Evaluasi dan Perbaikan Proses
Sub
Assembly
dengan Pendekatan
Lean Risk
di
PT. PAL Indonesia (Persero)
Maulida Putri Imamah
2509100706
Dosen Pembimbing:
H. Hari Supriyanto, Ir., MSIE
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2013
Sumber : Lloyd Register-Fairplay, 2007 dalam KER Kep. Riau, 2008
Perkembangan Industri Galangan
Kapal Nasional
Latar Belakang
250
Perusahaan
PT PAL Indonesia yang mampu membuat
kapal dengan ukuran sampai 50.
000 dead
weight tonage
(DWT)
Jepang -> memiliki industri galangan
kapal paling produktif di dunia
lean
manufacturing
di industri
galangan kapal
Industri kapal IHI
Jepang telah
menerapkan
lean
manufacturing
dan
dapat bertahan sampai
tingkat produktivitas
tertinggi (Lamb, 2007)
metode pembuatan kapal tidak
produktif dibandingkan dengan
galangan kapal yang sudah maju
dengan mengadopsi atau sedang
mengaplikasikan prinsip
lean
manufacturing
. (Koenig P.C. et al.
(2002) dalam Kolic (2011) )
Proses perakitan panel-blok karena
sifat berulang memungkinkan
prinsip-prinsip
lean manufacturing
untuk meningkatkan penurunan jam
kerja saat perakitan produk
sementara.(Okumoto (1997) dalam
Kolic (2011)
waste
Risiko
Dampak dari
ketidakpastian untuk
mencapai tujuan
(AS/NZS ISO 31000:2009)
Manajemen Risiko
LEAN : sebuah pendekatan
yang fokus untuk
mengurangi
waste
di proses manufaktur
yang berjalan dengan cara
meminimasi work in process
dan
mengeliminasi proses
yang tidak bernilai tambah
Flow Process
Departemen Konstruksi
Lambung
Pra
Fabrikasi
Fabrikasi
Sub
Assembly
Assembly
proses
assembly
yang dilakukan
dan metode pembuatan kapal yang
kuno dan tidak produktif (Koenig
P.C. et al. ,2002 ; Kolic ,2011)
Bengkel awal proses
perakitan
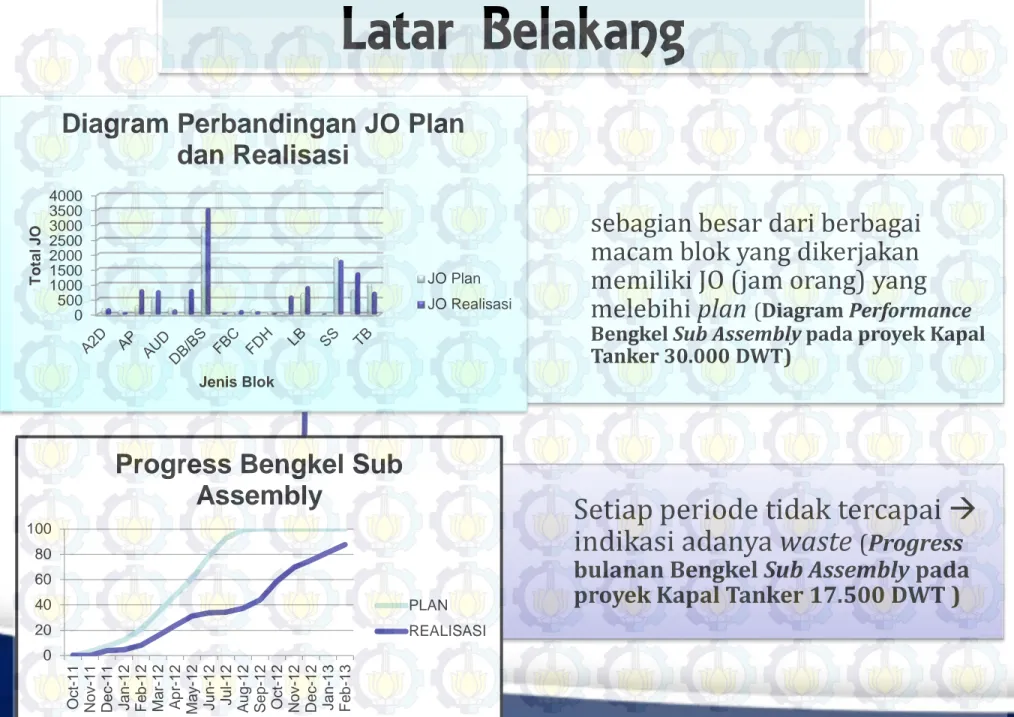
sebagian besar dari berbagai
macam blok yang dikerjakan
memiliki JO (jam orang) yang
melebihi
plan (
Diagram
Performance
Bengkel
Sub Assembly
pada proyek Kapal
Tanker 30.000 DWT)
Setiap periode tidak tercapai
indikasi adanya
waste
(
Progress
bulanan Bengkel
Sub Assembly
pada
proyek Kapal Tanker 17.500 DWT )
0 500 1000 1500 2000 2500 3000 3500 4000 T o tal JO Jenis Blok
Diagram Perbandingan JO Plan
dan Realisasi
JO Plan JO Realisasi 0 20 40 60 80 100 Oc t-1 1 N o v -11 D e c -11 J an-12 F e b-12 Ma r-1 2 A pr -12 Ma y -1 2 J un-12 J u l-12 A ug-1 2 S ep-1 2 Oc t-1 2 N o v -12 D e c -12 J an-13 F e b-13Progress Bengkel Sub
Assembly
PLAN REALISASI
Rumusan Masalah
Bagaimana mengevaluasi proses
produksi dengan
mengidentifikasi dan
mengurangi
waste
menggunakan
pendekatan
Lean Risk
di
bengkel
sub assembly
DKN PT PAL
Tujuan
1. Melakukan identifikasi aktivitas
value added, non-value added,
dan
necessary
but non-value added
yang terjadi pada proses produksi bengkel.
2. Melakukan identifikasi dan menganalisis risiko dari
waste
kritis.
3. Memberikan usulan perbaikan proses produksi bengkel.
Manfaat
1. Perusahaan mengetahui
whole stream
aktivitas dalam rangkaian
proses produksi yang dapat mempengaruhi kualitas produk
2. Perusahaan mendapatkan informasi
waste
yang terjadi pada bengkel
3. Perusahaan mendapatkan informasi risiko dari
waste
kritis, sehingga
dapat ditentukan langkah untuk perbaikannya
4. Menambah pengetahuan penulis mengenai konsep
lean
1. Penelitian dilakukan di bengkel
sub assembly
departemen konstruksi lambung
Divisi Kapal Niaga PT PAL Indonesia.
2. Penelitian berfokus pada pengurangan
waste
yang terjadi dalam bengkel.
Ruang Lingkup
Tidak ada perubahan kondisi di perusahaan selama proses pengambilan data.
Batasan
Lean
Manufact
uring
untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktivitas-aktivitas yang tidak bernilai tambah (non value-added activities)
Vincent Gaspersz (2007)
Risk
Manage
ment
Operational Risk, Financial Risk, Hazard Risk, dan
Strategic Risk (Siahaan, 2009)
RCA &
FMEA
Lean
Risk
peningkatan kualitas biaya tinggi
keputusan pelaksanaan tindakan perlu pertimbangan yang hati-hati. Kehati-hatian melakukan manajemen
Pendefinisian Kondisi Perusahaan (3)
Pemetaan Aktivitas:
Value Added
16%
Necessary but Non-Value
Added
64%
Proses Indikator
Data Identifikasi Waste
Prosentase Waste Prosentase Waste per proses Jumlah Operator alat K3
helm safety shoes masker sarung tangan kaca penutup muka
FITTING Penggunaan alat K3 operator 1 1 20% 22% operator 2 1 1 40% operator 3 0% operator 4 0% operator 5 1 1 40% operator 6 1 1 40% operator 7 0% operator 8 1 20% operator 9 1 1 40% WELDING operator 1 0% 18% operator 2 1 20% operator 3 1 20% operator 4 1 20% operator 5 0% operator 6 1 1 40% operator 7 1 20% operator 8 1 20% operator 9 0% operator 10 1 20% operator 11 1 1 40% FINISHING operator 1 0% 0% operator 2 0% operator 3 0% Transportasi operator 1 0% 0% Rata-rata 10.10%
Identifikasi waste - EHS
Indikator:
Jumlah
operator yang
tidak
menggunakan
APD
Identifikasi waste - Defect
Indikator:
panel repair
& rework
Identifikasi waste - Overproduction
Indikator:
membuat suatu item yang belum tentu dibutuhkan
Pada bengkel
Sub Assembly
, tidak terdapat jenis
waste
ini
dikarenakan proses pembangunan kapal sesuai dengan
pesanan pihak
owner
dan setiap material yang diproduksi
Identifikasi
waste - Waiting
Indikator:
material
menunggu
untuk
diproses
Identifikasi waste – Not Utilizing Employee
Indikator:
jumlah jam kerja kosong dari karyawan yang seharusnya
melakukan kewajibannya dibandingkan dengan jam kerja per
hari yang telah ditentukan oleh pihak perusahaan
Pada bengkel
sub assembly
,
seluruh operator telah
melakukan pekerjaan sesuai pengetahuan, keterampilan dan
kemampuannya masing-masing.
Pihak manajemen divisi tidak
menghasilkan pemborosan ini dikarenakan manajemen
memaksimalkan sumber daya yang ada dengan maksimal.
Identifikasi waste - Transportation
Indikator:
pemindahan material berupa plat yang akan diproses dan yang sudah diproses
Identifikasi waste - Inventory
Indikator:
terjadinya penumpukan dan penyimpanan material selama
proses produksi
Pada bengkel
sub assembly
, tidak terdapat jenis
waste
ini
dikarenakan bengkel
sub assembly
tidak memiliki tempat
penyimpanan material ataupun menyediakan
buffer
untuk
Identifikasi waste - Motion
Indikator:
gerakan operator yang berlebihan dapat terjadi sebelum,
selama, ataupun sesudah proses produksi
Identifikasi waste – Excessive processing
Indikator:
terdapat proses yang tidak tercantum pada prosedur namun
sering dilakukan oleh operator
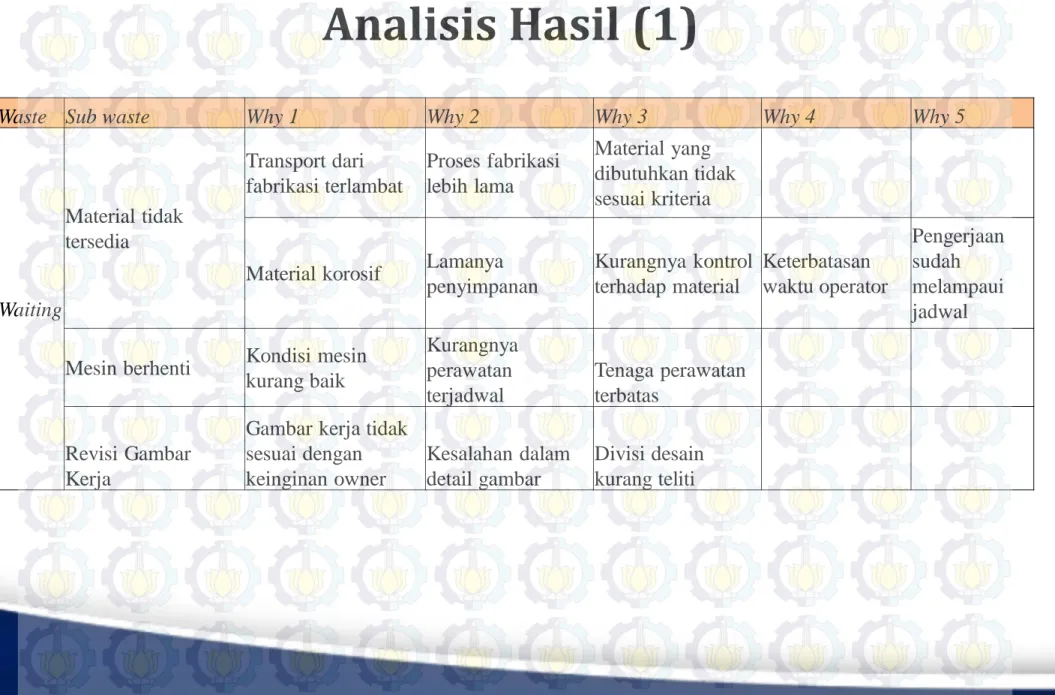
Analisis Hasil (1)
Waste Sub waste
Why 1
Why 2
Why 3
Why 4
Why 5
Waiting
Material tidak
tersedia
Transport dari
fabrikasi terlambat
Proses fabrikasi
lebih lama
Material yang
dibutuhkan tidak
sesuai kriteria
Material korosif
Lamanya
penyimpanan
Kurangnya kontrol
terhadap material
Keterbatasan
waktu operator
Pengerjaan
sudah
melampaui
jadwal
Mesin berhenti
Kondisi mesin
kurang baik
Kurangnya
perawatan
terjadwal
Tenaga perawatan
terbatas
Revisi Gambar
Kerja
Gambar kerja tidak
sesuai dengan
keinginan owner
Kesalahan dalam
detail gambar
Divisi desain
kurang teliti
Analisis Hasil (2)
Waste
Sub waste
Why 1
Why 2
Why 3
Why 4
Why 5
Defect
Cacat
Preparation
Pemotongan kurang
rapi
Kesalahan
pembacaan
marking
Kurangnya
keahlian
operator
Mesin tidak
beroperasi
dengan baik
Jarang
dilakukan
perawatan
Kurangnya
tenaga
perawatan
dalam divisi
Persiapan kurang
bersih
Operator kurang
teliti
Area kerja yang
gelap
Tidak adanya
cukup
penerangan
Cacat
Fitting
Proses fitting kurang
maksimal
Kondisi
material yang
jelek
Penyimpanan
terlalu lama
Kurangnya
kontrol
terhadap
material
Keterbatasan
waktu
operator
Deformasi
Pemuaian pada
material
Metode
pengelasan
tidak bagus
Tidak dilakukan
secara bertahap
Dilakukan
dengan
terburu-buru
Keterbatasan
waktu
operator
Kecenderungan
deformasi
Usulan Perbaikan (1)
Potential Causes Alternatif Perbaikan yang mungkin RPN
Tenaga perawatan terbatas
Penambahan tenaga perawatan ahli
24 Tidak adanya cukup
penerangan
Menambahkan penerangan di area-area tertentu
25
Keterbatasan waktu operator, Material tipis
Memperbaiki perancangan jadwal dan selalu dilakukan kontrol terhadap material
No A lt ern a ti f Bobot kriteria Per fo m a n ce ( P) P er fom an c e Cos t ( C ) Va lu e
Pengurangan defect Keterlamba tan 0.4 0.6 1 0 3 3 3 483,987,500.00 483,987,500.00 1 2 1 3 7 5.4 871,177,500.00 486,987,500.00 1.8 3 2 5 3 3.8 613,050,833.33 488,364,500.00 1.3 4 3 5 6 5.6 903,443,333.33 484,037,500.00 1.9 5 1,2 5 3 3.8 613,050,833.33 488,862,500.00 1.3 6 2,3 3 4 3.6 580,785,000.00 488,414,500.00 1.2 7 1,3 6 7 6.6 1,064,772,500.00 487,037,500.00 2.2 8 1,2,3 6 5 5.4 871,177,500.00 488,912,500.00 1.8
Usulan Perbaikan (2)
Value
Engineering
Kesimpulan
Setelah dilakukan pengamatan mengenai kondisi bengkel
Sub
Assembly
saat ini, diketahui berbagai aktivitas produksi yang
termasuk dalam
value added, necessary but non-value added
dan
non-value added
.
• Aktivitas
value added
sebesar 16%
,
• Aktivitas
necessary but non-value added
sebesar 64% dan
Kesimpulan
Berdasarkan penjabaran
waste
yang terjadi dalam bengkel, terdapat dua
waste
kritis yaitu
defect
dan
waiting
. Dari kedua
waste
ini diperoleh
beberapa risiko yang berkaitan antara lain:
•
Risiko kerusakan material
•
Risiko keterlambatan penyerahan material ke bagian
Assembly
•
Risiko penambahan tenaga kerja
•
Risiko hasil tidak sesuai dengan spesifikasi
•
Risiko operator menganggur
Dari risiko-risiko tersebut diperoleh tiga penyebab utama pemborosan
berdasarkan penilaian risiko dengan RPN tertinggi yaitu:
•
Kondisi mesin kurang baik
•
Persiapan kurang bersih
Kesimpulan
Usulan perbaikan yang diberikan antara lain:
•
Melakukan penambahan tenaga perawatan ahli untuk
mengatasi kekurangan tenaga
maintenance
mesin
•
Melakukan perbaikan perancangan jadwal produksi untuk
mengurangi risiko keterlambatan
Saran
saran yang dapat diberikan pada penelitian ini adalah
•
Pihak perusahaan seharusnya lebih memahami konsep
lean
sebagai pendekatan untuk mengurangi
waste
•
Untuk penelitian selanjutnya dapat dibuat penelitian tentang
konsep
lean
yang mencakup pada bengkel selanjutnya atau
Assembly
sehingga dapat diketahui pengurangan
waste
yang
• Australian/New Zealand Standard Risk Management AS/NZS 4360:2004 • Australian/New Zealand Standard Risk Management AS/NZS ISO 31000:2009
• Anderson, D.O, (2001), Hazard Analysis in Engineering Design, Lousiana Tech University
• Agustin, R. (2013), Analisis Risiko pada Implementasi Lean di IPAL Ngagel III PDAM Surabaya. Tugas Akhir S1,
Institut Teknologi Sepuluh Nopember Surabaya.
• Asyrofa, R. (2010), Peningkatan Kualitas Melalui Reduksi Waste Menggunakan Pendekatan Lean Risk di PT. Gunawan Dianjaya Steel Surabaya. Tugas Akhir S1, Institut Teknologi Sepuluh Nopember, Surabaya.
• Carreira, Bill, (2005), Lean manufacturing that works : powerful tools for dramatically reducing waste and maximizing profits. New York USA : AMACOM.
• Carreira, Bill, (2005), Lean manufacturing that works : powerful tools for dramatically reducing waste and maximizing profits. New York USA : AMACOM.
• Cho, K. K., et al (1996), An Automatic Process-Planning System for Block Assembly in Shipbuilding, Research
Report, Pusan National University, Korea.
• Fanani, Zaenal. (2011), Implementasi Lean Manufacturing untuk Peningkatan Produktivitas (Studi Kasus Pada
PT. Ekamas Fortuna Malang). Tesis Magister Management, Institut Teknologi Sepuluh Nopember. Surabaya
• Gaspersz, Vincent, (2007), Lean Six Sigma. Jakarta: PT. Gramedia Pustaka Utama
• George, Bryan & Vaidya, Viwek. 2007. Applying Lean to Welding Operations. Welding Journal
Daftar Pustaka
• Hidayati, Nurul. (2005). Evaluasi dan Perbaikan Proses Fabrikasi dengan Pendekatan Lean Six Sigma (studi kasus PT. PAL Indonesia Divisi Kapal Niaga pada Pembangunan Kapal 50.000 DWT). Tugas Akhir,
Institut Teknologi Sepuluh Nopember Surabaya.
• KER Kep. Riau. 2008. Perkembangan Industri Galangan Kapal (Shipyard) Indonesia Periode 2005-2007
• Kolic, Damir (2011), Methodology for Improving Flow to Achieve Lean Manufacturing in Shipbuilding,
Production Planning and Control
• KNKG. 2011. DRAFT PEDOMAN PENERAPAN MANAJEMEN RISIKO BERBASIS GOVERNANCE.
• Lamb, T. 2007. Worldwide Shipbuilding Productivity Status and Trends. Pan American Conference of Naval Engineering, Maritime Transport and Port Engineering.
• Leeuwen, J., F., v., et al. 2009. Risk Analysis by FMEA as an Element of Analytical Validation. Journal of Pharmaceutical and Biomedical analysis. Vol. 50. pp. 1085-1087.
• Nauta, M., J., et al. (2012). Risk analysis of analytical validations by probabilistic modification of FMEA.
Journal of Pharmaceutical and Biomedical analysis. Vol. 64– 65. pp. 82– 86
• PT. PAL Indonesia. (2013). Project and Planning Control Data. Surabaya: Author
• Viornerry and Le Goff. 2010. Quality Risk Management: Implementation of ICH Q9 in the pharmaceutical field an example of methodology form PIC/S. European Medicines Agency, London.
• Wilson, Lonnie, (2010), How to implement lean manufacturing. USA : The McGraw-Hill Companies, Inc.