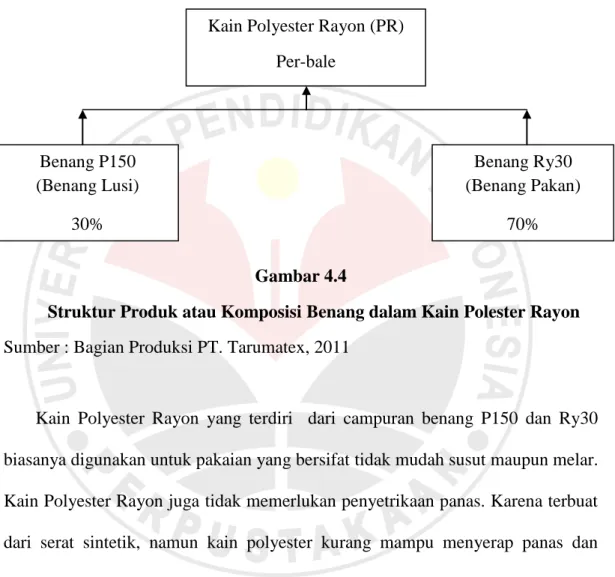
BAB IV HASIL PENELITIAN DAN PEMBAHASAN. merupakan perusahaan tekstil yang bergerak dibidang pertenunan (weaving).
Teks penuh
Gambar

Dokumen terkait
1) Biaya bahan baku Roti Tawar Kupas yang dikeluarkan pada bulan Desember dapat menghasilkan 1.240 bungkus produk jadi dan tidak ada persediaan dalam proses dengan
Setelah melakukan perencanaan kebutuhan bahan baku dan membandingkan setiap metode dapat dilihat bahwa teknik LFL menunjukkan biaya persediaan minimum pada tahun
Biaya persediaan yang paling kecil dimiliki oleh beberapa buah saja (salak pondoh, jeruk mandarin, jeruk hijau, jambu biji, dan semangka) yaitu sebesar Rp. Hal
Berdasarkan tabel diatas, dalam memperoleh nilai efisiensi maksimum yaitu harus mencapai target value, hal tersebut dapat dilakukan dengan penambahan output atau
Berdasarkan perbandingan penelitian di atas dengan penelitian skripsi dapat disimpulkan bahwa implementasi data mining pada persediaan spare part menggunakan
Artinya kesalahan untuk mengatakan ada peranan signifikan biaya outsourcing sumber daya manusia dalam menunjang efisiensi biaya operasional PT INTI Persero Bandung adalah sebesar
Dari penjelasan di atas, untuk mencapai tingkat efisiensi budidaya pepaya yang optimal, dibutuhkan kiat-kiat sebagai berikut : (1) Melakukan efisiensi biaya produksi, tanpa harus
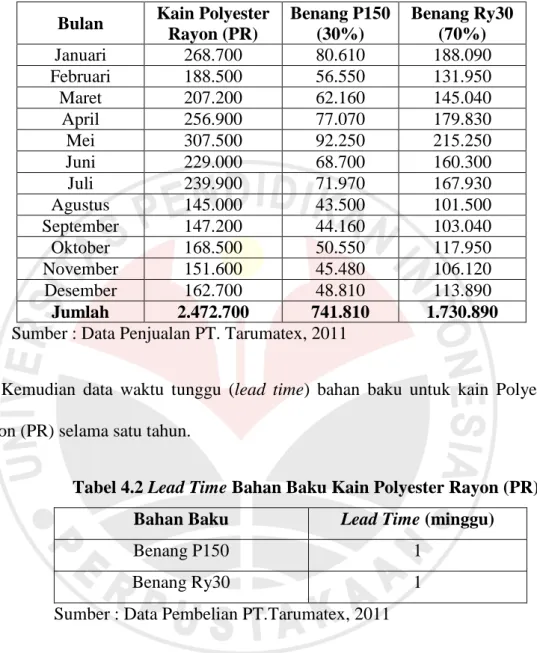
Departemen Supply membuat proses penjadwalan dalam memenuhi kebutuhan bahan baku dari pemasok yang dijadwalkan secara tepat dalam jumlah maupun waktu dengan persediaan bahan
