LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI PT ACTAVIS INDONESIA
JL. RAYA BOGOR KM 28, JAKARTA TIMUR
PERIODE 12 AGUSTUS – 30 SEPTEMBER 2013
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
BRAM HIK ANUGRAHA, S.Farm.
1206329436
ANGKATAN LXXVII
PROGRAM PROFESI APOTEKER
FAKULTAS FARMASI
DEPOK
JANUARI 2014
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI PT ACTAVIS INDONESIA
JL. RAYA BOGOR KM 28, JAKARTA TIMUR
PERIODE 12 AGUSTUS – 30 SEPTEMBER 2013
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
Diajukan sebagai salah satu syarat untuk memperoleh gelar ApotekerBRAM HIK ANUGRAHA, S.Farm.
1206329436
ANGKATAN LXXVII
PROGRAM PROFESI APOTEKER
FAKULTAS FARMASI
DEPOK
JANUARI 2014
Laporan Praktek Kerja Profesi Apoteker ini adalah hasil karya saya sendiri, dan semua sumber baik yang dikutip maupun dirujuk telah
saya nyatakan dengan benar.
Nama : Bram Hik Anugraha, S.Farm
NPM : 1206329436
Tanda Tangan :
v
Segala puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa atas rahmat-Nya sehingga penulis dapat menyelesaikan Praktek Kerja Profesi Apoteker (PKPA) Angkatan LXXVII Universitas Indonesia, yang diselenggarakan pada tanggal 12 Agustus – 30 September 2013 di PT Actavis Indonesia. Kegiatan PKPA dan penyusunan laporan PKPA merupakan bagian dari kegiatan perkuliahan program pendidikan profesi apoteker dengan tujuan untuk meningkatkan pemahaman, pengetahuan dan keterampilan mahasiswa. Setelah mengikuti kegiatan PKPA, diharapkan apoteker yang lulus nantinya dapat mengaplikasikan pengetahuan dan keterampilan yang dimiliki kepada masyarakat pada saat memasuki dunia kerja khususnya di bidang perindustrian.
Dalam pelaksanaan kegiatan PKPA ini penulis tak luput mendapat banyak bantuan, bimbingan, dan saran-saran dari berbagai pihak. Oleh karena itu, pada kesempatan ini dengan penuh ketulusan dan kerendahan hati penulis ingin menyampaikan terima kasih kepada :
1. Dr. Mahdi Jufri, M.Si, Apt. sebagai Dekan Fakultas Farmasi Universitas Indoenesia.
2. Ibu Prof. Dr. Yahdiana Harahap, M.S., Apt. selaku Pejabat Sementara Fakultas Farmasi Universitas Indonesia sampai dengan tanggal 20 Desember 2013.
3. Bapak Dr. Harmita, Apt. selaku Ketua Program Profesi Apoteker Fakultas Farmasi Universitas Indonesia dan juga sebagai Pembimbing II dari Universitas Indonesia.
4. Bapak Thomas Runkel sebagai Presiden Direktur PT. Actavis Indonesia. 5. Bapak Mowo Rekotomo sebagai Production Manager PT. Actavis
Indonesia.
6. Ibu Fitria Utami, S.Si sebagai Supervisor Fasilitas Beta Laktam dan juga sebagai Pembimbing di PT. Actavis Indonesia.
7. Oktaviana dan Hotfy Yulita serta seluruh staff di Fasilitas Beta Laktam PT Actavis Indonesia.
Penulis menyadari bahwa dalam pembuatan laporan ini masih terdapat banyak kekurangan dan kesalahan. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun. Akhir kata, penulis berharap semoga pengetahuan dan pengalaman yang penulis peroleh selama menjalani Praktek Kerja Profesi Apoteker ini dapat memberikan manfaat bagi rekan-rekan sejawat dan semua pihak yang membutuhkan.
Penulis,
vii
Sebagai sivitas akademik Universitas Indonesia, saya yang bertanda tangan di bawah ini:
Nama : Bram Hik Anugraha, S.Farm NPM : 1206329436
Program Studi : Apoteker Fakultas : Farmasi
Jenis karya : Laporan Praktek Kerja Profesi Apoteker
demi pengembangan ilmu pengetahuan, menyetujui untuk memberikan kepada Universitas Indonesia Hak Bebas Royalti Noneksklusif (Non-exclusive Royalty Free Right) atas karya ilmiah saya yang berjudul:
LAPORAN PRAKTEK KERJA PROFESI APOTEKER DI PT.
ACTAVIS INDONESIA JL. RAYA BOGOR KM 28, JAKARTA
TIMUR PERIODE 12 AGUSTUS – 30 SEPTEMBER 2013
beserta perangkat yang ada (bila diperlukan) dengan Hak Bebas Royalti Noneksklusif ini Universitas Indonesia berhak menyimpan, mengalihmedia/formatkan, mengelola dalam bentuk basis data, merawat, dan mempublikasikan tugas akhir saya selama tetap mencantumkan nama saya sebagai penulis/pencipta dan sebagai pemilik Hak Cipta.
Demikian pernyataan ini saya buat dengan sebenarnya. Dibuat di : Depok
Pada Tanggal : 10 Januari 2014 Yang menyatakan
Nama : Bram Hik Anugraha, S. Farm
NPM : 1206329436
Program Studi : Profesi Apoteker
Judul : Laporan Praktek Kerja Profesi Apoteker di PT. Actavis Indonesia Periode 12 Agustus – 30 September 2013
Praktek Kerja Profesi Apoteker dilaksanakan di PT. Actavis Indonesia Jalan Raya Bogor KM 28, Jakarta Timur. Kegiatan PKPA ini bertujuan agar mahasiswa profesi apoteker dapat melihat langsung aktivitas yang berlangsung dalam suatu industri farmasi, memperoleh pengetahuan dan wawasan tentang segala aspek yang terkait di industri farmasi terutama dalam hal penerapan CPOB di PT. Actavis Indonesia dan dapat memiliki pemahaman yang mendalam mengenai peran dan tugas apoteker di industri farmasi. Tugas khusus yang diberikan berjudul Validasi Proses Produk Amoxicillin 750 mg Disper Tablet PT. Actavis Indonesia. Tugas khusus ini bertujuan untuk mengetahui pelaksanaan validasi proses produk Amoxicillin 750 mg Disper Tablet di PT Actavis Indonesia.
Kata kunci : Amoxicillin 750 mg Disper Tablet, PT. Actavis Indonesia, Validasi Proses
Tugas umum : xii + 103 halaman; 1 lampiran Tugas khusus : iii + 27 halaman; 6 tabel
Daftar Acuan Tugas Umum : 14 (1967 - 2013) Daftar Acuan Tugas Khusus : 4 (1997 - 2013)
ix
Name : Bram Hik Anugraha, S.Farm
NPM : 1206329436
Program Study : Apothecary profession
Title : Pharmacist Internship Program at PT. Actavis Indonesia Period February 12th - September 30th 2013
Pharmacists Professional Practice implemented in PT. Actavis Indonesia Jalan Raya Bogor KM 28, Jakarta Timur. PKPA activity is intended that students can see the direct profession pharmacists activity that takes place in the pharmaceutical industry, gaining knowledge and insight into everything related aspects in the pharmaceutical industry, especially in terms of the implementation of GMP in PT. Actavis Indonesia and may have a deep understanding of the role and duties of the pharmacist in the pharmaceutical industry. Special task given entitled Process Validation of Amoxicillin 750 mg Disper Tablet. This particular assignment aims to know the implementation of process validation Amoxicillin 750 mg Disper Tablet in PT. Actavis Indonesia.
Keywords : Amoxicillin 750 mg Disper Tablet PT. Actavis Indonesia, , Validation Process
General Assignment : xii + 103 pages; 1 appendices Specific Assignment : iii + 27 pages; 6 tables
Bibliography of General Assignment: 14 (1967 - 2013) Bibliography of Specific Assignment: 4 (1997 - 2013)
HALAMAN SAMPUL ... i
HALAMAN JUDUL ... ii
HALAMAN PENGESAHAN ... iii
HALAMAN PERNYATAAN ORISINALITAS ... iv
KATA PENGANTAR ... v
HALAMAN PERNYATAAN PERSETUJUAN PUBLIKASI ... vii
ABSTRAK ... viii
ABSTRACT ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xi
DAFTAR LAMPIRAN ... xii
BAB 1 PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 3
BAB 2 TINJAUAN UMUM ... 4
2.1 Industri Farmasi ... 4
2.2 Cara Pembuatan Obat yang Baik (CPOB) ... 5
BAB 3 TINJAUAN KEGIATAN DI PT ACTAVIS INDONESIA ... 22
3.1 Sejarah PT Actavis Indonesia ... 22
3.2 Visi dan Misi ... 23
3.3 Lokasi Pabrik dan Fasilitas ... 24
3.4 Sarana Penunjang ... 24
3.5 Produk dan Sertifikat GMP ... 25
3.6 Struktur Organisasi ... 26
BAB 4 PEMBAHASAN ... 85
BAB 5 KESIMPULAN DAN SARAN ... 100
5.1 Kesimpulan ... 100
5.2 Saran ... 100
xi
1.1 Latar Belakang
Kesehatan merupakan hak asasi manusia dan salah satu unsur kesejahteraan yang harus diwujudkan sesuai dengan cita-cita bangsa Indonesia sebagaimana yang dimaksud dalam Pancasila dan Pembukaan Undang-Undang Dasar Negara Republik Indonesia Tahun 1945. Demi terwujudnya kesejahteraan bagi seluruh rakyat Indonesia, maka pembangunan kesehatan merupakan salah satu hal yang penting untuk diusahakan. Sebagaimana yang tertera pada Undang-Undang Republik Indonesia Nomor 36 tahun 2009 tentang Kesehatan bahwa, pembangunan kesehatan bertujuan untuk meningkatkan kesadaran, kemauan, dan kemampuan hidup sehat bagi setiap orang agar terwujud derajat kesehatan masyarakat yang setinggi-tingginya, sebagai investasi bagi pembangunan sumber daya manusia yang produktif secara sosial dan ekonomi.
Peningkatan kesejahteran masyarakat dalam bidang kesehatan tidak terlepas dari ketersediaan obat di lingkungan masyarakat. Ketersediaan obat ini erat kaitannya dengan produsen obat. Industri farmasi sebagai produsen obat memegang peranan yang penting dalam mewujudkan pembangunan kesehatan. Menurut Peraturan Menteri Kesehatan Nomor 1799/MENKES/PER/XII/2010 tentang Industri Farmasi, Industri farmasi sebagai badan hukum yang secara legal dapat melakukan seluruh tahapan kegiatan membuat obat atau bahan obat, dimana kegiatan yang termasuk dalam tahapan membuat obat meliputi pengadaan bahan baku, bahan pengemas, produksi, pengemasan, pengawasan mutu dan pemastian mutu sampai diperoleh obat untuk didistribusikan.
Obat atau bahan obat tersebut hanya boleh diproduksi oleh industri farmasi yang memiliki sertifikat CPOB (Cara Pembuatan Obat yang Baik). Obat yang dipasarkan secara luas juga harus memiliki izin edar yang dikeluarkan oleh otoritas Badan POM RI, dimana proses pembuatannya sudah memenuhi
ketentuan CPOB. Sehingga persyaratan CPOB merupakan persyaratan mutlak yang wajib dipenuhi oleh suatu industri farmasi.
CPOB itu sendiri merupakan pedoman yang bertujuan untuk menjamin obat dibuat secara konsisten, memenuhi persyaratan yang ditetapkan dan sesuai dengan tujuan penggunaannya. CPOB mencakup seluruh aspek produksi dan pengendalian mutu. Pedoman ini juga dimaksudkan untuk digunakan oleh industri farmasi sebagai dasar pengembangan aturan internal sesuai kebutuhan (Badan Pengawasan Obat dan Makanan, 2006).
Peran seorang apoteker dalam menjalani pekerjaan kefarmasian yang tercantum dalam Peraturan Pemerintah Republik Indonesia Nomor 51 Tahun 2009 yaitu bertanggung jawab pada pembuatan termasuk pengendalian mutu sediaan farmasi, pengamanan, pengadaan, penyimpanan, dan pendistribusian atau penyaluran obat, pengelolaan obat, pelayanan obat resep dokter, pelayanan informasi obat, serta pengembangan obat, bahan obat dan obat tradisional. Nilai ilmiah, keadilan, kemanusiaan, keseimbangan dan orientasi kepada masyarakat atau pasien menjadi dasar dalam menjalani pekerjaan kefarmasian dengan memproduksi sediaan farmasi yang memenuhi standar, persyaratan keamanan, kualitas, dan efikasinya secara konsisten.
Untuk dapat mengerjakan pekerjaan kefarmasian dengan baik, seorang apoteker memerlukan kompetensi yang cukup dalam bidang penjaminan mutu obat. Oleh karena itu, diperlukan pendidikan dan pelatihan yang memadai dalam mendidik calon apoteker. Salah satu hal yang dapat dilakukan dalam peningkatan kompetensi calon apoteker berupa Praktek Kerja Profesi Apoteker (PKPA) dalam berbagai institusi terkait, seperti Kementerian Kesehatan, Badan Pengawas Obat dan Makanan, Dinas Kesehatan, Apotek, Industri Farmasi, Pabrik Besar Farmasi, Rumah Sakit, maupun Pusat Kesehatan Masyarakat (Puskesmas).
Oleh karena itu, Program Profesi Apoteker Fakultas Farmasi Universitas Indonesia bekerja sama dengan PT. Actavis Indonesia mengadakan Praktek Kerja Profesi Apoteker (PKPA), mahasiswa calon apoteker diharapkan mampu mengembangkan ilmu yang telah didapatkan ke dalam dunia kerja. Pelaksanaan
Praktek Kerja Profesi Apoteker (PKPA) dimulai tanggal 12 Agustus – 30 September 2013.
1.2 Tujuan
Tujuan pelaksanaan kegiatan Prakter Kerja Profesi Apoteker (PKPA) di PT. Actavis Indonesia adalah untuk:
a. Memperoleh pengetahuan dan wawasan mengenai penerapan segala aspek CPOB di PT. Actavis Indonesia.
2.1 Industri Farmasi (Kementerian Kesehatan Republik Indonesia, 2010) 2.1.1 Pengertian Industri Farmasi
Industri farmasi dapat didefinisikan sebagai badan usaha yang memiliki izin dari Menteri Kesehatan untuk melakukan kegiatan pembuatan obat atau bahan obat, hal ini didasarkan atas Peraturan Menteri Kesehatan Republik Indonesia Nomor 1799/MENKES/PER/XII/2010 tentang industri farmasi.
2.1.2 Persyaratan Industri Farmasi
Industri farmasi wajib memperoleh izin usaha industri farmasi sebelum memulai proses produksinya oleh karena itu industri tersebut wajib memenuhi persyaratan yang telah ditetapkan oleh Menteri Kesehatan. Persyaratan yang diperlukan industri farmasi dalam mendapatakan izin usaha tercantum dalam Peraturan Menteri Kesehatan Republik Indonesia Nomor 1799/MENKES/PER/XII/2010 adalah sebagai berikut :
a. Berbadan usaha berupa perseroan terbatas
b. Memiliki rencana investasi dan kegiatan pembuatan obat c. Memiliki Nomor Pokok Wajib Pajak (NPWP)
d. Memiliki secara tetap paling sedikit 3 (tiga) orang apoteker Warga Negara Indonesia masing-masing sebagai penanggung jawab pemastian mutu, produksi dan pengawasan mutu.
e. Komisaris dan direksi tidak pernah terlibat, baik langsung atau tidak langsung dalam pelanggaran peraturan perundang-undangan di bidang kefarmasian.
Permohonan Izin industri Farmasi diajukan kepada Direktur Jenderal dengan tembusan kepada Kepala badan dan Kepala Dinas Kesehatan Provinsi setempat. Izin usaha industri farmasi diberikan oleh Menteri Kesehatan dan wewenang pemberian izin dilimpahkan kepada Badan Pengawasan Obat dan Makanan (BPOM). Izin ini berlaku seterusnya selama industri tersebut
berproduksi dan memenuhi ketentuan peraturan perundang-undangan. dengan perpanjangan izin setiap 5 tahun. Sedangkan untuk industri farmasi Penanaman Modal Asing (PMA), masa berlakunya sesuai dengan ketentuan dalam Undang-Undang Republik Indonesia Nomor 1 Tahun 1967 tentang Penanaman Modal Asing dan pelaksanaannya. Surat Permohonan izin industri farmasi harus ditandatangani oleh direktur utama dan apoteker penanggung jawab pemastian mutu.
Industri farmasi wajib menyampaikan laporan industri secara berkala mengenai kegiatan usahanya :
a. Sekali dalam 6 (enam) bulan, meliputi jumlahnya dan nilai produksi setiap obat atau bahan obat yang dihasilkan.
b. Sekali dalam 1 (satu) tahun.
Laporan industri farmasi disampaikan kepada Direktur Jenderal dengan tembusan kepada Kepala Badan.
2.2 Cara Pembuatan Obat yang Baik (CPOB) (Badan Pengawasan Obat dan Makanan, 2012)
CPOB bertujuan untuk menjamin obat dibuat secara konsisten memenuhi persyaratan yang ditetapkan dan sesuai dengan tujuan penggunaannya. CPOB mencakup seluruh aspek produksi dan pengendalian mutu. Pada pembuatan obat, pengendalian menyeluruh sangatlah penting untuk menjamin bahwa konsumen menerima obat yang bermutu tinggi.
Pedoman CPOB sesuai dengan Badan Pengawasan Obat dan Makanan (BPOM) meliputi 12 aspek, yaitu: Manajemen Mutu; Personalia; Bangunan dan Fasilita; Peralatan; Sanitasi dan Higiene; Produksi; Pengawasan Mutu; Inspeksi Diri, Audit Mutu dan Audit & Persetujuan Pemasok; Penanganan Keluhan Terhadap Produk dan Penarikan Kembali Produk; Dokumentasi; Pembuatan dan Analisa Berdasarkan Kontrak; Kualifikasi dan Validasi.
2.2.1 Manajemen Mutu (Badan Pengawasan Obat dan Makanan, 2012)
Industri farmasi harus membuat obat sedemikian rupa agar sesuai dengan tujuan penggunaanya, memenuhi persyaratan yang tercantum dalam dokumen izin edar (registrasi) dan tidak menimbulkan resiko yang membahayakan penggunanya karena tidak aman, mutu rendah, atau tidak efektif. Manajemen bertanggung jawab untuk pencapaian tujuan ini melalui suatu “Kebijakan Mutu”, yang memerlukan partisipasi dan komitmen jajaran di semua departemen di dalam perusahaan, para pemasok dan para distributor. Untuk mencapai tujuan mutu secara konsisten dan dapat diandalkan, diperlukan sistem Pemastian Mutu yang didesain secara menyeluruh dan diterapkan secara benar serta menginkorporasi Cara Pembuatan Obat yang Baik termasuk Pengawasan Mutu dan Manajemen Risiko Mutu. Hal ini hendaklah didokumentasikan dan dimonitor efektivitasnya.
Dalam melaksanakan kebijakan mutu dibutuhkan 2 unsur dasar manajemen mutu yaitu:
a. Suatu infrastruktur atau sistem mutu yang tepat mencakup struktur organisasi, prosedur, proses dan sumber daya; dan
b. Tindakan sistematis yang diperlukan untuk mendapatkan kepastian dengan tingkat kepercayaan yang tinggi, sehingga produk (atau jasa pelayanan) yang dihasilkan akan selalu memenuhi persyaratan yang telah ditetapkan. Keseluruhan tindakan tersebut disebut Pemastian Mutu.
2.2.2 Personalia (Badan Pengawasan Obat dan Makanan, 2012)
Sumber daya manusia sangat penting dalam pembentukan dan penerapan sistem pemastian mutu yang memuaskan dan pembuatan obat yang benar. Oleh sebab itu industri farmasi bertanggung jawab untuk menyediakan personil yang terkualifikasi dalam jumlah yang memadai untuk melaksanakan semua tugas. Tiap personil hendaklah memahami tanggung jawab masing-masing dan dicatat. Seluruh personil hendaklah memahami prinsip CPOB serta memperoleh pelatihan awal dan berkesinambungan, termasuk instruksi mengenai higiene yang berkaitan dengan pekerjaannya.
Struktur organisasi industri farmasi hendaklah sedemikian rupa sehingga bagian produksi, pengawasan mutu, manajemen mutu (pemastian mutu) dipimpin
oleh orang yang berbeda serta tidak saling bertanggung jawab satu terhadap yang lain. Masing-masing personil hendaklah diberi wewenang penuh dan sarana yang memadai yang diperlukan untuk dapat melaksanakan tugasnya secara efektif.
Kepala bagian Produksi hendaklah seorang apoteker yang terdaftar dan terkualifikasi, memperoleh pelatihan yang sesuai, memiliki pengalaman praktis yang memadai dalam bidang pembuatan obat dan keterampilan manajerial sehingga memungkinkan untuk melaksanakan tugasnya secara profesional. Kepala bagian Produksi hendaklah diberi kewenangan dan tanggung jawab penuh dalam produksi obat, termasuk:
a. Memastikan bahwa obat diproduksi dan disimpan sesuai prosedur agar memenuhi persyaratan mutu yang ditetapkan;
b. Memberikan persetujuan petunjuk kerja yang terkait dengan produksi dan memastikan bahwa petunjuk kerja diterapkan secara tepat;
c. Memastikan bahwa catatan produksi telah dievaluasi dan ditandatangani oleh kepala bagian Produksi sebelum diserahkan kepada kepala bagian Manajemen Mutu (Pemastian Mutu);
d. Memeriksa pemeliharaan bangunan dan fasilitas serta peralatan di bagian produksi;
e. Memastikan bahwa validasi yang sesuai telah dilaksanakan; dan
f. Memastikan bahwa pelatihan awal dan berkesinambungan bagi personil di departemennya dilaksanakan dan diterapkan sesuai kebutuhan.
Kepala bagian Pengawasan Mutu hendaklah seorang apoteker terkualifikasi dan memperoleh pelatihan yang sesuai, memiliki pengalaman praktis yang memadai dan keterampilan manajerial sehingga memungkinkan untuk melaksanakan tugasnya secara profesional. Kepala bagian Pengawasan Mutu hendaklah diberi kewenangan dan tanggung jawab penuh dalam pengawasan mutu, termasuk:
a. Menyetujui atau menolak bahan awal, bahan pengemas, produk antara, produk ruahan dan produk jadi;
c. Memberi persetujuan terhadap spesifikasi, petunjuk kerja pengambilan sampel, metode pengujian dan prosedur pengawasan mutu lain;
d. Memberi persetujuan dan memantau semua analisis berdasarkan kontrak; e. Memeriksa pemeliharaan bangunan dan fasilitas serta peralatan di bagian
pengawasan mutu;
f. Memastikan bahwa validasi yang sesuai telah dilaksanakan; dan
g. Memastikan bahwa pelatihan awal dan berkesinambungan bagi personil di departemennya dilaksanakan dan diterapkan sesuai kebutuhan.
Kepala bagian Manajemen Mutu (Pemastian Mutu) hendaklah seorang apoteker yang terdaftar dan terkualifikasi, memperoleh pelatihan yang sesuai, memiliki pengalaman praktis yang memadai dan keterampilan manajerial sehingga memungkinkan untuk melaksanakan tugasnya secara profesional. Kepala bagian Manajemen Mutu (Pemastian Mutu) hendaklah diberi kewenangan dan tanggung jawab penuh untuk melaksanakan tugas yang berhubungan dengan sistem mutu/ pemastian mutu, termasuk:
a. Memastikan penerapan (dan, bila diperlukan, membentuk) sistem mutu; b. Ikut serta dalam atau memprakarsai pembentukan manual mutu
perusahaan;
c. Memprakarsai dan mengawasi audit internal atau inspeksi diri berkala; d. Melakukan pengawasan terhadap fungsi bagian Pengawasan Mutu;
e. Memprakarsai dan berpartisipasi dalam pelaksanaan audit eksternal (audit terhadap pemasok);
f. Memprakarsai dan berpartisipasi dalam program validasi;
g. Memastikan pemenuhan persyaratan teknik atau peraturan Badan Pengawasan Obat dan Makanan (Badan POM) yang berkaitan dengan mutu produk jadi;
h. Mengevaluasi/mengkaji catatan bets; dan
i. Meluluskan atau menolak produk jadi untuk penjualan dengan mempertimbangkan semua faktor terkait.
Industri farmasi hendaklah memberikan pelatihan bagi seluruh personil yang karena tugasnya harus berada di dalam area produksi, gudang penyimpanan atau laboratorium (termasuk personil teknik, perawatan dan petugas kebersihan), dan bagi personil lain yang kegiatannya dapat berdampak pada mutu produk.
Di samping pelatihan dasar dalam teori dan praktik CPOB, personil baru hendaklah mendapat pelatihan sesuai dengan tugas yang diberikan. Pelatihan berkesinambungan hendaklah juga diberikan, dan efektifitas penerapannya hendaklah dinilai secara berkala. Hendaklah tersedia program pelatihan yang disetujui kepala bagian masing-masing. Pelatihan hendaklah diberikan oleh orang yang terkualifikasi.
2.2.3 Bangunan dan Fasilitas (Badan Pengawasan Obat dan Makanan, 2012) Bangunan dan fasilitas untuk pembuatan obat harus memiliki desain, konstruksi dan letak yang memadai, serta disesuaikan kondisinya dan dirawat dengan baik untuk memudahkan pelaksanaan operasi yang benar. Tata letak dan desain ruangan harus dibuat sedemikian rupa untuk memperkecil risiko terjadi kekeliruan, pencemaran silang dan kesalahan lain, serta memudahkan pembersihan, sanitasi dan perawatan yang efektif untuk menghindarkan pencemaran silang, penumpukan debu atau kotoran, dan dampak lain yang dapat menurunkan mutu obat.
Letak bangunan hendaklah sedemikian rupa untuk menghindarkan pencemaran dari lingkungan sekelilingnya, seperti pencemaran dari udara, tanah dan air serta dari kegiatan industri lain yang berdekatan. Apabila letak bangunan tidak sesuai, hendaklah diambil tindakan pencegahan yang efektif terhadap pencemaran tersebut.
Bangunan dan fasilitas hendaklah didesain, dikonstruksi, dilengkapi dan dirawat sedemikian agar memperoleh perlindungan maksimal terhadap pengaruh cuaca, banjir, rembesan dari tanah serta masuk dan bersarang serangga, burung, binatang pengerat, kutu atau hewan lain. Hendaklah tersedia prosedur untuk pengendalian binatang pengerat dan hama.
Bangunan dan fasilitas hendaklah dirawat dengan cermat, dibersihkan dan, bila perlu, didisinfeksi sesuai prosedur tertulis rinci. Catatan pembersihan dan
disinfeksi hendaklah disimpan. Seluruh bangunan dan fasilitas termasuk area produksi, laboratorium, area penyimpanan, koridor dan lingkungan sekeliling bangunan hendaklah dirawat dalam kondisi bersih dan rapi. Kondisi bangunan hendaklah ditinjau secara teratur dan diperbaiki di mana perlu. Perbaikan serta perawatan bangunan dan fasilitas hendaklah dilakukan hati-hati agar kegiatan tersebut tidak memengaruhi mutu obat.
2.2.4 Peralatan (Badan Pengawasan Obat dan Makanan, 2012)
Peralatan untuk pembuatan obat hendaklah memiliki desain dan konstruksi yang tepat, ukuran yang memadai serta ditempatkan dan dikualifikasi dengan tepat, agar mutu obat terjamin sesuai desain serta seragam dari bets-ke-bets dan untuk memudahkan pembersihan serta perawatan agar dapat mencegah kontaminasi silang, penumpukan debu atau kotoran dan, hal-hal yang umumnya berdampak buruk pada mutu produk.
Peralatan manufaktur hendaklah didesain sedemikian rupa agar mudah dibersihkan. Peralatan tersebut hendaklah dibersihkan sesuai prosedur tertulis yang rinci serta disimpan dalam keadaan bersih dan kering.
Peralatan hendaklah dipasang sedemikian rupa untuk mencegah risiko kesalahan atau kontaminasi. Peralatan satu sama lain hendaklah ditempatkan pada jarak yang cukup untuk menghindarkan kesesakan serta memastikan tidak terjadi kekeliruan dan kecampurbauran produk.
Peralatan hendaklah dirawat sesuai jadwal untuk mencegah malfungsi atau pencemaran yang dapat memengaruhi identitas, mutu atau kemurnian produk. Kegiatan perbaikan dan perawatan hendaklah tidak menimbulkan risiko terhadap mutu produk.
2.2.5 Sanitasi dan Higiene (Badan Pengawasan Obat dan Makanan, 2012)
Tingkat sanitasi dan higiene yang tinggi hendaklah diterapkan pada setiap aspek pembuatan obat. Ruang lingkup sanitasi dan higiene meliputi personil, bangunan, peralatan dan perlengkapan, bahan produksi serta wadahnya, bahan pembersih dan desinfeksi, dan segala sesuatu yang dapat merupakan sumber
pencemaran produk. Sumber pencemaran potensial hendaklah dihilangkan melalui suatu program sanitasi dan higiene yang menyeluruh dan terpadu.
Prosedur higiene perorangan termasuk persyaratan untuk mengenakan pakaian pelindung hendaklah diberlakukan bagi semua personil yang memasuki area produksi, baik karyawan purnawaktu, paruhwaktu atau bukan karyawan yang berada di area pabrik, misal karyawan kontraktor, pengunjung, anggota manajemen senior dan inspektur. Program higiene yang rinci hendaklah dibuat dan diadaptasikan terhadap berbagai kebutuhan di dalam area pembuatan. Program tersebut hendaklah mencakup prosedur yang berkaitan dengan kesehatan, praktik higiene dan pakaian pelindung personil. Prosedur hendaklah dipahami dan dipatuhi secara ketat oleh setiap personil yang bertugas di area produksi dan pengawasan. Program higiene hendaklah dipromosikan oleh manajemen dan dibahas secara luas selama sesi pelatihan.
Bangunan yang digunakan untuk pembuatan obat hendaklah didesain dan dikonstruksi dengan tepat untuk memudahkan sanitasi yang baik.
Prosedur tertulis hendaklah ditetapkan untuk pembersihan alat dan persetujuan untuk penggunaan bagi produksi obat, termasuk produk antara. Prosedur pembersihan hendaklah rinci supaya operator dapat melakukan pembersihan tiap jenis alat secara konsisten dan efektif.
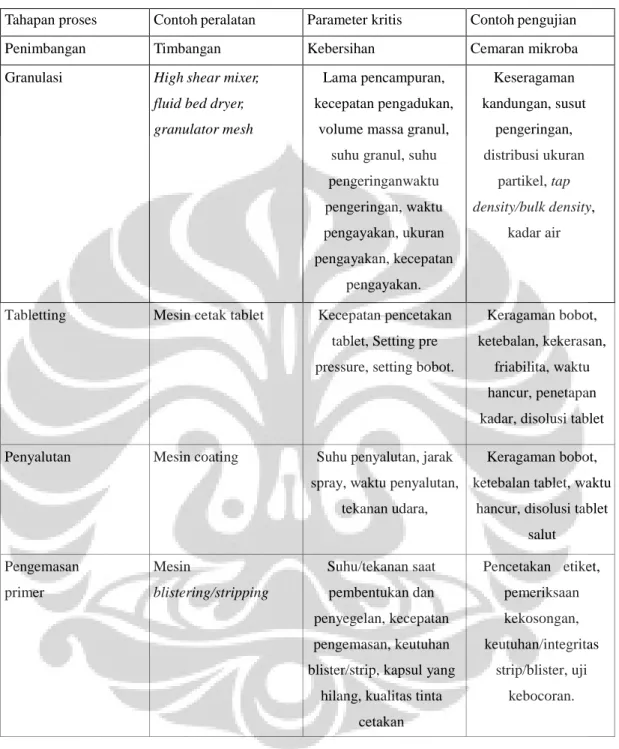
2.2.6 Produksi (Badan Pengawasan Obat dan Makanan, 2012)
Produksi hendaklah dilaksanakan dengan mengikuti prosedur yang telah ditetapkan; dan memenuhi ketentuan CPOB yang menjamin senantiasa menghasilkan produk yang memenuhi persyaratan mutu serta memenuhi ketentuan izin pembuatan dan izin edar.
Produksi hendaklah dilakukan dan diawasi oleh personil yang kompeten. Penanganan bahan dan produk jadi, seperti penerimaan dan karantina, pengambilan sampel, penyimpanan, penandaan, penimbangan, pengolahan, pengemasan dan distribusi hendaklah dilakukan sesuai dengan prosedur atau instruksi tertulis dan bila perlu dicatat.
Hal-hal yang perlu diperhatikan dalam produksi antara lain: a. Pengadaan bahan awal
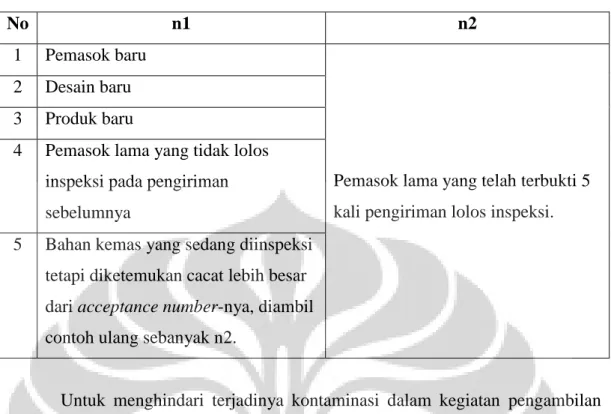
Pembelian bahan awal hendaklah hanya dari pemasok yang telah disetujui dan memenuhi spesifikasi yang relevan, dan bila memungkinkan, langsung dari produsen. Semua penerimaan, pengeluaran dan jumlah bahan tersisa hendaklah dicatat. Catatan hendaklah berisi keterangan mengenai pasokan, nomor bets/lot, tanggal penerimaan atau penyerahan, tanggal pelulusan dan tanggal daluwarsa bila ada. Bahan awal yang diterima hendaklah dikarantina sampai disetujui dan diluluskan untuk pemakaian oleh kepala bagian Pengawasan Mutu.
Bahan awal di area penyimpanan hendaklah diberi label yang tepat. Label hendaklah memuat keterangan paling sedikit sebagai berikut:
1. Nama bahan dan bila perlu nomor kode bahan;
2. Nomor bets/kontrol yang diberikan pada saat penerimaan bahan; 3. Status bahan (misal: karantina, sedang diuji, diluluskan, ditolak); 4. Tanggal daluwarsa atau tanggal uji ulang bila perlu.
Jika digunakan sistem penyimpanan terkomputerisasi yang divalidasi penuh, maka semua keterangan di atas tidak perlu ditampilkan dalam bentuk tulisan terbaca pada label.
b. Pencegahan pencemaran silang
Pencemaran bahan awal atau produk oleh bahan atau produk lain harus dihindarkan. Risiko pencemaran silang ini dapat timbul akibat tidak terkendalinya debu, gas, uap, percikan atau organisme dari bahan atau produk yang sedang diproses, dari sisa yang tertinggal pada alat dan pakaian kerja operator. Tingkat risiko pencemaran ini tergantung dari jenis pencemar dan produk yang tercemar.
Tiap tahap proses, produk dan bahan hendaklah dilindungi terhadap pencemaran mikroba dan pencemaran lain
c. Sistem Penomoran Bets/Lot
Hendaklah tersedia sistem yang menjelaskan secara rinci penomoran bets/lot dengan tujuan untuk memastikan bahwa tiap bets/lot produk antara, produk ruahan atau produk jadi dapat diidentifikasi.
Sistem penomoran bets/lot yang digunakan pada tahap pengolahan dan tahap pengemasan hendaklah saling berkaitan.Sistem penomoran bets/lot hendaklah menjamin bahwa nomor bets/lot yang sama tidak dipakai secara berulang. Alokasi nomor bets/lot hendaklah segera dicatat dalam suatu buku log. Catatan tersebut hendaklah mencakup tanggal pemberian nomor, identitas produk dan ukuran bets/lot yang bersangkutan.
d. Penimbangan dan Penyerahan
Penimbangan atau penghitungan dan penyerahan bahan awal, bahan pengemas, produk antara dan produk ruahan dianggap sebagai bagian dari siklus produksi dan memerlukan dokumentasi serta rekonsiliasi yang lengkap. Hanya bahan awal, bahan pengemas, produk antara dan produk ruahan yang telah diluluskan oleh Pengawasan Mutu dan masih belum daluwarsa yang boleh diserahkan.
Bahan awal, produk antara dan produk ruahan yang diserahkan hendaklah diperiksa ulang kebenarannya dan ditandatangani oleh supervisor produksi sebelum dikirim ke area produksi.
e. Pengembalian
Semua bahan awal, bahan pengemas, produk antara dan produk ruahan yang dikembalikan ke gudang penyimpanan hendaklah didokumentasikan dengan benar dan direkonsiliasi.
Bahan awal, bahan pengemas, produk antara dan produk ruahan hendaklah tidak dikembalikan ke gudang penyimpanan kecuali memenuhi spesifikasi yang telah ditetapkan.
f. Pengolahan
Semua bahan yang dipakai di dalam pengolahan hendaklah diperiksa sebelum dipakai. Semua peralatan yang dipakai dalam pengolahan hendaklah diperiksa sebelum digunakan. Peralatan hendaklah dinyatakan bersih secara tertulis sebelum digunakan. Semua kegiatan pengolahan hendaklah dilaksanakan mengikuti prosedur yang tertulis. Tiap penyimpangan hendaklah dipertanggungjawabkan dan dilaporkan. Semua produk antara dan ruahan hendaklah diberi label.
g. Pengadaan bahan pengemas
Pengadaan, penanganan dan pengawasan bahan pengemas primer dan bahan pengemas cetak serta bahan cetak lain hendaklah diberi perhatian yang sama seperti terhadap bahan awal.
Perhatian khusus hendaklah diberikan kepada bahan cetak. Bahan cetak tersebut hendaklah disimpan dengan kondisi keamanan yang memadai dan orang yang tidak berkepentingan dilarang masuk. Label lepas dan bahan cetak lepas lain hendaklah disimpan dan diangkut dalam wadah tertutup untuk menghindarkan kecampurbauran. Bahan pengemas hendaklah diserahkan kepada personil yang berwenang sesuai prosedur tertulis yang disetujui.
h. Pengemasan
Kegiatan pengemasan berfungsi membagi dan mengemas produk ruahan menjadi produk jadi. Pengemasan hendaklah dilaksanakan di bawah pengendalian yang ketat untuk menjaga identitas, keutuhan dan mutu produk akhir yang dikemas.
Semua kegiatan pengemasan hendaklah dilaksanakan sesuai dengan instruksi yang diberikan dan menggunakan bahan pengemas yang tercantum dalam Prosedur Pengemasan Induk. Rincian pelaksanaan pengemasan hendaklah dicatat dalam Catatan Pengemasan Bets.
i. Pengawasan selama proses
Untuk memastikan keseragaman bets dan keutuhan obat, prosedur tertulis yang menjelaskan pengambilan sampel, pengujian atau pemeriksaan yang harus dilakukan selama proses dari tiap bets produk hendaklah dilaksanakan sesuai dengan metode yang telah disetujui oleh kepala bagian Manajemen Mutu (Pemastian Mutu) dan hasilnya dicatat. Pengawasan tersebut dimaksudkan untuk memantau hasil dan memvalidasi kinerja dari proses produksi yang mungkin menjadi penyebab variasi karakteristik produk dalam-proses.
Di samping itu, pengawasan selama-proses hendaklah mencakup, tapi tidak terbatas pada prosedur umum sebagai berikut:
1. Semua parameter produk, volume atau jumlah isi produk hendaklah diperiksa pada saat awal dan selama proses pengolahan atau pengemasan; dan
2. Kemasan akhir hendaklah diperiksa selama proses pengemasan dengan selang waktu yang teratur untuk memastikan kesesuaiannya dengan spesifikasi dan memastikan semua komponen sesuai dengan yang ditetapkan dalam Prosedur Pengemasan Induk.
j. Karantina dan penyerahan produk jadi
Karantina produk jadi merupakan tahap akhir pengendalian sebelum penyerahan ke gudang dan siap untuk didistribusikan. Prosedur tertulis hendaklah mencantumkan cara penyerahan produk jadi ke area karantina, cara penyimpanan sambil menunggu pelulusan, persyaratan yang diperlukan untuk memperoleh pelulusan, dan cara pemindahan selanjutnya ke gudang produk jadi.
Selama menunggu pelulusan dari bagian Manajemen Mutu (Pemastian Mutu), seluruh bets/lot yang sudah dikemas hendaklah ditahan dalam status karantina.
2.2.7 Pengawasan Mutu (Badan Pengawasan Obat dan Makanan, 2012)
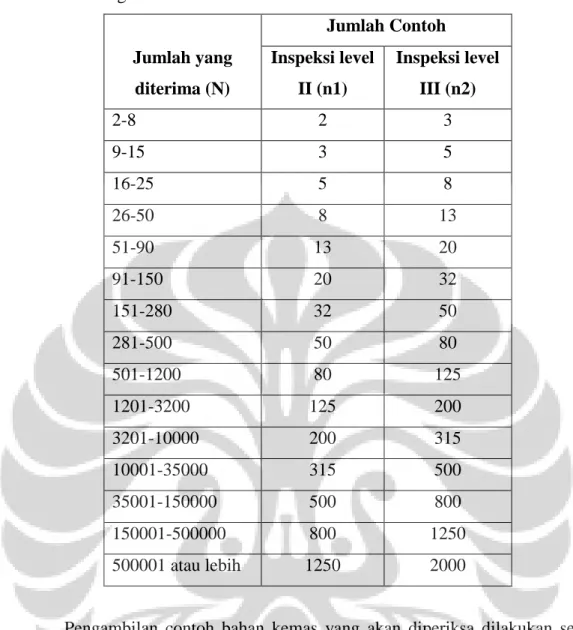
Pengawasan Mutu merupakan bagian yang esensial dari Cara Pembuatan Obat yang Baik untuk memberikan kepastian bahwa produk secara konsisten mempunyai mutu yang sesuai dengan tujuan pemakaiannya.
Pengawasan Mutu mencakup pengambilan sampel, spesifikasi, pengujian serta termasuk pengaturan, dokumentasi dan prosedur pelulusan yang memastikan bahwa semua pengujian yang relevan telah dilakukan, dan bahan tidak diluluskan untuk dipakai atau produk diluluskan untuk dijual, sampai mutunya telah dibuktikan memenuhi persyaratan.
Pengawasan Mutu tidak terbatas pada kegiatan laboratorium, tapi juga harus terlibat dalam semua keputusan yang terkait dengan mutu produk. Ketidaktergantungan Pengawasan Mutu dari Produksi dianggap hal yang fundamental agar Pengawasan Mutu dapat melakukan kegiatan dengan memuaskan.
Tiap pemegang izin pembuatan harus mempunyai Bagian Pengawasan Mutu. Bagian ini harus independen dari bagian lain dan di bawah tanggung jawab dan wewenang seorang dengan kualifikasi dan pengalaman yang sesuai, yang membawahi satu atau beberapa laboratorium. Sarana yang memadai harus tersedia untuk memastikan bahwa segala kegiatan Pengawasan Mutu dilaksanakan dengan efektif dan dapat diandalkan.
Dokumentasi dan prosedur pelulusan yang diterapkan bagian Pengawasan Mutu hendaklah menjamin bahwa pengujian yang diperlukan telah dilakukan sebelum bahan digunakan dalam produksi dan produk disetujui sebelum didistribusikan.
Sebelum meluluskan bahan awal atau bahan pengemas untuk digunakan, kepala bagian Pengawasan Mutu hendaklah memastikan bahwa bahan tersebut telah diuji kesesuaiannya terhadap spesifikasi untuk identitas, kekuatan, kemurnian dan parameter mutu lain.
Setelah dipasarkan, stabilitas produk jadi hendaklah dipantau menurut program berkesinambungan yang sesuai, yang memungkinkan pendeteksian semua masalah stabilitas (misal perubahan pada tingkat impuritas, atau profil disolusi) yang berkaitan dengan formula dalam kemasan yang dipasarkan.
2.2.8 Inspeksi Diri, Audit Mutu dan Audit & Persetujuan Pemasok (Badan Pengawasan Obat dan Makanan, 2012)
Tujuan inspeksi diri adalah untuk mengevaluasi apakah semua aspek produksi dan pengawasan mutu industri farmasi memenuhi ketentuan CPOB. Program inspeksi diri hendaklah dirancang untuk mendeteksi kelemahan dalam pelaksanaan CPOB dan untuk menetapkan tindakan perbaikan yang diperlukan. Inspeksi diri hendaklah dilakukan secara independen dan rinci oleh petugas yang kompeten dari perusahaan yang dapat mengevaluasi penerapan CPOB secara obyektif. Manajemen hendaklah membentuk tim inspeksi diri yang berpengalaman dalam bidangnya masing-masing dan memahami CPOB. Audit independen oleh pihak ketiga juga dapat bermanfaat.
Inspeksi diri hendaklah dilakukan secara rutin dan, di samping itu, pada situasi khusus, misalnya dalam hal terjadi penarikan kembali obat jadi atau terjadi penolakan yang berulang. Semua saran untuk tindakan perbaikan supaya dilaksanakan. Prosedur dan catatan inspeksi diri hendaklah didokumentasikan dan dibuat program tindak lanjut yang efektif.
Penyelenggaraan audit mutu berguna sebagai pelengkap inspeksi diri. Audit mutu meliputi pemeriksaan dan penilaian semua atau sebagian dari sistem manajemen mutu dengan tujuan spesifik untuk meningkatkannya. Audit mutu umumnya dilaksanakan oleh spesialis dari luar atau independen atau suatu tim yang dibentuk khusus untuk hal ini oleh manajemen perusahaan.
Kepala Bagian Manajemen Mutu (Pemastian Mutu) hendaklah bertanggung jawab bersama bagian lain yang terkait untuk memberi persetujuan pemasok yang dapat diandalkan memasok bahan awal dan bahan pengemas yang memenuhi spesifikasi yang telah ditentukan.
2.2.9 Penanganan Keluhan Terhadap Produk dan Penarikan Kembali Produk (Badan Pengawasan Obat dan Makanan, 2012)
Semua keluhan dan informasi lain yang berkaitan dengan kemungkinan terjadi kerusakan obat harus dikaji dengan teliti sesuai dengan prosedur tertulis. Untuk menangani semua kasus yang mendesak, hendaklah disusun suatu sistem,
bila perlu mencakup penarikan kembali produk yang diketahui atau diduga cacat dari peredaran secara cepat dan efektif.
Tiap keluhan yang menyangkut kerusakan produk hendaklah dicatat yang mencakup rincian mengenai asal-usul keluhan dan diselidiki secara menyeluruh dan mendalam. Kepala bagian Pengawasan Mutu hendaklah dilibatkan dalam pengkajian masalah tersebut.
Jika produk pada suatu bets ditemukan atau diduga cacat, maka hendaklah dipertimbangkan untuk memeriksa bets lain untuk memastikan apakah bets lain juga terpengaruh. Khusus bets yang mengandung hasil pengolahan ulang dari bets yang cacat hendaklah diselidiki.
Setelah melakukan penyelidikan dan evaluasi terhadap laporan dan keluhan mengenai suatu produk hendaklah dilakukan tindak lanjut. Tindak lanjut ini mencakup:
a. Tindakan perbaikan bila diperlukan;
b. Penarikan kembali satu bets atau seluruh produk akhir yang bersang-kutan; dan
c. Tindakan lain yang tepat.
Badan POM hendaklah diberitahukan apabila industri farmasi mempertimbangkan tindakan yang terkait dengan kemungkinan kesalahan pembuatan, kerusakan produk, pemalsuan atau segala hal lain yang serius mengenai mutu produk. Operasi penarikan kembali hendaklah mampu untuk dilakukan segera dan tiap saat.
Ada beberapa hal yang perlu diperhatikan dalam Pelaksanaan Penarikan Kembali
a. Tindakan penarikan kembali produk hendaklah dilakukan segera setelah diketahui ada produk yang cacat mutu atau diterima laporan mengenai reaksi yang merugikan;
b. Pemakaian produk yang berisiko tinggi terhadap kesehatan, hendaklah dihentikan dengan cara embargo yang dilanjutkan dengan penarikan kembali dengan segera. Penarikan kembali hendaklah menjangkau sampai tingkat konsumen;
c. Sistem dokumentasi penarikan kembali produk di industri farmasi, hendaklah menjamin bahwa embargo dan penarikan kembali dilaksanakan secara cepat, efektif dan tuntas; dan
d. Pedoman dan prosedur penarikan kembali terhadap produk hendaklah dibuat untuk memungkinkan embargo dan penarikan kembali dapat dilakukan dengan cepat dan efektif dari seluruh mata rantai distribusi.
Produk yang ditarik kembali hendaklah diberi identifikasi dan disimpan terpisah di area yang aman sementara menunggu keputusan terhadap produk tersebut.
Perkembangan proses penarikan kembali hendaklah dicatat dan dibuat laporan akhir, termasuk hasil rekonsiliasi antara jumlah produk yang dikirim dan yang ditemukan kembali.
Efektivitas penyelenggaraan penarikan kembali hendaklah dievaluasi dari waktu ke waktu.
2.2.10 Dokumentasi (Badan Pengawasan Obat dan Makanan, 2012)
Dokumentasi adalah bagian dari sistem informasi manajemen dan dokumentasi yang baik merupakan bagian yang esensial dari pemastian mutu. Dokumentasi yang jelas adalah fundamental untuk memastikan bahwa tiap personil menerima uraian tugas yang relevan secara jelas dan rinci sehingga memperkecil risiko terjadi salah tafsir dan kekeliruan yang biasanya timbul karena hanya mengandalkan komunikasi lisan. Spesifikasi, Dokumen Produksi Induk/Formula Pembuatan, prosedur, metode dan instruksi, laporan dan catatan harus bebas dari kekeliruan dan tersedia secara tertulis. Keterbacaan dokumen adalah sangat penting.
Spesifikasi menguraikan secara rinci persyaratan yang harus dipenuhi produk atau bahan yang digunakan atau diperoleh selama pembuatan. Dokumen ini merupakan dasar untuk mengevaluasi mutu.
Dokumen Produksi Induk, Prosedur Pengolahan Induk dan Prosedur Pengemasan Induk (Formula Pembuatan, Instruksi Pengolahan dan Instruksi
Pengemasan) menyatakan seluruh bahan awal dan bahan pengemas yang digunakan serta menguraikan semua operasi pengo-lahan dan pengemasan.
Prosedur berisi cara untuk melaksanakan operasi tertentu, misalnya pembersihan, berpakaian, pengendalian lingkungan, pengambilan sampel, pengujian, dan pengoperasian peralatan.
Catatan menyajikan riwayat tiap bets produk, termasuk distribusinya dan semua keadaan yang relevan yang berpengaruh pada mutu produk akhir.
2.2.11 Pembuatan dan Analisis Berdasarkan Kontrak (Badan Pengawasan Obat dan Makanan, 2012)
Pembuatan dan analisis berdasarkan kontrak harus dibuat secara benar, disetujui dan dikendalikan untuk menghindarkan kesalahpahaman yang dapat menyebabkan produk atau pekerjaan dengan mutu yang tidak memuaskan. Kontrak tertulis antara Pemberi Kontrak dan Penerima Kontrak harus dibuat secara jelas yang menentukan tanggung jawab dan kewajiban masing-masing pihak. Kontrak harus menyatakan secara jelas prosedur pelulusan tiap bets produk untuk diedarkan yang menjadi tanggung jawab penuh kepala bagian Manajemen Mutu (Pemastian Mutu).
2.2.12 Kualifikasi dan Validasi (Badan Pengawasan Obat dan Makanan, 2012) CPOB menguraikan prinsip kualifikasi dan validasi yang dilakukan di industri farmasi. yang perlu dilakukan sebagai bukti pengendalian terhadap aspek kritis dari kegiatan yang dilakukan. Perubahan signifikan terhadap fasilitas, peralatan dan proses yang dapat memengaruhi mutu produk hendaklah divalidasi. Pendekatan dengan kajian risiko hendaklah digunakan untuk menentukan ruang lingkup dan cakupan validasi.
Validasi adalah suatu tindakan pembuktian dengan cara yang sesuai bahwa tiap bahan, proses, prosedur, kegiatan, sistem, perlengkapan atau mekanisme yang digunakan dalam produksi dan pengawasan akan senantiasa mencapai hasil yang diinginkan. Validasi diklasifikasikan menjadi tiga, yakni validasi pembersihan, validasi metode analisis, dan validasi proses.
Validasi Pembersihan adalah Tindakan pembuktian yang didokumentasikan bahwa prosedur pembersihan yang disetujui akan senantiasa menghasilkan peralatan bersih yang sesuai untuk pengolahan obat. Validasi Proses adalah Tindakan pembuktian yang didokumentasikan bahwa proses yang dilakukan dalam batas parameter yang ditetapkan dapat bekerja secara efektif dan memberi hasil yang dapat terulang untuk menghasilkan produk jadi yang memenuhi spesifikasi dan atribut mutu yang ditetapkan sebelumnya.
Kualifikasi adalah kegiatan pembuktian bahwa perlengkapan, fasilitas, atau sistem yang digunakan dalam suatu proses/sistem akan selalu bekerja sesuai dengan kriteria yang diinginkan dan konsisten. Kualifikasi diklasifikasikan menjadi empat, yaitu kualifikasi desain, kualifikasi instalasi, kualifikasi operasional, dan kualifikasi kinerja.
Kualifikasi Desain adalah dokumen yang memverifikasikan bahwa desain dari fasilitas, sistem dan peralatan sesuai untuk tujuan yang diinginkan. Kualifikasi Instalasi adalah dokumentasi yang memverifikasikan bahwa seluruh aspek kunci dari instalasi peralatan atau sistem telah sesuai dengan tujuan desainnya dan mengikuti rekomendasi yang diberikan oleh industri pembuat. Kualifikasi Kinerja adalah dokumentasi yang memverifikasikan bahwa fasilitas, sistem dan peralatan, yang telah terpasang dan difungsikan, dapat bekerja secara efektif dan memberi hasil yang dapat terulang, berdasarkan metode proses dan spesifikasi yang disetujui. Kualifikasi Operasional adalah dokumentasi yang memverifikasikan bahwa seluruh fasilitas, sistem dan peralatan yang telah diinstalasi atau dimodifikasi berfungsi sesuai rancangan pada rentang operasional yang diantisipasi.
Seluruh kegiatan validasi hendaklah direncanakan. Unsur utama program validasi hendaklah dirinci dengan jelas dan didokumentasikan di dalam Rencana Induk Validasi (RIV) atau dokumen setara. Protokol validasi tertulis hendaklah dibuat untuk merinci kualifikasi dan validasi yang akan dilakukan. Protokol hendaklah dikaji dan disetujui oleh kepala bagian Manajemen Mutu (Pemastian Mutu). Protokol validasi hendaklah merinci langkah kritis dan kriteria penerimaan.
3.1 Sejarah PT Actavis Indonesia
Pada November 2012, Watson Pharmaceutical Inc. mengakuisisi Actavis Group dan menempatkan Gabungan Actavis dan Watson menjadi perusahaan generik internasional.
PT Dumex Indonesia berada dibawah Actavis Group, diresmikan pada tanggal 8 November 1969 oleh Presiden Republik Indonesia kedua, yaitu Bapak H.M. Soeharto. Pada tahun 1983 PT Dumex Indonesia diakusisi oleh Alpharma sehingga berubah nama menjadi PT Dumex Alpharma Indonesia, kemudian menjadi PT Alpharma pada tahun 2001. Dengan akuisisinya, bulan Maret 2006 PT Alpharma berubah menjadi PT Actavis Indonesia yang merupakan bagian dari Actavis Group.
Tepat pada tanggal 31 Oktober 2012, Watson Pharmaceutical Inc. di Parsipanny, New Jersey, Amerika Serikat resmi mengakuisisi Actavis global. Nama Actavis, Inc. resmi digunakan mulai tgl. 24 Januari 2013 yang ditandai dengan berbunyinya bel tanda transaksi perdagangan pasar bursa New York. Actavis Inc. merupakan perusahaan farmasi global yang terintegrasi, fokus pada pengembangan, pembuatan dan pendistribusian produk obat-obatan generik, brand dan biosimilar. Kantor pusat Actavis global dan Actavis US berlokasi di Parsippany, New Jersey, USA. Sementara kantor pusat International terletak di Zug, Swiss.
PT Actavis Indonesia memiliki lebih dari 100 jenis molekul produk yang terdiri atas antibiotik, analgetik antipiretik, multivitamin, trankuilizer, antiinflamasi, dan lain-lain. Bentuk sediaan yang diproduksi oleh PT Actavis Indonesia yaitu sediaan padat (kapsul, tablet, kaplet), semipadat (krim, salep), sediaan cair (sirup, suspensi), dan enema. Produk-produk tersebut selain dipasarkan untuk pasar lokal, turut dipasarkan ke luar negeri seperti Eropa dan Asia pasifik. PT Actavis Indonesia memiliki sistem manajemen terintegrasi bersetifikat ISO 9001:2008, ISO 14001:2004, dan OHSAS 18001:2007.
3.2 Visi dan Misi
Visi dari PT Actavis Indonesia adalah kesuksesan perusahaan dapat didukung melalui budaya Our Winning Way. Perilaku seluruh karyawan didefinisikan melalui tiga kata kunci, yaitu Challenge, Connect, dan Commit yang menyatukan bagaimana bagaimana PT Actavis Indonesia bertindak dan bekerja.
Challenge: Berpikir lebih cerdas dan bertindak lebih cepat, mengembangkan solusi kreatif, melaju lebih jauh.
Connect: Bekerja bersama sebagai satu perusahaan untuk membuat dan memberikan praktik terbaik, memadukan pengetahuan lokal dengan sumber daya global, merupakan mitra pilihan.
Commit: Bertanggung jawab dan dapat dipertanggungjawabkan secara sosial, tidak pernah berkompromi terhadap kualitas, memberikan yang dijanjikan.
Misi PT Actavis Indonesia adalah:
a. Mengembangkan dan memproduksi obat berkualitas tinggi.
b. Telah memenuhi kebutuhan customer saat ini dan masa mendatang melalui investasi yang cerdas di R&D.
c. Memberikan layanan terbaik dan bernilai tinggi. d. Merayakan beragam budaya di tim global.
e. Memperluas komunitas tempat kami hidup dan bekerja. f. Mengedepankan shareholder value dalam setiap pekerjaan.
3.3 Lokasi Pabrik dan Fasilitas
PT Actavis Indonesia mempunyai dua lokasi kantor yang terdiri dari kantor Pemasaran dan kantor Pusat. Kantor Pemasaran PT Actavis Indonesia di Talavera Office Park lantai 7 dengan lokasi di Jalan Letjen TB. Simatupang Kav. 22 – 26, Jakarta Selatan 12430. Sedangkan Kantor Pusat PT Actavis Indonesia dengan lokasi di Jalan Raya Bogor KM 28, Jakarta Timur 13710. Kantor Pusat ini yang berdiri diatas tanah seluas 19,279 m2, termasuk pabrik yang ada di dalamnya. 40% dari luas area digunakan untuk area produksi, sisanya digunakan untuk fasilitas lainnya.
Bagian dalam industri terdiri dari beberapa bangunan yaitu : a. Gedung produksi penicillin non steril (Beta Lactam Facility) b. Gedung produksi non penicillin dan liquid (Multi Product Facility) c. Gedung produksi semipadat/topikal (Topical Plant Facility)
d. Gudang raw material dan packaging material e. Gudang produk jadi
f. Gedung engineering dan workshop
g. Laboratorium QC dan laboratorium pengembangan produk (Product Development)
h. Perkantoran (Bagian QA, personalia, dan keuangan) i. Lain-lain (kantin, mushola dan tempat olahraga)
3.4 Sarana Penunjang
Terdapat beberapa sarana penunjang dalam PT Actavis Indonesia, sarana-sarana tersbut anatara lain:
a. Sumber energi
PT Actavis Indonesia menggunakan sumber listrik berasal dari PLN dan generator pembangkit listrik cadangan yang digunakan apabila aliran listrik padam.
b. Sumber air
PT Actavis Indonesia menggunakan dua sumber air yang kemudian diolah lebih lanjut, yaitu air sumur bor dan air PAM.
c. Udara tekan (Compressed air)
PT Actavis Indonesia menggunakan udara tekan untuk penghematan listrik. Kegunaan dari udara tekan antara lain, untuk mengoperasikan mesin-mesin produksi, membersihkan debu dan digunakan untuk mengalirkan udara kering ke dalam kabinet mesin.
d. Air Handling Unit (AHU)
AHU digunakan untuk mengatur udara di ruangan. Pada masing-masing ruang produksi mempunyai AHU yang terpisah, untuk mencegah terjadinya kontaminasi silang.
3.5 Produk dan Sertifikat GMP
PT Actavis Indonesia pada tahun 2011 telah memperoleh sertifikat CPOB dari Badan Pengawas Obat dan Makanan dan mendapat sertifikasi European GMP (PICS) dari Health Care Inspectorate (The Netherlands) pada tahun 2012 untuk produk sediaan padat non steril baik penisilin maupun non penisilin, cair, dan semi padat, sehingga produk-produk Actavis Indonesia dapat dipasarkan di Eropa, serta sertifikat GMP untuk beberapa sediaan tablet penisilin dan non penisilin dari Ukrainian Authority di tahun 2008.
PT Actavis Indonesia telah memperoleh 17 sertifikat CPOB yang didapatkan dari Badan Pengawas Obat dan Makanan (BPOM) Republik Indonesia (23 November 2011), untuk produk antara lain:
a. Fasilitas Multiproduk (Multiproduct Facility) non steril dan fasilitas topikal (Topical Plant Facility), terdiri dari tablet non antibiotik tidak bersalut, tablet non antibiotik bersalut, kapsul non antibiotik gelatin keras, larutan oral non antibiotik, dan enema non antibiotik, serta salep atau krim non antibiotik..
b. Fasilitas Beta Laktam (Beta Lactam Facility) terdiri dari tablet tidak bersalut, tablet salut, kapsul gelatin keras, dan suspensi kering oral antibiotik.
c. Sertifikat GMP untuk beberapa sediaan tablet penisilin dan non penisilin dari Ukrainian Authority (2008).
d. Sertifikasi Sistem Manajemen Terintegrasi (Integrated Management System) dari TUV Rheinland, sebagai berikut:
ISO 9001:2008 yaitu mengenai sistem managemen mutu (Quality Management System).
ISO 14001:2004 yaitu mengenai sistem managemen lingkungan (Enviromental Management System).
OHSAS 18001:2007 yaitu mengenai sistem manajemen Keselamatan dan kesehatan (Occupational Health and Safety Management System).
Produk PT Actavis Indonesia dipasarkan melalui perusahaan distribusi atau distributor yang saat ini ditunjuk ada 3 perusahaan dengan skala nasional,
yaitu: PT Anugrah Argon Medika (AAM), PT Mensa Bina Sukses (MBS), dan PT Sawah Besar Farma (SBF) .
3.6 Struktur Organisasi
PT Actavis dipimpin oleh seorang Presiden direktur dengan dibantu oleh 6 orang direktur, yaitu: Managing Director, Direktur Pemasaran dan Penjualan (Sales and Marketing Director), Direktur Operasional (Operation Director), Direktur Keuangan (Finance Director), Direktur Sumber Daya Manusia (Human Resource Director), serta dibantu oleh kepala bagian Scientific Affairs (SCA), dan Direktur Penjualan Ekspor dan Bisnis Toll (Toll and Business Director) membentuk Management Committee (MC) atau manajemen puncak perusahaan.
Operasional dan manufaktur dipimpin oleh seorang Direktur Operasional (Operation Director) yang membawahi 5 departemen, yaitu departemen Mutu (Quality Operation Department), Manajemen Bahan Baku (Material Management Department), Operasional (Departemen Produksi dan PPIC), Teknik (Departemen Engineering dan EHS), dan Pengembangan Produk (Product Development Department/PD). Masing-masing departemen tersebut dipimpin oleh seorang manajer yang dibantu oleh beberapa supervisor.
3.6.1 Departemen Sumber Daya Manusia (Human Resource Department/HRD) Merupakan divisi yang berfungsi sebagai support function atau biasa disebut sebagai partner bisnis. Struktur HRD di PT. Actavis Indonesia terbagi menjadi 3 bagian, yaitu:
a. HR Operation Manager, memastikan kebutuhan operasional karyawan terpenuhi, misalnya alat tulis kantor, makanan di kantin, serta kebutuhan lainnya
b. People & Organization Development Manager/POD Manager, memastikan karyawan mendapatkan pelatihan berupa training yang bersifat non manufacturing / soft skill sesuai bidang pekerjaannya masing-masing.
c. Compensation & Benefits, menjamin karyawan mendapatkan hak-haknya, misalnya jaminan kesehatan, tunjangan hari raya, dan lain sebagainya.
3.6.2 Departemen Manajemen Bahan Baku (Material Management Department) Departemen Manajemen Bahan Baku mempunyai tugas dan tanggung jawab dalam merencanakan produksi, mengendalikan persediaan bahan baku, bahan kemas, dan obat jadi, serta merencanakan pengadaan bahan baku dan bahan kemas dari supplier. Departemen ini dipimpin oleh seorang manajer. Ruang lingkup dari departemen ini yaitu Purchasing (Central Procurement Department/CPD) dan Gudang (Warehouse).
3.6.2.1 Purchasing (Central Procurement Department/CPD)
Departemen ini bertanggung jawab terhadap pemesanan untuk pembelian seluruh material yang diperlukan oleh PT Actavis Indonesia, terutama bahan baku. Rencana pembelian dilakukan berdasarkan Material Requirement Plan (MRP) yang telah disusun oleh planner melalui program Mfg-Pro. MRP digunakan untuk pembacaan perkiraan pembelian. Proses ini menghasilkan rencana produksi dan rencana pembelian dengan mempertimbangkan pada stok yang ada, buffer stock dan sales order.
Bagian pembelian akan memesan barang pada pemasok yang memenuhi spesifikasi yang telah ditentukan dengan membuat purchase order (PO). Bahan baku dan bahan kemas hanya dapat dibeli pada supplier yang telah disetujui oleh QA dan masuk kedalam daftar Approved Supplier List (ASL). Pemilihan terhadap pemasok berdasarkan penilaian terhadap beberapa faktor, diantaranya kualitas bahan baku dan bahan kemas, harga yang kompetitif, sistem antar yang tepat waktu, pelayanan yang baik dan sistem pembayaran yang menguntungkan.
3.6.2.2 Gudang (Warehouse)
Gudang merupakan tempat penerimaan, penyimpanan, dan distribusi barang berupa bahan baku, bahan pengemas, yang digunakan untuk membantu kelancaran proses produksi. Oleh karena itu, perlu ditangani secara khusus agar barang yang disimpan tersebut senantiasa sesuai secara kuantitatif antara stok secara fisik dengan stock secara administratif. Mutu suatu produk sangat dipengaruhi oleh penanganan bahan awal. Untuk menjaga keselamatan kerja di area gudang maka setiap orang yang memasuki area gudang harus menggunakan
helm dan safety shoes yang sesuai, dan harus waspada terhadap lalu lintas di gudang terutama forklift yang sedang beroperasi (SOP: tata cara masuk area gudang). Gudang di PT Actavis Indonesia terdiri tiga bagian yaitu:
a. Gudang penyimpanan bahan baku (raw material) dan bahan kemas (packaging material),
b. Gudang penyimpanan bahan aktif penisilin di gedung Beta Lactam Facility (BLF), dan
c. Gudang penyimpanan produk jadi (finished goods).
Gudang ini berfungsi untuk menyimpan semua produk jadi yang dihasilkan oleh bagian produksi dan produk toll in serta sebagai tempat pendistribusian kepada pemasok. Ruangan di gudang produk jadi terbagi menjadi 2 yaitu ruangan AC dan Non AC. Penyusunan barang di gudang produk jadi didasarkan kepada kondisi penyimpanan suhu produk. Produk jadi yang masuk kedalam gudang finished goods merupakan produk yang sudah di-approved dari bagian QA setelah melalui berbagai pemeriksaan baik kimia maupun mikrobiologi dan memiliki status “ON HAND” pada sistem Mfg Pro. Selain produk yang sudah di-approved, produk yang masih dalam status karantina juga dapat disimpan di gudang finished goods. Produk toll in yang masuk kedalam gudang finished goods juga statusnya dikatagorikan karantina.
Kegiatan pengecekan/stock opname barang untuk gudang produk jadi dilakukan setiap 3 bulan sekali, sedangkan untuk gudang raw material dan packaging dilakukan setiap 6 bulan sekali dan untuk pengecekan dari luar (external) dilakukan setiap bulan Desember.
Material yang diterima oleh gudang terdiri dua jenis yaitu bahan baku dan bahan kemas dari pemasok dan produk jadi (finished goods) dari departemen produksi. Pemasok bahan baku dan bahan kemas harus dipastikan sudah termasuk dalam ASL (Approved Supplier List). Setelah pemasok datang, dilakukan pemeriksaan administratif dan pemeriksaan barang. Pemeriksaan administratif yang dilakukan berupa pemeriksaan surat jalan yang dibawa dan pencocokkan delivery order (DO) yang dibawa oleh pemasok dengan purchase order (PO) dari bagian pengadaan yang tertera dengan yang terdapat pada sistem Mfg Pro, jika
terjadi perbedaan maka segera diminta konfirmasi dengan bagian pengadaan. Pemeriksaan barang dilakukan dengan memeriksa kesesuaian barang, jumlah barang yang dipesan, serta nomor bets barang, kondisi fisik barang, dan batas tanggal daluwarsa (expired date). Selain itu, bagian gudang juga wajib meminta Certificate of Analysis (CoA) barang. Pemeriksaan barang dilakukan dengan memeriksa kesesuaian barang, jumlah barang yang dipesan, serta nomor bets barang, kondisi fisik barang, dan batas tanggal daluwarsa (due date). Setelah hasil pemeriksaan sesuai, petugas gudang akan menandatangani DO dan memasukkan data barang ke dalam sistem Mfg Pro dengan status “income RM”.
Barang yang baru diterima di gudang akan diberi label “QUARANTINE” berwarna kuning. Setelah itu, petugas gudang akan membuat checklist penerimaan barang yang akan dikirim ke departemen Quality Control (QC) sebagai acuan untuk pemeriksaan. Kemudian, inspector raw material dari bagian QC akan melakukan pengambilan contoh (sampling) bahan baku dan bahan kemas untuk dilakukan pemeriksaan di QC. Selama proses pemeriksaan di QC, bahan baku dan bahan kemas diberi label “QC HOLD” berwarna kuning dan diberi status “QC HOLD” pada sistem Mfg Pro. Setelah hasil pemeriksaan memenuhi syarat, maka bahan-bahan tersebut akan diberi label “APPROVED” berwarna hijau dan diberi status “ON HAND” pada sistem Mfg Pro. Dengan demikian, bahan baku dan bahan kemas tersebut dapat digunakan untuk proses produksi. Jika hasil pemeriksaan dari QC tidak memenuhi syarat, maka bahan-bahan tersebut akan diberi label “REJECT” berwarna merah dan barang tidak dapat digunakan untuk proses produksi. Barang yang berstatus “REJECT” akan dipisahkan. Barang yang berstatus “REJECT” akan dipisahkan. Untuk bahan baku yang berstatus “REJECT” dikembalikan ke supplier dan untuk printed material tidak dikembalikan ke supplier, namun langsung dimusnahkan.
Kondisi penyimpanan barang di gudang disesuaikan dengan persyaratan penyimpanan masing-masing barang. Untuk printed packaging material disimpan dalam ruangan yang terkunci. Gudang bahan baku dan bahan kemas memiliki beberapa kondisi penyimpanan:
a. Kondisi AC
Kondisi penyimpanan AC ini bersuhu di bawah 25 oC (15-25 oC), digunakan untuk menyimpan bahan kemas primer, bahan baku dan produk sitotoksik yang memiliki persyaratan penyimpanan pada suhu tersebut. b. Kondisi non AC
Kondisi penyimpanan AC ini bersuhu di bawah 25-30 oC, digunakan untuk menyimpan bahan kemas sekunder dan tersier, serta bahan baku yang memiliki persyaratan penyimpanan pada suhu tersebut.
c. Lemari pendingin
Lemari pendingin bersuhu di bawah 8-15 oC, biasanya digunakan untuk menyimpan bahan baku vitamin. Terdapat satu produk sitotoksik yang disimpan dengan suhu penyimpanan di bawah 8 oC.
d. Lemari penyimpanan narkotik
Bahan baku dan produk narkotik disimpan dalam lemari besi khusus penyimpanan narkotik dan terkunci. Kunci dipegang oleh apoteker penanggung jawab.
e. Gudang tahan api yang digunakan untuk meyimpan bahan-bahan yang mudah meledak dan terbakar.
Rak penyimpanan di dalam gudang terdiri dari 12 level untuk penyimpanan bahan baku dan bahan kemas. Penentuan area penyimpanan suatu bahan berdasarkan keterangan yang tertera pada label atau CoA, atau berdasarkan rekomendasi dari bagian Quality atau TS (Technical Support). Untuk peyimpanan produk-produk likuid disimpan di bagian bawah. Selanjutnya di input kedalam sistem Mfg Pro.
Pemantauan suhu di gudang dilakukan selama 24 jam, ditinjau setiap dua kali sehari dan data di ambil setiap seminggu sekali. Pemantauan suhu menggunakan logger yang berada di titik terpanas. Parameter kesesuaian suhu diukur berdasarkan Mean Kinetic Temperature (MKT) yaitu rata-rata suhu dalam satu minggu. Untuk ruangan dengan suhu 15-25 oC, jika MKT di atas 25 oC harus diadakan risk assessment; untuk ruangan 25-30 oC, risk assessment dilakukan jika MKT > 30 oC, dan untuk lemari pendingin (8-15 oC), risk assessment dilakukan
jika MKT > 15 oC. Jika perlu, dilakukan pemindahan penyimpanan produk sementara.
Proses distribusi terdiri dari dua bagian yaitu distribusi bahan baku dan bahan kemas serta distribusi produk jadi. Distribusi bahan baku dan bahan kemas ke lokasi produksi. Distribusi obat jadi untuk market lokal melalui distributor dan distribusi obat jadi untuk market luar negri dan eksport melalui forwarder. Proses distribusi bahan baku dan bahan kemas yang akan digunakan untuk produksi dilakukan berdasarkan work order (WO) picklist yang dikeluarkan oleh bagian PPIC yang juga terhubung dengan sistem Mfg Pro. Picklist berisi jenis dan jumlah bahan baku dan bahan kemas yang dibutuhkan untuk proses produksi, yang telah disesuaikan dengan forecast marketing.
Untuk bahan baku, setelah WO picklist keluar maka petugas gudang akan menyiapkan bahan baku yang diminta, selanjutnya akan diserahkan ke bagian dispensing untuk ditimbang melaui pintu airlock IV. Penimbangan dilakukan oleh 1 orang petugas gudang dan 1 orang dari petugas produksi serta disaksikan oleh seorang dispensing supervisor dari pihak produksi. Sisa bahan baku akan dikembalikan lagi kedalam gudang melalui pintu airlock IV. Untuk bahan kemas, petugas gudang akan menyiapkan bahan sesuai dengan jumlah yang diminta dan mengantarkan ke bagian produksi yang meminta. Pada saat serah terima bahan baku maupun bahan kemas, dilakukan pengecekan ulang oleh bagian produksi terhadap jumlah bahan yang diterima, jika sesuai, picklist akan ditandatangani. Setelah itu, WO picklist dibawa kembali ke gudang untuk dilakukan component issue (pemotongan) pada sistem dengan tujuan agar jumlah barang yang ada di gudang dengan yang ada di sistem sama. Kemudian picklist tersebut akan diserahkan kembali ke bagian produksi yang bersangkutan untuk selanjutnya disimpan dalam job sheet/batch record sebagai dokumen.
Setelah proses produksi selesai maka bagian produksi akan melakukan penerimaan work order (WO receive) ke lokasi “income-fg” dengan status karantina untuk diperiksa oleh QC. Untuk produk obat yang telah lulus dari pengujian maka akan dilakukan pemindahan barang dari bagian produksi ke gudang finished good, kemudian barang diperiksa oleh petugas gudang yang meliputi pemeriksaan fisik, jumlah serta nomor bets dan setelah cocok maka