Abstrak— PT. Coca-Cola Bottling Indonesia Jawa Timur (PT. CCBI Jawa Timur) dikenal sebagai produsen minuman yang memproduksi beragam produk minuman berkarbonasi. Kualitas produk merupakan hal yang sangat dipertimbangkan bagi konsumen untuk memilih produk yang mereka inginkan. Variabel kualitas yang digunakan pada penelitian ini adalah volume gas dan brix. Karena variabel tersebut telah menggunakan alat ukur terkalibrasi. Persentase produk yang berada pada spesifikasi di bulan Juli 2013 adalah 50% untuk variabel volume gas sedangkan 22,09% untuk variabel brix. Padahal target persentase efektifitas adalah 95%, sehingga masih terdapat gap antara hasil dengan target. Dengan demikian hasil yang diperoleh tidak efektif.Nilai ��� untuk variabel volume gas dan brix adalah 0,39 dan 0,26 yang berarti bahwa proses belum kapabel. Penelitian ini menggunakan metode DMAIC yang merupakan salah satu metode six sigma bertujuan untuk mengurangi jumlah produk cacat dan meningkatkan indeks kapabilitas. Hasil tahap analisis di bulan Agustus 2013 adalah tidak efektif dan belum kapabel. Selain itu, terjadi penurunan level sigma sebesar 0,15 sigma untuk volume gas dan 2,16 sigma untuk brix dari bulan Juli 2013. Hasil tahap control di bulan September 2013 menunjukkan bahwa telah terjadi peningkatan 0,04 sigma untuk volume gas dan 1,45 sigma untuk brix. Nilai Cpc juga meningkat sebesar 0,4604 untuk volume gas dan 0,289 untuk brix. Hasil persentase efektifitas di bulan September 2013 diperoleh hasil yang sama untuk volume gas dan brix yaitu sebesar 42,86% yang berarti bahwa tidak efektif.
Kata Kunci—DMAIC, Efektifitas, Kapabilitas Proses, Six Sigma.
I. PENDAHULUAN
ndustri minuman ringan sudah dimulai sekitar abad ke-19, terutama di Eropa dan Amerika. Salah satu perusahaan terbesar minuman di dunia adalah The Coca-Cola Company. PT. Coca-Cola Bottling Indonesia Jawa Timur (PT.
CCBI Jawa Timur) memproduksi dan mendistribusikan produk-produk berlisensi dari The Coca-Cola Company. PT.
CCBI Jawa Timur dikenal sebagai produsen minuman yang memproduksi beragam produk minuman berkarbonasi yang menjangkau segala macam lapisan konsumen baik kalangan atas atau bawah. Kualitas merupakan hal yang sangat dipertimbangkan bagi konsumen untuk memilih produk yang mereka inginkan. Proses yang baik akan menghasilkan kualitas yang baik pula dari suatu produk. Dalam dunia industri, suatu produk dikatakan baik jika masih berada dalam batas spesifikasi yang ditetapkan oleh perusahaan. Statistical Proccess Control (SPC) merupakan suatu bagian dari statistika
yang bertujuan untuk melakukan pengontrolan kualitas secara
berkala. SPC lebih menekankan pada pendefinisian proses ke dalam peta kendali [1]. Peta kendali menampilkan grafik dari suatu proses yang dapat memberikan suatu deskripsi yang luas untuk mengerti kondisi suatu proses dalam kondisi terkontrol sebagai bentuk peningkatan kualitas.
Six sigma adalah sebuah metode yang mengaplikasikan
alat-alat statistik dan teknik mereduksi produk gagal agar tidak lebih dari 3,4 produk gagal dari satu juta produk. Dengan kata lain, kondisi tersebut nyaris tanpa cacat. Terdapat beberapa macam metode six sigma dimana salah satunya adalah DMAIC
yang merupakan singkatan dari Define, Measure, Analyze, Improve, dan Control [2]. Penelitian tentang DMAIC telah
dilakukan pada proses pengemasan semen (packaging) proyek
Tuban 2 yang menghasilkan nilai Cp sebesar 1,01 dengan level 3,03 sigma dimana nilai sigma sudah memenuhi standar rata-rata perusahaan yaitu 3 sigma [3]. PT. CCBI Jawa Timur telah menerapkan metode DMAIC sejak tahun 2012. Sehingga pada penelitian ini akan dilakukan penelitian tentang penerapan metode DMAIC di PT. CCBI Jawa Timur. Ada beberapa variabel kualitas yang diamati pada saat finish beverage
setelah proses date code dan sebelum proses warmer yaitu
volume gas (CO2), brix (derajat kemanisan), appearance,
taste, dan micro. Karena volume gas(CO2) dan brix (derajat
kemanisan) telah menggunakan alat ukur yang terkalibrasi maka variabel kualitas tersebut yang akan diteliti.
Persentase produk yang berada di target pada bulan Juli 2013 adalah 50% untuk variabel volume gas sedangkan 22,09% untuk variabel brix. Padahal target persentase efektifitas adalah
95%. Dengan demikian hasil yang diperoleh tidak efektif. Nilai Cpc untuk variabel volume gasdan brix adalah 0,39 dan
0,26 yang berarti belum kapabel karena kurang dari 1. Penelitian ini menggunakan metode DMAIC yang merupakan salah satu metode six sigma bertujuan untuk mengurangi jumlah produk cacat, meningkatkan indeks kapabilitas dan level sigma. Oleh karena itu, pada penelitian ini akan dilakukan pengujian pergeseran proses antara bulan Juli 2013 dengan Agustus 2013, kapabilitas proses, serta perhitungan persentase efektifitas penerapan metode DMAIC di PT. Coca-Cola Bottling Indonesia Jawa Timur.
II. TINJAUANPUSTAKA
A. Uji Normalitas
Uji normalitas bertujuan untuk menentukan data yang telah diperoleh mengikuti distribusi normal atau tidak dengan hipotesis awal adalah data berdistribusi normal. Dengan
Penerapan Metode DMAIC di PT. Coca-Cola
Bottling Indonesia Jawa Timur
Zubdatu Zahrati dan Lucia Aridinanti
Jurusan Statistika, FMIPA, Institut Teknologi Sepuluh Nopember (ITS)
Jl. Arief Rahman Hakim, Surabaya 60111 Indonesia
: [email protected]
menggunakan tingkat signifikan α maka H0 ditolak jika D > Dα,db atau p_value < α dimana statistik uji D adalah sebagai
berikut.
�=���|(��(�)− �0(�)| (1)
B. Uji Kruskal Wallis
Pengujian ini digunakan untuk data yang tidak normal dengan tujuan untuk mengetahui apakah data volume gas dan
brix menunjukkan adanya pergeseran proses antar bulan atau
tidak [4]. Hipotesis awal yang digunakan adalah tidak ada pergeseran proses antar bulan. Dengan menggunakan tingkat signifikan α maka H0 ditolak jika �ℎ�����2 > ��2,�−1 dimana
statistik uji �ℎ�����2 adalah sebagai berikut.
Statistik uji :�ℎ�����2 =�(12�+1)∑ ��
2
�� −3(�+ 1)
�
�=1 (2)
Jika ada angka yang sama maka hasil dari persamaan (2) dibagi dengan 1-�∑ �3−� dimana T = �3− �. Dengan k adalah
banyaknya bulan, t adalah banyaknya nilai pengamatan yang
sama dalam kelompok skor berangka sama dan �� adalah
peringkat pada bulan ke-i.
C. Peta Kendali I-MR
Peta kendali I-MR adalah peta kendali variabel yang digunakan jika jumlah observasi dari masing-masing subgrup hanya satu. Keadaan ini mungkin disebabkan oleh beberapa hal, yaitu: pemeriksaan kualitas sampel perlu waktu lama, proses produksi berlangsung lama, pemeriksaan kualitas sampel perlu biaya besar, pemeriksaan kualitas sampel dapat merusak objek.
Peta kendali individual digunakan untuk pengendalian proses produksi dengan jumlah pengambilan sampel sama dengan 1 [5]. Pembuatan peta kendali individual I-MR diterapkan pada proses yang menghasilkan produk relatif homogen, misalnya cairan kimia, kandungan mineral dari air, kadar residu, dan lain-lain. Struktur data untuk peta kendali I-MR dapat dilihat pada Tabel 1 sebagai berikut.
Tabel 1. Struktur data peta I-MR
Bulan Subgrup Karakteristik Kualitas MR
Juli
1 X1 -
2 X2 MR2
.
. . .
. . .
i Xi MRi
. . .
. . .
. . .
m Xm MRm
X
� MR�����
Agustus
1 X1 -
2 X2 MR2
. . .
. . .
. . .
i Xi MRi
. . .
. . .
. . .
m
X
� MR�����
Dimana Xi adalah nilai pengamatan pada subgrup ke-i dengan X� sebagai rata-rata nilai pengamatan. MRi adalah jarak atau rentang bergerak antara satu pengamatan (Xi) dengan nilai pengamatan sebelumnya (Xi-1) pada subgrup ke-i dimana MR
����� sebagai rata-rata nilai rentang bergerak.
Jika terdapat titik pengamatan yang keluar batas kendali maka penyebabnya dianalisis menggunakan diagram sebab akibat. Tujuannya adalah agar dapat mengidentifikasi sebab terjadinya masalah dan membantu mengantisipasi timbulnya suatu masalah. Proses dikatakan kapabel jika Cpc > 1 da n proses telah terkendali secara statistik. Apabila data tidak normal maka akan dilakukan perhitungan menggunakan indeks Cpc [5].
T X E 2 π 6
BSB BSA Cpc
− −
= (3)
Nilai 2 π
6 adalah 7,52 dengan T sebagai target atau titik
tengah antara batas spesifikasi atas (BSA) dan batas spesifikasi bawah (BSB) atau dengan perhitungan 12(BSA + BSB).
D. Konsep Six Sigma
Six sigma merupakan suatu metode pengendalian dan
peningkatan kualitas yang diterapkan oleh perusahaan Motorola sejak tahun 1986, yang merupakan terobosan baru dalam bidang manajemen kualitas [2]. Salah satu metode six sigma adalah DMAIC yang terdiri dari beberapa tahap sebagai
berikut.
1. Define, yaitu mendefinisikan masalah yang terjadi
berkaitan dengan variabel penelitian, dampak dari masalah adalah kualitas produk menurun, melakukan investigasi terhadap permasalahan, pengukuran tujuan atau hasil yang dicapai (peningkatan kapabilitas proses dan efektifitas). 2. Measure, yaitu mengukur kinerja proses pada saat sekarang
agar dapat dibandingkan dengan target yang ditetapkan. Karakteristik kualitas (Critical to Quality) terdiri dari
volume gasdan brix.
3. Analyze, yaitu menganalisis ada perbedaan perlakuan antar
bulan atau tidak, membuat peta kendali I-MR, mengidentifikasi sumber penyebab keluar batas kendali dengan diagram sebab akibat, menghitung nilai Cpc dan persentase efektifitas.
4. Improve, yaitu pengoptimasian proses dengan membuat
solusi yang kemudian diterapkan pada proses produksi. Pada penelitian ini tahap improve sudah dilakukan oleh
perusahaan.
5. Control, yaitu melakukan pengendalian terhadap proses
secara terus menerus untuk meningkatkan kapabilitas proses menuju target six sigma dan pencapaian persentase
efektifitas ≥ 95%.
E. Persentase Efektifitas
% efektifitas = JumlahdataJumlahyangdataberadakeseluruhandalamspesi�ikasi (4)
III. METODOLOGIPENELITIAN
A. Tahap Define
Definisi masalah pada penelitian ini yaitu perbandingan antar bulan Juli 2013 dengan Agustus 2013, indeks kapabilitas proses dan level sigma setelah proses six sigma dilakukan,
serta menghitung persentase efektifitas.
B. Tahap Measure
Pada tahap kedua metode DMAIC adalah tahap measure
dilakukan pada bulan Juli 2013, Agustus 2013, dan September 2013. Tahap ini akan dilakukan penetapan karakteristik kualitas yang terdiri dari volume gas dan brix. Penjelasan
tentang kedua variabel sebagai berikut. 1. Volume gas(CO2)
Volume gas merupakan kadar karbondioksida (CO2) yang terkandung dalam minuman. S tandar gas volume untuk
produk coca-cola 1L pada line produksi 4 a dalah 4,50 ± 0,25. Volume gas diukur dengan menggunakan alat yang bernama shaker. Pengukuran ini dilakukan dengan cara
mengukur gas yang ada di dalam larutan. Setelah itu, nilai tekanan tersebut dikombinasikan dengan temperatur minuman pada saat diukur. Selanjutnya akan menghasilkan volume gas yang terlarut.
2. Derajat kemanisan (brix)
Brix merupakan derajat kemanisan yang terkandung dalam
suatu produk (beverage). Brix untuk produk coca-cola 1L
mempunyai standar spesifikasi 10,42 dengan toleransi sebesar ± 0,15. Setiap jenis soft drink yang diproduksi memiliki
komposisi gula dan air tertentu. Brix diukur dengan
menggunakan alat yang bernama densitymeter.
Data yang digunakan dalam penelitian ini adalah data sekunder, yaitu data volume gas(CO2) dan derajat kemanisan (brix). Pengambilan sampel dilakukan oleh Departemen Quality Assurance (QA) setiap 30 menit pada saat finish beverage setelah proses date code dan sebelum proses warmer. Finish beverage adalah produk yang siap dikemas.
Pengumpulan sampel data produksi dimulai dari bulan Juli sampai September 2013. Lama produksi pada bulan Juli 2013 mulai tanggal 01 J uli pukul 17.30 WIB sampai 03 J uli 2013 pukul 7.41 WIB. Sehingga sampel yang diambil bulan Juli 2013 adalah sebanyak 86 sampel produk. Lama produksi bulan Agustus 2013 h anya berlangsung pada tanggal 03 A gustus 2013 pukul 00.00 WIB sampai pukul 11.00 WIB. Sehingga sampel yang diambil bulan Agustus 2013 adalah sebanyak 26 sampel produk. Lama produksi pada bulan September 2013 juga hanya berlangsung dalam satu hari dari pukul 14.30 WIB sampai 21.10 WIB. Sehingga sampel yang diambil bulan September 2013 a dalah sebanyak 14 s ampel produk. Jika terjadi masalah pada saat proses produksi maka pengambilan sampel dilakukan kurang dari 30 menit. Jadi, banyak data yang diperoleh selama 3 bulan adalah 126 data.
C. Tahap Analyze
Tahap analisis dilakukan di bulan Agustus 2013. Terdapat tiga tujuan yang ingin dicapai dalam penelitian ini yaitu:
1. Untuk mengetahui adanya pergeseran proses antara bulan Juli 2013 dengan Agustus 2013 atau tidak.
2. Untuk mengetahui indeks kapabilitas proses setelah metode
six sigma diterapkan adalah sebagai berikut.
a. Menggambarkan kondisi proses produksi dengan menggunakan peta kendali I-MR.
b. Mengidentifikasi faktor penyebab yang diketahui dengan diagram sebab akibat.
c. Menggambarkan kembali peta kendali yang sudah dihilangkan titik-titik pengamatan yang berada di luar batas kendali.
d. Menghitung indeks Cpc dan level sigma. 3. Untuk mengetahui persentase efektifitas.
D. Tahap Improve
Tahap improve dilakukan pada akhir produksi coca-cola 1L
di bulan Agustus 2013. Tahap ini telah dilakukan oleh perusahaan.
E. Tahap Control
Tahap control dilakukan pada bulan September 2013.
Pengawasan terhadap proses produksi harus dilakukan secara berkala dan terus menerus. Pada tahap ini, akan diketahui hasil dari tahap perbaikan yang telah dilakukan sebelumnya. Hasil yang diperoleh ini akan dihitung persentase efektifitas dari masing-masing variabel kualitas (volume gasdan brix).
IV. HASILANALISISDANPEMBAHASAN Pada bagian keempat ini akan dibahas mengenai tahap
analyze, improve, dan control sebagai berikut. A. Tahap Analyze
Tahap ketiga dalam metode DMAIC adalah tahap analisis. Terdapat poin-poin penting yang akan dibahas, diantaranya adalah uji kenormalan data, pengujian perbedaan perlakuan antar bulan, dan evaluasi kondisi proses. Uji kenormalan data menggunakan uji kolmogorov smirnov dengan hipotesis awal
adalah data berdistribusi normal.
Tabel 2.
Hasil uji kenormalan data per bulan
Bulan Variabel N Rata-rata StDev P_value
Juli Volume gas Brix 86 86 4,554 10,36 0,01319 0,03448 0,010 0,010
Agustus Volume gas Brix 26 26 4,534 10,38 0,04726 0,05493 0,010 0,010
September Volume gas Brix 14 14 4,534 10,39 0,02409 0,01437 0,010 0,010
Rata-rata volume gas pada bulan Agustus 2013 da n September 2013 adalah sama yakni sebesar 4,534 ml/ml dan 4,534 ml/ml (Tabel 2). Sedangkan nilai rata-rata brix pada
bulan Juli 2013, Agustus 2013, dan September 2013 a dalah berbeda-beda. Karena nilai p_value < 0 ,05 maka H0 ditolak yang berarti bahwa data tidak berdistribusi normal. Selanjutnya dilakukan pengujian Kruskal Wallis untuk
mengetahui apakah ada pergeseran proses antar bulan dengan hipotesis awal yang digunakan adalah tidak ada pergeseran proses antar bulan.
Tabel 3. Uji Ktuskal Wallis
Variabel �ℎ�����2 P_value
Volume gas 3,006 0,083
Jika ditetapkan tingkat signifikan sebesar 5% maka H0 ditolak yang berarti bahwa bulan Juli 2013 de ngan Agustus 2013 tidak ada pergeseran proses untuk variabel kualitas volume gas dan brix (Tabel 3). Nilai �ℎ�����2 < �(20,05;1) (3,006
< 3,841) atau p_value > α (0,083 > 0,05) untuk volume gas. Sedangkan nilai �ℎ�����2 < �(20,05;1) (3,131 < 3,841) atau
p_value > α (0,077 > 0,05) untuk brix.Evaluasi kondisi proses
dilakukan pada bulan Juli 2013 (baseline) dan Agustus 2013
(analyze) dengan peta kendali I-MR karena jumlah sampel
sama dengan 1 (n=1). Proses dikatakan tidak terkendali secara statistik apabila terdapat titik yang terletak diluar batas kendali. Maka diperlukan tindakan penyelidikan dan perbaikan untuk mendapatkan dan menghilangkan penyebab tak terkendali dengan diagram sebab akibat.
82
Gambar 1a.Peta Kendali I-MR Volume gasBulan Juli 2013
82
Gambar 1b.Peta Kendali I-MR Brix Bulan Juli 2013
25
Gambar 2a.Peta Kendali I-MR Volume gasBulan Agustus 2013
25
Gambar 2b.Peta Kendali I-MR Brix Bulan Agustus 2013
Gambar 1a,1b,2a, dan 2b dapat disimpulkan bahwa peta kendali I-MR belum terkendali secara statistik. Oleh karena itu, penyebab tidak terkendali dianalisis menggunakan diagram sebab akibat agar dapat mengidentifikasi sebab terjadinya masalah dan membantu mengantisipasi timbulnya suatu masalah.
Gambar 3a.Diagram Sebab Akibat Volume gas
Gambar 3a menjelaskan tentang penyebab keluar batas spesifikasi produk coca-cola 1L untuk variabel kualitas
volume gas. Penyebabnya terdiri atas 4M + 1 L, diantaranya dari sisi material yakni sistem penyimpanan, dan tekanan input sehingga dapat berpengaruh terhadap kualitas material. Pengetahuan dan kemampuan operator dalam melaksanakan tugas pekerjaannya sudah sesuai dengan instruksi atau tidak. Hal ini sangat penting karena apabila tidak sesuai maka akan menghambat proses produksi itu sendiri. Tipe proses antar mesin yang berbeda-beda menyebabkan setting mesin juga
berbeda. Sehingga perlu pengawasan terhadap setting mesin
secara berkala. Dari sisi metode terdiri atas sistem pelarutan CO2 (carbonation) dan sistem deaerasi (pre carbonation). Untuk itu, diperlukan pengetahuan mengenai metode ersebut agar proses produksi dapat berjalan maksimal. Hal yang perlu diperhatikan dalam lingkungan adalah kontrol sistem pendinginan dan jenis pendinginan. Karena proses pendinginan ini menjadi sangat penting pada finish product coca-cola.
Material Manusia
Gambar 3b.Diagram Sebab Akibat Brix
Gambar 3b menjelaskan tentang penyebab keluar batas spesifikasi target produk coca-cola 1L pada variabel brix yang
dikarenakan oleh 4M+1L. Pembuatan brix tidak selalu sesuai
namun masih berada dalam range merupakan penyebab dari
sisi material. Para operator juga perlu memperhatikan instruksi penggunaan mesin. Hampir semua mesin menggunakan bahasa inggris dalam menjelaskan cara penggunaan mesin. Oleh karena itu, perusahaan juga perlu meningkatkan kemampuan bahasa inggris khususnya para operator. Metode sistem pencampuran brix pada proses produksi juga berbeda-beda.
Tipe mesin dan setting mesin pada mixer yang berbeda juga
akan mengakibatkan variasi sampel produk yang dianalisis. Seharusnya pengawasan dilakukan secara berkala agar dapat mengetahui kondisi saat proses produksi berlangsung. Meskipun proses tidak terkendali secara statistik jika hanya ingin mengetahui indeks kapabilitas proses akan dijelaskan pada Tabel 4 sebagai berikut.
Tabel 4.
PerbandinganHasilKapabilitas Proses Juli 2013 dan Agustus 2013
Bulan Juli 2013 Agustus 2013
Variabel Volume gas Brix Volume gas Brix
Cpc 0,39 0,26 0,0046 0,11
DPMO 58140 372093 76923 653846
Level
Sigma 3,08 sigma 3,28 sigma 2,93 sigma 1,12 sigma
Perusahaan telah melakukan evaluasi metode DMAIC setiap akhir produksi sehingga dapat diketahui bahwa nilai level sigma adalah 2,93 sigma dan 1,12 sigma pada bulan Agustus 2013 (Tabel 4). Hasil ini masih jauh dari nilai six sigma.
Terjadi penurunan level sigma dari bulan Juli 2013 ke bulan Agustus 2013 sebesar 0,15 sigma untuk variabel volume gas. Sedangkan untuk variabel brix juga mengalami penurunan
sebesar 2,16 sigma. Selanjutnya, jika dilihat dari nilai Cpc juga mengalami penurunan sebesar 0,3854, nilai DPMO naik sebesar 18.783 produk cacat per satu juta produk untuk variabel volume gas. Demikian pula untuk variabel brix yang
nilai Cpc turun sebesar 0,15, nilai DPMO naik sebesar 281.753 produk cacat per satu juta produk. Kondisi ini berarti untuk variabel volume gas dan brix mengalami penurunan level
sigma. Oleh karena itu, langkah selanjutnya adalah melakukan perhitungan persentase efektifitas six sigma yang akan
dijelaskan pada Tabel 5. Persentase efektifitas level kelas dunia adalah 95% [7].
Tabel 5.
Persentase Efektifitas Bulan Juli 2013 dan Agustus 2013
Bulan Juli 2013 Agustus 2013
Variabel Volume gas Brix Volume gas Brix
Target 4,55 10,36 4,53 10,36
Persentase sampel produk
yang berada di target 50% 22,09% 34,62% 15,38%
Kesimpulan Efektif Tidak Efektif Tidak Efektif Tidak Efektif Tidak
Persentase data sampel yang berada dalam batas spesifikasi tidak melebihi 95% yang berarti bahwa proses produksi tidak efektif untuk variabel volume gas dan brix (Tabel 5). Oleh
karena itu, diperlukan tahap-tahap perbaikan yang telah dilakukan oleh perusahaan. Tahap improve telah dilakukan
pada akhir produksi coca-cola 1L di bulan Agustus 2013
dengan mengidentifikasi akar penyebab masalah menggunakan diagramsebab akibat.
B. Tahap Improve
Setelah dilakukan tahap analisis maka akan dilakukan perbaikan proses yang terdapat dalam tahap improve. Pada
kondisi nyata di lapangan, perusahaan telah melakukan perbaikan setiap kali produksi. Akar permasalahan yang terjadi telah dicari dengan menggunakan diagram sebab akibat yang meliputi material, manusia, metode, mesin, dan lingkungan. Hal yang sering dilakukan perbaikan adalah maintenance pada
mesin. Karena setting mesin yang berbeda-beda sehingga
dapat menghambat jalannya proses produksi. Selain itu, part
mesin yang rusak dan perlu melakukan pemesanan ke luar negeri juga perlu butuh waktu lama. Breakdown mesin yang
terjadi secara tiba-tiba juga sangat berpengaruh pada proses produksi. Jika terjadi hal seperti ini maka produk yang dihasilkan pertama kali akan keluar batas spesifikasi. Oleh karena itu, dibutuhkan pengawasan ketat setelah breakdown
mesin.
C. Tahap Control
Langkah keempat pada metode DMAIC adalah tahap pengawasan (control). Analisis peta kendali I-MR bulan
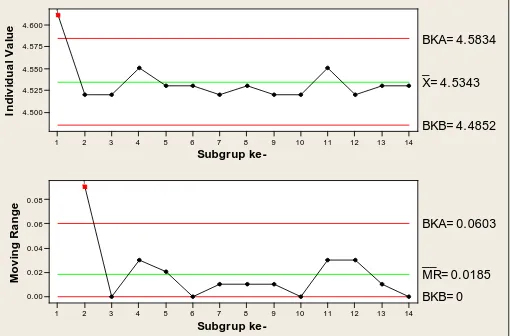
September 2013 digunakan sebagai hasil dari tahap control.
14
Gambar 3a.Peta Kendali I-MR Volume gasBulan September 2013
Sistem
Lingkungan Metode Mesin
14
Gambar 3b.Peta Kendali I-MR Brix Bulan September 2013
Gambar 3a dan 3b dapat disimpulkan bahwa peta kendali I-MR pada bulan September 2013 (sebagai control) belum
terkendali secara statistik. Oleh karena itu, diperlukan identifikasi penyebab keluar batas kendali dengan diagram sebab akibat. Selanjutnya, meskipun proses tidak terkendali secara statistik jika hanya ingin mengetahui indeks kapabilitas proses akan dijelaskan pada Tabel 6.
Tabel 6
HasilKapabilitas Proses Bulan Agustus 2013 dan September 2013
Bulan Agustus 2013 September 2013
Variabel Volume gas Brix Volume gas Brix
Cpc 0,0046 0,11 0,465 0,399
DPMO 76923 653846 71429 142857
Level
Sigma 2,93 sigma 1,12 sigma 2,97 sigma 2,57 sigma
Hasil tahap control pada bulan Agustus 2013 ke bulan
September 2013 menunjukkan peningkatan sebesar nilai 0,04 sigma yang berarti belum mencapai six sigma untuk variabel
volume gas (Tabel 6). Sedangkan untuk variabel brix juga
mengalami kenaikan sebesar 1,45 sigma. Tahap control di
bulan September 2013 menunjukkan hasil analisis kapabilitas proses adalah nilai Cpc naik sebesar 0,4604 untuk variabel volume gas. Demikian juga untuk variabel brix yang hasil
analisis kapabilitas proses adalah nilai Cpc mengalami kenaikan sebesar 0,289 dan DPMO mengalami penurunan sebesar 510989. Jika dilihat secara keseluruhan hasil level sigma untuk variabel volume gasdan brix belum mencapai six sigma. Selanjutnya akan dilakukan perhitungan persentase
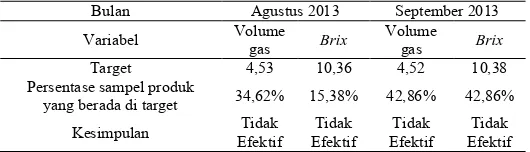
efektifitas six sigma terhadap target. Tabel 7
Persentase Efektifitas Bulan Agustus 2013 dan September 2013
Bulan Agustus 2013 September 2013
Variabel Volume gas Brix Volume gas Brix
Target 4,53 10,36 4,52 10,38
Persentase sampel produk
yang berada di target 34,62% 15,38% 42,86% 42,86%
Kesimpulan Efektif Tidak Efektif Tidak Efektif Tidak Efektif Tidak
Secara keseluruhan, persentase data sampel yang berada dalam batas spesifikasi belum melebihi 95% yang berarti bahwa proses produksi tidak efektif untuk masing-masing variabel kualitas (Tabel 7). Hasil persentase efektifitas six sigma pada bulan September 2013 untuk kedua variabel
kualitas sama yakni sebesar 42,86%. Jika dibandingkan dengan bulan Agustus 2013 ( tahap control) maka persentase
efektifitas telah terjadi peningkatan yaitu sebesar 8,24% untuk variabel volume gasdan 27,48% untuk variabel brix.
V. KESIMPULAN
Hasil pengujian menggunakan uji kenormalan diperoleh kesimpulan bahwa data tidak mengikuti distribusi normal. Hasil uji Kruskal Wallis disimpulkan bahwa adalah tidak ada
perbedaan hasil data antara di bulan Juli 2013 dan Agustus 2013 pada masing-masing variabel kualitas (volume gas dan
brix). Hasil tahap analisis di bulan Agustus 2013 menunjukkan
bahwa proses belum terkendali secara statistik. Selanjutnya dilakukan tahap improve pada akhir produksi coca-cola 1L di
bulan Agustus 2013 dengan mencari akar penyebab menggunakan diagram ishikawa. Hasil tahap control di bulan
September 2013 menunjukkan bahwa proses belum terkendali secara statisik dengan nilai level sigma 2,97 sigma untuk volume gas dan 2,57 sigma untuk brix. Nilai Cpc yang diperoleh juga kurang dari 1 yang berarti bahwa proses belum kapabel. Selanjutnya persentase efektifitas six sigma di bulan
September untuk kedua variabel juga tidak efektif.
Saran untuk PT. CCBI adalah pengawasan terhadap setting
mesin perlu dilakukan secara berkala oleh operator. Selain itu, pengetahuan dan kemampuan operator juga penting dalam mengoperasikan mesin. Karena setting pada mesin
berpengaruh besar terhadap hasil analisis. Untuk penelitian selanjutnya sebaiknya peta kendali yang digunakan adalah non parametrik karena data tidak berdistribusi normal. Selain itu, perlu dibuat tabel level six sigma untuk data yang tidak
berdistribusi normal.
UCAPANTERIMAKASIH
Penulis mengucapkan terima kasih kepada PT. Coca-Cola Bottling Indonesia Jawa Timur yang telah memberikan kesempatan untuk menyelesaikan Tugas Akhir, khususnya kepada Pak Faris Mazaya dan semua pihak yang elah membantu selama berada di sana.
DAFTARPUSTAKA
[1] Montgomery, D. C. 2005. Introduction to Statistical Quality Control. 5th.
John Wiley & Sons, Inc: New York.
[2] Gaspersz, V. 2007. Lean Six Sigma for Manufacturing and Service
Industries. PT. Gramedia Pustaka Utama, Jakarta.
[3] Suhartono, E. O. 2012. Pengontrolan Kualitas pada Proses Pengemasan
Semen (Packaging) PT. Semen Gresik (Persero) Tbk, di Tuban Berbasis Metode Six Sigma. Statistika, Institut Teknologi Sepuluh Nopember.
[4] Daniel, W. W. 1989. Statistik Nonparametrik Terapan. PT. Gramedia:
Jakarta.
[5] Montgomery, D. C. 2009. Introduction to Statistical Quality Control. 6th.
John Wiley & Sons, Inc: New York.
[6] Hidayat. 1996. Teori Efektifitas Dalam Kinerja Karyawan. Gajah Mada
University Press, Yogyakarta.
[7] Zandieh, S., Tabatabaei, S.A.N., Ghandehary, M. 2012. Evaluation of