OPERASI
PROTOTYPE PLANT KOKAS
Oleh : Suganal Wahid Supriatna Giman Rustomo Paidi Endang Yuyu
PUSLITBANG TEKNOLOGI MINERAL DAN BATUBARA
2009
i
Sari
Blue Print Pengelolaan Energi Nasional yang merupakan pelaksanaan Peraturan Presiden
Nomor 5 tahun 2006 dan Undang Undang No 4 tahun 2009 tentang Mineral dan Batubara, mengamanatkan bahwa batubara ditargetkan sebagai sumber energi nasional dengan porsi 33% dari bauran energi nasional dan peningkatan nilai tambah penggunaan batubara dan mineral. Hal tersebut memerlukan kegiatan konversi batubara menjadi kokas dan penggunaan kokas untuk pengolahan mineral logam.
Percobaan pembuatan kokas dengan proses ganda telah dilakukan oleh Puslitbang Teknologi Mineral dan Batubara sejak tahun 1990 menggunakan berbagai batubara di Indonesia antara lain batubara Ombilin, Arutmin, Bukit Asam dan Adaro dengan menggunakan berbagai jenis tungku karbonisasi. Percobaan pembuatan kokas pada tahun 2008 dilakukan menggunakan batubara dari Kalimantan Selatan sebagai bahan baku dan tunnel kiln sebagai tungku karbonisasi dan rekarbonisasi.
Kegiatan pada tahun 2009 merupakan kegiatan lanjutan berupa operasi protoype plant pembuatan kokas di Palimanan sekaligus sosialisasi kegiatan litbang kepada para pemangku kepentingan kokas pengecoran.
Rangkuman hasil kegiatan adalah sebagai berikut
Rancangan peralatan asphalt smelter telah dapat direalisasikan menjadi asphalt smelter dan beroperasi dengan baik pada ujicoba pembuatan kokas.
Ujicoba produksi kokas bongkah dari batubara berbutir kecil menggunakan rotary kiln berhasil baik dengan kadar zat terbang mencapai 2 % adb, rendemen 45 %.
Secara umum peralatan prototype plant kokas dapat beroperasi untuk memproduksi kokas pengecoran.
Kokas dalam bentuk kokas briket hasil ujicoba pada prototype plant kokas berkualitas mendekati kokas pengecoran secara umum, nilai kalor mendekati 7.000 kkal/kg, kadar abu rendah (<5%), porositas 36,6 % dan sulfur total rendah (<1%), drop shatter test pada +1½ inci mencapai 93% (syarat minimal hanya 90%).
Sosialisasi hasil litbang kokas telah mendapat respon dari kalangan industri, peminat proses pemanfaatan batubara dan para peneliti serta telah memperoleh mitra kerjasama litbang.
Hitungan ekonomi pada kapasitas kecil, 3.000 ton per tahun menunjukkan cukup layak untuk direalisasi dengan menghasilkan laba bersih Rp 3.966.067.000,- / tahun, IRR sebesar 32,06% dan jangka waktu pengembalian modal 4 tahun 11 bulan (termasuk 1 tahun masa konstruksi).
ii
KATA PENGANTAR
Kegiatan operasi prototype plant kokas merupakan salah satu kegiatan dari Kelompok Program Teknologi Pengolahan dan Pemanfaatan Batubara yang dibiayai dari dana DIPA 2009.
Sasaran kegiatan penelitian dan pengembangan ini adalah terwujudnya sarana dan kegiatan
prototype plant pembuatan kokas pada berbagai kondisi bahan baku batubara pada kapasitas
± 1 ton per hari serta terbentuk pemahaman produksi kokas dari batubara dalam negeri bagi para pemilik modal yang berkepentingan dengan industri pengolahan atau konversi batubara dan logam. Secara khusus hasil kegiatan tahun 2009 digunakan sebagai persiapan kegiatan tahun 2010 yang terdiri atas operasi pembuatan kokas berbasis batubara.
Semoga hasil kegiatan penelitian dan pengembangan ini bermanfaat dan dapat digunakan untuk pengembangan kokas pengecoran selanjutnya yang lebih ekonomis.
Bandung, Desember 2009 Kepala Pusat Penelitian dan Pengembangan Teknologi Mineral dan Batubara,
Prof. DR. Bukin Daulay, M.Sc.
NIP. 19510605 197803 1 001
iii
DAFTAR ISI
Halaman
SARI ……….………….………..………... i
KATA PENGANTAR ……….………..……… ii
DAFTAR ISI ………... iii
DAFTAR TABEL ...………... v
DAFTAR GAMBAR ...………... v
1. PENDAHULUAN ...……… 1
1.1 Latar Belakang ...………... 1
1.2 Ruang Lingkup Kegiatan ……….……….. 2
1.3 Tujuan ...………..……….………... 2 1.4 Sasaran ………..……….……… 3 1.5 Lokasi Kegiatan ……… 3 2. TINJAUAN PUSTAKA ………..…………..………... 4 2.1 Umum ………..……….. 4 2.2 Pembuatan Kokas ……….……….……….. 4
2.3 Kokas untuk Industri Pengecoran (Foundry Coke) ...……… 7
2.4 Hasil Kegiatan Litbang Kokas ……….………. 8
3. PROGRAM KEGIATAN ……….………... 11
3.1 Pengoperasian Prototype Plant Kokas Pengecoran ………..………... 11
3.2 Pengujian Karakteristik Kokas Secara Umum ... 11
3.3 Sosialisasi Produk Litbang Kokas ……….………. 11
4. METODOLOGI ……….………. 12
4.1 Pengoperasian Prototype Plant Kokas Pengecoran ……….……… 12
4.2 Pengujian Karakteristik Kokas Secara Umum ……….………... 12
iv
5. HASIL PERCOBAAN DAN PEMBAHASAN ……….……….. 14
5.1 Pengoperasian Prototype Plant Kokas Pengecoran ………..……… 14
5.2 Pengujian Karakteristik Kokas Secara Umum ………..…………..……… 22
5.3 Sosialisasi Produk Litbang Kokas ………..……… 23
6. KESIMPULAN ………..…….... 37
7. KENDALA DAN TINDAK LANJUT ...………...… 38
v
DAFTAR TABEL
Halaman
Tabel 2.1 Klasifikasi proses karbonisasi ……….………. 5
Tabel 2.2 Kekuatan drop shatter ……... 6
Tabel 2.3 Spesifikasi kokas pengecoran ………...… 6
Tabel 2.4 Hasil analisis kokas pengecoran ...10
Tabel 5.1 Hasil karbonisasi rotary kiln ………..………... 15
Tabel 5.2 Hasil karbonisasi batubara ………... 21
Tabel 5.3 Kualitas kimiawi kokas ………... 23
Tabel 5.4 Hasil uji drop shatter ...………...……... 23
Tabel 5.5 Kualitas kokas bahan baku karbit PT. EMDEKI UTAMA... 29
Tabel 5.6 Kebutuhan peralatan dan pendukung pembuatan briket kokas ... 31
Tabel 5.7 Biaya bangunan ... 32
Tabel 5.8 Kebutuhan dana investasi ... 33
DAFTAR GAMBAR Gambar 1.1 Denah lokasi prototype plant kokas di sentra teknologi pemanfaatan batubara, palimanan ... 3
Gambar 2.1 Produk kokas pengecoran ... 8
Gambar 2.2 Petrografi bahan baku dan produk ... 9
Gambar 5.1 Pembuatan kokas butiran dalam rotary kiln ....………....………...…… 15
Gambar 5.2 Pembakar siklon pada rotary kiln ………... 15
Gambar 5.3 Pengumpanan bahan baku pada rotary kiln... ………. 15
Gambar 5.4 Produk kokas butiran (lump coke) dari rotary kiln ... 15
Gambar 5.5 Tunnel kiln ………...………... 17
Gambar 5.6 Burner electric pada tunnel kiln …………...………... 17
Gambar 5.7 Burner manual ………... 17
Gambar 5.8 Lori rekarbonisasi ………... 17
Gambar 5.9 Tunnel kiln untuk rekarbonisasi ………..………... 17
Gambar 5.10 Hopper dan pneumatic conveyor ………..………... 18
vi
Gambar 5.12 Asphalt smelter ... 19
Gambar 5.13 Double roll mixer ………..………... 19
Gambar 5.14 Mesin briket double roll ……….………... 19
Gambar 5.15 Preparasi karbonisasi batubara ………..………... 21
Gambar 5.16 Batubara siap dikarbonisasi ………... 21
Gambar 5.17 Karbonisasi batubara ………... 21
Gambar 5.18 Hasil karbonisasi batubara ……... 21
Gambar 5.19 Briket kokas mentah ……...………... 22
Gambar 5.20 Lori bermuatan briket kokas ... 22
Gambar 5.21 Kokas produksi Koperasi Batur Jaya …………... 28
Gambar 5.22 Produk pengecoran besi ………..…………... 28
Gambar 5.23 Produk pengecoran besi di Ceper ………..………... 28
Gambar 5.24 Kegiatan finishing pengecoran besi ………... 28
Gambar 5.25 Kokas import sebagai bahan baku karbit …………..………... 30
Gambar 5.26 Maket pabrik karbit PT EMDEKI UTAMA di Gresik ….………... 30
1
1. PENDAHULUAN 1.1 Latar Belakang
Blue Print Pengelolaan Energi Nasional yang merupakan pelaksanaan Peraturan Presiden
Nomor 5 tahun 2006 mengamanatkan bahwa batubara ditargetkan sebagai sumber energi nasional dengan porsi 33% dari bauran energi nasional. Penggunaan batubara sebagai sumber energi tersebut termasuk untuk kegiatan industri di antaranya industri logam. Kokas dapat dikategorikan sebagai sumber energi pada industri logam antara lain industri pengecoran dan pengolahan mineral logam menjadi logam murni atau logam paduan. Penggunaan kokas pada industri tersebut adalah merupakan bentuk penggunaan batubara sebagai sumber energi setelah mengalami konversi berupa proses karbonisasi.
Sebagai amanat Undang-Undang Nomor 04 Tahun 2009 tanggal 12 Januari 2009 tentang Pertambangan Mineral Dan Batubara (Lembaran Negara RI Tahun 2009 Nomor 04, Tambahan Lembaran Negara RI Tahun 2009 Nomor 4959), pemanfaatan bahan tambang Indonesia seperti mineral logam diwajibkan mengalami proses nilai tambah terlebih dahulu (Anonim, 2009). Proses peningkatan nilai tambah ini memerlukan kokas, sehingga pembuatan kokas dari batubara Indonesia telah melaksanakan dua kegiatan nilai tambah, yaitu konversi batubara menjadi kokas dan penggunaan kokas untuk pengolahan mineral logam.
Percobaan pembuatan kokas dengan proses ganda telah dilakukan oleh Pusat Penelitian dan Pengembangan Teknologi Mineral dan Batubara sejak tahun 1990 menggunakan berbagai batubara di Indonesia antara lain batubara Ombilin, Arutmin, Bukit Asam dan Adaro dengan menggunakan berbagai jenis tungku karbonisasi. Percobaan terakhir pembuatan kokas pada tahun 2008 dilakukan menggunakan batubara dari Kalimantan Selatan sebagai bahan baku dan
tunnel kiln sebagai tungku karbonisasi dan rekarbonisasi.
Sejalan dengan perkembangan industri logam di Indonesia baik berupa industri pengecoran maupun industri pembuatan logam besi dan baja, beberapa industri berusaha memanfaatkan hasil litbang pembuatan kokas. Meskipun batubara mengkokas (coking coal) tidak ditemukan di Indonesia namun para industriawan berusaha memanfaatkan kokas dari batubara non coking.
2
Beberapa tahun yang lalu, telah dicoba pemanfaatan kokas dari arang kayu untuk pengolahan bijih besi menggunakan tungku blast furnace mini di Lampung dan terbukti berhasil baik. Dengan demikian kokas batubara non coking yang mempunyai sifat fisik lebih baik dari arang kayu kemungkinan besar dapat dimanfaatkan.
Pada tahun 2007 dan 2008 telah dilakukan penelitian lanjutan pada prototype plant pembuatan kokas di Palimanan dengan menggunakan bahan baku utama yaitu batubara Tanjung dan Sungai Danau, dengan kadar abu 0,8 % dan 3,14 %. Kondisi proses yang optimal meliputi : suhu karbonisasi > 900 ºC selama 4 jam, butir serbuk kokas – 20 mesh, bahan pengikat berupa aspal petroleum sebanyak 12,5% berat, suhu rekarbonisasi > 900 ºC dalam retor berupa tube dari pipa tahan api (Suganal, 2009). Kegiatan tersebut adalah merupakan kegiatan awal operasi prototype
plant pembuatan kokas yang sudah dilengkapi beberapa peralatan tambahan seperti pneumatic conveyor untuk transportasi serbuk kokas – 20 mesh. Tahun 2009 merupakan kegiatan lanjutan
operasi protoype plant pembuatan kokas sekaligus sosialisasi kegiatan litbang kepada para pemangku kepentingan kokas pengecoran.
1.2 Ruang Lingkup
Pengoperasian prototype plant kokas pengecoran, Pengujian karakteristik kokas secara umum, Sosialisasi produk litbang kokas.
1.3 Tujuan
Melaksanakan operasi prototype plant kokas sehingga minimal dapat digunakan sebagai percontohan pembuatan kokas untuk sentra industri logam (pengecoran dan/atau pembuatan besi) dan mematik tumbuhnya industri kokas di berbagai lokasi dan mensosialisasikan produk litbang kokas tersebut.
3
1.4 Sasaran
Terwujudnya sarana dan kegiatan prototype plant pembuatan kokas dari batubara Indonesia dengan kadar abu < 5%, rendemen karbonisasi ± 40%, pada kapasitas ± 1 ton per hari serta terbentuk pemahaman produksi kokas dari batubara dalam negeri bagi para pemilik modal yang berkepentingan dengan industri pengolahan atau konversi batubara dan logam.
1.5 Lokasi Kegiatan
Kegiatan litbang dilakukan di Sentra Teknologi Pemanfaatan Batubara di Palimanan dan sentra pengecoran serta industri besi/baja antara lain Ceper, Klaten, Jawa Tengah. Lokasi Prototype
Plant Kokas dalam lingkungan Sentra Teknologi Pemanfaatan Batubara terlihat pada Gambar
1.1.
Gambar 1.1 Denah lokasi prototype plant kokas di Sentra Teknologi Pemanfaatan Batubara, Palimanan 1 3 7 6 5 4 BANDUNG CIREBON 8 8 10
N
1 11 1 12 8 1 71 7 PARKING AREA Lahan perluasan Pilot Plant KokasAreal k olam penam pungan air Taman 9 12 KETERANGAN GAMBAR
1. Pabrik Percontohan Briket biobatubara
2. Pilot Plant Karbon Aktif 3. Pilot Plant UBC
4. Pilot Plant Kokas Pengecoran 5. Pilot Plant Gasifikasi Untuk PLTD 6. Pilot Plant Pembakaran CWM 7. Pilot Plant Pembakar siklon 8. Pilot Plant Gasifikasi 9. Mess Operator
10. Pilot Plant Pencairan Batubara 11. Laboratorium Pengujian 12. Kantor/Gedung administrasi
Dalam Perencanaan TA. 2010 Telah selesai dibangun Sedang dilaksanakan
4
2. TINJAUAN PUSTAKA
2.1 Umum
Kokas adalah material padatan hasil proses karbonisasi batubara. Karbonisasi batubara dapat didefinisikan sebagai suatu proses dekomposisi batubara dengan pemanasan bebas udara yang menghasilkan keluaran berupa suatu padatan, cairan dan produk gas. Padatan yang dihasilkan dari proses karbonisasi biasanya disebut char atau semikokas untuk produk karbonisasi temperatur rendah, dan disebut dengan kokas untuk produk karbonisasi temperatur tinggi. Kegunaan kokas antara lain adalah sebagai bahan bakar dalam industri pengecoran dan industri pembuatan besi atau baja. Secara umum kegunaan kokas adalah (Kenji dan Tata, 1996) :
sebagai sumber kalori, kokas berreaksi dengan oksigen dari tiupan udara menghasilkan panas untuk melelehkan besi dan slag;
sebagai chemicals, kokas berreaksi dengan oksigen dan CO2 membentuk gas pereduksi untuk proses reduksi bahan baku besi;
sebagai reduktor oksida-oksida logam lainnya seperti mangan, silika dan pospor,
sebagai unggun yang kuat, poros dan media permeabel agar sirkulasi dan distribusi gas pereduksi optimal.
2.2 Pembuatan Kokas
Pembuatan kokas berkaitan erat dengan proses karbonisasi batubara. Proses karbonisasi dapat diklasifikasikan berdasarkan temperatur pemanasan yang digunakan, yaitu (Tabel 2.1)(Wilson, 1960):
a. Karbonisasi temperatur rendah
Pada karbonisasi dengan temperatur rendah, umumnya dilakukan pada rentang temperatur 450-700OC. Tujuan utama dari proses ini adalah menghasilkan kokas reaktif dengan hasil ter yang tinggi. Kokas yang dihasilkan biasanya dipasarkan sebagai smokeless domestic fuel yang diproduksi dalam bentuk lump atau serbuk dengan kandungan zat terbang 8-20% (daf). Rendemen yang diperoleh dapat mencapai 70-80 %. Saat ini semikokas dapat
5
digunakan sebagai bahan baku pembuatan karbon aktif melalui proses aktivasi fisik menggunakan uap air.
b. Karbonisasi temperatur sedang
Karbonisasi temperatur sedang dilakukan pada rentang temperatur 750-900OC dengan tujuan untuk menghasilkan produk gas yang lebih tinggi dan kokas yang cukup reaktif. Produk padatan yang dihasilkan mengandung zat terbang antara 2-8% (daf) yang digunakan sebagai domestic fuel.
c. Karbonisasi temperatur tinggi
Karbonisasi temperatur tinggi dilakukan pada temperatur 900OC dengan tujuan pembuatan
hard coke untuk keperluan industri metalurgi seperti pengecoran logam, kupola dan tanur
tiup. Solid yield dapat mencapai 70% (adb) dengan kandungan zat terbang 2-5%. Gas yang dihasilkan mengandung sulfat, amoniak, benzol dan gas hidrogen.
Tabel 2.1 Klasifikasi proses karbonisasi Proses Karbonisasi Selang
Temperatur, OC Tujuan Proses
Temperatur rendah 450-700 Menghasilkan semikokas reaktif dan tar
Temperatur sedang 750-900 Menghasilkan kokas reaktif dan gas
Temperatur tinggi 900-1050 Menghasilkan kokas keras
Pada proses karbonisasi batubara akan mengalami pemanasan dan selama ini terjadi perubahan kimia yang ditandai dengan pelepasan gas-gas dan uap air yang meninggalkan residu padat dengan sebagian besar merupakan unsur karbon. Bila pemanasan dilanjutkan sampai
temperatur 2.200OC, padatan akan menjadi karbon murni dengan karakteristik graphite
microkristaline.
Secara umum sifat fisik dan kimia kokas (parameter) yang diinginkan setelah karbonisasi adalah sebagai berikut :
kandungan air dan abu maksimal masing-masing 3% dan 1,25%;
kandungan pospor dan sulfur masing-masing kurang dari 3% dan 1,25%; absolute density maksimal 2,3 (grafit);
6
apparent density antara 0,85-0,95 untuk kokas temperatur tinggi dan 0,75 untuk semikokas; Kekuatan shatter kokas yang berukuran 2,0 inch, 1,5 inch dan 1,0 inch masing-masing 80, 90
dan 98%.
Kekuatan drop shatter untuk kokas metalurgi dan kokas pengecoran dinyatakan dengan persen lolos ayakan dengan hasil uji shatter pada Tabel 2.2 berikut.
Tabel 2.2 Kekuatan drop shatter
Ukuran (inci) Kokas Metalurgi Kokas Pengecoran
>2,0 80 % 83 %
>1,5 90 %
>1,0 98 %
Secara ringkas kualitas tipikal kokas pengecoran yang digunakan di Amerika dapat dilihat pada Tabel 2.3 berikut:
Tabel 2.3 Spesifikasi kokas pengecoran
Karbon Padat 89,97% berat
Zat Terbang 0,93% berat
Abu 9,10% berat
Sulfur 0,7% berat
Specific Gravity Semu 1,04
Specific Gravity Sesungguhnya 1,89
Drop Shatter Test ( 2 inci ) 83% berat
Porositas 45% volume
Ukuran 3 inci
Batubara yang digunakan pada pembuatan kokas sebaiknya berupa batubara jenis coking coal. Karbonisasi batubara jenis coking coal akan menghasilkan gumpalan butiran kokas yang kuat dan padat, sedangkan karbonisasi batubara non coking tidak dapat membentuk padatan yang keras, cenderung rapuh dan remuk. Kecenderungan rapuh dan remuk merupakan akibat dari komposisi maseral yang terkandung dalam batubara tersebut. Pembuatan kokas dari batubara
7
pencampuran bahan baku dengan penambahan coking coal, mengubah struktur molekul melalui hidrogenasi dan sebagainya. Metode pembuatan kokas melalui pembriketan pada skala pilot
plant telah dilakukan di Turki dengan menggunakan batubara non coking dari Armutcuk (Ozden,
1983).
Realisasi proses pembuatan kokas dari batubara non coking dapat dilakukan dengan mencampur kokas yang diperoleh dari hasil karbonisasi batubara dengan material senyawa karbon yang bersifat coking substance dalam suatu bejana pencampur, umumnya digunakan
double roll mixer. Material baru yang diperoleh dicetak berbentuk briket dan dikarbonisasi
kembali agar coking substance senyawa karbon membentuk kokas dan mengikat kokas dari batubara non coking sehingga diperoleh gumpalan kokas yang kuat. Proses tersebut dapat diterapkan untuk batubara Indonesia terutama untuk menghasilkan kokas pengecoran (Suganal, 2009).
Spesifikasi kokas pengecoran diharapkan memenuhi beberapa persyaratan antara lain kadar zat terbang < 1 %, kadar sulfur total < 0,7 %, kadar abu < 8 % serta ukuran butir > 10 cm (Perry, 2008).
2.3 Kokas Untuk Industri Pengecoran (Foundry Coke)
Salah satu kegunaan kokas antara lain adalah sebagai bahan bakar dalam industri pengecoran. Operasi pengecoran besi atau logam umumnya berlangsung dalam tungku kupola atau tungku tukik. Umumnya kapasitas tungku tukik ± 6 ton, seperti yang digunakan di sentra industri kecil pengecoran Ceper dan Tegal (Suganal, 2009). Dalam tungku tersebut disusun material yang akan dicairkan berupa besi tua, kapur dan kokas yang disusun berselang seling membentuk unggun diam. Panas dari pembakaran kokas mencairkan umpan dan menghasilkan campuran besi beserta slag. Slag yang merupakan zat pengotor (impurities) akan mengapung di atas cairan besi karena berat jenisnya lebih rendah. Besi cair yang telah dipisahkan dari slag tersebut kemudian dimasukkan ke dalam cetakan yang telah disiapkan sebelumnya.
8
Salah satu sentra industri kecil pengecoran logam adalah Ceper, Klaten, Jawa Tengah. Umumnya para pengrajin pengecoran besi bergabung dalam suatu koperasi seperti Koperasi Batur Jaya di Ceper. Jumlah pengrajin pengecoran besi di Ceper > 200 unit. Sentra industri pengecoran lain di antaranya berlokasi di Lingkungan Industri Kecil (LIK) Tegal. Para pengrajin pengecoran besi umumnya menggunakan tungku tukik. Tungku jenis ini pada hakekatnya adalah tungku kupola yang paling sederhana. Koperasi Batur Jaya, Ceper, menggunakan kokas pengecoran dengan spesifikasi minimal adalah: kadar air 4 %, kadar abu 12 %, kadar sulfur total 0,6 %, kadar zat terbang 2,5 % dan nilai kalor 7.000 kkal/kg (Suganal dan Nana, 2004).
2.4. Hasil Kegiatan Litbang Kokas Pengecoran
Percobaan pembuatan kokas dengan proses ganda telah dilakukan oleh Pusat Penelitian dan Pengembangan Teknologi Mineral dan Batubara sejak tahun 1990 menggunakan berbagai batubara di Indonesia antara lain batubara Ombilin, Arutmin, Bukit Asam dan Adaro dengan menggunakan berbagai jenis tungku karbonisasi. Produk kokas dalam bentuk briket kokas yang diperoleh telah pula diujicoba penggunaannya di CV Multi Guna, Ceper sebagai kokas pengecoran. Hasil ujicoba menunjukkan bahwa kokas tersebut dapat digunakan sebagai kokas dasar dan kokas muat.
Pada kegiatan tahun 2008, telah dicoba pembuatan kokas pengecoran dengan batubara asal Sungai Danau dengan kadar abu 3,14 %. Sarana peralatan yang digunakan telah ditambah
pneumatic conveyor. Kokas yang dihasilkan terlihat pada Gambar 2.1.
9
Hasil pemotretan dengan mikroskop petrografi pada bahan baku (batubara) dan kokas hasil karbonisasi pada tunnel kiln serta kokas hasil rekarbonisasi berupa kokas pengecoran berbentuk briket kokas bentuk prisma. Dari Gambar 2.2, terlihat bahwa tekstur kokas bongkah masih terdapat pori-pori berwarna hitam, sedangkan kokas pengecoran terlihat lebih masif, rapat dan dapat disimpulkan bahwa butiran kokas telah terikat menyatu membentuk kokas yang lebih padat karena lapisan aspal telah berubah menjadi kokas seperti terlihat pada Gambar 2.2.
Gambar 2.2 Petrografi bahan baku dan produk (Suganal, 2009)
Dalam hal kualitas kokas pengecoran diperoleh kokas dengan kualitas baik. Berdasarkan analisis laboratorium pada produk pembuatan kokas pengecoran seperti yang tercantum pada Tabel 2.4, spesifikasi kimia telah memenuhi syarat kokas pengecoran.
Pengamatan fisik: berbutir kuat, ikatan butiran serbuk kokas dalam briket kokas sangat kuat tidak mudah rontok jika tergesek. Meskipun produk pengecoran ini tidak diujicobakan pada kegiatan pengecoran besi, namun berdasarkan hasil ujicoba penggunaan kokas sebelumnya dengan spesifikasi seperti pada Tabel 2.4, sangat baik hasilnya dengan coke ratio mendekati 7 (Suganal dan Nana, 2004; Suganal, 2009).
10
Tabel 2.4 Hasil analisis kokas pengecoran
No Bentuk Kokas Asal batubara Air Lembab, % adb Abu, %adb Zat Terbang, % adb Karbon Padat, % adb Sulfur Total, % adb Nilai Kalor, kkal/kg adb Tumbler, % 1 Silinder Sungai Danau 2,07 6,5 1,81 88,62 0,81 7.271 65,84 2 Prisma Sungai Danau 1,83 8,0 1,32 88,85 0,81 7.321 62,38 3 Silinder Waringin 0,86 2,10 0,65 96,39 0,57 7.802 75,0 4 Prisma Waringin 0,48 6,56 1,26 91,70 0,62 7.765 65,6
11
3. PROGRAM KEGIATAN
3.1 Pengoperasian Prototype Plant Kokas Pengecoran
Prototype plant kokas yang didirikan pada tahun anggaran 2008 merupakan rangkaian peralatan
pembuatan kokas dalam bentuk kokas briket. Rangkaian peralatan tersusun argonomis dapat dioperasikan dengan beberapa variasi proses untuk menghasilkan kondisi proses optimal. Kegiatan Pengoperasian Prototype Plant Kokas Pengecoran dimulai dari preparasi bahan baku, preparasi peralatan produksi, ujicoba produksi diakhiri evaluasi kualitas ujicoba serta keandalan peralatan.
3.2 Pengujian Karakteristik Kokas Secara Umum.
Berdasarkan hasil kegiatan tersebut akan diperoleh percontoh kokas yang berupa kokas briket. Percontoh dianalisis untuk disesuaikan dengan spesifikasi kokas, terutama kokas pengecoran. Target kualitas kokas yang diperoleh adalah kokas yang memenuhi persyaratan minimal secara ilmiah dan diterima di pasaran/pengguna sebagai kokas pengecoran.
3.3 Sosialisasi Produk Litbang Kokas
Kegiatan sosialisasi produk litbang kokas (termasuk pemanfaatan kokas) adalah upaya memperkenalkan kepada para pemangku kepentingan bahwa berdasarkan hasil litbang, batubara Indonesia memungkinkan untuk dibuat kokas, minimal sebagai kokas pengecoran. Realisasi kegiatan dengan cara memberikan presentasi kepada pemangku kepentingan atau memberikan
leaflet/dikirim via surat atau email atau memasang artikel di web Pusat Penelitian dan
Pengembangan Teknologi Mineral dan Batubara, serta ajang pertemuan lainnya seperti seminar/lokakarya/workshop serta diskusi di lokasi pengguna maupun produsen kokas atau yang sejenis.
12
4. METODOLOGI
4.1 Pengoperasian Prototype Plant Kokas Pengecoran
Operasi prototype plant pembuatan kokas pengecoran dilaksanakan berdasarkan data proses yang optimal dari beberapa kegiatan sebelumnya sampai dengan tahun 2008. Disamping itu dilakukan ujicoba peralatan secara parsial untuk mengevaluasi kinerja peralatan. Metode pengoperasian dilakukan dengan menjalankan peralatan produksi berdasarkan instruksi kerja yang telah disahkan dalam Standar ISO (International Organization for Standardization). Data operasi dikaitkan dengan keandalan operasi peralatan.
Secara umum, tahap operasi utama berlangsung sebagai berikut :
a. karbonisasi batubara berlangsung dalam tunnel kiln dengan pemanasan tak langsung
(indirect heating);
b. pembriketan kokas serbuk menggunakan double roll mixer dan mesin briket double roll; c. rekarbonisasi briket kokas berlangsung dalam tunnel kiln dengan pemanasan tak langsung,
briket kokas ditempatkan pada tube tahan panas.
4.2 Pengujian Karakteristik Kokas Secara Umum
Pelaksanaan pengujian karakteristik kokas pengecoran meliputi : analisis proksimat, nilai kalor, total sulfur, kuat tekan, uji drop shatter dan uji tumbler. Metode analisis dan pengujian tersebut mengacu pada standar ASTM (American Standard for Testing and Materials). Data hasil analisis dibahas untuk dikaitkan dengan spesifikasi minimal kokas pengecoran.
4.3 Sosialisasi Produk Litbang Kokas
Dalam hal sosialisasi produk litbang kokas dilakukan dengan cara memberikan presentasi di hadapan para konsumen dan/atau para peminat atau calon investor. Pelaksanaannya meminta bantuan kepada asosiasi konsumen atau Dinas Perindustrian di daerah. Pada sosialisasi tersebut dipaparkan hasil penelitian, rancangan proses dan keekonomian saat ini tentang usaha kokas.
13
Cara lain adalah dengan menjalin kerjasama dalam kegiatan operasi ujicoba pembuatan kokas langsung di Palimanan. Cara tersebut dapat merupakan umpan balik terhadap proses dan peralatan yang dioperasikan. Dengan umpan balik ini maka peralatan dan proses dapat ditingkatkan unjuk kerjanya.
14
5. HASIL PERCOBAAN DAN PEMBAHASAN
5.1. Pengoperasian Prototype Plant Kokas Pengecoran
5.1.1. Ujicoba pembuatan kokas butiran (lump coke) menggunakan rotary kiln
Karbonisasi batubara menggunakan tunnel kiln mempunyai beberapa kekurangan antara lain diperlukan bongkahan batubara yang relatif besar yaitu + 5 cm. Produksi kokas bongkah (lump
coke) secara kontinyu dapat ditempuh melalui beberapa cara antara lain karbonisasi batubara
dengan menggunakan tunnel kiln, rotary kiln atau tungku beehive yang dilengkapi loading and
unloading batubara dan kokas. Penggunaan tunnel kiln terkendala pada bahan konstruksi
penampung batubara. Bahan konstruksi tersebut harus tahan panas dan tahan oksidasi. Bahan tersebut umumnya merupakan bahan isolator sehingga sulit untuk mencapai temperatur tinggi. Jika menggunakan rotary kiln akan terkendala sistem pembakaran direct heating. Pada sistem
direct heating, umumnya produk kokas sebagian ikut terbakar karena adanya udara berlebih.
Pada penanganan sistem produksi kokas yang bersifat kontinyu, diperlukan sistem karbonisasi terhadap batubara berbutir kecil, karena batubara Indonesia umumnya mudah hancur oleh terpaan cuaca. Berdasarkan hal tersebut, maka dicoba memproduksi kokas dengan cara karbonisasi batubara dalam rotary kiln. Rotary kiln yang digunakan adalah rotary kiln untuk aktivasi semikokas pada pembuatan karbon aktif, berdiameter dalam 0,8 meter dan panjang 8 meter. Ujicoba penggunaan rotary kiln untuk karbonisasi batubara merupakan bagian dari kegiatan operasi prototype plant kokas di Palimanan. Tujuan kegiatan ujicoba adalah :
untuk mengidentifikasi kinerja rotary kiln
mengidentifikasi kondisi sebaran panas pada tiap segmen rotary kiln.
Rangkaian kegiatan ujicoba pembuatan tersebut terlihat pada Gambar 5.1. sampai dengan Gambar 5.4., sedangkan hasil kegiatan berupa kokas dengan spesifikasi sangat bagus terlihat pada Tabel 5.1. Ujicoba karbonisasi batubara menggunakan rotary kiln berlangsung pada kondisi sebagai berikut:
Sistem pemanasan : pemanasan langsung (direct heating) menggunakan
siklo burner batubara.
Bahan bakar : batubara halus berukuran – 30 mesh.
15
Waktu tinggal karbonisasi : 2-4 jam.
Putaran kiln : 0,66 rpm.
Kapasitas produksi : 60 – 75 kg kokas/jam.
Waktu tinggal pada zona 900° C : 1 jam.
Rendemen karbonisasi : ± 45 %.
Tabel 5.1 Hasil karbonisasi rotary kiln No Sample Marks Air lembab, adb %, adb Abu,
Zat terbang, % adb Karbon padat, % adb Nilai kalor, kkal/kg, adb Total sulfur, % adb Rendemen, % Keterangan
1 Bahan Baku/batubara 16,05 1,77 41,82 40,36 5.730 0,13 Batubara/bahan baku
2 Kokas 0,53 5,12 1,89 92,46 0,12
45 RK/2/12/778/09
Temperatur zona karbonisasi 778ºC
3 Kokas 0,56 6,06 2,62 90,76 0,12 45 Temperatur zona karbonisasi 700 ºC
4 Kokas 0,47 6,54 1,92 91,07 7.330 0,17 45 Temperatur zona karbonisasi 870 ºC
5 Kokas 0,36 5,55 2,10 91,99 0,13
45 Temperatur zona
karbonisasi 812 ºC
Gambar 5.1. Pembuatan kokas butiran dalam rotary kiln
Gambar 5.4. Produk kokas butiran (lump
coke) dari rotary kiln
Gambar 5.3. Pengumpanan bahan baku pada rotary kiln
Gambar 5.2. Pembakar siklon pada
16
Berdasarkan hasil analisis bahan baku dan produk kokas pada Tabel 5.1 tersebut dapat disimpulkan bahwa penggunaan rotary kiln memungkinkan untuk produksi secara kontinyu, berbutir kecil dan menggunakan bahan bakar batubara.
5.1.2 Ujicoba Peralatan Secara Parsial
Sebelum mengoperasikan peralatan secara menyeluruh pada ujicoba pembuatan kokas pengecoran, terlebih dahulu dicoba tiap alat secara parsial. Peralatan tersebut meliputi tunnel
kiln, jaw crusher, hammer mill, pneumatic conveyor, asphalt smelter, mixer dan mesin briket. Tunnel kiln
Unit tunnel kiln terdiri atas bodi tunnel kiln, lori dan burner. Agar ujicoba berjalan lancar, telah dilakukan beberapa pembenahan alat tersebut antara lain perbaikan pintu, pondasi rel, reposisi
tower BBM, reposisi burner manual dan sistem penarik lori. Pembenahan telah berlangsung
lancar dan ujicoba tunnel kiln juga dapat beroperasi dengan baik. Beberapa gambar bagian
tunnel kiln terlihat pada Gambar 5.5. sampai dengan Gambar 5.9. Tunnel kiln berfungsi untuk
karbonisasi batubara dan rekarbonisasi briket kokas mentah.
Pada ujicoba pembuatan kokas tahun 2009 digunakan dua jenis burner BBM (bahan bakar minyak) yaitu yang bersifat manual dan yang bersifat otomatis, berupa burner electric. Kedua jenis burner digunakan untuk mendapatkan pilihan keandalan ditinjau dari efisiensi penggunaan BBM dan keberhasilan produksi kokas dengan mutu standar.
Gambar 5.5 menunjukan bodi tunnel kiln yang siap beroperasi. Sedangkan Gambar 5.6 adalah
burner electric yang telah dipasang pada dinding tunnel kiln. Pada tunnel kiln digunakan 2 atau 3
buah burner electric. Untuk burner yang bersifat manual, tunnel kiln menggunakan 10 unit burner yang dipasang pada dinding sebelah kiri dan sebelah kanan. Gambar 5.7 menunjukkan ujicoba penyalaan salah satu burner manual. Bagian lain dari tunnel kiln adalah lori. Lori-lori untuk karbonisasi batubara dan rekarbonisasi briket kokas saat tahap curing atau hardening (tahap pengerasan) perlu diuji kelancaran berjalannya dalam tunnel kiln, baik pada temperatur udara
17
biasa ataupun temperatur tinggi saat karbonisasi. Gambar 5.8 dan 5.9 merupakan persiapan penggunaan lori.
Gambar 5.9 Tunnel kiln untuk rekarbonisasi Gambar 5.7 Burner manual
Gambar 5.5 Tunnel kiln Gambar 5.6 Burner electric pada
tunnel kiln
18
Crusher dan Mill
Kedua alat berfungsi untuk memecah dan menggerus kokas bongkah (lump coke) hasil karbonisasi batubara. Umpan kokas bongkah pada jaw crusher berukuran antara 0,5 – 5 cm. Keluaran jaw crusher adalah serpihan kokas 0,3 – 0,5 cm. Berhubung keluaran hammer mill masih terdapat serbuk kokas dengan komposisi + 20 mesh mencapai lebih dari 20 %, maka ayakan pada hammer mill diganti dengan bukaan 0,2 cm. Dengan bukaan tersebut komposisi serbuk kokas + 20 mesh berkurang. Serbuk kokas – 20 mesh cukup berperan pada kekuatan fisik kokas dalam bentuk kokas briket.
Serbuk kokas dari hammer mill disimpan dalam hopper. Perpindahan serbuk kokas dari hammer
mill menuju hopper berlangsung secara mekanis menggunakan pneumatic conveyor. Gambar
5.10 adalah pneumatic conveyor yang menyatu dengan jaw crusher dan hammer mill.
Mixer
Unit mixer terdiri atas asphalt smelter dan double roll mixer. Asphalt smelter berfungsi sangat baik, mekanisme pengangkatan drum aspal, pemanasan drum aspal dan pengaliran aspal cair ke dalam unit mixer berjalan sempurna. Heating element listrik berfungsi mencairkan aspal sisa yang masih berada dalam pipa pengeluaran maupun bejana penampung dan dosing tank (bejana pengukur volume). Gambar 5.11. merupakan gambar teknik asphalt smelter, sedangkan Gambar 5.12 adalah peralatan asphalt smelter saat pengurasan sisa aspal dan pemasukan cairan aspal ke dalam mixer. Rancangan asphalt smelter merupakan hasil rekayasa tahun 2008 yang
Gambar 5.10 Hopper dan pneumatic
19
digunakan untuk memodifikasi alat pencair aspal yang tidak optimal sistem mekaniknya. Gambar 5.13 merupakan double roll mixer yang berguna mencampur aspal cair dengan serbuk kokas dengan komposisi aspal cair 12,5% dan serbuk kokas 87,5 %. Double roll mixer berjalan sangat baik dan menghasilkan adonan briket yang optimal. Pemanasan mixer dilakukan dengan burner BBM kapasitas kecil, ± 3 liter per jam.
Mesin Briket
Ujicoba pembuatan kokas dalam bentuk briket kokas menggunakan dua jenis mesin briket, yaitu mesin briket doubel roll yang menghasilkan briket kokas bentuk prisma dan mesin briket hidrolik dengan produk briket kokas bentuk silinder. Kedua mesin briket berjalan baik, namun kadang kala terjadi kemacetan karena lengket pada roll nya. Gambar 5.14 menunjukkan mesin briket
double roll kapasitas sekitar 500 kg per jam.
Gambar 5.12 Asphalt smelter Gambar 5.13 Double roll mixer
Gambar 5.14 Mesin briket double roll
20
5.1.3 Ujicoba pembuatan kokas
Pada ujicoba pembuatan kokas pengoperasian peralatan dilakukan secara bersamaan, mulai dari karbonisasi menggunakan tunnel kiln, penggerusan kokas bongkah, pencampuran serbuk kokas dengan aspal cair, pembriketan dan karbonisasi kembali briket kokas.
Karbonisasi batubara dilakukan dalam tunnel kiln pada suhu 900 – 1.000oC selama 4 jam. Pemanasan berlangsung secara indirect heating, yakni batubara ditempatkan pada bejana berupa drum bekas dan ditaruh pada lori-lori. Gambar 5.15 menunjukkan preparasi batubara berupa pemasukan batubara bongkah ke dalam drum untuk selanjutnya ditempatkan pada lori. Lori-lori tersebut berjalan di dalam tunnel kiln yang panas. Pada karbonisasi batubara digunakan
burner electric untuk memonitor dan membandingkan dengan kinerja burner manual yang
selama ini digunakan.
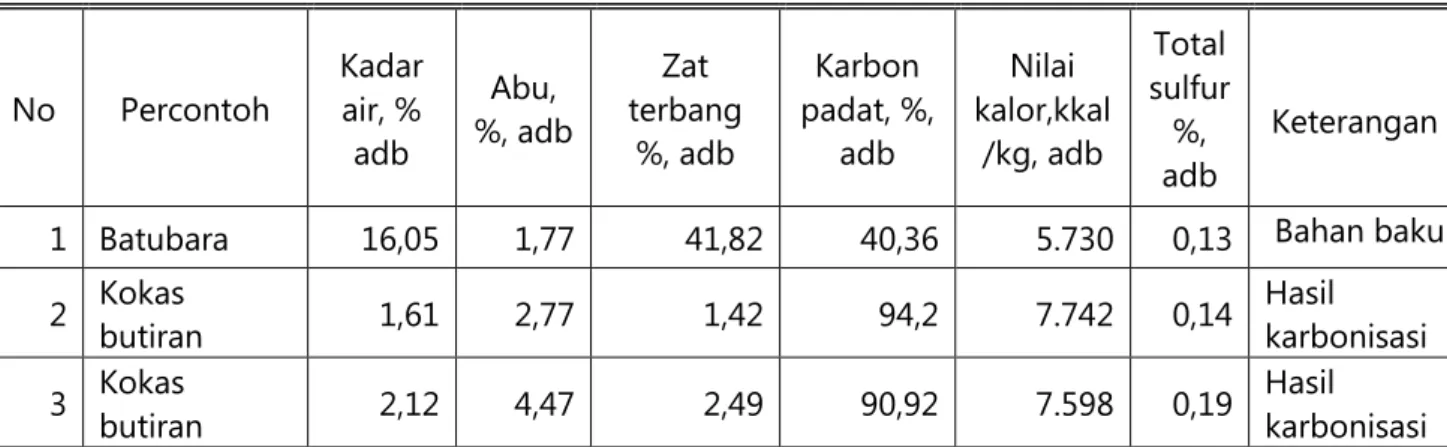
Karbonisasi berlangsung cukup baik dengan mutu kokas bongkah yang diperoleh cukup baik. Beberapa tahap proses karbonisasi yang terlihat pada Gambar 5.16 sampai dengan Gambar 5.18 Gambar 5.16 menunjukkan pemasukan umpan batubara untuk dikarbonisasi dalam tunnel kiln, sedangkan Gambar 5.17 adalah berlangsungnya proses karbonisasi. Pada saat karbonisasi berlangsung, tunnel kiln dalam kondisi tertutup. Gambar 5.17 menunjukkan kondisi bagian dalam tunnel kiln saat karbonisasi berlangsung (pintu kiln sengaja dibuka). Produk kokas bongkah terdapat dalam drum dan dapat dituangkan ke tempat penampung kokas yang berada di sekitar unit penggerusan (jaw crusher dan hammer mill). Gambar 5.18 menunjukkan hasil karbonisasi. Kokas butiran yang diperoleh segera dianalisis untuk pengecekan kualitas. Hasil analisis bahan baku (batubara) dan kokas butiran hasil karbonisasi terlihat pada Tabel 5.2. Berdasarkan Tabel 5.2, terlihat bahwa bahan baku yang digunakan untuk pembuatan kokas adalah batubara kadar abu yang cukup rendah yaitu 1,77 %. Kadar abu dan zat terbang pada kokas butiran cukup bagus yang sesuai dengan peruntukan bahan baku kokas briket sebagai kokas pengecoran. Secara umum karbonisasi telah berlangsung baik dengan rendemen ± 45%, sesuai dengan kadar air dan zat terbang dalam batubara sebagai bahan baku.
21
Tabel 5.2. Hasil Karbonisasi Batubara
No Percontoh Kadar air, % adb Abu, %, adb Zat terbang %, adb Karbon padat, %, adb Nilai kalor,kkal /kg, adb Total sulfur %, adb Keterangan
1 Batubara 16,05 1,77 41,82 40,36 5.730 0,13 Bahan baku
2 Kokas butiran 1,61 2,77 1,42 94,2 7.742 0,14 Hasil karbonisasi
3 Kokas butiran 2,12 4,47 2,49 90,92 7.598 0,19 Hasil karbonisasi
Tahap proses pembriketan dan karbonisasi ulang juga telah berjalan lancar. Gambar 5.19 merupakan briket kokas bentuk prisma yang dicetak menggunakan mesin briket double roll, sedangkan Gambar 5.20 adalah lori rekarbonisasi siap untuk proses rekarbonisasi dalam tunnel
kiln. Lori rekarbonisasi berupa lori yang dipasang susunan pipa-pipa besi tahan api sebagai
tempat penyimpanan briket kokas. Gambar 5.17 Karbonisasi
batubara
Gambar 5.18 Hasil karbonisasi batubara
Gambar 5.15 Preparasi karbonisasi batubara
Gambar 5.16 Batubara siap dikarbonisasi
22
5.2 Pengujian Karakteristik Kokas Secara Umum
Semua hasil kegiatan ujicoba pembuatan kokas pengecoran dalam bentuk kokas briket dianalisis untuk dibandingkan dengan mutu standar kokas pengecoran atau mutu kokas yang diinginkan para pengrajin pengecoran. Sifat kimiawi kokas pengecoran hasil ujicoba pembuatan di
prototype plant kokas Palimanan ditunjukkan pada Tabel 5.3. Berdasarkan tabel tersebut briket
kokas mentah yang belum merupakan kokas pengecoran mempunyai kadar zat terbang 13,45 % (adb). Pada dasarnya zat terbang tersebut adalah merupakan zat terbang yang berasal dari aspal karena zat terbang dari kokas butiran adalah sekitar 1,42 - 2,49% (Tabel 5.2). Kadar abu, kadar zat terbang, kadar karbon padat, kadar sulfur total, nilai kalor dan porositas kokas briket pada Tabel 5.3 secara umum sudah mendekati spesifikasi kokas pengecoran seperti yang tercantum pada Tabel 2.3. (standar Amerika). Sebagai contoh, para pengrajin di Ceper mensyaratkan kadar air 4%, kadar abu 12%, kadar sulfur total 0,6%, kadar zat terbang 2,5% dan nilai kalor 7.000 kkal/kg. Terlihat dari hasil analisis tersebut bahwa tahap rekarbonisasi perlu sedikit diperpanjang atau temperatur dinaikkan sedikit lebih tinggi agar kadar zat terbang dapat diturunkan lebih rendah.
Dalam hal sifat fisik, minimal uji tumbler dan drop shatter dapat dijadikan acuan dalam menentukan kualitas kokas pengecoran. Pada ujicoba saat ini telah dilakukan uji drop shatter seperti terlihat pada Tabel 5.4. Berdasarkan tabel tersebut, kualitas fisik kokas pengecoran hasil ujicoba relatif bagus. Kokas pengecoran hanya berukuran 6 cm x 5,5 cm x 3 cm, karena mesin briket double roll yang digunakan merupakan mesin briket batubara. Namun sebetulnya kokas
Gambar 5.19 Briket kokas mentah
Gambar 5.20 Lori bermuatan briket kokas
23
berukuran seperti ini juga dapat digunakan. Dari uji drop shatter terlihat bahwa bongkahan kokas yang berubah ukuran hanya 93%, dan perubahan ukuran tersebut dari 6 cm menjadi -5+3,5 cm. Jika mengacu pada syarat drop shatter pada Tabel 2.2. maka telah memenuhi syarat kokas metalurgi karena butiran + 1,5 inci (37,5 mm) telah mencapai 93%. Tabel 2.2 hanya mensyaratkan 90%. Secara umum kualitas fisik telah cukup baik untuk kokas pengecoran.
Tabel 5.3 Kualitas kimiawi kokas
No Sampel Kadar air, % adb Abu, % adb Zat Terbang, % adb Karbon Padat, % adb Nilai Kalor, kkal/kg Sulfur Total, % adb Poro sitas, % Keterangan 1 Briket kokas mentah 3,95 6,25 13,45 76,35 7.309 0,7 Bukan produk akhir 2 Kokas bentuk prisma run 1 8,26 6,09 2,37 83,28 6.871 0,65 Produk akhir 3 Kokas bentuk prisma run 2 8,14 4,59 3,12 84,15 6.891 0,56 36,6 Produk akhir
Tabel 5.4. Hasil uji drop shatter
No. Bukaan ayakan, mm Fraksi, % Fraksi Kumulatif, %
1 -50 + 37,5 93,33 93,33
2 -37,5 + 25 0 93,33
3 -25 + 19 0,33 93,66
4 -19 + 12,5 0,33 96,99
5 -12,5 3,01
5.3 Sosialisasi Produk Litbang Kokas
Kegiatan sosialisasi produk litbang kokas terlaksana dalam 7 (tujuh) kegiatan, sebagai berikut: Penerbitan makalah ilmiah.
Penerbitan evaluasi hasil litbang mineral dan batubara. Workshop.
Pameran hasil litbang.
Kerjasama ujicoba pembuatan kokas.
Diskusi pembuatan dan penggunaan kokas di lingkungan pengecoran logam di Ceper. Paparan dan kunjungan ke pengguna kokas.
24
5.3.1. Penerbitan makalah ilmiah
Dalam rangka sosialisasi atau memperkenalkan produk litbang kokas telah dibuat makalah ilmiah berjudul PEMBUATAN DAN PROSPEK KEEKONOMIAN KOKAS PENGECORAN DARI BATUBARA KADAR ABU RENDAH KALIMANTAN SELATAN, yang diterbitkan pada Jurnal Teknologi Mineral dan Batubara volume 05, nomor 14, bulan Mei 2009, halaman 38-49.
Sari dari makalah tersebut :
Sari
Kebutuhan kokas pengecoran di Indonesia secara keseluruhan cukup besar, yaitu ± 150.000 ton per tahun. Untuk satu sentra industri kecil pengecoran di Ceper, berdasarkan hasil inventarisasi Dinas Perindustrian dan Perdagangan Kabupaten Klaten, Jawa Tengah tahun 2005, dibutuhkan ± 12.000 ton per tahun.
Dalam rangka pemenuhan kebutuhan kokas pengecoran dalam negeri yang berasal dari batubara Indonesia, telah dilakukan pembuatan kokas dengan sistem double process di Sentra Teknologi Pemanfaatan Batubara di Palimanan. Berdasarkan hasil kegiatan, bahan baku berupa batubara dikehendaki mempunyai kadar abu < 5 % agar kadar abu produk kokas maksimal 10 %, sesuai persyaratan kokas pengecoran. Batubara dengan kadar abu < 5 % dapat ditemukan di Kalimantan Selatan, antara lain Waringin dan Sungai Danau.
Pelaksanaan kegiatan pembuatan kokas pengecoran tersebut menggunakan batubara Waringin dan Sungai Danau. Peralatan yang digunakan berupa tunnel kiln, jaw crusher, hammer mill,
double roll mixer dan mesin briket bentuk silinder dan prisma pada kapasitas satu ton per hari.
Hasil kegiatan menunjukkan bahwa mutu kokas yang paling baik adalah kokas bentuk silinder dari batubara Waringin dengan tumbler 75%, nilai kalor 7.802 kkal/kg, dan abu 2,10 %. Namun demikian, kokas pengecoran dari batubara Waringin dan Sungai Danau dalam bentuk prisma maupun silinder telah sesuai persyaratan sebagai kokas pengecoran.
25
Perhitungan ekonomi menunjukkan bahwa pabrik kokas briket pada kapasitas 3.000 ton per tahun cukup layak diusahakan secara komersial dengan kebutuhan modal Rp 14.650.000.000,-, menghasilkan laba bersih Rp 3.546.067.000,- per tahun , IRR 29,3 % per tahun dan pengembalian modal 4,3 tahun.
5.3.2 Penerbitan evaluasi hasil litbang mineral dan batubara
Dalam rangka 50 tahun Pusat Penelitian dan Pengembangan Teknologi Mineral dan Batubara telah diterbitkan rangkuman hasil kegiatan penelitian dan pengembangan mineral dan batubara. Salah satu ulasan dalam buku tersebut adalah penelitian dan pengembangan kokas pengecoran dari batubara non coking Indonesia.
Kegiatan penelitian dan pengembangan kokas terbagi dalam dua periode, yaitu periode litbang karbonisasi satu tahap (single process) dan periode karbonisasi dua tahap (double process). Berdasarkan hasil kegiatan litbang kokas dapat disimpulkan bahwa karbonisasi batubara Indonesia akan menghasilkan kokas yang rapuh meskipun sifat kimiawinya sangat bagus. Untuk mengatasi kelemahan fisik tersebut maka kokas harus dibriket dengan bahan pengikat aspal dan dikarbonisasi ulang pada suhu 900°C selama 4 jam.
5.3.3 Forum Badan Penelitian dan Pengembangan Energi dan Sumber Daya Mineral
Sejalan dengan kegiatan sosialisasi atau promosi produk litbang kokas telah diikutsertakan pameran dalam bentuk poster berjudul KOKAS PENGECORAN di arena pameran Forum Badan Penelitian dan Pengembangan Energi dan Sumber Daya Mineral (Balitbang ESDM). Pameran berlangsung di Hotel Bidakara Jakarta pada tanggal 12-13 Agustus 2009. Peserta dan pengunjung pameran adalah para pejabat struktural, fungsional dan pegawai di lingkungan Balitbang ESDM serta para peneliti dan pengusaha di bidang pertambangan mineral dan batubara serta minyak bumi dan gas.
26
5.3.4 Workshop potensi BBM sintetik dari pencairan batubara dalam pembuatan BBM ramah lingkungan
Workshop diselenggarakan oleh PT PANDU KARYA MANAJEMEN Jakarta. Pelatihan berlangsung
di Hotel Santika Cirebon pada tanggal 13-15 Oktober 2009. Pelatihan ini merupakan salah satu kegiatan sosialisasi hasil litbang kokas yang dilakukan dengan metode pemberian materi hasil litbang kokas lewat presentasi. Peserta pelatihan merupakan para praktisi di bidang litbang energi dan usaha pertambangan sub sektor energi.
Materi pelatihan yang dipresentasikan meliputi hasil kegiatan litbang produksi kokas dari batubara Indonesia yang mencakup latar belakang teori, variasi proses ujicoba, penerapan ujicoba produk dan kajian dasar prospek ekonomi kokas. Peserta pelatihan menyaksikan kegiatan pembuatan kokas di Sentra Teknologi Pemanfaatan Batubara, Palimanan dan berdiskusi langsung di lokasi pembuatan kokas.
5.3.5 Kerjasama ujicoba produksi kokas
Dalam rangka pendekatan kepada peminat produksi kokas, sosialisasi hasil litbang dilaksanakan dengan cara mengajak pengusaha yang berkaitan dengan kokas untuk bekerjasama melaksanakan ujicoba produksi kokas menggunakan peralatan pada prototype plant kokas di Palimanan. Pada kegiatan tersebut telah dilaksanakan kerjasama dengan CV Karya Mandiri, Semarang melalui Perjanjian Kerjasama antara Puslitbang Teknologi Mineral dan Batubara dengan CV. Karya Mandiri No. 1275.A/05/BLT/2009 dan No. 09/KM/09072914 tertanggal 29 Juli 2009. Lingkup kerjasama antara lain melakukan pengembangan dan ujicoba pembuatan kokas menggunakan batubara kadar abu rendah dan membuat rancang bangun pabrik kokas pengecoran dengan kapasitas minimal 10 ton per hari.
Realisasi kerjasama tersebut diawali dengan mengganti burner pada tunnel kiln dengan burner
electric milik CV. Karya Mandiri. Tujuan penggantian burner adalah untuk meningkatkan efisiensi
penggunaan bahan bakar. Hasil ujicoba penggantian burner menunjukkan bahwa burner electric dapat menghemat penggunaan BBM ± 50 %.
27
5.3.6 Diskusi Pembuatan dan Penggunaan Kokas di Lingkungan Pengecoran Logam di Ceper
Kegiatan diskusi pembuatan dan penggunaan kokas telah dilaksanakan di kompleks sentra pengecoran logam Ceper. Pemilihan lokasi Ceper didasarkan pada fakta bahwa Ceper merupakan sentra pengguna kokas pengecoran yang cukup besar dan dikelilingi oleh tempat tempat usaha pengecoran logam. Untuk mendukung kegiatan tersebut telah tersedia Politeknik Manufaktur Logam dan Koperasi pengrajin pengecoran.
Kegiatan diskusi dilakukan dengan cara tukar-menukar informasi yang berkaitan dengan pembuatan kokas dan penggunaan kokas khusus untuk operasi pengecoran. Partner diskusi adalah Politeknik Manufaktur Logam, Ceper, pengurus koperasi yang merupakan pengguna dan produsen kokas dan CV Multi Guna, serta pengrajin pengecoran. Kegiatan lain berupa peninjauan proses finishing produk pengecoran besi di Komplek Koperasi Batu Jaya.
Koperasi Batur Jaya memproduksi kokas pengecoran dari batubara dengan bentuk silinder berdiameter 10 cm. Kokas tersebut digunakan untuk operasi pengecoran sebagai kokas muat namun masih memerlukan tambahan kokas impor sebanyak 30%. Berdasarkan analisis Laboratorium Batubara Puslitbang Teknologi Mineral dan Batubara, mutu kokas pengecoran produksi Koperasi Batur Jaya, Ceper adalah sebagai berikut :
Kadar air lembab, adb = 7,28 % Kadar abu,adb = 15,54 % Kadar zat terbang, adb = 4,72 % Karbon padat, adb = 72,46 % Nilai kalor, adb = 5.883 kkal/kg Kadar sulfur total, adb = 0,48 %
Jika dibandingkan dengan kualitas kokas hasil litbang di Palimanan (Tabel 5.3) terlihat bahwa kokas hasil litbang memiliki kualitas yang lebih baik, terutama nilai kalor dan kadar abunya. Kondisi fisik kokas produksi Koperasi Batur Jaya, Ceper terlihat masih kurang kompak dan padat seperti terlihat pada Gambar 5.21. Hal tersebut dapat ditingkatkan dengan cara menggerus
28
kokas bongkah lebih halus sampai -20 mesh. Produk dan aktivitas Koperasi Batur Jaya, Ceper terlihat pada Gambar 5.22. sampai dengan Gambar 5.24.
5.3.7 Paparan dan kunjungan ke pengguna kokas
Berdasarkan informasi hasil litbang kokas yang diedarkan melalui web Puslitbang Teknologi Mineral dan Batubara, yaitu http//www.tekmira.esdm.go.id, beberapa peminat pengguna kokas menghubungi Puslitbang Teknologi Mineral dan Batubara untuk meminta penjelasan rinci tentang hasil litbang kokas. Untuk memberikan penjelasan rinci tersebut biasanya dilakukan tatap muka atau pemaparan di Gedung Batubara Puslitbang Teknologi Mineral dan Batubara, Bandung dan dilanjutkan dengan kunjungan ke prototype plant kokas di Palimanan. Kegiatan sosialisasi tersebut telah dilaksanakan kepada PT EMDEKI UTAMA, Gresik dan PT INDONESIA COAL RESOURCES, Jakarta (anak perusahaan PT Aneka Tambang). PT EMDEKI UTAMA Gresik
Gambar 5.24 Kegiatan finishing pengecoran besi Gambar 5.23 Produk pengecoran
besi di Ceper
Gambar 5.21 Kokas produksi koperasi Batur Jaya
Gambar 5.22 Produk pengecoran besi
29
diwakili oleh Plant Manager dan Kepala Seksi Production Planning Control, sedangkan PT. INDONESIA COAL RESOURCES diwakili oleh Vice President Exploration & Mining.
Disamping itu, untuk mendapatkan gambaran penggunaan kokas yang akan dikaitkan dengan upaya peningkatan mutu maka peneliti kokas juga mengunjungi pabrik pengguna kokas tersebut. Salah satu pengguna kokas yang berhasil dikunjungi adalah pabrik karbit PT. EMDEKI UTAMA di Krikilan, Kabupaten Gresik. Dalam kunjungan tersebut diperoleh informasi bahwa kokas digunakan sebagai bahan baku pada pembuatan Calcium Carbide atau karbid. Reaksi kimia (dalam tanur listrik) yang terjadi pada pembuatan karbit adalah:
CaO + 3C → CaC2 + CO – 108.000 kkal,
PT EMDEKI UTAMA selama ini menggunakan kokas impor kualitas metalurgi dan calcined coke yang berasal dari kalsinasi green coke kilang minyak Putri Tujuh di Dumai. Kualitas kokas impor yang digunakan pada pembuatan karbit oleh PT. EMDEKI UTAMA telah dianalisis di Laboratorium Batubara Pusat Penelitian dan Pengembangan Teknologi Mineral dan Batubara, Bandung seperti terlihat pada Tabel 5.5.
Tabel 5.5 Kualitas kokas bahan baku karbit PT. EMDEKI UTAMA
No. Asal Kokas Air Lembab,
% adb Abu, % adb Zat terbang, % adb Karbon padat, % adb Nilai kalor, kkal/kg adb Total sulfur, %adb 1. Kokas Kolumbia 0,78 11,53 1,00 86,69 6.779 0,56 2. Green Coke 2,72 0,13 9,76 87,39 8.510 0,47 3. Calcined Coke 1,15 1,38 2,17 95,30 7.819 0,53
Spesifikasi kokas yang dibutuhkan oleh PT EMDEKI UTAMA adalah : ukuran butir : 5 -30 mm;
porositas : 45-50%;
kadar abu maksimal : 12 %;
kadar karbon padat : minimal 86 %.
30
Gambar 5.26. menunjukkan maket pabrik karbit, sedangkan Gambar 5.27. adalah salah satu peralatan pabrik berupa tungku kalsinasi batu kapur untuk menghasilkan CaO sebagai salah satu bahan baku karbit tersebut.
Berdasarkan hasil diskusi, peninjauan dan evaluasi kualitas bahan baku karbit dapat disimpulkan bahwa kokas hasil litbang mendekati spesifikasi bahan baku karbid tersebut.
5.4 Kajian ekonomi
Untuk mengukur keberhasilan suatu kegiatan litbang pada umumnya diikuti penilaian kelayakan usaha secara komersial. Pada kegiatan pembuatan kokas pengecoran telah diperoleh beberapa parameter proses yang sudah dapat diterapkan secara komersial meskipun masih pada kapasitas terbatas. Perhitungan ekonomi dilakukan pada kapasitas 3.000 ton per tahun atau ± 10 ton per hari. Kapasitas tersebut merupakan kapasitas yang cukup ideal untuk memasok satu sentra
Gambar 5.27 Tungku kalsinasi batu kapur PT. EMDEKI UTAMA Gambar 5.26 Maket pabrik karbit
PT. EMDEKI UTAMA
Gambar 5.25 Kokas impor sebagai bahan baku karbit
31
industri pengecoran logam. Jenis dan harga peralatan yang digunakan merupakan masukan dari
basic design pada tahun 2005.
Asumsi : harga batubara : US$ 40/ton ≈ Rp 380.000,-/ton ( 1 US$ ≈ Rp 9.500,-) bahan pengikat briket kokas : aspal petroleum
bahan bakar : batubara serbuk – 30 mesh, menggunakan pembakar siklon
5.4.1 Kebutuhan peralatan
Kebutuhan peralatan terlihat pada Tabel 5.6.
Tabel 5.6 Kebutuhan peralatan dan pendukung pembuatan briket kokas
No Nama Alat Harga
1 Tungku karbonisasi Rail circuit Rp 60.000.000,- Lori Rp 770.000.000,- Sagar Rp 1.200.000.000,- Loading station Rp 90.000.000,- Tunnel kiln Rp 440.000.000,- Unloading station Rp 78.000.000,- Driving station Rp 500.000.000,- Cooling down Rp 290.000.000,- Total Rp 3.428.000.000,- 2 Mesin briket Milling unit Rp 130.000.000,- Asphalt smelter Rp 48.000.000,- Mixing unit Rp 70.000.000,- Briquetting machine Rp 150.000.000,- Conveyor unit dan silo Rp 160.000.000,-
Total Rp 558.000.000,- 3 Tungku rekarbonisasi Rail circuit Rp 20.000.000,- Lori Rp 403.000.000,- Sagar Rp 982.000.000,- Loading station Rp 60.000.000,- Tunnel kiln Rp 720.000.000,- Unloading station Rp 78.000.000,- Driving station Rp 500.000.000,- Cooling down Rp 300.000.000,- Total Rp 3.063.000.000,-
Total Biaya Peralatan Rp 7.049.000.000,-
32
5.4.2 Kebutuhan bangunan
Kebutuhan untuk bangunan tercantum pada Tabel 5.7. berikut,
Tabel 5.7 Biaya bangunan
Catatan : harga dibuat pada tahun 2005 dan telah disesuaikan pada tahun 2008
5.4.3 Kebutuhan lahan
Tanah 1 ha Rp 500.000.000,-
Perincian Capital Cost
Fixed Capital Cost
Peralatan/mesin Rp 7.049.000.000,-
Bangunan Rp 4.125.000.000,-
Perijinan Rp 50.000.000,-
Contractor fee, 1,5% x biaya peralatan Rp 106.000.000,-
Feasibility fee, 3 % x biaya peralatan Rp 212.000.000,-
Trial run dan jasa konstruksi Rp 600.000.000,-
Total Rp 12.142.000.000,-
Working Capital Cost (WCC) untuk 2 bulan
Bahan baku Rp 475.000.000,- Bahan pembantu Rp 468.750.000,- Bahan bakar Rp 300.000.000,- Gaji karyawan Rp 143.000.000,- Persediaan kas Rp 100.000.000,- Pengepakan Rp 50.000.000,- Listrik PLN Rp 70.000.000,- Total Rp 1.606.750.000,-
No Nama Bangunan Harga
1 Stock pile batubara 15mx15m Rp 225.000.000,-
2 Perkantoran 50m2, 1 unit Rp 100.000.000,- 3 Kafetaria 50m2, 1 unit Rp 100.000.000,- 4 Mushola, 50m2, 1 unit Rp 50.000.000,- 5 Gudang produk 15m x 15m Rp 225.000.000,- 6 Gudang bahan-bahan, 15m x 15m Rp 225.000.000,- 7 Parkir Rp 50.000.000,-
8 Bangunan pabrik, 2 unit, 15m x 15m Rp 2.400.000.000,-
9 Jalan lingkungan pabrik Rp 750.000.000,-
33 Kebutuhan Lahan
Lahan lokasi pabrik, 1 ha Rp 500.000.000,-
Total Kebutuhan Investasi
Total Investasi = Fixed Capital Cost + Working Capital Cost + Kebutuhan Lahan Pabrik = Rp 12.142.000.000,- + Rp 1.606.750.000,- + Rp 500.000.000,- = Rp 14.248.750.000,-
Kebutuhan investasi berupa modal sendiri.
Perincian kebutuhan dana dalam pembuatan pabrik kokas dapat dilihat pada Tabel 5.8.
Tabel 5.8 Kebutuhan dana investasi
No Kegiatan Jumlah dana
1 Pengadaan lahan Rp 500.000.000,-
2 Pengadaan peralatan/mesin Rp 7.049.000.000,-
3 Pengadaan bangunan Rp 4.125.000.000,-
4 Modal kerja Rp 1.606.750.000,-
5 Perijinan, trial run, engineering fee, construction fee,
contractor fee, dan feasibility fee Rp 968.000.000,-
TOTAL Rp 14.248.750.000,-
Biaya Operasional Tahunan Variable Cost
Bahan baku, 7500 ton, @ Rp 380.000,-/ton Rp 2.850.000.000,-
Bahan penunjang (aspal), 375 ton, @ Rp 1.200.000,-/160 kg Rp 2.812.500.000,-
Bahan bakar (batubara) Rp 600/kg produk kokas Rp 1.800.000.000,-
Gaji karyawan produksi Rp 486.000.000,-
Pengepakan Rp 150.000.000,-
Total Rp 8.098.500.000,- Fixed Cost
Gaji karyawan non produksi Rp 372.000.000,-
Biaya telepon Rp 12.000.000,-
Biaya administrasi Rp 24.000.000,-
34 Depresiasi alat, 10% x Rp 7.049.000.000,- Rp 704.900.000,- Depresiasi bangunan, 5% x Rp 4.125.000.000,- Rp 206.250.000,- Amortisasi, 10% x Rp 968.000.000,- Rp 9.680.000,- Asuransi, 1% x Rp 7.049.000.000,- Rp 704.900.000,- Perawatan, 2% x Rp 7.049.000.000,- Rp 140.980.000,- Pajak Kekayaan, 2% x Rp 7.049.000.000,- Rp 140.980.000,- Total Rp 2.735.690.000,- TOTAL BIAYA OPERASIONAL = Variabel Cost + Fixed Cost
= Rp 8.098.500.000,- + Rp 2.735.690.000,- = Rp 10.834.190.000,-
Harga Pokok Produksi
Kapasitas Produksi = Rp 3.000 ton/tahun
Harga Pokok Produksi (HPP) = Rp 10.834.190.000,-
3.000 ton = Rp 3.611.400,- /ton Perhitungan Laba – Rugi
Hasil penjualan kokas
3.000 ton x Rp 5.500.000,-/ton Rp 16.500.000.000,-
Harga pokok produksi Rp 10.834.190.000,-
Laba kotor Rp 5.665.810.000,-
Pajak Pertambahan Nilai (PPN), 10% Rp 1.650.000.000,-
Laba sebelum pajak Rp 5.665.810.000,-
Pajak 30% x Rp 5.065.810.000,- Rp 1.699.743.000,-
Laba bersih Rp 3.966.067.000,-
Break Even Point
Fixed cost (FC) Rp 2.735.690.000,-
Variabel cost (VC) Rp 8.098.500.000,-
35
= Rp 5.372.525.000,-
BEP Produksi 32,56 % dari kapasitas terpasang
Perhitungan Cash Flow
Tahun 2009 Pembelanjaan - Rp 14.248.750.000,- Pemasukan Rp 0,- NCF - Rp 14.248.750.000,- Tahun 2010 Annual Profit (P) Rp 3.966.067.000,-
Annual Depresiasi (AD) Rp 911.150.000,-
Amortisasi (A) Rp 9.680.000,-
Bunga Pinjaman (AB) Rp 0,-
NCF = AP + AD + A – AB = Rp 4.886.897.000,-
Tahun 2010 s/d 2019, jumlah NCF sama dengan NCF 2010, yaitu Rp 4.886.897.000,-
Salvage Value (nilai sisa) Rp 910.000.000,-
Dengan menggunakan tabulasi Annual Net Cash Flow (ANCF), maka diperoleh Internal Rate of
Return (IRR) sebesar 32,06%. Sebagai pembanding, bunga deposito sebesar 7 % per tahun.
Berdasarkan uraian hitungan ekonomi tersebut di atas, teridentifikasi bahwa usaha pembuatan kokas pengecoran cukup layak untuk direalisasi dengan menghasilkan :
a. laba bersih : Rp 3.966.067.000,- / tahun,
b. IRR : 32,06%.
c. jangka waktu pengembalian modal : 4 tahun 11 bulan (termasuk 1 tahun masa kontruksi).
VC
Rp 8.098.500.000,-
S
Rp. 16.500.000.000 FC Rp 2.735.690.000,- =1 -
1 -
36
37
6. KESIMPULAN
Rancangan peralatan asphalt smelter telah dapat direalisasikan menjadi asphalt smelter dan beroperasi dengan baik pada ujicoba pembuatan kokas.
Ujicoba produksi kokas bongkah dari batubara berbutir kecil menggunakan rotary kiln berhasil baik dengan kadar zat terbang mencapai 2 % adb, rendemen 45 %.
Secara umum peralatan prototype plant kokas dapat beroperasi untuk memproduksi kokas pengecoran.
Kokas dalam bentuk kokas briket hasil ujicoba pada prototype plant kokas berkualitas mendekati kokas pengecoran secara umum, nilai kalor mendekati 7.000 kkal/kg, kadar abu rendah (<5%) dan total sulfur rendah (<1%), drop shatter pada +1½ inci mencapai 93% (syarat minimal hanya 90%).
Sosialisasi hasil litbang kokas telah mendapat respon dari kalangan industri, peminat proses pemanfaatan batubara dan para peneliti serta telah memperoleh mitra kerjasama litbang.
Hitungan ekonomi pada kapasitas kecil, 3.000 ton per tahun menunjukkan cukup layak untuk direalisasi dengan menghasilkan laba bersih Rp 3.966.067.000,- / tahun, IRR sebesar 32,06% dan jangka waktu pengembalian modal 4 tahun 11 bulan (termasuk 1 tahun masa kontruksi).
7. KENDALA DAN TINDAK LANJUT 7.1. Kendala
Bangunan hanggar prototype plant kurang tinggi sehingga menyulitkan penempatan
hopper serbuk kokas.
Pengadaan batubara bongkah besar semakin sulit.
Sirkulasi lori kurang lancar karena hanya terdapat satu jalur rel.
38 7.2. Tindak Lanjut
Pada anggaran tahun 2010 telah direncanakan pembuatan hanggar tambahan untuk menampung peralatan terutama tunnel kiln agar lori dapat bersirkulasi dengan lancar.
39
DAFTAR PUSTAKA
1. Kenji, C dan Tata, S., 1996. Teknik Pengecoran Logam. Pradya Paramita, Jakarta.
2. Ozden, O, 1983. A Pilot Plant Scale Investigation of Possibility of Using Non Coking Armutcuk
And Amasra Coals In Metallurgical Coke Production. www.answer.com.
3. Perry, R.H., 2008. Chemical Engineers' Handbook, 7th ed, Mc Graw Hill Book, India.
4. Suganal & Permana, N., 2004. Mutu Briket Kokas dari Batubara Adaro Melalui Rekarbonisasi
Briket Kokas Mentah dalam Tunnel Kiln, Buletin Bahan Galian Industri, Volume 8 No. 21, April
2004, Puslitbang Teknologi Mineral dan Batubara, Bandung.
5. Suganal, 2007. Kokas dari Batubara Non Coking Indonesia,Proseding seminar nasional XVI Kimia
dalam Industri dan lingkungan, Jaringan Kerjasama Kimia Indonesia, Yogyakarta, Desember
2007
6. Suganal, 2009. Pembuatan Dan Prospek Keekonomian Kokas Pengecran Dari Batubara Dengan
Kadar Abu Rendah Kalimantan Selatan, Jurnal Teknologi Mineral dan Batubara No. 14 Volume
5, Mei 2009.
7. Tarqiun, B,. 2008. Engineering Economy, Sixth Edition, Mc Graw-Hill Book Co, Singapore. 8. Wilson, P.J., 1960. Coal, Coke and Coal Chemistry, Mc Graw-Hill Book Co, London. 9. Anonim, 2009, Undang-Undang Nomor 04 Tahun 2009 tanggal 12 Januari 2009 tentang
Pertambangan Mineral Dan Batubara (Lembaran Negara RI Tahun 2009 Nomor 04, Tambahan Lembaran Negara RI Tahun 2009 Nomor 4959);