikasi rol pada percobaan.
Jenis Two high mill
Dimensi work roll Panjang : 140 mm
Diameter : 104 mm
Kapasitas maksimum 20 tonF
Kecepatan pengerolan 8 mm / menit
Mode operasi Pengerolan satu arah
Berdasarkan tabel 4.1 terlihat bahwa pada setiap passing terjadi pengurangan ketebalan lembaran. Persentase reduksi setiap pass diperoleh dengan membandingkan perbedaan ketebalan setiap pass terhadap ketebalan awal. Berdasarkan grafik 4.1.2 dapat dilihat grafik % reduksi terhadap pass secara umum berbentuk garis lurus gradien positif. Hal ini menunjukkan bahwa tejadi peningkatan reduksi seiring peningkatan jumlah pass yang dilakukan. Sebaliknya, grafik 4.1.3 yang merupakan hubungan antara pass dengan ketebalan tiap pass secara umum berupa garis lurus dengan gradien negatif. Dengan demikian, seiring peningkatan jumlah passing yang dialami benda kerja, ketebalan pada pass tersebut semakin kecil dibandingkan ketebalan awal lembaran aluminium.
Terjadinya pengurangan ketebalan (deformasi) akibat proses pengerolan terjadi karena adanya gaya tekan yang berasal dari gerakan jepit rol dan tegangan geser-gesek permukaan sebagai akibat gesekan antara rol dan logam. Adanya
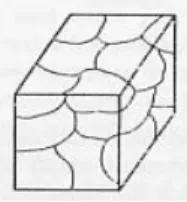
tegangan dapat meyebabkan terjadinya deformasi plastis. Hal ini adalah tujuan utama pengerolan, yaitu reduksi ketebalan benda kerja. Secara mikrostruktur, terjadi perubahan butir dari butir equiaxed menjadi butir yang terelongasi (menjadi pipih) seperti ditunjukkan oleh gambar 5.1. Perubahan ketebalan ini juga terjadi seiring dengan adanya pertambahan panjang dari lembaran logam akibat gaya tekan rol, dimana volum benda kerja tetap sama.
Gambar 5.1Perubahan Butir dari Equiaxed menjadi Butir Terelongasi pada Proses Rolling. Dari hasil perhitungan persentase reduksi setiap pass diperoleh bahwa semakin banyak pass yang dilakukan, semakin tinggi persentase reduksinya. Hal ini disebabkan karena peningkatan tegangan yang telah dialami lembaran ini mengakibatkan peningkatan total strain hardening yang dialami lembaran.
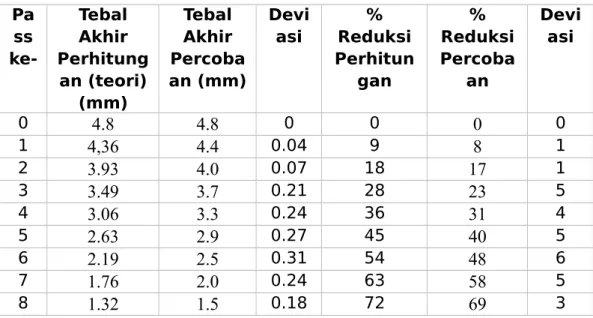
2. Perbandingan Peningkatan Persen Reduksi Ketebalan ataupun Pengurangan Ketebalan Secara Praktikum Dengan Teori
Tabel 5.2 Perbandingan ketebalan dan % reduksi hasil percobaan dan perhitungan berdasarkan teori. Pa ss ke-Tebal Akhir Perhitung an (teori) (mm) Tebal Akhir Percoba an (mm) Devi asi % Reduksi Perhitun gan % Reduksi Percoba an Devi asi 0 4.8 4.8 0 0 0 0 1 4,36 4.4 0.04 9 8 1 2 3.93 4.0 0.07 18 17 1 3 3.49 3.7 0.21 28 23 5 4 3.06 3.3 0.24 36 31 4 5 2.63 2.9 0.27 45 40 5 6 2.19 2.5 0.31 54 48 6 7 1.76 2.0 0.24 63 58 5 8 1.32 1.5 0.18 72 69 3
Berdasarkan tabel hasil perbandingan di atas, persamaan antara hasil praktikum dengan perhitungan teori adalah terjadi pengurangan ketebalan dan peningkatan % reduksi pada setiap pass. Akan tetapi, secara umum hasil percobaan nilainya tidak sama dengan hasil perhitungan, yaitu terdapat sedikit deviasi. Pada perhitungan ketebalan, deviasi antara percobaan dan perhitungan tidak terlalu besar. Deviasi tertinggi terjadi pada pass ke-enam yaitu berbeda 0,31. Sementara itu, deviasi hasil % reduksi antara percobaan dengan perhitungan paling tinggi terjadi pada rolling ke-enam.
Perbedaan hasil ini dapat disebabkan oleh hal-hal berikut.
Pada perhitungan teoritis, kondisi pengerolan dianggap ideal. Dengan kata lain, tidak dipertimbangkan faktor-faktor luar seperti gesekan antara rol dan benda kerja.
Pada perhitungan percobaan hanya mempertimbangkan dimensi tebal dan lebar, sementara dimensi panjang tidak diperhitungkan. Akan tetapi, sampel lembaran memiliki lebar yang tidak rata di sepanjang lembaran dan dalam perhitungan digunakan lebar rata-rata. Selain itu, dimensi panjang lembaran juga tidak seragam. Dimensi awal benda yang kurang sempurna ini menyebabkan hasil percobaan terjadi deviasi terhadap hasil perhitungan teori yang tidak memperhitungkan ketidaksempurnaan dalam dimensi lembaran.
Bisa juga kesalahan saat pengaturan celah roll atau jarak antara kedua roll pada mesin
V.2 Uji Kekerasan
Berdasarkan hasil pengujian kekerasan sebelum dan sesudah proses canai seperti dapat dilihat pada tabel 4.2.1. dilakukan perbandingan kekerasan pada percobaan kelompok 8, 9, dan 10 dengan atau tanpa pelumas serta % reduksi tertentu, akan terjadi perubahan kekerasan. Setelah proses canai, kekerasan lembaran aluminium meningkat. Sebagai contoh, kekerasan lembaran aluminium sebelum canai kelompok kami (9) adalah 48 HRE sedangkan setelah canai
menjadi 96 HRE. Peningkatan ini terjadi karena pengaruh strain hardening yang besar.
Secara teori, material yang dilakukan proses pengerolan dingin akan mengalami perubahan sifat mekanis yang signifikan. Perubahan sifat mekanis ini terjadi karena adanya perubahan metalurgi yang terjadi pada lembaran akibat proses canai. Pada proses canai dingin ini terjadi mekanisme penguatan strain hardening (pengerasan regangan).
Pada proses canai dingin juga terjadi perubahan miksrostruktur, dimana butir yang sebelumnya berbentuk equiaxed berubah menjadi lebih pipih. Bentuk pipih ini juga mengakibatkan batas butir menjadi lebih dekat satu sama lain. Dengan demikian, dislokasi yang kepadatannya meningkat akibat strain hardening, ruang geraknya menjadi terbatas. Akibatnya, disloksi semakin sulit untuk bergerak sehingga kekerasan meningkat. Perubahan mikrostruktur akibat proses canai dingin ditunjukkan oleh gambar di bawah ini.
Gambar 5.2.1 Perubahan mikrostruktur saat proses canai dingin.
Gambar 5.2.2 Butir berbentuk equiaxed (sebelum cold rolling).
Berdasarkan literatur, peningkatan % reduksi akan meningkatkan kekerasan. Persentase reduksi mempengaruhi pengerasan kerja yang berdampak pada nilai kekerasan. Semakin tinggi persentase reduksi, diperlukan gaya lebih besar untuk mencapainya sehingga regangan yang terjadi semakin besar. Hal ini menyebabkan semakin banyak terjadi slip dan kepadatan dislokasi semakin meningkat sehingga kekerasan menjadi naik.
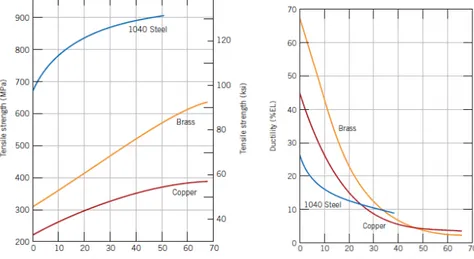
Dengan demikian, perubahan sifat mekanis yang terjadi setelah proses canai adalah kekerasan yang meningkat. Selain itu, seiring peningkatan kekerasan, kekuatan lembaran hasil rolling juga meningkat. Akan tetapi, proses canai dingin ini mengakibatkan keuletan material menurun drastis. Selain itu, pada proses canai dingin dikenal istilah % Cold Work (%CW). Persamaan % CW adalah sbb.
CW=A0−Ad Ao
×100
Dimana Ao adalah luas penampang sebelum canai sedangkan Ad adalah luas penampang setelah canai. Semakin tinggi % CW, kekerasan dan kekuatan akan meningkat, tetapi keuletan berkurang. Hal ini dapat dilihat pada grafik berikut.
Gambar 5.2.4 Pengaruh % CW terhadap kekuatan dan keuletan material.
Dampak negatif dari proses rolling adalah peningkatan energi dalam (internal energy) dari logam. Oleh karena itu, semakin tinggi % CW, maka semakin tinggi tegangan sisa (residual stress) yang dialami logam. Tegangan sisa ini merugikan karena dapat menjadi sumber kegagalan jika produk hasil rolling langsung digunakan. Kekerasan yang semakin tinggi sedangkan keuletan berkurang menyebabkan material juga menjadi getas dan ketangguhan berkurang. Untuk itu, diperlukan treatment agar efek negatif dari proses ini berkurang.
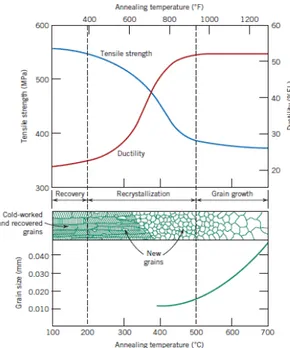
Treatment yang biasa dilakukan untuk mengurangi efek negatif dari rolling tersebut adalah dengan melakukan pelunakan (annealing). Tujuan dari proses ini adalah untuk menghilangkan tegangan sisa, meningkatkan keuletan, softness, dan ketangguhan, serta mendapatkan mikrostruktur tertentu. Proses yang terjadi pada annealing adalah :
1. Recovery
Tahap ini terjadi selama pemanasan pada temperatur di bawah temperatur rekristalisasinya. Pada tahap ini terjadi pelepasan tegangan sisa karena kepadatan dislokasi menurun.
2. Recrystallization
Pada tahap ini terjadi pembentukan butir baru yang bebas energi. Rekristalisasi merupakan hasil dari nukleasi dan pertumbuhan butir baru berbentuk equiaxed dan bebas regangan. Terjadi mekanisme cannibalism, dimana kristal baru tumbuh “memakan” kritsal hasil cold working. 3. Grain Growth
Pada tahap ini terjadi pertumbuhan kristal yang baru. Akan tetapi, untuk memperoleh sifat mekanis yang baik, pertumbuhan kristal harus dibatasi karena jika tidak kekerasan dan kekuatan material bisa turun.
Dengan demikian, cara memperbaiki kerugian dari proses cold rolling adalah dengan melakukan annealing dan mengatur waktu annealing agar diperoleh sifat mekanis yang baik.Gambar di bawah ini menunjukkan perubahan sifat mekanis dan mikrostruktur selama proses annealing.
Gambar 5.6 Keuletan dan kekuatan serta perubahan miksrostruktur selama proses annealing. V.3 Pelumasan
Pelumasan pada proses canai bertujuan untuk mengurangi friksi atau gesekan antara benda kerja dengan roller. Pelumas ini akan bertindak sebagai lapisan pelindung yang memisahkan dua permukaan yang berhubungan, yiatu permukaan benda kerja dan permukaan roller. Selain sebagai pengurang friksi, pelumas juga digunakan sebagai media pendingin karena pada proses pengerolan, gesekan yang terjadi dapat memicu timbulnya panas pada daerah kontak sampel dan roller sehingga mencegah roll flattening. Penggunaan pelumas juga akan mengurangi gaya yang diperlukan untuk melakukan proses roll. Jika tidak menggunakan pelumas, friksi yang terjadi akan menghambat proses roll itu sendiri sehingga diperlukan gaya deformasi yang lebih besar.
Dengan begitu, sampel dengan pelumas memerlukan jumal pass lebih sedikit untuk mencapai ketebalan yang sama dibanding tanpa pelumas. Hal ini dikarenakan diperlukan gaya yang lebih besar untuk melakukan proses rolling karena adanya gesekan antara rol dan benda kerja. Sementara itu, deformasi yang dialami benda menjadi terhambat karena adanya friksi sehingga untuk mencapi % deformasi yang sama diperlukan lebih banyak passing.
V.4 Pengamatan Lembaran Hasil Roll
Berdasarkan pengamatan yang telah dilakukan, cacat yang terjadi berupa cacat kerataan, dimana permukaan sampel hasil rolling menjadi bergelombang. Cacat ini terjadi karena saat dilakukan proses rolling lembaran sudah tidak rata. Seperti yang telah dibahas sebelumnya, terdapat goresan pada permukaan lembaran. Kemungkinan, selain terdapat goresan, permukaan lembaran juga tidak rata namun sangat tipis sehingga sulit diamati. Akibat lembaran tidak rata pada saat roll adalah terjadinya perbedaan perpanjangan pada tempat tertentu sehingga lembaran menjadi berombak. Selain itu, hal ini dapat disebabkan oleh peletakan sampel melewati roller kurang mulus sehingga permukaan tidak ter-roll secara sempurna.
Jika dibandingkan dengan sampel yang menggunakan pelumas, sampel tersebut juga mengalami cacat kerataan, dimana lembaran menjadi bergelombang. Dengan demikian, penambahan pelumas memang membuat proses rolling menjadi lebih efektif dan efisien, tetapi cacat masih dapat terjadi jika umpan proses rolling telah terjadi cacat terlebih dulu. Untuk mencegah cacat ini maka perlu dipastikan lembaran yang akan di-roll berada dalam kondisi rata dengan melakukan pengamplasan yang bagus. Selain itu perlu dipastikan bahwa lembaran memasuki celah roll dengan mulus dan lurus.
V.5 Aplikasi Produk Roll Aluminium
Aluminium adalah salah satu jenis logam nonferrous yang banyak digunakan dalam aplikasi di kehidupan sehari-hari. Produk aluminium hasil rolling dapat juga dibedakan menjadi produk setengah jadi dan produk jadi.
Produk setengah jadi merupakan produk hasil rolling lembaran aluminium yang akan diproses lebih lanjut untuk memperoleh produk jadi. Produk setengah jadi ini antara lain berupa lembaran atau pelat blank yang akan dijadikan bahan dasar untuk proses seperti deep drawing, stretching, ataupun clamping.
Gambar 5.5.1 Aluminium blank.
Sementara itu, produk jadi adalah produk hasil rolling lembaran aluminium yang dapat langsung diaplikasikan atau digunakan seperti produk aluminium dalam bentuk flat-rolled, sheet (bungkus makanan, peralatan masak, atap, kerangka otomotif, dsb.), plate (sayap pesawat terbang, railroad gondola, tanki kendaraan), serta foil (umumnya untuk food packaging).
Sheet, dapat digunakan untuk membuat kaleng, kerangka otomotif, ataupun atap rumah.
Gambar 5.5.2 Aplikasi sheet aluminium pada kerangka kendaraan.
Aluminum foil, digunakan sebagai packaging makanan, insulasi panas atau untuk memasak.
Gambar 5.5.3 Aluminum foil dan aplikasinya.
Plate, dapat digunakan untuk sayap pesawat terbang, railroad gondola, tanki kendaraan.
VI. Tugas Tambahan VII. Kritik dan Saran
Kritik dan saran terkait modul I ini adalah sbb.
Jika memungkinkan, alat pengerolan diganti dengan yang baru atau diperbaiki agar hasil lebih maksimal.
Melakukan kalibrasi mesin canai.
Penyediaan lembar data pengamatan agar lebih mudah mencatat data pengamatan.
Pengukuran jejak diawal agar bisa dikondisikan.
REFERENSI
Callister, Jr, William D. 2007. Materials science and Engineering–An Introduction 7e, New York: John Wiley & Sons, Inc.
Modul Praktikum Teknik Pengubahan Bentuk, Laboratorium Metalurgi Mekanik Departemen Metalurgi dan Material FTUI, 2014.
Sofyan, Bondan T., Slide Kuliah Metalirgi Fisik I, Strenghthening Mechanisms, 2009.
MODUL II
PENGUJIAN SIMULATIF LEMBARAN
DEEP DRAWING & STRETCHING
IV. Data
IV.1 Sampel Baja
Fe Tinggi cup Diameter cup Blank holder pressure
Tekanan punch
D awal 8cm 1.66 cm 4 cm 2 ton F 3.26 ton F
D awal 10cm 1.87 cm 3.91 cm 2 ton F 2.8 ton F
Diameter blank : 90 mm
Diameter punch : 40 mm
Pelumas : oli
Drawing ratio : 2,25
Blank Pressure Percobaan : 2 tonF Blank Pressure Perhitungan : 0,87 tonF Punch pressure : 3.03 tonF IV.2 Sampel CuZn
CuZn Tinggi cup Diameter cup Blank holder pressure
Tekanan punch
D awal 8cm 1.78 cm 4 cm 2 ton F 3.70 ton F
D awal 10cm 2.29 cm 3.96 cm 2 ton F 3.70 ton F
Diameter blank : 90 mm
Diameter punch : 40 mm
Pelumas : oli
Drawing ratio : 2,25
Blank Pressure Percobaan : 2 tonF Blank Pressure Perhitungan : 0,212 tonF Punch pressure : 3.70 tonF V. Pembahasan
V.1 Sampel Baja
V.1.1 Analisa Limit Drawing Ratio (LDR)
Mampu bentuk lembaran melalui proses deep drawing dinyatakan dengan LDR (Limit Drawing Ratio), yaitu batas kemampuan bahan dimana merupakan perbandingan antara diameter blank maksimum/kritis terhadap diameter punch yang masih dapat membentuk mangkuk atau cup yang baik tanpa mengalami perobekan, dimana Limiting Draw Ratio yaitu rasio dari diameter blank terbesar yang berhasil ditarik, D, terhadap diameter penekan, d.
LDR=Dmx d
Berdasarkan rumus LDR tersebut,berikut ini perhitungan LDR lembaran baja kelompok 3, dan kelompok 9.
Kelompok 3 Drawing Ratio=80 40=2 Kelompok 9 Drawing Ratio=90 40=2,25
Berdasarkan nilai LDR di atas dapat dilihat bahwa nilai LDR untuk baja berada di angka 2.25. Dalam analisis ini, untuk menghitung nilai LDR baja yang digunakan dalam percobaan yaitu dengan mengamati diameter maksimum blank dimana sampel tidak mengalami perobekan. Dalam proses deep drawing memungkinkan terbentuk cup dengan kedalaman tertentu karena adanya aliran material dengan menjaga tekanan blank tidak besar. Dengan demikian mencegah penipisan atau perobekan. Robek terjadi ketika tegangan tarik pada daerah dinding sedikit di atas jari-jari kelengkungan dasar cup melebihi kekuatan tarik bahan. V.1.2 Analisa Tekanan Blank Holder
Pada percobaan deep drawing ini digunakan tekanan blank holder sebesar 2 tonF. Sementara itu, blank holder pressure dapat dihitung dengan menggunakan persamaan: PB= 1 400π
(
D 2−d2)
P¿ P¿ =0,25[
(
D d−1)
2 +0,5d 100s]
σUTSdengan menggunakan rumus tersebut dapat dihitung nilai blank holder pressure sebagai berikut.
P¿ =0,25×
[
(
90 40−1)
2 +0,5×40 100×1]
×380× 1 9,8=17,09 PB= 1 400× π ×(
90 2 −402)
×17,09× 1 1000=0,87Dari hasil perhitungan diperoleh bahwa blank holder pressure adalah 0,87 tonF. Blank holder pressure hasil perhitungan dengan percobaan berbeda sangat signifikan, yaitu 0,87 tonF hasil perhitungan dan 2 tonF pada percobaan. Hal ini menunjukkan bahwa tegangan jepit pada saat praktikum jauh melampaui tegangan jepit perhitungan. Jika tegangan jepit terlalu besar, maka tidak akan terjadi aliran material karena tertahan oleh tegangan jepit blank. Akibatnya terjadi peregangan pada material yang menyebabkan terjadinya penipisan dari material tersebut. Adapun material hasil deep drawing kelompok kami mengalami perobekan karena tegangan jepit saat praktikum yang jauh lebih besar dibanding tegangan jepit perhitungan. Perobekan terjadi dibagian blank holdernya.
V.1.3 Analisa Pelumas
Pada praktikum deep drawing, kelompok kami menggunakan pelumas berupa oli. Dalam analisis ini kami melakukan perbandingan dengan kelompok 3. Dengan demikian, dalam analisis ini, pelumas dapat dijadikan variabel percobaan.
Tabel 5.1.3 tabel perbandingan data dengan kelompok 3
Kelompok Pelumas Punch Pressure (tonF) Tinggi Cup (mm) 3 Gemuk (semi solid) 3.14 16.9 9 Minyak oli 3.03 17.65
Hasil percobaan menunjukkan bahwa penggunaan pelumas mempengaruhi hasil deep drawing, khususnya pada tinggi cup yang dihasilkan. Sementara itu, punch pressure yang dibutuhkan tidak berbeda jauh. Punch pressure tertinggi dimiliki oleh percobaan dengan pelumas gemuk, kemudian dengan minyak. Hal ini menunjukkan bahwa pelumasan dapat menurunkan tekanan punch yang diperlukan untuk terjadi aliran material, bahkan untuk membuat tinggi cup yang lebih dalam.
Pengaruh pelumas dalam proses deep drawing adalah dapat meningkatkan aliran material dengan jalan menurunkan tingkat gesekan antara permukaan benda kerja dengan cetakan yang digunakan. Ketika penjepit bekerja diantara lembaran logam, pelumas akan mengalami tekanan sehingga pelumas seperti membentuk suatu lapisan tipis yang menahan kontak antara lembaran logam dengan cetakan. Pada saat punch menekan lembaran logam tersebut, pelumas meminimalkan terjadinya gesekan sehingga lembaran logam tersebut akan lebih mudah mengalir memasuki cetakan. Oleh karena itu, semakin tinggi pengurangan gesekan yang dilakukan oleh pelumas, semakin dalam tinggi cup yang dapat terbentuk.
Jika material dapat memasuki cetakan dengan mudah, akan berpengaruh pada drawability-nya. Semakin mudah material mengalir memasuki cetakan, semakin baik drawability dari material tersbeut. Hasil percobaan menunjukkan bahwa penggunaan pelumas dapat meningkatkan drawability dari material.
Gambar 5.2 Hasil deep drawing kelompok 9 V.1.4 Analisa Material
Lembaran logam pengujian deep drawing kelompok kami memiliki diameter 90 mm sebelum dilakukan deep drawing. Sebelum dibuat blank, lembaran berbentuk segi empat. Kemudian, dari lembaran segiempat tersebut dibuat blank dengan diameter 90 mm. Sebelum dilakukan proses deep drawing, permukaan sampel diamplas untuk meratakan permukaan dan menghilangkan lapisan oksida di permukaan. Pada percobaan kelompok kami menggunakan pelumas oli untuk menurunkan friksi yang terjadi.
Dengan diameter blank 90 mm dan diameter punch 40 mm maka nilai drawing ratio dari material yang digunakan adalah 90/40 = 2,25. Sesuai dengan analisis sebelumnya, drawing ratio tersebut masih dalam rentang LDR baja. Akan tetapi, dari hasil percobaan kelompok kami, cup yang terbentuk mengalami
perobekan dibagian blank holdernya. Kemungkinan terjadi kesalahan saat pengaturan blank holder, dan juga penekanan yang terlalu berlebihan. Berikut perbedaan gambar hasil deep drawing dan kemungkinan cacat yang terjadi.
Gambar 5.3Hasil Deep drawing.
Dalam analisis pengujian deep drawing ini, praktikan menggunakan Baja AISI 1020 sebagai referensi. Baja ini termasuk jenis baja karbon rendah (low carbon steel). Baja karbon rendah merupakan material dengan formability yang baik. Hal ini dikarenakan baja ini sebagian besar mikrostrukturnya terdiri dari ferrite yang bersifat lunak karena kandungan karbonnya rendah. Seperti yang kita ketahui bersama bahwa semakin besar kadar karbon dalam baja, maka kekerasan dan kekuatannya akan meningkat sedangkan keuletannya akan menurun. Karena kandungan karbon pada baja ini rendah, maka keuletannya pun baik. Keuletan baja AISI 1020 dapat terlihat dari besarnya reduction area yang dimiliki baja jenis ini, yaitu sebesar 64%. Ciri lain material yang memiliki mampu bentuk yang baik adalah memiliki tegangan luluh rendah sehingga mudah untuk didefoemasi plastis.
V. Pembahasan V.2 Sampel CuZn
V.2.1 Analisa Limit Drawing Ratio (LDR) LDR=Dmx
d
Berdasarkan rumus LDR tersebut,berikut ini perhitungan LDR lembaran CuZn kelompok 3 dan kelompok 9
Kelompok 3 Drawing Ratio=80 40=2 Kelompok 9 Drawing Ratio=90 40=2,25
Hasil percobaan menunjukkan bahwa masing-masing sampel di kelompok 3 dan kelompok 9 mengalami perobekan. Hal ini menandakan bahwa drawing ratio yang digunakan sudah melebihi LDR bahan.
Dalam analisis ini, untuk menghitung nilai LDR CuZn yang digunakan dalam percobaan yaitu dengan mengamati diameter maksimum blank dimana sampel tidak mengalami perobekan. Akan tetapi, karena pada semua sampel terjadi robek, maka nilai LDR percobaan tidak dapat ditentukan keakuratannya.
Dalam proses deep drawing memungkinkan terbentuk cup dengan kedalaman tertentu karena adanya aliran material dengan menjaga tekanan blank tidak besar. Dengan demikian mencegah penipisan atau perobekan. Robek terjadi ketika tegangan tarik pada daerah dinding sedikit di atas jari-jari kelengkungan dasar cup melebihi kekuatan tarik bahan.
Nilai LDR spesifik pada rentang tertentu pada jenis material tertentu. Oleh karena itu, LDR dapat digunakan sebagai suatu identitas dari material, dimana nilai nya akan spesifik pada rentang tertentu dan dengan perlakuan tertentu untuk suatu material jenis tertentu. Pada percobaan ini keempat sampel mengalami robek sehingga dapat dikatakan bahwa drawing ratio sampel kelompok 3 dan kelompok 9 telah melampaui LDR lembaran CuZn yang digunakan dalam percobaan.
Pada percobaan deep drawing ini digunakan tekanan blank holder sebesar 2 tonF. Sementara itu, tekanan blank holder pressure dapat dihitung dengan menggunakan persamaan: PB=4001 π
(
D 2 −d2)
P¿ P¿ =0,25[
(
D d−1)
2 +0,5d 100s]
σUTSdengan menggunakan rumus tersebut dapat dihitung nilai blank holder pressure sebagai berikut. P¿ =0,25×
[
(
90 40−1)
2 + 0,5×40 100×0,8]
×90× 1 9,8=4,16 PB= 1 400× π ×(
90 2 −402)
×4,16× 1 1000=0,212Hasil perhitungan ini menunjukkan bahwa blank holder pressure hasil perhitungan dengan percobaan berbeda sangat signifikan, yaitu 0,212 tonF hasil perhitungan dan 2 tonF pada percobaan. Dengan demikian, tegangan jepit pada saat praktikum jauh melampaui tegangan jepit perhitungan. Pada proses deep drawing, proses yang diharapkan terjadi adalah aliran material dan hal tersebut mungkin terjadi jika tegangan jepit (blank holder pressure) tidak terlalu besar. Dengan adanya aliran material maka tidak terjadi penipisan pada tebal lembaraan. Jika tegangan jepit terlalu besar, maka tidak akan terjadi aliran material karena tertahan oleh tegangan jepit blank. Akibatnya terjadi peregangan pada material yang menyebabkan terjadinya penipisan dari material tersebut.
Sesuai dengan hasil perhitungan blank holder pressure dibandingkan dengan percobaan dapat dikatakan bahwa sampel lembaran CuZn akan mengalami penipisan bahkan robek karena perbedaan tekanan antara percobaan dan perhitungan sangat signifikan.
V.2.3 Analisa Pelumas
Seperti halnya sampel baja, dalam analisis ini hasil deep drawing sampel CuZn kelompok kami dibandingkan dengan kemlompok 3. Dengan demikian, dalam analisis ini, pelumas dapat dijadikan variabel percobaan.
Tabel 5.2.3 tabel perbandingan data dengan kelompok 3
Kelompok Pelumas Punch Pressure (tonF) Tinggi Cup (mm)
3 gemuk 3.725 21
9 Minyak oli 3.70 20.35
Dari perbandingan data yang sudah dilakukan terlihat bahwa pengaruh penggunaan pelumas terhadap hasil deep drawing, khususnya pada tinggi cup yang dihasilkan. Sementara itu, punch pressure yang dibutuhkan tidak berbeda jauh.
Pemberian pelumas dalam proses deep drawing dapat meningkatkan aliran material dengan jalan menurunkan tingkat gesekan antara permukaan benda kerja dengan cetakan yang digunakan. Pada saat punch menekan lembaran logam tersebut, pelumas meminimalkan gesekan sehingga lembaran logam tersebut akan lebih mudah mengalir memasuki cetakan. Semakin tinggi pengurangan gesekan yang dilakukan oleh pelumas, semakin dalam tinggi cup yang dapat terbentuk.
Aliran material dapat menjadi parameter drawability. Semakin mudah material mengalir memasuki cetakan, semakin baik drawability dari material tersbeut. Hasil percobaan menunjukkan bahwa penggunaan pelumas dapat meningkatkan drawability dari material. Jadi, pelumas dapat mengurangi koefisien gesek antara cetakan dengan lemabaran logam sehingga meningkatkan aliran logam serta meningkatkan drawability dari lembaran.
V.2.4 Analisa Material
Sebelum dibuat blank, lembaran berbentuk segi empat. Kemudian, dengan menggunakan pemotong, dibuat blank berbentuk lingkaran dengan diameter 90 mm. Sebelum dilakukan proses deep drawing, permukaan sampel diamplas untuk meratakan permukaan dan menghilangkan pengotor yang mungkin ada di permukaan. Pada percobaan kelompok kami, tidak digunakan pelumas.
Sampel lembaran logam kelompok kami memiliki drawing ratio = 90/40 = 2,25 dengan diameter blank 90 mm dan diameter punch 40 mm. Berdasarkan analisis sebelumnya, drawing ratio tersebut melampaui LDR dari material CuZn. Hasil percobaan menunjukkan bahwa pada sampel terjadi robek. Hal ini dikarenakan drawing ratio sampel telah melebihi LDR bahan.
V.3 Aplikasi Produk Deep Drawing
Hasil deep drawing diaplikasikan baik sebagai produk setengah jadi maupun produk jadi.
Aplikasi Produk Setengah Jadi:
Berikut ini contoh produk setengah jadi hasil deep drawing yang akan dibentuk menjadi cup sebagai produk jadi.
Gambar 5.3.1 Cup produk setengah jadi hasil deep drawing.
Aplikasi Produk Jadi:
Berikut ini beberapa aplikasi produk deep drawing sebagai produk jadi antara lain sebagai seal pada pompa air rumah tangga, komponen pada filter bahan bakar, drawn couplings and adapters, oil pan, wet rotor motor housings dan lain-lain.
Gambar 5.3.2 Beberapa aplikasi produk jadi hasil deep drawing.
Stretching
IV. Data
IV.1 Data Sampel Baja
Fe Tinggi cup Diameter cup Blank holder pressure
Tekanan punch
D awal 8cm 0.51 cm 4 cm 4 ton F 3.25 ton F
D awal 10cm 0.47 cm 4 cm cm 4 ton F 3.24 ton F
Diameter blank awal : 90 mm
Pelumas : oli
Punch pressure percobaan : 3.245 tonF Blank pressure percobaan : 4 tonF
Koefisien n : 0.26
IV.1 Data Sampel CuZn
CuZn Tinggi cup Diameter cup Blank holder pressure
Tekanan punch
D awal 8cm 0.5 cm 4 cm 4 ton F 3.1 ton F
D awal 10cm 0.57 cm 4 cm 4 ton F 3.2 ton F
Diameter blank awal : 90 mm
Pelumas : oli
Punch pressure percobaan : 3.15 tonF Blank pressure percobaan : 4 tonF Koefisien n : < 0.2 V. Pembahasan
Percobaan stretching dilakukan dengan menggunakan lembaran logam baja dan CuZn. Pada percobaan ini kelompok kami menggunakan pelumas oli. Kondisi awal sampel berupa lembaran segiempat dan dari lembaran tersebut dibuat blank berbentuk lingkaran dengan diameter 90 mm. Sebelum dipotong, lembaran diamplas terlebih dulu untuk menghilangkan lapisan oksida di permukaan serta meratakan permukaan. Diameter punch yang dipakai oleh kelompok kami yaitu 40 mm.
Proses stretching dilakukan dengan menempatkan lembaran pada mesin sheet metal testing machine kemudian mengatur tekanan blank holder pada 4 tonF. Tekanan blank holder dibuat besar agar tidak terjadi aliran material seperti pada proses deep drawing. Hasil praktikum menunjukkan perbedaan hasil stretching antara sampel CuZn dan sampel baja.
Pada sampel baja, proses stretching membentuk dome yang sempurna tanpa terjadinya robek di bagian tengah lembaran. Bentuk yang dihasilkan seperti topi. Tinggi dome yang terbentuk adalah 4.9 mm dan memerlukan punch pressure sebesar 3.245 tonF. Jika dilihat dari proses terjadinya regangan, baja mengalami regangan yang merata ke segala arah sehingga dapat membentuk kubah (dome) saat beban punch diaplikasikan. Pada bagian dome, terjadi penipisan lembaran sehingga dapat dipastikan tidak terjadi aliran material. Dengan demikian, baja yang digunakan ini memiliki kemampuan untuk meregang.
Sedangkan pada sampel CuZn, keadaan nya tidak jauh berbeda dengan pengujian pada baja. Untuk sampel CuZn, tinggi dome yang di hasilkan 5.35 mm dan tekanan punch yang digunakan sebesar 3.15 tonF. Pada kedua sampel yang dilakukan stretching, setelah diamati terlihat bahwa ada robek dibagian sudut atau pada daerah pembengkokan.
Gambar 5.1.1 sampel hasil stretching kelompok 9 V.2 Pengaruh Nilai n Terhadap Kedalaman Stretching
Regangan maksimum yang masih dapat diterima bahan sebelum mengalami perobekan atau penciutan menunjukkan kemampuan suatu lembaran untuk dibentuk melalui proses stretching. Besarnya regangan maksimum ini sangat dipengaruhi oleh nilai n (koefesien strain hardening). Peningkatan nilai n akan memperbesar nilai regangan maksimum yang dapat dicapai. Sedangkan peningkatan nilai R anisotropi akan menurunkan regangan maksimum tersebut.
Peningkatan nilai n berhubungan dengan kemampuan lembaran untuk mendistribusikan regangan secara merata, sehingga mencegah terjadinya pemusatan regangan yang tinggi pada titik tertentu. Berdasarkan teori, semakin besar nilai n, maka kemampuan bahan untuk mengalami stretching semakin besar dan tinggi kubah yang terbentuk. Pada percobaan yang dilakukan, material baja yang memiliki nilai n lebih besar, lebih mampu meregang dibandingkan dengan material CuZn yang memiliki nilai n lebih kecil. Dengan demikian hasil percobaan sudah sesuai dengan teori.
V.3 Pengaruh Pelumas terhadap Kedalaman Stretching
Tabel 5.3.1 Pengaruh pelumas terhadap kedalaman stretching pada baja.
Kelompok Pelumas Punch Pressure (tonF) Tinggi Cup (mm)
3 gemuk 1.325 7
9 Minyak oli 3.245 4.9
Kelompok Pelumas Punch Pressure (tonF) Tinggi Cup (mm)
3 gemuk 3.4 5.95
9 Minyak oli 3.15 5.3
Penggunaan pelumas akan mempengaruhi kedalaman kubah yang terbentuk. Pelumas adalah zat kimia, yang umumnya cairan, yang diberikan di antara dua benda bergerak untuk mengurangi gaya gesek. Pelumas berfungsi sebagai lapisan pelindung yang memisahkan dua permukaan yang berhubungan. Berdasarkan tabel di atas pada baja dengan penggunaan pelumas gemuk, memiliki kedalaman dome yang lebih tinggi dibandingkan dengan pelumas oli. Demikin juga pada sampel CuZn, tinggi cup paling tinggi jika menggunakan pelumas gemuk.
V.4 Aplikasi Produk Stretching
Aplikasi produk stretching baik sebagai produk jadi maupun produk setengah jadi adalah sbb.
Produk Setengah Jadi:
Produk setengah jadi dari proses stretching masih berupa cup yang akan diproses lebih lanjut untuk membentuk produk jadi.
Gambar 5.1 Produk Setengah Jadi Hasil Stretching
Produk Jadi
Hasil produk jadi proses stretching umumnya digunakan sebagai body kendaraan transportasi, seperti kapal, kereta, dan mobil.
VI. Tugas Tambahan VII. Kritik dan Saran
Penggunaan material sebagai sampel diperbanyak sehingga tidak hanya menggunakan baja, aluminium dan juga kuningan untuk menambah pengetahuan dan ilmu baik bagi praktikan maupun asisten.
Perlunya diberikan variabel-variabel lain, contohnya seperti suhu agar praktikan dapat lebih memahami secara langsung perbedaan antara hot working dan cold working mengenai keterkaitan terhadap hasil deep drawing dan stretching.
Memberitahukan spesifikasi material yang digunakan dalam percobaan. REFERENSI
Callister, Jr, William D. 2007. Materials science and Engineering–An Introduction 7e, New York: John Wiley & Sons, Inc.
Modul Praktikum Teknik Pengubahan Bentuk, Laboratorium Metalurgi Mekanik Departemen Metalurgi dan Material FTUI, 2014.
LouYanshan, Seokbong Kim,Hoon HuhAnalytical study of the effect of material properties on the formability of sheet metals based on the M-K model. 2010 Gedney, Richard. Sheet Metal Formability. ADMET Inc. 2002
MODUL III METALURGI SERBUK IV. DATA
IV.1 Perhitungan Berat Sebelum kompaksi
Berat awal : 11 gram
Tekanan Kompaksi : 7000 psi Waktu Kompaksi : 15 menit Setelah kompaksi
Diameter benda : 2 cm Tinggi benda : 1.35 cm Berat benda : 10.5 gram IV.2 Perhitungan Densitas
Berdasarkan data percobaan diatas, maka kita dapat menentukan densitas dari serbuk Na2SO4 setelah dilakukan kompaksi. Perhitungan densitas dapat dilakukan dengan menggunakan rumus berikut
ρ=m V
V = luas alas x tinggi V = π r2 x t V = (3.14) x 1 x 1 x 1.35 cm V = 4.24 cm3 ρ=10.5 4.24
= 2.48 gr/
cm3 V. ANALISAV.1 Analisa berdasarkan tekanan kompaksi
Kompaksi adalah cara untuk memadatkan serbuk menjadi bentuk bakalan. Proses kompaksi dilakukan untuk mengkonsolidasikan serbuk menjadi bentuk yang diinginkan. Salah satu teknik kompaksi adalah dengan proses penekanan uniaksial yaitu penekanan serbuk dengan gaya dari atas dan bawah oleh punch dalam suatu cetakan sehingga menghasilkan produk mentah (green compact) dengan kekuatan (green strength) dan densitas (green density) tertentu.. Pada praktikum metalurgi serbuk ini, kelompok kami menggunakan material natrium sulfat berbentuk serbuk untuk dilakukan kompaksi. Proses kompaksi dilakukan dengan menggunakan alat kompaksi. Sebelum di proses, serbuk Na2SO4 di timbang terlebih dahulu sebanyak 11 gram. Setelah ditimbang, serbuk dimasukkan kedalam celah kompaksi. Proses kompaksi dilakukan pada tekanan 7000 psi selama 15 menit.
Gambar 5.1.1 serbuk Na2SO4 hasil kompaksi
V.2 Analisa berdasarkan perbandingan kelompok lain
Pada praktikum metalurgi serbuk ini, kelompok kami membandingkan hasil data dengan kelompok 10. Material yang digunakan sama, yakni natrium sulfat Na2SO4 berbentuk serbuk.
Tabel 5.2.1 Data perbandingan tekanan dan densitas antara kelompok 9 dan kelompok 10
kelompok Tekanan kompaksi densitas
9 7000 psi 2.48 gr /cm3
10 7500 psi 2.50 gr /cm3
Berdasarkan table perbandingan diatas, terlihat bahwa semakin besar tekanan kompaksi yang diberikan, maka densitas material yang dihasilkan juga akan semakin besar.
V.3 Analisa Mekanisme kompaksi beserta cacat yang terbentuk
Secara umum mekanisme yang terjadi selama kompaksi dijelaskan sebagai berikut:
Tahap I adalah restacking atau packing partikel-partikel serbuk yang menunjukkan adanya pengaturan kembali (rearrangement) posisi partikel menjadi lebih rapat mengisi rongga antar partikel yang ada. Dalam hal ini jumlah kontak dan luas permukaan yang saling berkontak antar partikel serbuk menjadi lebih besar akibatnya porositas menurun.
Tahap II adalah terjadinya deformasi elastis dan plastis pada partikel. Deformasi plastis mulanya terjadi pada bidang kontak antar partikel, selanjutnya aliran plastis akan menyebar ke seluruh bagian partikel.
Tahap III adalah partikel akan mengalami fracture atau pecah dan membentuk kepingan atau pecahan serbuk yang lebih halus. Fenomena fracture terjadi pada serbuk yang getas. Batas antara ketiga tahap diatas tidak jelas karena bisa terjadi secara bersamaan.
Parameter yang perlu diperhatikan dalam kompaksi adalah tekanan yang diberikan dan waktu tahan kompaksi. Ketika tekanan ditingkatkan, densitas bakalan akan meningkat sebagai akibat berkurangnya porositas. Hal ini dapat dilihat. Sedangkan waktu tahan kompaksi menentukan lamanya waktu yang memadai untuk partikel-partikel serbuk mengalir membentuk bakalan yang diinginkan. Hal ini juga dipengaruhi oleh ukuran partikel serbuk, dimana semakin kecil ukurannya, maka partikel serbuk akan lebih mudah untuk menyatu dengan partikel lainnya karena jumlah kontak dan luas permukaan yang saling berkontak antar partikel serbuk menjadi lebih besar. Hasil percobaan menunjukkan bahwa percobaan yanb dilakukan sudah mengikuti prosedur yang benar.
Gambar 5.3.1 Tahapan selama mekanisme kompaksi
Adapun cacat yang mungkin bisa terjadi pada hasil kompaksi adalah cacat shrinkage dan cacat retak.
Gambar 6.1 Aplikasi metalurgi serbuk dalam dunia industri otomotif.
VII. Tugas Tambahan
VIII. Kritik serta saran atas Praktikum TPB 2014
Penggunaan material sebagai sampel diperbanyak sehingga tidak hanya menggunakan baja, aluminium dan juga kuningan untuk menambah pengetahuan dan ilmu baik bagi praktikan maupun asisten.
Perlunya diberikan variabel-variabel lain, contohnya seperti suhu agar praktikan dapat lebih memahami secara langsung perbedaan antara hot working dan cold working mengenai keterkaitan terhadap hasil deep drawing dan stretching.
Memberitahukan spesifikasi material yang digunakan dalam percobaan. REFERENSI
Callister, Jr, William D. 2007. Materials science and Engineering–An Introduction 7e, New York: John Wiley & Sons, Inc.
Modul Praktikum Teknik Pengubahan Bentuk, Laboratorium Metalurgi Mekanik Departemen Metalurgi dan Material FTUI, 2014.
LouYanshan, Seokbong Kim,Hoon HuhAnalytical study of the effect of material properties on the formability of sheet metals based on the M-K model. 2010 Gedney, Richard. Sheet Metal Formability. ADMET Inc. 2002