DI PT. HILON SURABAYA
SKRIPSI
Oleh :
SABTA ADI KUSUMA
05 32010 132
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
DI PT. HILON SURABAYA
SKRIPSI
Diajukan Untuk Memenuhi Sebagai Prasyaratan Dalam Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Industri
Oleh :
SABTA ADI KUSUMA
05 32010 132
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
Dengan mengucapkan syukur kehadirat Allah SWT, penulis dapat menyelesaikan Tugas Akhir (Skripsi) dengan judul “PENERAPAN LEAN MANUFACTURING DALAM MENGIDENTIFIKASI DAN MEMINIMASI
WASTE DI PT. HILON SURABAYA. Pelaksanaan penelitian di PT. HILON
Surabaya pada bulan Oktober 2009 sampai selesai.
Laporan ini disusun berdasarkan pengamatan, kuisioner dan data informasi yang saya peroleh dari lapangan dan pembimbing di PT. HILON Surabaya serta literatur yang tersedia. Oleh karena itu saya mengucapkan terima kasih yang sebesar-besarnya kepada :
1. ALLAH SWT sang pemilik alam semesta,terima kasih atas rahmat dan karunianya.
2. Bapak Prof. DR. Ir. Teguh Sudarto, MP selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Bapak Ir. Sutiyono, MT selaku Dekan Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
4. Ir. M. Tutuk Safirin, MT selaku Ketua Jurusan Teknik Industri FTI UPN “Veteran” Jawa Timur.
5. Ir. Rusindiyanto, MT selaku dosen pembimbing I dan Drs. Sartin, MPd. selaku dosen pembimbing II Tugas Akhir.
6. Bapak Mukhlas selaku pembimbing lapangan di PT. HILON Surabaya.
vi
8. Bapak dan Ibu tercinta yang tak kan pernah berhenti memberikan kasih sayang, dukungan baik moril maupun materiil, semangat pantang menyerah untuk membesarkan anak-anaknya. Terima kasih untuk semuanya!!
9. Keluarga BESAR TI Angkatan 05 (C-05),persahabatan 5 thn ini tak akan sia-sia!!
10.Semua pihak yang telah mendukung dan memberi semangat yang tak dapat disebutkan satu persatu sehingga terwujudlah laporan ini, terima kasih untuk semuanya.
Semoga Allah SWT melimpahkan berkat dan rahmat-Nya kepada mereka, atas segala bantuan dan jasa yang telah diberikan kepada penulis selama ini. Penulis menyadari bahwa ada kekurangan dan kesalahan mohon dimaklumi dan penulis juga mengharapkan kritik dan saran yang bersifat membangun demi penyempurnaan laporan penelitian ini.
Akhir kata, semoga laporan penelitian tugas akhir ini berguna bagi para pembaca.
Surabaya, 06 Juni 2010
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... iii
KATA PENGANTAR... v
DAFTAR ISI ... vii
DAFTAR GAMBAR ... x
DAFTAR TABEL ... xi
DAFTAR LAMPIRAN ... xii
ABSTRAKSI BAB I. PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Rumusan Masalah... 3
1.3 Batasan Masalah ... 3
1.4 Asumsi – Asumsi... 4
1.5 Tujuan Penelitian... 4
1.6 Manfaat Penelitian ... 5
1.7 Sistematika Penulisan ... 5
BAB II. TINJAUAN PUSTAKA 2.1 Pendekatan Lean ... 7
2.2 Pengertian Lean Manufacturing ... 8
2.3 Tujuh Pemborosan (seven waste) ... 16
2.4 Tools Yang Digunakan ... 18
2.4.1 Big Picture Mapping ... 19
2.5 Diagram Sebab Akibat... 26
2.6 Peneliti Terdahulu... 29
BAB III. METODOLOGI PENELITIAN 3.1 Lokasi dan Waktu Penelitian ... 37
3.2 Identifikasi dan Definisi Operasional Variabel ... 37
3.2.1 Variabel Bebas ... 37
3.2.2 Variabel Terikat ... 39
3.3 Langkah-Langkah Pemecahan Masalah ... 39
3.4 Metode Pengumpulan Data ... 42
3.4.1 Penelitian Pustaka... 42
3.4.2 Penelitian Lapangan ... 43
3.5 Metode Pengolahan Data ... 44
3.5.1 Pengolahan Data Kuisioner ... 44
3.5.2 Pengolahan Data dengan VALSAT... 44
3.5.3 Pengolahan Data dengan BPM ... 45
BAB IV HASIL DAN PEMBAHASAN 4.1 Pengumpulan Data ... 46
4.1.1 Aliran Bahan ... 46
4.1.2 Data Waktu Produksi... 49
4.1.3 Penyusunan dan Penyebaran Kuisioner Pembobotan Seven Waste ... 49
4.2 Pengolahan Data ... 51
(VALSAT) ... 52
4.2.3 Pemilihan Tools Process Activity Mapping (PAM) ... 54
4.2.3.1 Analisa Masing-Masing Tipe Aktivitas... 59
4.2.4 Rekomendasi Perbaikan Tool PAM ... 63
4.3 Analisa Hasil dan Pembahasan ... 66
4.3.1 Analisa Value Stream Mapping dengan Pemetaan Big Picture Mapping ... 66
4.3.2 Analisa Value Stream Analysis Tools (VALSAT) dengan PAM ... 68
4.3.3 Analisa Seven Waste dengan Cause Effect Diagram dan Rekomendasi Perbaikannya ... 70
4.3.3.1 Jenis Waste Kecacatan ... 70
4.3.3.2 Jenis Waste Produksi Berlebihan ... 72
4.3.3.3 Jenis Waste Menunggu ... 73
4.3.3.4 Jenis Waste Transportasi ... 75
4.3.3.5 Jenis Waste Persediaan yang Tidak Perlu ... 75
4.3.3.6 Jenis Waste Proses yang Tidak Tepat ... 76
4.4 Pembahasan ... 76
BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan ... 79
5.2 Saran ... 80 DAFTAR PUSTAKA
LAMPIRAN
Gambar 2.1 Tiga M (Muda, Muri, Mura) ... 15
Gambar 2.2 Icon Big Picture Mapping ... 21
Gambar 2.3 Contoh Big Picture Mapping ... 21
Gambar 2.4 Matrix VALSAT ... 26
Gambar 2.5 Bentuk Umum Diagram Sebab Akibat ... 27
Gambar 3.1 Langkah-Langkah Pemecahan Masalah... 39
Gambar 4.1 Aliran Raw Material ... 47
Gambar 4.2 Cause Effect Diagram Jenis Waste Kecacatan ... 71
Gambar 4.3 Cause Effect Diagram Jenis Waste Produksi Berlebihan ... 72
Gambar 4.4 Cause Effect Diagram Jenis Waste Menunggu ... 73
Tabel 2.1 Era Yang Berbeda Pada Industri Otomotif (Diadaptasi Dari The
Machine that Changed the World) ... 8
Tabel 2.2 Value Stream Analysis Tools ... 22
Tabel 4.1 Waktu Proses Padding ... 49
Tabel 4.2 Skor Rata – Rata Tiap Jenis Waste ... 52
Tabel 4.3 Bobot Detail Mapping Tools Tabel VALSAT ... 53
Tabel 4.4 Jumlah Tiap Tipe Aktivitas Pada PAM ... 57
Tabel 4.5 Waktu Aktivitas Tiap Tipe Aktivitas Pada PAM ... 58
Tabel 4.6 Proporsi Aktivitas Lean Thinking ... 62
Tabel 4.7 Jumlah Tiap Tipe Aktivitas Pada PAM Setelah Perbaikan ... 64
Tabel 4.8 Waktu Aktivitas Tiap Tipe Aktivitas Pada PAM Setelah Perbaikan ... 65
Tabel 4.9 Proporsi Aktivitas Lean Thinking Setelah Perbaikan ... 66
Tabel 4.10 Distribusi Tenaga Kerja Dalam Proses Padding ... 68
Tabel 4.11 Bobot Detail Mapping Tools Tabel VALSAT ... 69
Tabel 4.12 Skor Rata – Rata Tiap Jenis Waste ... 70
xii
LAMPIRAN I KUISIONER PEMBOBOTAN
LAMPIRAN II REKAP JUMLAH DAN RATA-RATA WASTE LAMPIRAN III TABEL PAM SEBELUM PERBAIKAN
LAMPIRAN IV REKAP JUMLAH AKTIVITAS SEBELUM PERBAIKAN LAMPIRAN V REKAP WAKTU AKTIVITAS SEBELUM PERBAIKAN LAMPIRAN VI PERHITUNGAN MANUAL SEBELUM PERBAIKAN LAMPIRAN VII TABEL HASIL PERHITUNGAN BOBOT DETAIL
MAPPING TOOLS TABEL VALSAT
LAMPIRAN VIII BIG PICTURE MAPPING
LAMPIRAN IX TABEL PAM SETELAH PERBAIKAN
Pendekatan Lean Manufacturing merupakan suatu upaya strategi perbaikan secara kontinue dalam proses produksi untuk mengidentifikasi jenis – jenis dan faktor penyebab terjadinya waste dengan meminimasi waste agar aliran nilai (value stream) dapat berjalan lancar sehingga waktu produksi lebih efisien.
PT. HILON adalah perusahaan yang bergerak dalam industri textile dan padding merupakan produk yang dihasilkan. Sebagai perusahaan yang bergerak dalam bidang pabrikasi maka kualitas, kuantitas dan kecepatan unit – unit bagian produksi sangat menentukan agar jumlah permintaan konsumen dapat terpenuhi. Akan tetapi, dalam proses produksinya masih mengalami kendala seperti lamanya waktu menunggu proses pengerjaan, kecacatan karena tidak memenuhi spesifikasi dan karakteristik yang diharapkan, dan transportasi yang sering dilakukan. Apabila dapat diminimasi maka diharapkan dapat meningkatkan efisiensi waktu produksi sehingga produk yang dihasilkan tepat waktu dan dalam jumlah yang tepat.
Dari hasil penelitian didapatkan pengurangan aktivitas produksi dari 3716 aktivitas menjadi 3392 aktivitas atau berkurang sebesar 324 aktivitas (sekitar 8.72 %). Begitu juga diperoleh pengurangan waktu produksi dari 3005 jam menjadi 2790 jam atau berkurang sebesar 215 jam (sekitar 7.15 %). Hal ini dikarenakan adanya pengurangan aktivitas – aktivitas yang termasuk Non Value Adding (tidak mempunyai nilai tambah terhadap produk) pada proses produksi.
PENDAHULUAN
1.1. Latar Belakang
Ketatnya persaingan dalam dunia industri semakin memacu perusahaan manufacturing untuk meningkatkan terus menerus hasil produksinya dalam bentuk kualitas, harga, jumlah produksi, pengiriman tepat waktu, dengan tujuan yang lebih nyata. Usaha yang nyata dalam suatu produksi barang adalah mengurangi pemborosan yang tidak mempunyai nilai tambah dalam berbagai hal termasuk penyediaan bahan baku, lalu lintas bahan, pergerakan operator, pergerakan alat dan mesin, menunggu proses, kerja ulang dan perbaikan. Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste).
PT. HILON Surabaya merupakan salah satu perusahaan tekstil yang memproduksi padding berupa spring bad, bantal, bed cover, dan lain-lain sesuai dengan pesanan (make to order), akan tetapi dalam pembuatan produk tersebut sering terjadi pemborosan (waste). Diantaranya sering terjadi keterlambatan pengiriman produk, keterlambatan ini diantaranya disebabkan oleh operator yang sering bercanda atau mengobrol dengan operator lain sehingga memperpanjang waktu produksi sehingga memperpanjang waktu produksi, proses yang tidak tepat/tidak sesuai dalam proses padding, dan produksi yang berlebihan dalam setiap proses produksi tergolong kejadian yang sering terjadi mengakibatkan proses pengerjaan ulang sehingga nantinya mengakibatkan proses produksi bertambah lama. Pemborosan ini sebagai sesuatu yang tidak memberikan nilai
Ide utamanya adalah pencapaian secara menyeluruh efisiensi produksi dengan mengurangi pemborosan (waste) yang akhirnya adalah meningkatkan profit perusahaan agar lebih besar dalam persaingan dengan perusahaan lain yang sama - sama memproduksi produk padding.
Permasalahan yang terjadi di PT. HILON Surabaya tersebut pada akhirnya akan berdampak pada pemborosan waktu produksi akibat terdapatnya aktivitas yang tidak efisien atau tidak mempunyai nilai tambah (non value added) dalam berbagai hal termasuk penyediaan bahan baku dari supplier, aliran bahan dari proses awal sampai proses akhir, pergerakan alat dan mesin yang tidak sesuai kapasitas, proses menunggu, kerja ulang (rework) dan perbaikan lain yang diperlukan. Aktivitas – aktivitas ini merupakan bentuk pemborosan yang harus dihilangkan agar aliran nilai (value stream) dapat berjalan lancar. Oleh sebab itu pendekatan Lean Manufacturing sangat membantu menyelesaikan permasalahan yang ada di PT. HILON Surabaya.
Lean adalah suatu upaya untuk menciptakan aliran lancar produksi
dalam perusahaan. Pemborosan di sini diartikan sebagai segala sesuatu yang tidak memberikan nilai tambah.
Berdasarkan permasalahan yang terjadi maka perusahaan membutuhkan suatu metode penyelesaian. Sebagai hasil akhir dari metode Lean Manufacturing diharapkan waste yang terjadi di lantai produksi dapat berkurang sehingga produk atau komponen tersedia tepat pada waktunya, dalam jumlah yang tepat dan pada tempat yang tepat pula. Dengan demikian persediaan dapat ditekan seminim mungkin dan proses produksi akan mengalir, tidak tersendat-sendat sehingga dapat tercapai peningkatan efisiensi kerja perusahaan yang lebih baik.
1.2. Rumusan Masalah
Dari latar belakang di atas dapat dirumuskan suatu permasalahan yang harus dipecahkan yaitu :
“Bagaimana mengidentifikasi dan meminimasi waste yang terjadi pada proses produksi padding melalui pendekatan Lean Manufakturing di PT. Hilon
Surabaya ”
1.3. Batasan Masalah
Dalam mencapai tujuan dan pembahasan penelitian yang lebih terarah, maka penulis membatasi pembahasan sebagai berikut :
1. Penelitian ini ditekankan untuk mengurangi waste pada proses padding dan dilakukan dilantai produksi PT. HILON Surabaya.
3. Lean Manufacturing yang diteliti adalah produksi berlebihan, menunggu, transportasi, proses yang tidak tepat, persediaan yang tidak perlu, serta kecacatan.
4. Penelitian dibatasi sampai pada rekomendasi perbaikan terhadap pemborosan yang paling dominan namun tidak sampai pada penerapan rekomendasi perbaikannya dan tidak membahas masalah biaya.
1.4. Asumsi – asumsi
Asumsi yang digunakan untuk penelitian ini adalah :
1. Kondisi mesin pada saat produksi diasumsikan dalam kondisi stabil dan baik. 2. Pada saat mesin beroperasi diasumsikan berdasarkan kapasitas mesin dan
banyaknya permintaan konsumen.
3. Kuisioner diberikan kepada para karyawan yang memahami dan berhubungan langsung pada lantai produksi.
1.5. Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian tugas akhir ini adalah sebagai berikut :
1. Mengidentifikasi jenis-jenis waste pada proses padding.
2. Mengurangi waste dan non value added activity pada proses padding.
3. Mengetahui pemborosan (waste) yang paling dominan dengan melakukan efesiensi waktu pada proses padding.
1.6. Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian tugas akhir ini antara lain meliputi :
1. Perusahaan dapat mengetahui waste mana yang sebenarnya terjadi pada proses produksi padding.
2. Perusahaan dapat mengetahui waste yang paling berpengaruh terhadap kualitas proses produksi sehingga dapat mengidentifkasi penyebab dan menentukan langkah untuk mengeliminasi waste tersebut.
3. Perusahaan dapat mengetahui keuntungan yang diperoleh dari reduksi waste pada proses produksi.
1.7. Sistematika Penulisan
Untuk mempermudah pemahaman atas materi – materi yang dibahas dalam skripsi ini maka berikut ini akan diuraikan secara garis besar isi dari masing–masing bab sebagai berikut:
BAB I PENDAHULUAN
Bab ini berisi penjelasan mengenai latar belakang serta permasalahan yang akan diteliti dan dibahas. Juga diuraikan tentang tujuan, manfaat penelitian, serta batasan dan asumsi yang digunakan.
BAB II TINJAUAN PUSTAKA
BAB III METODE PENELITIAN
Bab ini berisi urutan langkah – langkah pemecahan masalah secara sistematis mulai dari perumusan masalah dan tujuan yang ingin dicapai, studi pustaka, pengumpulan data dan metode analisis data. BAB IV ANALISA DAN PEMBAHASAN
Bab ini berisikan uraian tentang langkah-langkah pengumpulan data, pengolahan data, dan penganalissa data yang telah dikumpulkan dan hasilnya diharapkan menjadikan sebagai bahan pertimbangan akan kemungkinan penerapan metode tersebut
BAB V KESIMPULAN DAN SARAN
Pada bab ini berisikan uraian tentang kesimpulan dan saran penelitian lanjutan yang bisa dilakukan
DAFTAR PUSTAKA
TINJAUAN PUSTAKA
2.1 Pendekatan Lean
Pendekatan lean bisa dianggap sebagai perpanjangan dan kombinasi dari dua pendekatan terdahulu yaitu craft production dan mass production. Craft production pada intinya adalah kegiatan produksi yang dilakukan dalam skala
yang sangat kecil. Karena tidak adanya kemampuan untuk menciptakan standar, tidak ada dua produk yang identik. Pada perusahaan yang beroperasi dengan model craft production, tenaga kerja biasanya terampil untuk membuat rancangan produk maupun memproduksi rancangan tersebut. Untuk mengakomodasikan kebutuhan produksi yang bervariasi, mesin-mesin dan alat produksi lainnya biasanya bersifat fleksibel dan bisa melakukan multi fungsi.
Di sisi lain, mass production menekan pentingnya jumlah output per satuan waktu dan variasi produk bukan merupakan isu yang penting. Pendekatan lean mengkombinasikan kedua pendekatan tersebut. Fokus utamanya adalah
efisiensi tanpa mengurangi efektivitas proses. Untuk mendukung tujuan ini tenaga kerja biasanya memiliki berbagai keahlian. Hirarki managemen diperpendek sehingga di samping biaya- biaya berkurang, juga terjadi penurunan waktu koordinasi serta peningkatan otonomi di level hirarki yang lebih rendah. Pendekatan lean juga menyadari bahwa penciptaan proses-proses yang efektif dan efisiem juga berarti perusahaan harus melihat sumber-sumber pemborosan ke luar organisasi. Mengurangi jumlah defect berarti mengajak supplier meningkatkan kualitas material yang dikirim serta mengajak perusahaan jasa pengiriman untuk
menciptakan dan penerapan standar kualitas pengiriman. Dengan demikian, pihak-pihak di luar organisasi ikut dirangkul untuk melakukan perbaikan secara berkelanjutan.
Karena tantangan untuk melayani pelanggan yang semakin kritis dan siklus hidup produk yang semakin pendek, pendekatan lean juga didasari oleh prinsip fleksibelitas. Salah satu implikasinya, fasilitas produksi harus cukup fleksibel dan bisa melakuakan multi fungsi. Tabel berikut meringkas perbedaan
karakteristik pendekatan sistem produksi craft, mass dan lean.
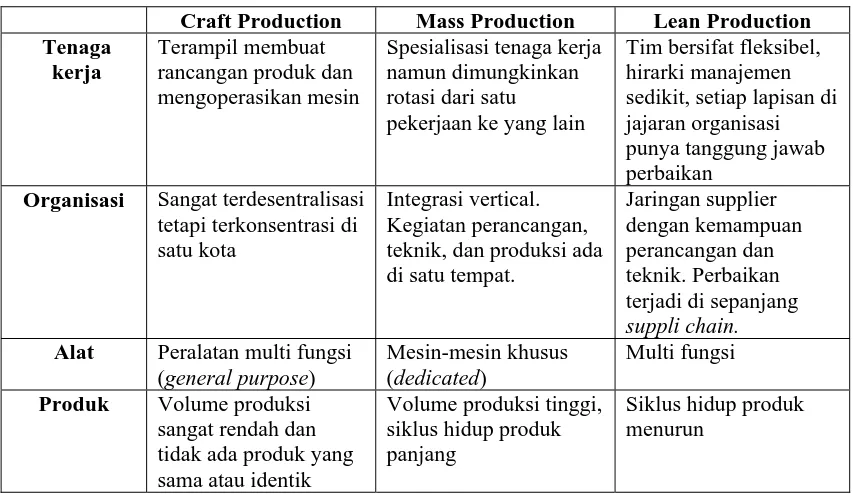
Tabel 2.1 Era yang berbeda pada industri otomotif (Diadaptasi dari The Machine that Changed the World)
Craft Production Mass Production Lean Production
Tenaga
pekerjaan ke yang lain
Tim bersifat fleksibel, hirarki manajemen sedikit, setiap lapisan di jajaran organisasi punya tanggung jawab perbaikan
Organisasi Sangat terdesentralisasi tetapi terkonsentrasi di satu kota
Integrasi vertical. Kegiatan perancangan, teknik, dan produksi ada di satu tempat.
Alat Peralatan multi fungsi
(general purpose)
Mesin-mesin khusus (dedicated)
Multi fungsi
Produk Volume produksi
sangat rendah dan tidak ada produk yang sama atau identik
2.2 Pengertian Lean Manufacturing
Lean adalah suatu upaya yang dilakukan secara terus menerus untuk
menghilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang atau jasa) agar dapat memberikan nilai kepada pelanggan
TPS (Toyota Production System), dari sinilah terlihat adanya cara kerja atau proses produksi perusahaan yang dilakukan secara paralel (belum terciptanya suatu proses mengalir / one piece flow).
Perusahaan dikatakan Lean jika perusahaan tersebut telah menerapkan TPS (Toyota Production System) ke dalam semua bagian proses produksinya karena yang pertama menerapkan sistem Lean ini adalah perusahaan Toyota Motor Company. Ketika suatu perusahaan sudah menerapkan sistem TPS (Toyota
Production System) ini, langkah awal yang bisa dilakukan oleh perusahaan adalah
memeriksa proses manufaktur dari sudut pelanggan. Dari sini dapat diamati suatu proses dan memisahkan langkah – langkah yang menambah nilai dan langkah – langkah yang tidak menambah nilai. Dari waste yang berhasil diminimalisasi ini diharapkan kepada pihak perusahaan untuk dapat menjadikannya sebagai suatu standararisasi kerja.
Sedangkan Lean Manufacturing adalah suatu konsep dari strategi Lean yang digunakan untuk pencapaian perbaikan yang berkesinambungan dan signifikan (continuous improvement) dalam kinerja perusahaan, dengan langkah mengeliminasi semua pemborosan (waste) secara menyeluruh.
Pendekatan Lean Manufacturing pada lingkungan manufaktur merupakan pendekatan yang sistematis untuk mengurangi waste yang tidak memberikan nilai tambah melalui aktifitas peningkatan terus – menerus serta mengoptimalkan value stream sehingga dapat meningkatkan produktivitas dan performansi kerja dari
Implementasi Lean Manufacturing adalah menfokuskan diri mendapatkan hal yang tepat pada tempat yang tepat, pada waktu yang tepat dalam jumlah yang tepat untuk mencapai aliran kerja yang sempurna di saat yang sama meminimasi pemborosan dan menjadi fleksibel (mudah berubah). Implementasi Lean Manufacturing pertama kali diperkenalkan oleh Taiichi Ohno dari Toyota Motor
Company, sebuah perusahaan raksasa dunia yang sangat agresif dalam
improvement.
Berikut ini terdapat ciri - ciri utama perusahaan yang menerapkan Lean Manufacturing :
1. Naiknya kecepatan produksi sesuai dengan permintaan pelanggan (tidak lagi berdasarkan cycle time tetapi berdasarkan waktu yang diminta untuk menyelesaikan quantity yang diminta pelanggan. Ini berarti produksi dijalankan dengan efisiensi yang tinggi)
2. Melakukan produksi jika ada permintaan dari pelanggan (dikenal dengan istilah pull system yaitu berproduksi sebanyak unit yang diminta pelanggan) 3. Melakukan produksi unit per unit mulai dari awal hingga akhir dengan tujuan
untuk menghindari bertumpuknya barang setengah jadi diantara proses yang ada.
4. Hilangnya tujuh waste sehingga dihasilkan suatu peningkatan efisiensi.
Dalam penerapan metode Lean Manufacturing terdapat prinsip – prinsip yang perlu diperhatikan antara lain :
1. Menyempurnakan mutu pertama kali, mencari nol cacat, pernyataan dan pemecahan permasalahan pada sumbernya
2. Meminimalkan barang sisa, penghapusan semua aktivitas yang tidak menambahkan nilai dan memaksimalkan penggunaan sumber daya langka (modal, orang – orang dan area)
3. Peningkatan yang berkelanjutan, mengurangi biaya – biaya, meningkatkan mutu, meningkatkan produktivitas dan berbagi informasi
4. Proses penarikan yaitu produk ditarik dari pelanggan terakhir, yang tidak mendorong dari akhir produksi
5. Fleksibilitas, produksi produk yang berbeda (mixed production) atau keaneka ragaman produk yang lebih besar dengan cepat, tanpa mengorbankan efisiensi pada volume produksi lebih rendah
6. Bangunan dan pemeliharaan adalah suatu hubungan jangka panjang dengan para penyalur melalui berbagai resiko kolaboratif, biaya dan pengaturan informasi.
7. Autonomation, leveling and production flow and visual control.
Lean Manufacturing menyaring intisari dari pendekatan lean ke dalam 5
(lima) langkah utama yaitu : (Irawan, 2005)
1. Specify value (mendefinisikan nilai bagi pelanggan)
2. Identify whole value stream (menetapkan value stream)
Yaitu mengidentifikasi semua langkah – langkah yang diperlukan untuk mendesain, memesan dan memproduksi barang atau produk ke dalam whole value stream untuk mencari non value added activity (aktivitas yang tidak
memberikan nilai tambah). 3. Flow (mengalir)
Yaitu membuat value flow untuk semua aktifitas yang memberikan nilai tambah disusun dalam suatu aliran yang tidak terputus (continuous).
4. Pulled (ditarik oleh pelanggan)
Yaitu mengorganisasikan agar material, informasi dan produk mengalir lancar dan efisien sepanjang proses value stream dengan pull system.
5. Perfection (pencapaian yang terbaik)
Yaitu mengejar keunggulan untuk mencapai kesempurnaan (zero waste) melalui perbaikan yang dilakukan secara terus – menerus sehingga waste yang terjadi dapat dihilangkan secara total dari proses yang ada.
Secara sistematis langkah – langkah implementasi lean thinking adalah sebagai berikut : (The Toyota Way, 2006)
1. Mengerti pemborosan yang terjadi dengan cara memilah aktivitas – aktivitas menjadi tiga kategori yaitu yang memberikan nilai tambah, tidak memberikan nilai tambah, dan tidak memberikan nilai tambah namun tidak bisa dihilangkan. Selanjutnya pemborosan tersebut digolongkan dalam seven waste.
2. Mengeset arah perbaikan yang akan dilakukan termasuk menentukan alat ukur keberhasilan, menentukan target perbaikan untuk tiap alat ukur, mendefinisikan proses – proses inti serta menentukan proses mana yang membutuhkan pemetaan secara detail.
3. Mengerti gambaran umum (big picture) termasuk mengerti apa yang diinginkan pelanggan serta bagaiman aliran informasi, aliran fisik dan keterkaitan antara keduanya.
4. Melakukan pemetaan secara detail dengan menggunakan tools yang ada. Pada pemetaan lean ada tujuh tools yang biasa digunakan yaitu process activity mapping, supply chain response matrix, product variety funnel, quality filter
mapping, demand amplification mapping, decision point analysis dan physical
structure mapping.
5. Melibatkan supplier maupun pelanggan untuk ikut terlibat dalam usulan perbaikan.
Salah satu proses penting dalam pendekatan lean adalah identifikasi aktivitas – aktivitas mana yang memberikan nilai tambah dan mana yang tidak memberikan nilai tambah. (Pujawan, 2005)
Aktivitas - aktivitas Lean Thinking didefinisikan sebagai berikut :
1. Value added adalah aktivitas yang memberikan nilai terhadap produk dan pelanggan sehingga aktivitas ini harus selalu ditingkatkan.
2. Necessary non value added adalah aktivitas yang masih diperlukan dalam proses produksi seperti inspeksi dan pemindahan tetapi tidak memberikan nilai terhadap produk.
3. Non value added adalah aktivitas yang tidak memberikan nilai tambah terhadap produk dan harus diminimasi atau dihilangkan dari dalam proses produksi.
Dari ketiga aktivitas – aktivitas tersebut yang paling dominan dalam lingkungan manufaktur adalah aktivitas fisik, aktivitas non – value added. Rasio ketiga jenis aktivitas di atas adalah sebagai berikut : (Pujawan, 2005)
a. 5 % untuk aktivitas yang memberikan nilai tambah.
b. 60 % untuk aktivitas yang tidak memberikan nilai tambah (dan mungkin bisa dikurangi).
c. 35 % untuk aktivitas yang tidak memberikan nilai tambah namun perlu dilakukan.
Seperti yang tercantum dalam The Toyota Way (2006), menghilangkan pemborosan atau Muda (dalam istilah bahasa Jepang) menjadi fokus dari upaya lean manufacturing. Namun ada dua M lain yang sama pentingnya untuk
1. Muda – tidak menambah nilai
Merupakan tujuh pemborosan aktivitas yang tidak berguna yang dapat memperpanjang lead time, menimbulkan gerakan tambahan, menciptakan kelebihan persediaan atau berakibat pada waktu menunggu.
2. Muri – memberi beban berlebih pada orang atau peralatan
Memanfaatkan mesin atau orang di luar batas kemampuannya. Membebani orang secara berlebih menimbulkan masalah dalam keselamatan kerja dan kualitas. Membebani peralatan secara berlebihan menyebabkan kerusakan dan produk cacat.
3. Mura – ketidakseimbangan
Muda merupakan akibat dari Mura.
Ketidakseimbangan diakibatkan oleh jadwal produksi yang tidak teratur atau volume produksi karena masalah kerusakan mesin, kekurangan komponen atau produk cacat.. Ketidakseimbangan tingkat produksi berarti perlu memiliki peralatan, material dan orang untuk melakukan tingkat produksi yang tertinggi.
2.3 Tujuh Pemborosan (Seven Waste)
Prinsip utama dari pendekatan lean adalah pengurangan atau peniadaan pemborosan (waste). Menurut sistem produksi Toyota (TPS), ada tujuh hal yang dikategorikan sebagai pemborosan (waste) yaitu :
a. Produksi berlebihan (overproduction) b. Menunggu (waiting)
c. Transportasi (transpotration)
d. Proses yang tidak tepat (unappropriate processing) e. Persediaan yang tidak perlu (unnecessary inventory) f. Gerakan yang tidak perlu (unnecessary motion) g. Kecacatan (defect)
Berikut adalah penjelasan dari seven waste diatas yang diidentifikasikan oleh Dr. Shiego Singo kemudian ditulis kembali oleh Kilpatrick (2003) :
1. Produksi berlebihan (over production)
Over production merupakan kegiatan menghasilkan barang melebihi
permintaan / keinginan sehingga menambah alokasi sumber daya terhadap produk.
2. Menunggu (waiting)
Waiting adalah proses menunggu kedatangan material, informasi, peralatan
dan perlengkapan. Lean fokus pada ketepatan pengadaan sumber daya tersebut agar tepat waktu, tidak terlalu cepat dan tidak terlambat (just in time).
3. Transportasi (transportation)
menuju workshop. Dengan konsep lean maka vendor harus tepat mengirimkan bahan baku langsung ketempat pengerjaan (point of use storage).
4. Proses yang tidak tepat (unappropriate processing)
Terjadi dalam situasi dimana terdapat ketidaksempurnaan proses atau metode operasi produksi yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya ataupun kesalahan prosedur atau sistem operasi. Secara umum faktor penyebabnya adalah peralatan atau tool yang tidak sesuai, maintenance peralatan yang jelek dan kegagalan mengkombinasikan operasi.
5. Persediaan yang tidak perlu (unnecessary inventory)
Persediaan yang tidak perlu dapat berupa penyimpanan inventory melebihi volume gudang yang ditentukan, material yang rusak karena terlalu lama
disimpan atau terlalu cepat dikeluarkan dari tempat penyimpanan, material yang sudah kadaluarsa. Secara umum faktor penyebabnya adalah waktu change over yang lam, ketidakseimbangan lintasan, peramalan yang kurang
akurat, atau ukuran batch yang besar.
6. Gerakan yang tidak perlu (unnecessary motion)
7. Kecacatan (defect)
Cacat terjadi dalam empat cara yaitu ketidaksempurnaan produk, kurangnya tenaga kerja pada saat proses berjalan, adanya alokasi tenaga kerja untuk proses pengerjaan ulang (rework) dan tenaga kerja menangani pekerjaan klaim dari pelanggan.
Tujuh pemborosan tersebut sedapat mungkin dikurangi secara terus menerus sehingga tercipta sistem yang lean. Namun karena masing-masing pemborosan tersebut berbeda karakteristiknya, diperlukan pendekatan yang berbeda-beda untuk menguranginya. Namun secara keseluruhan pengurangan pemborosan tersebut dapat dilakukan dengan terlebih dahulu mempelajari dan mengerti proses saat ini dan mengerti pemborosan apa yang dominan di masing-masing lokasi proses. Ini kemudian diikuti dengan identifikasi potensi perbaikan dan membuat apa yang dinamakan to be process, yakni konfigurasi proses yang diinginkan. Skala perubahan yang harus dilakukan tergantung pada perbedaan antara apa yang terjadi sekarang (as is) dan proses yang diinginkan (to be).
Dari ketujuh waste yang telah diidentifikasi diatas akan dicari asal-usul penyebabnya dengan cara memetakan aliran nilai (value stream) yang terjadi di dalam proses produksi berlangsung (Musgitariasih, 2006). Tool yang digunakan untuk memetakan aliran nilai (value stream) yang terjadi dalam proses pembuatan produk adalah menggunakan Value Stream Analysis Tools (VALSAT).
2.4 Tools Yang Digunakan
2.4.1 Big Picture Mapping
Big Picture Mapping adalah suatu tool yang digunakan untuk
menggambarkan suatu sistem secara keseluruhan beserta aliran nilai (value stream). Big Picture Mapping adalah pemetaan proses pada level tinggi yang
melingkupi proses secara luas namun dengan tingkat kedetailan yang masih rendah. (Pujawan, 2005)
Pengumpulan data diperlukan untuk membangun peta keadaan sekarang (current state) dan keadaan yang diharapkan di masa yang akan datang (future state). Future state menjadi gambaran bagaiman proses produksi dilakukan saat rencana perbaikan telah ditentukan. Ada lima langkah yang perlu dilakukan dalam menggambar Big Picture Mapping yaitu :
a. Mengidentifikasikan kebutuhan pelanggan.
Beberapa perlu dijawab pada fase ini. Misalnya, seberapa banyak pelanggan membutuhkan barang tertentu tiap tahun, bagaimana pola pemesanannya, berapa ukuran pesanan biasanya, berapa banyak pelanggan biasanya menyimpan persediaan, berapa sering pengiriman dilakukan, serta hal-hal lain yang relevan.
perusahaan (supplier), serta informasi-informasi apa yang perusahaan berikan ke supplier.
c. Fase ketiga adalah menambahkan aliran fisik pada peta tersebut.
Aliran fisik yang berasal dari luar dan ke luar perusahaan maupun yang ada di dalam perusahaan harus sama-sama ditambahkan. Informasi seperti pola pengiriman dari supplier, ukuran pengiriman, rata-rata waktu tunggu sebelum pesanan dikirim, dan sebaginya adalah sebagian dari informasi yang perlu diperoleh berkaitan dengan aliran fisik barang dari arah supplier. Selanjutnya, untuk aliran internal perlu diidentifikasikan langkah-langkah kunci yang terlibat, di mana saja persediaan biasanya disimpan, dimana saja biasanya terjadi inspeksi kualitas, berapa lama masing-masing kegiatan tersebut dilakukan, titik mana merupakan bottleneck, dan sebagainya.
d. Hubungkan aliran fisik dan aliran informasi.
e. Fase terakhir adalah melengkapi peta di atas dengan informasi lead time dan value adding time dari keseluruhan proses. Informasi ini ditempatkan di
bagian bawah dari peta.
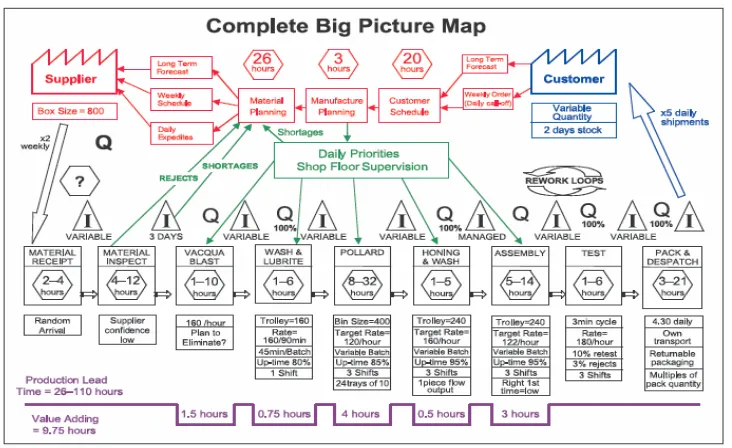
Berikut ini adalah simbol-simbol yang digunakan dalam Big Picture Mapping (BPM) : (Hines, P. and D. Taylor, 2000)
Gambar 2.2 Icon Big Picture Mapping
Contohnya penggambaran sistem secara keseluruhan dengan Big Picture Mapping dapat dilihat seperti gambar berikut :
2.4.2 Value Stream Analysis Tools (VALSAT)
Value stream analysis tools merupakan tools yang tepat untuk memetakan
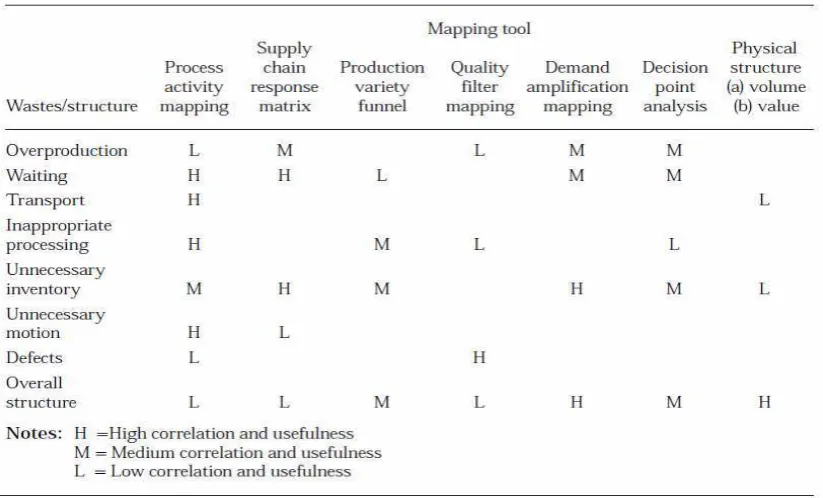
secara detail waste padaaliran nilai yang fokus pada value adding process. Terdapat 7 (tujuh) detail mapping tools yang mempunyai kemampuan dan manfaat masing-masing untuk memetakan waste. Masing-masing tools mempunyai kemampuan bobot low, medium, high sesuai ketentuan peringkatnya sekaligus menunjukan skor yang dapat mengidentifikasikan sedikit atau besarnya pengaruh pemborosan pada mapping yang dipilih.
VALSAT merupakan tool yang dikembangkan untuk mempermudah
pemahaman terhadap value stream yang ada dan mempermudah untuk membuat perbaikan berkenaan dengan waste yang terdapat dalam value stream. VALSAT merupakan pembobotan waste-waste, kemudian dari pembobotan tersebut dilakukan pemilihan terhadap tool dengan menggunakan matrik. Tabel 2.2 akan menunjukkan tujuh tools dalam VALSAT. (Hines, P. and Rich, N. 2001)
Keterangan : H (high correlation) : faktor pengali = 9 M (medium correlation) : faktor pengali = 3 L (low correlation) : faktor pengali = 1
Untuk lebih jelasnya berikut detail dari ketujuh tools yang dikemukakan oleh Hines, P (2004) dalam VALSAT :
1. Process Activity Mapping
Pada dasarnya tools ini digunakan untuk merecord seluruh aktivitas dari suatu proses dan berusaha untuk mengurangi aktivitas yang kurang penting, menyederhanakannya sehingga dapat mengurangi waste. Dalam tool ini aktivitas dikategorikan dalam beberapa kategori, seperti : operation, transport, inspection dan storage atau delay.
2. Supply Chain Response Matrix
Tool ini merupakan sebuah diagram sederhana yang berusaha menggambarkan
the critical lead-time constraint untuk setiap bagian proses dalam supply
chain, yaitu cumulative lead-time di dalam distribusi sebuah perusahaan baik
suppliernya dan downstream retailernya. Diagram ini terdapat 2 axis dimana
untuk vertical axis menggambarkan rata-rata jumlah inventory (hari) dalam setiap bagian supply chain. Sedangkan untuk horizontal axis menunjukan comulative lead-timenya.
3. Production Variety Funnel
Pendekatan ini sama dengan metode analisa IVAT yang melihat operasi internal perusahaan sebagai aktivitas yang disesuaikan ke I, V, A, atau T
tiap tahapan proses manufaktur. Tools ini dapat digunakan untuk mengidentifikasi titik dimana sebuah produk generic diproses menjadi beberapa produk yang spesifik. Tool ini dapat digunakan untuk membantu menentukan target perbaikan, pengurangan inventory dan membuat perubahan untuk proses dari produk.
4. Quality Filter Mapping
Quality Filter Mapping merupakan tool untuk mengidentifikasi dimana
terdapat problem kualitas. Hasil dari pendekatan ini menunjukkan dimana tiga tipe defect terjadi. Ketiga tipe defect tersebut adalah product defect (cacat fisik produk yang lolos ke customer), service defect (permasalahan yang dirasakan customer berkaitan dengan cacat kualitas pelayanan), dan internal defect
(cacat masih berada dalam internal perusahaan, sehingga berhasil diseleksi dalam tahap inspeksi). Ketiga tipe defect tersebut digambarkan secara letitudinal sepanjang supply chain.
5. Demand Amplification Mapping
Merupakan diagramyang menggambarkan bagaimana demand berubah-ubah sepanjang jalur supply chain dalam interval waktu tertentu. Informasi yang dihasilakn dari diagram ini merupakan dasar untuk mengatur fluktuasi dan menguranginya, membuat keputusan berkaitan dengan value stream configuration. Dalam diagram ini vertical axis menggambarkan interval
6. Decision Point Analysis
Merupakan tool yang digunakan untuk menentukan titik dimana aktual demand dilakukan dengan sistem pull sebagai dasar untuk membuat forecast
pada sistem push pada supply chain atau dengan kata lain titik batas dimana produk dibuat berdasarkan demand aktual dan setelah titik ini selanjtnya produk harus dibuat dengan melakukan forecast. Dengan tool ini dapat diukur kemampuan dari proses upstream dan downstream berdasarkan titik tersebut, sehingga dapat ditentukan filosofi pull atau push yang sesuai. Selain itu juga dapat digunakan sebagai scenario apabila titik tersebut digeser dalam sebuah value stream mapping.
7. Phisical Structure
Tool ini digunakan untuk memahami kondisi dan fungsi bagian-bagian dari
supply chain untuk berbagai level industri. Dengan pemahaman tersebut dapat
dimengerti kondisi industri tersebut, bagaimana beroperasi dan dapat memberikan perhatian pada level area yang kurang diperhatikan. Untuk level yang lebih kecil tool ini dapat menggambarkan inbound supply chain di lantai produksi.
2.4.2.1 Penggunaan VALSAT
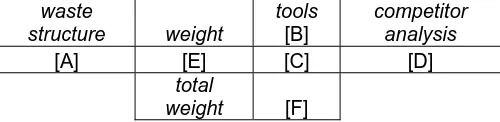
prmbobotan waste yang sempurna maka tool yang akan datang juga tepat sehingga mudah dalam melakukan usulan perbaikan, kemudian dilakukan pemilihan dengan menggunakan matrik. Matrik ini dikemukakan oleh Hines, P (2004) sebagai berikut :
waste
Dari matriks diatas bagian E diisi dengan bobot dari setiap waste, dimana maksimum untuk bobot dari setiap waste adalah 10 dan total untuk seluruh waste 35, sedangkan untuk bagian F diisi dengan melakukan perkalian antara bobot waste dengan nilai korelasi antara waste dengan masing-masing tool. Dimana
korelasi setiap waste terdapat korelasi high dengan nilai 9, medium dengan nilai 3 dan low dengan nilai 1. Nilai korelasi yang dibuat oleh Hines, P (2004) dimasukkan pada tabel 2.2 the seven value stream mapping.
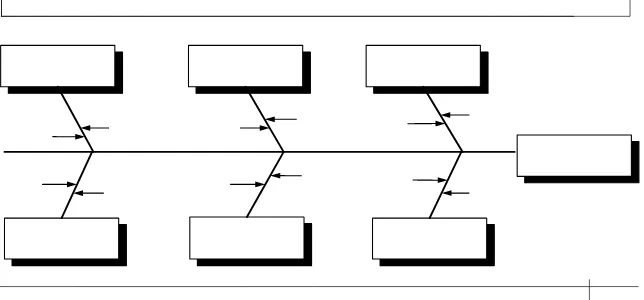
2.5 Diagram Sebab Akibat
Diagram sebab akibat juga sering juga disebut diagram tulang ikan (fishbone diagram) atau diagram Ishikawa adalah suatu diagram yang terdiri dari garis dan design symbol yang menunjukkan arti hubungan antara sebab dan akibat. (Besterfield, 2004)
kalau diperhatikan rangka analisis diagram Fishbone bentuknya ada kemiripan dengan ikan, dimana ada bagian kepala (sebagai effect) dan bagian tubuh ikan berupa rangka serta duri-durinya digambarkan sebagai penyebab (cause) suatu permasalahan yang timbul.
Diagram ini dimulai dengan akibat sebuah masalah dan membuat daftar terstruktur dari penyebab – penyebab potensial. Diagram ini berguna untuk : 1. Mengumpulkan ide dan masukan – masukan yang merupakan dasar dari
brainstorming terstruktur.
2. Mengelompokkan penyebab – penyebab yang mungkin sehingga dapat diidentifikasi banyak kemungkinan daripada hanya menfokuskan pada beberapa area tipikal.
3. Membantu dimulainya fase analisa. Dengan menggunakan fishbone diagram dapat dilakukan identifikasi beberapa penyebab yang diduga menjadi penyebab utama.
Bentuk umum diagram sebab – akibat ditunjukkan dalam gambar dibawah ini :
Setiap akar dari penyebab masalah dimasukkan ke dalam diagram sebab akibat yang dikategorikan berdasarkan prinsip 5M, yaitu : (Gaspersz, 2007)
1. Manpower (tenaga kerja)
Berkaitan dengan kekurangan dalam pengetahuan (tidak terlatih dan tidak berpengalaman), kekurangan dalam ketrampilan dasar yang berkaitan dengan mental dan fisik, kelelahan, stress, ketidakpedulian, dan sebagainya.
2. Machines (mesin - mesin)
Berkaitan dengan tidak adanya sistem perawatan preventif terhadap mesin produksi, termasuk fasilitas dan peralatan lain, tidak sesuai dengan spesifikasi tugas, terlalu rumit, terlalu panas, dan sebagainya.
3. Methods (metode kerja)
Berkaitan dengan tidak adanya prosedur dan metode kerja yang benar, tidak jelas, tidak diketahui, tidak terstandarisasi, tidak cocok, dan sebagainya.
4. Materials (bahan baku dan bahan tambahan)
Berkaitan dengan ketiadaan spesifikasi kualitas dari bahan baku dan bahan tambahan, ketidaksesuaian dengan spesifikasi kualitas dari bahan baku dan bahan tambahan yang ditetapkan, ketiadaan penanganan yang efektif terhadap bahan baku dan bahan tambahan tersebut, dan sebagainya.
5. Media (lingkungan dan waktu kerja)
Semua yang berhubungan dengan material, mesin, manusia, media dan metode yang saat ini dituliskan dan dianalisa faktor mana yang terindikasi menyimpang dan berpotensi terjadi problem. Dengan menerapkan diagram Fishbone ini dapat menolong kita untuk dapat menemukan akar penyebab
terjadinya masalah khususnya di industri manufaktur dimana prosesnya terkenal dengan banyaknya ragam variabel yang berpotensi menyebabkan munculnya permasalahan. Apabila masalah dan penyebab sudah diketahui secara pasti, maka tindakan dan langkah perbaikan akan lebih mudah dilakukan. Dengan diagram ini, semuanya menjadi lebih jelas dan memungkinkan untuk dapat melihat semua kemungkinan penyebab dan mencari akar permasalahan sebenarnya.
2.6 Peneliti Terdahulu
Dari penelitian yang sudah ada dengan menggunakan pendekatan ataupun penerapan Lean Manufacturing, maka peneliti menggunakan metode ini dengan melihat peneliti terdahulu sebagai acuan untuk mengerjakan tugas akhir ini, diantaranya adalah :
1. Ucok James MP Marpaung, 2008
“Pengurangan waste di lantai produksi dengan penerapan Lean Manufacturing guna meningkatkan produktivitas kerja perusahaan (Studi kasus : PT. Barata Indonesia (Persero)) ”
Kesimpulan :
b. Jumlah ragam aktivitas yang termasuk value adding activity adalah operasi dengan 566 aktivitas (40,3%) necessary non value adding activity 491 aktivitas (35%) dan yang tergolong non value adding activity 364 aktivitas (24,7%)
c. Berdasarkan perhitungan kuisioner pemborosan diidentifikasi bahwa terdapat 3 jenis pemborosan yang paling sering terjadi yaitu : gerakan yang tidak perlu, proses yang tidak tepat dan cacat dalam proses pembuatan mesin gilas MG-6 di PT. Barata Indonesia (Persero).
d. Jenis pemborosan gerakan yang tidak perlu dan proses yang tidak tepat dideteksi dan dievaluasi dengan menggunakan tool process activity mapping (PAM) sedangkan jenis pemborosan cacat dideteksi dengan
menggunakan tool quality filter mapping (QFM)
e. Dari kuisioner pemborosan yang disebarkan ke workshop II PT. Barata Indonesia pada pembuatan mesin gilas MG-6 dan dan pengolahan yang dilakukan, dapat diketahui jenis, faktor penyebab dan frekuensi terjadinya pemborosan mulai dari yang terbesar sampai yang terkecil adalah :
1) Gerakan yang tidak perlu : posisi kerja yang sering membungkuk, mencari peralatan kerja dan material pendukung
2) Proses yang tidak tepat : tool / mesin yang tidak sesuai kapasitas dan kemampuannya karena operator salah (mean-setting) tidak mengikuti prosedur kerja perusahaan (buku panduan).
3) Cacat disebabkan oleh beberapa faktor :
Manusia : kesalahan membaca gambar kerja, kurang pengalaman
Mesin : performa mesin yang sudah buruk Material : kualitas material kurang baik
Lingkungan : pencahayaan kurang dan gram tidak langsung
dibersihkan
f. Produksi berlebih : kurang koordinasi dalam pembuatan suatu komponen atau sistem
g. Menunggu disebabkan oleh beberapa faktor : 1) Manusia :kekurangan operator
2) Material : keterlambatan pengiriman raw material 3) Mesin : rusak / breakdown dan dalam perawatan
4) Metode : benda kerja terlambat datang dari stasiun kerja sebelumnya h. Perbaikan berdasarkan tool PAM menambah komposisi tenaga kerja yang
dibutuhkan
i. Perbaikan berdasarkan tool QFM agar tenaga kerja lebih konsentrasi dalam memahami gambar teknik
j. Setelah perbaikan didapat pemanfaatn input (waktu produksi) yang lebih kecil mampu menghasilkan produk sama dengan input awal (waktu sebelum perbaikan) dan mampu meningkatkan produktivitas kerja.
2. Suprijotomo, 2008
“Estimasi pengurangan biaya dan waktu dengan Lean Manufacturing untuk meningkatkan produktivitas (Studi kasus : Bagian Fabrikasi Mesin PT. Varia Usaha - Gresik)”
a. Dari pembuatan Big Picture Mapping dapat diketahui bahwa total lead time adalah 45 hari dengan value added time = 35 hari
b. Pengolahan data dengan VALSAT diperoleh pengolahan untuk detail pemetaan process ectivity mapping dan supply chain response matrix c. Jumlah ragam aktivitas yang termasuk value adding activity adalah operasi
dengan 209 orang atau 39% tergolong dalam non value adding activity adalah storage dan delay dengna 164 aktivitas atau 31% dan termasuk necessary non value adding activity adalah inspeksi dan transportasi
dengan 159 aktivitas atau 30%.
d. Total value adding time adalahaktivitas operasi dengan 78.305 menit atau 43% dan non value adding time adalah aktivitas storage, dan delay dengan 84.815 menit atau 46% dan necessary non value adding time adalah aktivitas transportasi, inspeksi dengan 20.270 menit atau 11%.
e. Dari grafik supply chain response matrix didapatkan cumulative lead time = 45 hr dan cumulaitive inventory = 8,20 hr sehingga total lead time = 53,2 hr
f. Penyebab 7 pemborosan adalah :
1) Kelebihan produksi : pembatalan sejumlah order balk tank 2) Menunggu yang disebabkan oleh beberapa faktor :
Manusia : jumlah operator dan welder kurang
Mesin : jumlah mesin kurang
Material : plat belum dikirim supplier
3) Transportasi : ada pergerakan ke area paming 4) Penambahan proses, antara lain :
Manusia : kesalahan interpretasi gambar, dan kesalahan pengerjaan
Mesin : mesin potong kurang presisi, mesin sudah tua
Material : plat berubah warna setelah dilas Metode : ketidaksempurnaan hasil las
5) Kelebihan persediaan : penggantian armada balk tank menjadi armada bak oleh perusahaan
6) Pergerakan yang berlebihan : adanya pergerkan truk keluar workshop dan kembali ke dalam workshop
7) Cacat : adanya ketidaksempurnaan proses las, ketidaksesuaian dimensi komponen dengan gambar dan plat mengalami perubahan warna saat selesai dilas.
g. Estimasi pengurangan waktu didapatkan dengan cara mengurangi jumlah waktu delay yang tinggi dengan prinsip as soon as possible processing dan lean technique yang dilakukan adalah quick change over time. Total waktu
setelah pengurangan waktu delay adalah 74 hari dari semula 86 hari untuk pengerjaan 2 buah unti tanker.
3. Titit Hidayati, 2006
“Pendekatan Time Study untuk perbaikan proses produksi guna menunjang penerapan Lean Manufacturing (Studi kasus : Departemen GLS, Group A, PT. Philips Lighting Indonesia)”
Kesimpilan :
a. Adapun waste (pemborosan) yang terjadi dalam Departemen GLS adalah sebagai berikut :
1) Defect dengan frekuensi hampir tiap hari terjadi. Pemborosan ini
disebabkan oleh kondisi lingkungan plant yang tidak memungkinkan operator bekerja secara optimal.
2) Overproduction terjadi hampir setiap minggu dengan penyebab utama
adalah letak penempatan FGL dan standarisasi waktu. Meskipun jumlah inventory yang berlebih hanya terjadi setiap 2 bulan, namun penyebab dan dampak cacat itu sama dengan overproduction
3) Menurut kuisioner, inappropriate processing terjadi sebulan sekali, namun berdasarkan pengamatan di lapangan jumlag delay yang besar terjadi setiap hari. Hal ini akan berdampak pada meningkatnya jumlah cacat. Penyebab utamanya sama dengan pemborosan defect ditambah dengan belum ada standarisasai waktu dan jumlah operator.
b. Konstribusi Time Study guna mendukung terciptanya Lean Manufacturing environment tampak dalam usaha memperbaiki pemborosan-pemborosan
pada proses produksi, yaitu :
1) Perubahan jumlah operator langsung dan tidak langsung
2) Menentukan formulasi waktu standar, sehingga pemborosan-pemborosan akibat kesalahan proses tidak terjadi lagi
3) Perhitungan performansi operator, sehingga dapat mengetahui tingkat produktivitas operator
4) Penelusuran terhadap proses produksi secara menyeluruh sehingga memberikan pandangan secara objektif mengenai titik-titik yang berperan dalam pemborosan khususnya waktu.
c. Masukan yang dapat diberikan berkaitan dengan upaya perbaikan untuk mengurangi waste antara lain :
1) Penerapan jumlah operator optimum dan waktu standar. Dimana terdapat perubahan jumlah operator langsung untuk A16, dari 10 operator menjadi hanya 8 operator saja. Dan perubahan jumlah operator tidak langsung hanya berjumlah 2 orang. Jadi total operator untuk unit A16 hanya 10 orang
METODE PENELITIAN
3.1 Lokasi dan Waktu Penelitian
Penelitian tugas akhir ini dilakukan di PT. HILON Surabaya yang berlokasi di Jl. Raya Mastrip Warugunung 207, Surabaya. Sedangkan penelitian ini dilaksanakan pada bulan Oktober 2009 sampai data yang diperlukan sudah cukup.
3.2 Identifikasi dan Definisi Operasional Variabel
Dalam identifikasi variabel terdapat variabel-variabel yang didapatkan berdasarkan data dari perusahaan yang digunakan dalam penerapan Lean Manufacturing beserta definisi operasionalnya. Variabel-variabel tersebut adalah
sebagai berikut:
3.2.1 Variabel Bebas
Variabel bebas adalah suatu variabel yang mempunyai nilai berubah-ubah dan mempengaruhi variasi perubahan nilai variabel terikat, variabel tersebut meliputi :
1. Produksi berlebihan (over production)
Overproduction merupakan kegiatan menghasilkan barang melebihi
permintaan / keinginan sehingga menambah alokasi sumber daya terhadap produk.
2. Menunggu (waiting)
Waiting adalah proses menunggu kedatangan material, informasi, peralatan
dan perlengkapan.
3. Transportasi (transportation)
Bahan baku yang disediakan oleh vendor biasanya tidak dikirim langsung di tempat pekerjaan tetapi ditampung dahulu di gudang kemudian diangkut menuju workshop.
4. Proses yang tidak tepat (unappropriate processing)
Terjadi dalam situasi dimana terdapat ketidaksempurnaan proses atau metode operasi produksi yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan fungsinya ataupun kesalahan prosedur atau sistem operasi.
5. Persediaan yang tidak perlu (unnecessary inventory)
Persediaan yang tidak perlu dapat berupa penyimpanan inventory melebihi volume gudang yang ditentukan, material yang rusak karena terlalu lama
disimpan atau terlalu cepat dikeluarkan dari tempat penyimpanan, material yang sudah kadaluarsa.
6. Kecacatan (defect)
Cacat terjadi dalam empat cara yaitu ketidaksempurnaan produk, kurangnya tenaga kerja pada saat proses berjalan, adanya alokasi tenaga kerja untuk proses pengerjaan ulang (rework) dan tenaga kerja menangani pekerjaan klaim dari pelanggan.
3.2.2 Variabel Terikat
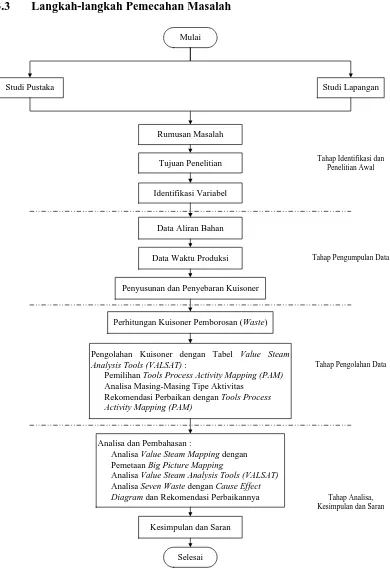
3.3 Langkah-langkah Pemecahan Masalah
Pengolahan Kuisoner dengan Tabel Value Steam Analysis Tools (VALSAT) :
Pemilihan Tools Process Activity Mapping (PAM) Analisa Masing-Masing Tipe Aktivitas
Rekomendasi Perbaikan dengan Tools Process Activity Mapping (PAM)
Analisa dan Pembahasan :
Analisa Value Steam Mapping dengan Pemetaan Big Picture Mapping
Analisa Value Steam Analysis Tools (VALSAT) Analisa Seven Waste dengan Cause Effect Diagram dan Rekomendasi Perbaikannya
Keterangan Flowchart :
1. Mulai
Pada langkah ini merupakan awal dari proses pemecahan masalah dengan studi pengenalan dari perusahaan yang menjadi tempat penelitian.
2. Studi Pustaka
Studi pustaka bermanfaat untuk meningkatkan pemahaman landasan teori dari permasalahan yang akan diteliti, serta menunjang dan mempermudah bagi penelitian untuk merumuskan masalah penelitian tersebut, yang meliputi pendekatan lean, pengertian lean mManufactur, tujuh pemborosan (seven waste), tools yang digunakan seperti big picture mapping dan VALSAT untuk
memecahkan permasalahan, dan peneliti sebelumnya. 3. Studi Lapangan
Studi lapangan dilakukan dengan melihat secara langsung kondisi di lapangan untuk selanjutnya dirumuskan suatu permasalahan yang dijadikan penelitian seperti melakukan wawancara, pengamatan (observasi) atau dengan penyebaran kuisoner.
4. Rumusan Masalah
Menentukan permasalahan yang akan diteliti dengan menggunakan metode Lean Manufacturing untuk mengurangi pemborosan pada proses produksi
sehingga waktu produksi menjadi lebih efektif dan efisien. 5. Tujuan Penelitian
6. Identifikasi Variabel
Menentukan adanya variabel bebas dan variabel terikat dalam penelitian. 7. Data Aliran Bahan
Data aliran bahan diperlukan untuk mengetahui aliran raw material dari proses awal sampai proses akhir.
8. Data Waktu Produksi
Data waktu produksi diperlukan untuk mengetahui berapa lama waktu yang dibutuhkan dari proses awal sampai proses akhir.
9. Penyusunan dan Penyebaran Kuisoner
Langkah ini dilakukan agar peneliti mengetahui tingkat waste yang sering terjadi di lantai produksi, agar nantinya dapat dijadikan sebagai ukuran untuk memberikan usulan perbaikan perusahaan.
10.Perhitungan Kuisoner Pemborosan (Waste)
Pada tahap ini dilakukan perhitungan kuisioner untuk mengetahui dan menetapkan bobot waste yang telah diberikan kepada karyawan dilantai produksi, dan dari perhitungan tersebut akan diketahui rata-rata waste yang terjadi.
12.Analisa Hasil dan Pembahasan
Tahap ini merupakan tahap analisa dan pembahasan dari hasil pengolahan data yang dilakukan sebelumnya. Dari tahap ini dilakukan analisa pemetaan Big Picture Mapping, analisa Value Stearm Analysis Tools (VALSAT) dan analisa
faktor penyebab seven waste dengan cause effect diagram beserta rekomendasi perbaikannya.
13.Kesimpulan dan Saran
Pada akhir penelitian ini akan ditarik suatu kesimpulan berdasarkan hasil pembahasan dari penelitian yang telah dilakukan. Selain itu, juga diberikan saran yang dapat digunakan untuk memperbaiki kondisi saat ini.
14.Selesai
Tahapan penelitian berakhir pada tahap ini.
3.4 Metode Pengumpulan Data
Metode pengumpulan data yang dipakai dalam penelitian ini adalah :
3.4.1 Penelitian Pustaka
3.4.2 Penelitian Lapangan
Penelitian lapangan bertujuan untuk mendapatkan informasi dari perusahaan mengenai segala sesuatu yang berkaitan dengan penelitian ini. Adapun metode – metode yang telah dilakukan untuk mendapatkan informasi tersebut adalah sebagai berikut :
1. Metode wawancara
Wawancara merupakan suatu langkah dalam penelitian yang berupa penggunaan proses komunikasi verbal untuk mengumpulkan informasi dari seseorang atau kelompok orang. Wawancara dilakukan dengan kepala bagian produksi dan karyawan lain sebagai operator mesin.
2. Metode pengamatan
Pengamatan biasanya digunakan sebagai alat pengumpulan data untuk obyek yang belum banyak diketahui. Observasi bertujuan untuk mengamati jalannya proses produksi secara langsung agar lebih mengerti dan memahami bentuk pemborosan yang terjadi.
3. Metode dokumentasi
Dokumentasi diperoleh langsung dari perusahaan berupa buku panduan / dokumen tertulis yang dibuat sendiri oleh pihak perusahaan.
4. Metode penyebaran kuisioner
3.5 Metode Pengolahan Data
Pada penelitian ini tahap pengolahan data menggunakan pengolahan data kuisioner, pengolahan data Value Stream Analysis Tools (VALSAT) dan tool Big Picture Mapping (BPM). Pengolahan data tersebut akan dijelaskan seperti
berikut:
3.5.1 Pengolahan Data Kuisioner
Dari kuisioner pembobotan seven waste yang telah disebarkan kepada karyawan maka akan didapatkan ranking dan rata-rata waste yang paling besar secara berurutan, dari hasil pembobotan tujuh jenis pemborosan tersebut maka akan diolah dengan tabel VALSAT untuk menentukan tool mapping yang akan digunakan.
Dalam penyebaran kuisioner tersebut dilakukan pendampingan untuk menjelaskan secara langsung pada responden mengenai waste tersebut. Penggunaan metode ini diharapkan mampu untuk menyediakan data kualitatif yang bersifat aktual. Terbatasnya jumlah kuisioner yang tersebar kemudian ditunjang dengan data-data kuantitatif mengenai jenis-jenis waste tersebut, baik berupa data histories perusahaan maupun pengukuran langsung bila diperlukan.
3.5.2 Pengolahan Data Dengan VALSAT
3.5.3 Pengolahan Data Dengan BPM
Big picture Mapping adalah suatu tool yang diadopsi dari Sistem Produksi
Toyota yang dapat digunakan untuk menggambarkan suatu sistem secara keseluruhan beserta aliran nilai (value stream) yang terdapat dalam perusahaan, atau Big Picture Mapping merupakan tool yang digunakan untuk menggambarkan sistem secara keseluruhan dan value stream sistem produksi, dimana tool ini diharapkan mampu memberikan gambaran dan pemahaman secara umum dari sistem produksi perusahaan (dalam hal memproduksi padding). Adapun langkah-langkah yang dilakukan untuk membentuk Big Picture Mapping adalah sebagai berikut :
1. Mengidentifikasikan kebutuhan konsumen
2. Menambahkan aliran informasi yang melintasi proses produksi 3. Menambahkan aliran fisik pada peta tersebut
4. Menghubungkan aliran fisik dan aliran informasi
HASIL DAN PEMBAHASAN
4.1 Pengumpulan Data 4.1.1 Aliran Bahan
Aliran bahan atau fisik dimulai dari proses kedatangan material dari supplier yang meliputi Polyester FA > 3 OZ mm dan biji plastik. Dari data historis didapatkan kedatangan material yang dibutuhkan untuk membuat padding bisa langsung dipenuhi, sehingga kedatangan material tidak terlalu
menghabiskan waktu. Setelah kedatangan bahan baku dari supplier, terjadi proses check/penjaminan baik secara quality maupun secara quantity yang dilakukan
oleh bagian Quality Assurance (Bagian jaminan kualitas) dimana pada bagian ini akan dilihat apakah bahan baku telah memenuhi secara kualitas dan jumlah. Apabila telah sesuai maka bahan baku langsung diteruskan ke bagian gudang bahan baku. Tetapi apabila tidak memenuhi standart, maka bahan baku akan di reject/ditolak.
Adapun raw material yang dibutuhkan dalam proses padding ini antara lain :
1. Polyester FA > 3 OZ mm merupakan bahan baku utama yang berupa serat - serat kapas. Jenis polyester ini yang paling putih dan paling baik kualitas seratnya.
2. Biji plastik merupakan bahan tambahan yang dicampurkan ke bahan baku utama pada saat proses mixing fiber. Bahan ini digunakan untuk menjaga kualitas fiber sampai pada hasil akhir menjadi padding.
Gambar 4.1 Aliran Raw Material
Dari aliran raw material di atas dapat dijelaskan urutan prosesnya (flow process) adalah sebagai berikut :
Proses pembuatan padding di mesin padding terdiri dari beberapa proses yaitu:
1. Fiber
a. Pemilihan bahan baku fiber yang akan diproduksi tergantung pada order. b. Penimbangan fiber sesuai dengan persentase jenisproduksi.
c. Pencampuran fiber di super cleaner / bale breaker. 2. Proses Bale Breaker
a. Penggilingan / penghalusan campuran fiber oleh mesin super cleaner b. Pemindahan campuran fiber kedalam hopper melalui selang fan / kipas
super cleaner yang disemburkan ke dalam hopper.
c. Pengaturan penurunan campuran fiber oleh hopper ke dalam feeder
d. Mengatur kecepatan feeder tergantung dengan berat produksi (oz) atau ketebalan.
3. Proses Carding
c. Menaikkan atau memasukkan hasil penggilingan ke upper coveyor atau holding yang sudah diatur.
4. Proses Forming
a. Penyebaran hasil penggilingan fiber oleh mesin forming supaya menghasilkan lapisan bahan padding sesuai dengan ketebalan atau gramasi yang diminta.
b. Lapisan atau lempengan bahan paddingtersebut dibawa atau ditarik oleh low conveyor forming untuk diberi resins pada bagian atas.
5. Proses Spraying
a. Pengaturan pengeluaran resins di spray #1 sesuai keinginan produksi. b. Memasukkan lempengan atau lapisan bahan padding yang sudah diberi
resins ke dry box untuk pengeringan.
c. Memindahkan atau menaikan padding ke middle conveyor untuk diberi resins pada bagian bawah dan mengaturnya di spray #2.
6. Proses Drying
a. Memasukkan bahan padding yang sudah diberi resin bagian bawah tadi ke dry box untuk pemanasan atau pengeringan tingkat kedua.
b. Memindahkan atau menaikkan padding ke up conveyor atau dry box bagian atas guna untuk pemanasan dan pengeringan tingkat ketiga.
7. Proses Winding
a. Pendinginan padding oleh motor fan di mesin winder.
b. Pemotongan lebar atau panjang oleh mesin winder sesuai dengan keinginan produksi.
8. Proses Packing
a. Penimbangan hasil produksi padding sesuai standart berat yang sudah ditentukan.
b. Pengepresan atau packing dengan plastik atau polybag. c. Menulis jenis hasil produksi di plastik atau polybag.
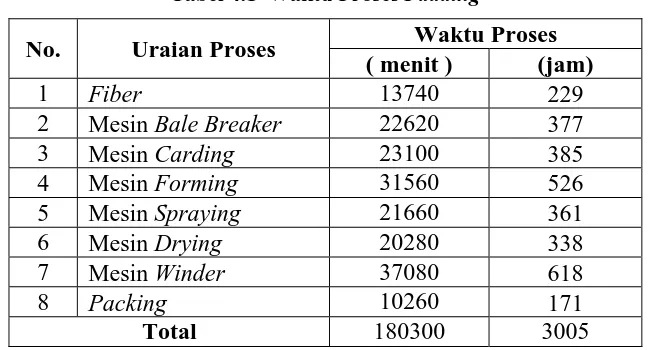
4.1.2 Data Waktu Produksi
Data waktu produksi diperlukan untuk mengetahui berapa lama waktu yang dibutuhkan dari proses awal sampai proses akhir proses padding.
Pengumpulan data waktu produksi dilakukan untuk proses tiap mesin selama 3 bulan dalam 1 shift. Untuk lebih jelasnya rincian waktu proses padding dapat dilihat pada lampiran 5.
Tabel 4.1 Waktu Proses Padding
Waktu Proses
Total 180300 3005
antara lain K.A bagian produksi dan seluruh karyawan di lantai produksi padding PT. HILON Surabaya.
Proses wawancara dilakukan untuk menyamakan persepsi antara peneliti dengan karyawan mengenai jenis seven waste yaitu Over production (produksi berlebih), Waiting (menunggu), Transportation (transportasi), Unappropriate processing (proses yang tidak tepat), Unnecessary inventory (persediaan yang
tidak perlu), dan Defect (kecacatan).
Adapun keterangan untuk penilaian skor hasil rata – rata perhitungan kuisioner adalah sebagai berikut :
- Skor 1 untuk pemborosan tidak pernah terjadi
- Skor 2 untuk pemborosan hampir tidak pernah terjadi - Skor 3 untuk pemborosan jarang terjadi
- Skor 4 untuk pemborosan cukup jarang terjadi - Skor 5 untuk pemborosan agak jarang terjadi - Skor 6 untuk pemborosan agak sering terjadi - Skor 7 untuk pemborosan cukup sering terjadi - Skor 8 untuk pemborosan sering terjadi
- Skor 9 untuk pemborosan hampir sering terjadi - Skor 10 untuk pemborosan paling sering terjadi
4.2 Pengolahan Data
4.2.1 Perhitungan Kuisioner Pemborosan (Waste)
Untuk mengidentifikasi waste yang sering terjadi pada proses padding maka dibuat sebuah kuisioner mengenai seven waste. Karyawan yang mengisi kuisioner diharapkan memberikan skor kepada masing – masing waste sesuai dengan kondisi nyata pada proses produksi padding. Kuisioner yang telah disebarkan sebanyak 10 eksemplar tersebut selanjutnya dihitung dan dibobotkan sehingga dapat ditentukan urutan ranking waste terbesar yang sering terjadi.
Untuk perhitungan skor rata – rata kuisioner dari jenis waste produksi berlebihan (overproduction) dapat dilihat pada contoh berikut :
Perhitungan jenis waste produksi berlebihan (overproduction)
=
= 7.5 (waste yang sering terjadi)
Sedangkan untuk perhitungan skor rata – rata kuisioner dari jenis waste menunggu (waiting), transportasi (transportation), proses yang tidak tepat (unappropriate procesing) dan persediaan yang tidak perlu (unnecessary
inventory) dan kecacatan (defedt) dapat dilihat pada lampiran 2.
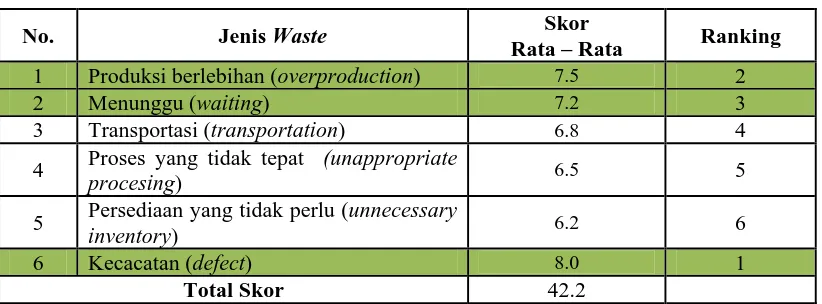
Tabel 4.2 Skor Rata – Rata Tiap Jenis Waste
No. Jenis Waste Skor
Rata – Rata Ranking
1 Produksi berlebihan (overproduction) 7.5 2
2 Menunggu (waiting) 7.2 3
3 Transportasi (transportation) 6.8 4
4 Proses yang tidak tepat (unappropriate
procesing) 6.5 5
5 Persediaan yang tidak perlu (unnecessary
inventory) 6.2 6
6 Kecacatan (defect) 8.0 1
Total Skor 42.2
Pada tabel 4.2 diatas dapat dijelaskan bahwa dari seven waste diperoleh
tiga jenis waste yang memiliki skor rata-rata paling besar secara berurutan yaitu Kecacatan (defect) sebesar 8.0 pada ranking 1 (waste yang sering terjadi), Produksi berlebihan (overproduction) sebesar 7.5 pada ranking 2 (waste yang sering terjadi),
dan Menunggu (waiting) sebesar 7.2 pada ranking 3 (waste yang cukup sering
terjadi).
4.2.2 Pengolahan Kuisioner Dengan Value Stream Analysis Tools (VALSAT) Dari hasil perhitungan kuisioner pada tabel 4.2 diatas dapat diketahui ranking / peringkat dari masing – masing jenis waste yang ada. Selanjutnya akan dilakukan pemilihan pemetaan dalam value stream dengan menggunakan Value Stream Analysis Tools (VALSAT) yang digunakan sebagai alat bantu untuk
memetakan secara detail aliran nilai (value stream) yang berfokus pada value adding process.