BAB V
HASIL DAN PEMBAHASAN
5.1 Identifikasi, Analisis, dan Evaluasi Sistem Pengendalian Bahan Baku Tahun 2011
Bahan baku merupakan suatu material yang memiliki peranan penting dalam proses produksi. Ketersediaan bahan baku menjamin kelancaran produksi. Namun disisi lain, persediaan bahan baku ini menimbulkan biaya persediaan yang harus dikeluarkan perusahaan.
Sistem pengendalian bahan baku di PT. Pindo Deli Pulp and Paper merupakan tanggung jawab divisi RMD. RMD bertugas untuk mengontrol dan melaksanakan perencanaan aktifitas logistik bahan baku. Setiap bulannya PM dan unit produksi lain mengirimkan hasil perencanaan kebutuhan bahan baku yang diperlukan untuk satu bulan ke bagian RMD. Setelah menghitung kebutuhan dari semua divisi, RMD akan melakukan pemesanan barang ke pihak supplier.
Perencanaan kebutuhan bahan baku dilakukan untuk kegiatan produksi dalam satu bulan. Untuk mengantisipasi adanya kebutuhan bahan baku yang tidak terduga, perusahaan menambahkan safety stock pada setiap perencanaan kebutuhan bahan baku perbulannya. Safety stock tiap bahan baku berbeda-beda, tergantung jenis dan tempat pembelian bahan baku. Untuk bahan baku kimia,
safety stock yang ditambahkan adalah kebutuhan bahan baku untuk 21 hari, LBKP
30 hari, dan NBKP 45 hari. Besarnya safety stock juga tergantung kebijakan dari perusahaan. Selain itu dalam pemesanan bahan baku terdapat lead time. Lead time untuk bahan baku lokal sekitar satu bulan, dan untuk bahan baku yang diimpor sekitar 4 bulan.
Bahan baku disimpan di dalam gudang penyimpanan. Khusus untuk pulp, sebagian disimpan diluar gudang dengan menggunakan terpal karena keterbatasan ruang di gudang. Sistem penanganan bahan baku untuk bahan kimia adalah First
Expired First Out (FEFO). Ini berarti bahan kimia yang lebih cepat expired
digunakan terebih dahulu. Sementara itu untuk penanganan pulp menggunakan sistem First In First Out (FIFO), yaitu pulp yang pertama datang digunakan lebih awal. Sistem yang sudah digunakan oleh perusahaan saat ini menyebabkan
sebagian bahan baku busuk, bahan expired sebelum digunakan, bahkan pesanan bahan baku ada yang datang terlambat sehingga harus meminjam kepada unit produksi lain.
Evaluasi sistem pengendalian bahan baku dilakukan dengan cara terlebih dahulu menghitung kebutuhan bahan baku pada tahun 2011. Adapun bahan baku yang dihitung merupakan bahan baku utama pembuatan kertas yang tidak diproduksi langsung oleh perusahaan melainkan membeli bahan dari perusahaan lain. Bahan baku yang dikaji meliputi LBKP, NBKP, AKD, Surface Size,
Retention Aid, dan Cationic Starch. Bahan baku kimia seperti AKD, Surface Size,
Retention Aid, dan Cationic Starch diperoleh dari dalam negeri yaitu sekitar
JABODETABEK (Jakarta Bogor Depok Tanggerang Bekasi). LBKP diperoleh dari Sister Company yaitu Lontar Papyrus dan Indah Kiat. Sedangkan NBKP diperoleh dari negara Kanada dan Amerika. Jumlah produksi kertas dan penggunaan bahan baku pada tahun 2011 dapat dilihat pada Tabel 3.
Evaluasi pengendalian persediaan bahan baku tahun 2011 ini dilakukan dengan membandingkan metode perusahaan dan empat teknik metode MRP. MRP merupakan suatu metode perencanaan kebutuhan bahan, dimana bahan baku dihitung jumlah dan waktu pemesanannnya. Setelah perhitungan kebutuhan bahan baku kemudian dihitung biaya persediaan dari masing-masing metode. Komponen biaya persediaan terdiri dari biaya penyimpanan, biaya pemesanan, dan biaya pembelian barang tersebut. Besarnya biaya bergantung kepada jumlah barang dan tempat pemesanan barang. Semakin banyak biaya yang dipesan dan disimpan akan meningkatkan biaya persediaan. Semakin jauh jarak pemesanan barang maka biaya yang dikeluarkan untuk pemesanan juga semakin besar. Biaya persediaan untuk masing-masing metode dihitung, dan hasil perhitungannya secara rinci disajikan pada Tabel 4. Contoh perhitungan kebutuhan bahan baku secara rinci dilampirkan pada Lampiran 3.
Biaya persediaan untuk bahan baku pada tahun 2011 menggunakan metode perusahaan adalah US$27,14 juta. Sedangkan menggunakan metode MRP, biaya persediaan yang dihasilkan lebih rendah.
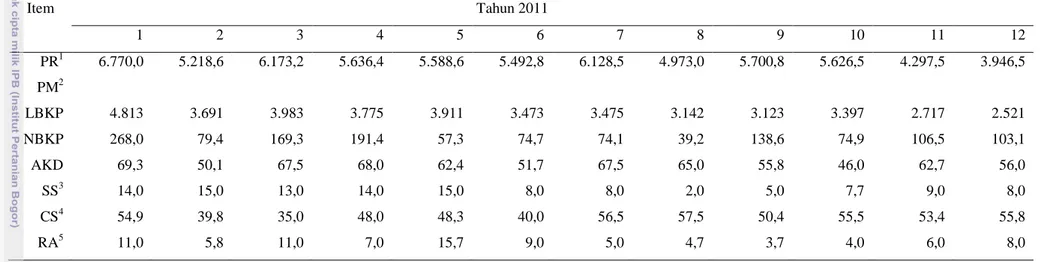
Tabel 3 Produksi Kertas dan Pemakaian Bahan Baku Tahun 2011 Item Tahun 2011 1 2 3 4 5 6 7 8 9 10 11 12 PR1 6.770,0 5.218,6 6.173,2 5.636,4 5.588,6 5.492,8 6.128,5 4.973,0 5.700,8 5.626,5 4.297,5 3.946,5 PM2 LBKP 4.813 3.691 3.983 3.775 3.911 3.473 3.475 3.142 3.123 3.397 2.717 2.521 NBKP 268,0 79,4 169,3 191,4 57,3 74,7 74,1 39,2 138,6 74,9 106,5 103,1 AKD 69,3 50,1 67,5 68,0 62,4 51,7 67,5 65,0 55,8 46,0 62,7 56,0 SS3 14,0 15,0 13,0 14,0 15,0 8,0 8,0 2,0 5,0 7,7 9,0 8,0 CS4 54,9 39,8 35,0 48,0 48,3 40,0 56,5 57,5 50,4 55,5 53,4 55,8 RA5 11,0 5,8 11,0 7,0 15,7 9,0 5,0 4,7 3,7 4,0 6,0 8,0 Keterangan Satuan dalam ton
1Produksi kertas 2 Pemakaaian 3Surface Size 4 Cationic Starch 5 Retention Aid
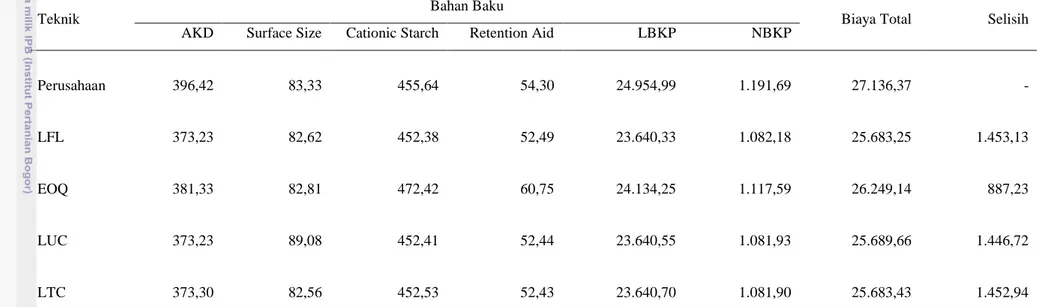
Tabel 4 Biaya Persediaan Bahan Baku Periode Pada Tahun 2011
Teknik
Bahan Baku
Biaya Total Selisih AKD Surface Size Cationic Starch Retention Aid LBKP NBKP
Perusahaan 396,42 83,33 455,64 54,30 24.954,99 1.191,69 27.136,37 - LFL 373,23 82,62 452,38 52,49 23.640,33 1.082,18 25.683,25 1.453,13 EOQ 381,33 82,81 472,42 60,75 24.134,25 1.117,59 26.249,14 887,23 LUC 373,23 89,08 452,41 52,44 23.640,55 1.081,93 25.689,66 1.446,72 LTC 373,30 82,56 452,53 52,43 23.640,70 1.081,90 25.683,43 1.452,94 Keterangan: satuan dalam US$(1000)
Penggunaan metode MRP akan dapat menghemat biaya persediaan. Biaya persediaan minimum dihasilkan dengan menggunakan metode MRP teknik LFL. Penggunaan teknik ini dapat menghemat biaya persediaan yang dikeluarkan perusahaan hingga US$1,45 juta per tahun dengan penghematan sebesar 5,35%. Penelitian terdahulu mengenai pengendalian persediaan bahan baku untuk
polyester oleh Resmi (2011) menunjukkan biaya persediaan minimum untuk
bahan baku MEG menggunakan metode MRP teknik LFL Biaya persediaan yang dapat dihemat sebesar 3,62%. Menurut Heizer dan Render (2010), ketika pesanan bersifat ekonomis dan teknik persediaan just in time diterapkan, maka teknik lot
for lot sangat efisien diterapkan.
Metode pengendalian persediaan bahan baku yang digunakan oleh perusahaan menghasilkan biaya persediaan yang tinggi. Hal ini disebabkan oleh jumlah barang yang dipesan terlampau besar, sehingga biaya pembelian dan penyimpanannya menjadi besar. Teknik LFL menghasilkan biaya persediaan minimum karena teknik ini memesan barang sesuai dengan kebutuhan bersih sehingga biaya pembelian dan penyimpanannya kecil. Lebih lanjut bahan baku yang busuk, expired, dan keterlambatan bahan baku dapat diminimalisir.
Penerapan metode MRP, memberikan kesempatan bagi perusahaan untuk mengalokasikan biaya berlebih ke bidang dan keperluan yang lain. Sebagai contoh, biaya dapat dialokasikan kebagian lingkungan sebagai bentuk kepedulian dan pelestarian lingkungan atau corporate social responsibility (CSR). Selain itu, biaya dapat juga dialokasikan untuk perbaikan dan perawatan mesin serta kesejahteraan pegawai.
5.2 Perencanaan Sistem Pengendalian Bahan Baku Tahun 2012
Perencanaan kebutuhan bahan baku tahun 2012 ini diharapkan dapat memberikan manfaat bagi perusahaan. Perencanaan pengendalian bahan baku dimulai dengan memperkirakan terlebih dahulu jumlah produksi kertas pada tahun 2012. Hal ini dilakukan dengan menggunakan beberapa teknik time series yang tersedia. Peramalan ini menggunakan data bulanan dari Januari 2010 sampai Maret 2012. Teknik-teknik yang digunakan adalah Moving Average, Weight
dan interval waktu. Pengujian nilai kesalahan peramalan kemudian dilakukan untuk membandingkan ketepatan dari beberapa teknik peramalan. Nilai kesalahan dihitung menggunakan parameter MAD, MSE, dan TS. Nilai kesalahan yang semakin kecil menunjukkan peramalan yang semakin baik karena mendekati nilai yang sesungguhnya. Perkiraan produksi kertas menggunakan teknik yang memiliki nilai kesalahan paling kecil kemudian digunakan untuk memperkirakan kebutuhan bahan baku. Nilai kesalahan berbagai teknik peramalan dapat dilihat pada Tabel 5.
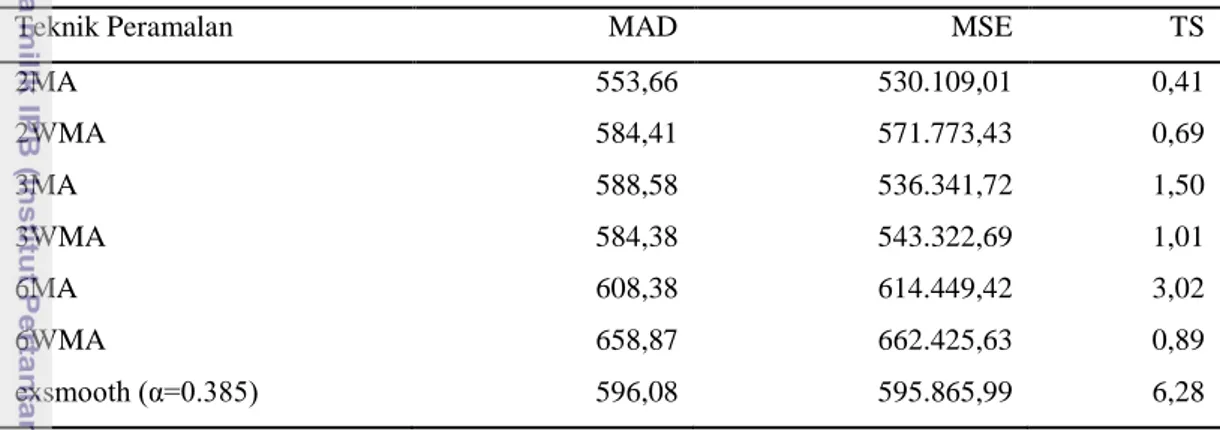
Tabel 5 Nilai Kesalahan Peramalan
Teknik Peramalan MAD MSE TS
2MA 553,66 530.109,01 0,41 2WMA 584,41 571.773,43 0,69 3MA 588,58 536.341,72 1,50 3WMA 584,38 543.322,69 1,01 6MA 608,38 614.449,42 3,02 6WMA 658,87 662.425,63 0,89 exsmooth (α=0.385) 596,08 595.865,99 6,28
Sumber: data olahan
Tabel 5 menunjukkan teknik Two Month-Moving Average memiliki nilai kesalahan peramalan yang paling kecil untuk setiap parameter. Teknik ini menghasilkan MAD sebesar 553,66, MSE pada teknik ini sebesar 530.109,01, dan TS sebesar 0,49. Namun teknik ini tidak dapat digunakan untuk meramalkan produksi kertas sampai periode Desember 2012. Teknik 2MA ini hanya dapat meramalkan hingga satu bulan kedepannya. Oleh karena itu, untuk meramalkan produksi kertas tahun 2012 digunakan teknik regresi linier. Kemudian digunakan teknik regresi terbaik memperhitungkan variasi bulanan. Teknik ini menghitung jumlah konstan ditambahkan pada perkiraan time series sesuai dengan tren peningkatan yang diharapkan (Hanke 1992). Hasil perhitungan kesalahan peramalan menunjukkan simpangan baku sebesar 588,5. Hasil perhitungan peramalan dapat dilihat lebih jelas pada Lampiran 4. Teknik peramalan menggunakan liniear regression with seasonal data ini kemudian digunakan untuk meramalkan perkiraan produksi kertas pada bulan April 2012 hingga Desember 2012.
Berdasarkan hasil perhitungan produksi kertas, setiap bahan baku berfluktuasi pada tahun 2012. Peningkatan permintaan kertas biasanya meningkat menjelang hari besar atau hari raya dan beberapa bulan sebelum akhir tahun. Besarnya produksi kertas yang fluktuatif ini harus didukung dengan pengendalian persediaan yang baik. PT Pindo Deli sendiri memiliki sistem pemesanan make to
order, dimana besarnya produksi kertas bergantung kepada permintaan konsumen.
Permintaan yang tidak terduga dapat diantisipasi dengan safety stock, sehingga walaupun terjadi permintaan tak terduga perusahaan masih memiliki stock bahan baku untuk berproduksi.
Hasil peramalan kertas kemudian dijadikan acuan untuk menghitung kebutuhan bahan baku. Perhitungan kebutuhan bahan baku disesuaikan dengan SOP (Standar Operation Production) dalam pembuatan kertas di perusahaan. Perhitungan kebutuhan bahan baku dihitung dengan mengalikan perkiraan produksi kertas dengan nilai rata-rata kebutuhan bahan baku sesuai SOP. Nilai rata-rata digunakan karena pada penelitian ini tidak memperhitungkan perbedaan jenis kertas. Hasil peramalan produksi kertas dan kebutuhan bahan baku dapat dilihat pada Tabel 6. Contoh perhitungan kebutuhan bahan baku secara rinci disajikan pada Lampiran 5.
Kebutuhan bahan baku yang telah diketahui kemudian dikendalikan dengan menggunakan teknik lot sizing seperti LFL, EOQ, LTC, LUC. Hasil lot sizing dihitung biaya persediaannya. Biaya persediaan masing-masing metode digunakan untuk membandingkan teknik yang paling efisien dan menghasilkan biaya persediaan yang minimum. Biaya persediaan hasil lot sizing dapat dilihat pada Tabel 7.
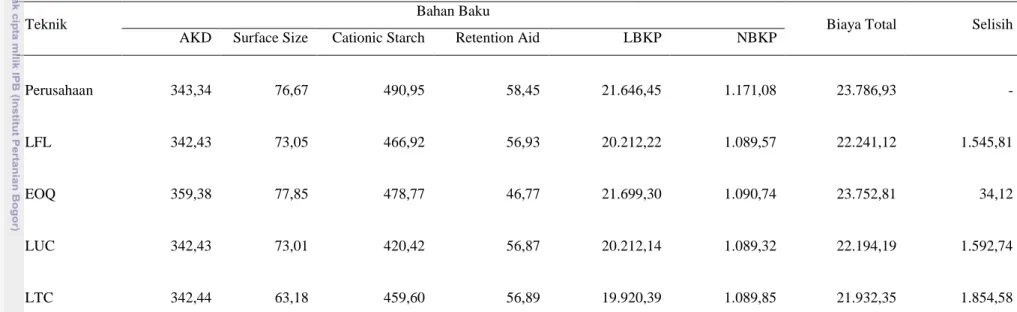
Penggunaan metode MRP akan dapat menghemat biaya persediaan. Biaya persediaan minimum dihasilkan dengan menggunakan metode MRP teknik LTC. Penggunaan teknik ini dapat menghemat biaya persediaan yang dikeluarkan perusahaan hingga US$1,86 juta pertahun dimana perusahaan melakukan penghematan sebesar 7,79%. Penelitian terdahulu mengenai pengendalian persediaan bahan baku pada produk sepatu oleh Taryana (2008) menunjukkan biaya persediaan minimum untuk bahan baku Pig Skin menggunakan metode MRP teknik LTC. Biaya persediaan yang dapat dihemat sebesar 5,98%.
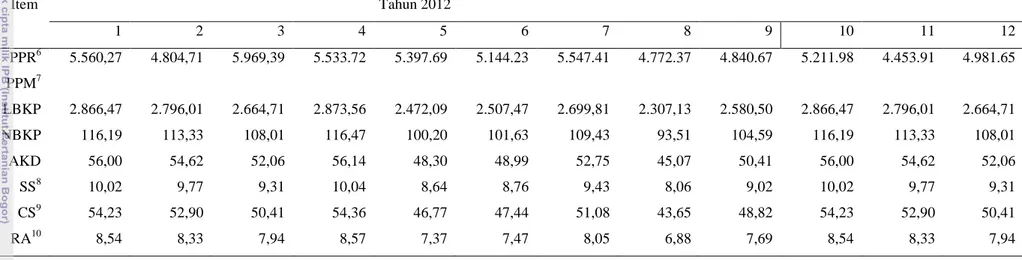
Tabel 6 Perkiraan Produksi Kertas dan Pemakaian Bahan Baku Tahun 2012 Item Tahun 2012 1 2 3 4 5 6 7 8 9 10 11 12 PPR6 5.560,27 4.804,71 5.969,39 5.533.72 5.397.69 5.144.23 5.547.41 4.772.37 4.840.67 5.211.98 4.453.91 4.981.65 PPM7 LBKP 2.866,47 2.796,01 2.664,71 2.873,56 2.472,09 2.507,47 2.699,81 2.307,13 2.580,50 2.866,47 2.796,01 2.664,71 NBKP 116,19 113,33 108,01 116,47 100,20 101,63 109,43 93,51 104,59 116,19 113,33 108,01 AKD 56,00 54,62 52,06 56,14 48,30 48,99 52,75 45,07 50,41 56,00 54,62 52,06 SS8 10,02 9,77 9,31 10,04 8,64 8,76 9,43 8,06 9,02 10,02 9,77 9,31 CS9 54,23 52,90 50,41 54,36 46,77 47,44 51,08 43,65 48,82 54,23 52,90 50,41 RA10 8,54 8,33 7,94 8,57 7,37 7,47 8,05 6,88 7,69 8,54 8,33 7,94 Keterangan :
Satuan dalam Ton
6 Perkiraan Produksi Kertas 7 Perkiraan Pemakaian 8 Surface Size 9 Cationic Starch 10 Retention Aid
Sumber: data olahan menggunakan data historis perusahaan.
Tabel 7 Perkiraan Biaya Persediaan Bahan Baku Tahun 2012
Teknik Bahan Baku Biaya Total Selisih
AKD Surface Size Cationic Starch Retention Aid LBKP NBKP
Perusahaan 343,34 76,67 490,95 58,45 21.646,45 1.171,08 23.786,93 - LFL 342,43 73,05 466,92 56,93 20.212,22 1.089,57 22.241,12 1.545,81 EOQ 359,38 77,85 478,77 46,77 21.699,30 1.090,74 23.752,81 34,12 LUC 342,43 73,01 420,42 56,87 20.212,14 1.089,32 22.194,19 1.592,74 LTC 342,44 63,18 459,60 56,89 19.920,39 1.089,85 21.932,35 1.854,58 Keterangan: satuan dalam US$(1000)
Setelah melakukan perencanaan kebutuhan bahan baku dan membandingkan setiap metode dapat dilihat bahwa teknik LFL menunjukkan biaya persediaan minimum pada tahun 2011, sedangkan teknik LTC menunjukkan biaya persediaan paling minimum pada tahun 2012. Namun jika dilihat dari kuantitas pembelian masing-masing teknik MRP relatif tidak jauh berbeda. Total biaya persediaan keempat teknik MRP lebih rendah dibandingkan total biaya persediaan dengan menggunakan teknik perusahaan. Tingginya biaya persediaan yang dilakukan perusahaan akibat besarnya pembelian yang dilakukan perusahaan. Hal ini yang mengakibatkan biaya pembelian dan penyimpanan semakin tinggi.
Keempat teknik MRP dapat menghasilkan biaya persediaan yang minimum karena teknik ini menghitung tingkat persediaan seminimum mungkin namun tidak mengurangi ketersediaan bahan baku yang dibutuhkan. MRP cocok digunakan untuk permintaan terikat seperti contoh pada kasus ini adalah bahan baku. MRP juga menentukan secara tepat kelayakan sebuah jadwal dengan hambatan-hambatan yang ada (Heizer dan Render 2010).
Teknik LFL merupakan teknik yang paling sederhana dan menghasilkan biaya yang minimum. Teknik LFL pada tahun 2011 dapat menghemat biaya persediaan dari metode perusahaan sebesar 5,35% dan pada tahun 2012 sebesar 6,49%. Teknik LFL merupakan teknik yang konsisten dengan ukuran lot kecil, pesanan berkala, persediaan tepat waktu yang rendah dan sifat permintaan terikat yang diketahui sebelumnya. Teknik LFL memiliki keunggulan dalam hal persediaan yang disimpan. Karena sedikitnya bahan baku yang disimpan bahkan mungkin tidak pernah ada persediaan akibat selalu memesan tepat sebesar kebutuhan, maka biaya penyimpanannya pun akan dapat ditekan seminim mungkin. Teknik LFL walaupun menghasilkan biaya persediaan yang kecil namun lebih cocok untuk diterapkan pada bahan baku yang harga belinya mahal dan merupakan bahan yang mudah didapatkan. Hal ini dikarenakan teknik LFL menekankan sekecil mungkin persediaan. Sehingga pemesanan yang dilakukan hanya sebesar kebutuhan bersih perusahaan. Selain itu kelemahan dari metode ini adalah frekuensi pemesanan berkala yang akan mengakibatkan biaya pemesanan lebih tinggi. Teknik ini tidak dapat digunakan, karena perusahaan menghendaki adanya persediaan lebih untuk mengantisipasi kekurangan bahan baku akibat tidak
dapat memenuhi kualitas yang diinginkan dan mengantisipasi adanya lonjakan permintaan kertas yang tak terduga.
Teknik EOQ juga menunjukkan biaya persediaan yang minim dibandingkan dengan metode perusahaan. Walaupun penghematan biaya persediaan tidak terlalu besar, hanya sekitar 3,27% pada tahun 2011 dan 0,14% pada tahun 2012. Namun demikian teknik ini juga dapat digunakan. Kelebihan dari metode ini adalah mempermudah manajemen dalam menentukan jumlah pemesanan yang optimal untuk setiap kali pemesanan. Namun kekurangannya cenderung menghasilkan sisa persediaan yang mengakibatkan biaya penyimpanan meningkat.
Seperti dua teknik sebelumnya, teknik LUC juga menunjukkan nilai penghematan untuk biaya persediaan bahan baku. Pada tahun 2011 penghematan sebesar 5,31% dan pada tahun 2012 sebesar 6,69%. Pada teknik LUC kuantitas pemesanan yang dilakukan berubah-ubah. Teknik LUC ini dapat digunakan untuk jarak permintaan yang akan datang dalam MRP dengan melengkapi kuantitas yang ada dan meminimasi biaya pemesanan.
Teknik LTC memiliki keunggulan dan kekurangan yang sama dengan teknik LUC. Perbedaannya terletak pada kuantitas yang dipesan saja. Pada periode tahun 2011 teknik LTC menghemat sebesar 5,35% dibandingkan dengan perusahaan dan 7,79% pada tahun 2012. Teknik LTC memiliki biaya persediaan yang tidak jauh dari teknik LFL. Teknik ini dapat direkomendasikan bagi perusahaan, karena menghasilkan biaya persediaan yang rendah namun masih memperhitungkan adanya persediaan di gudang untuk mengantisipasi kekurangan bahan baku
.Penerapan metode MRP dapat dijadikan alternatif bagi perusahaan. Hal ini dikarenakan metode MRP dapat menghasilkan biaya persediaan yang minimum. Metode MRP didasarkan atas kekauratan persediaan yang dimiliki sehingga keputusan untuk membuat dan memesan barang pada suatu saat dapat dilakukan secara efisien. Oleh karena itu dibutuhkan kecermatan dalam pengamatan persediaan komponen dan material pada pengendalian persediaan.
Kecermatan dapat dilakukan dengan pertama, melakukan perbaikan dalam pencatatan persediaan. Pengecekan barang yang datang, yang tersedia di gudang dan yang dipakai dilakukan secara berkala sehingga meminimalisir kesalahan
pencatatan persediaan. Hal ini dapat meminimalisir kesalahan perhitungan sehingga menimbulkan jumlah pemesanan yang besar dan bahan yang tersimpan terlalu lama.
Langkah yang kedua dapat dilakukan dengan pemberian pelatihan akan peramalan dan pengendalian persediaan menggunakan metode MRP bagi karyawan. Pelatihan metode ini tidak hanya untuk pegawai yang bertugas dibagian pencatatan namun pihak marketing, PPIC, RMD dan produksi yang menghitung kebutuhan bahan baku.
Langkah berikutnya adalah perlu adanya perbaikan kerja sama dengan pemasok bahan baku. Hal ini mengantisipasi keterlambatan bahan baku yang terjadi. Kerja sama juga dapat dijalin dengan mencari supplier lain sebagai subtitusi apabila terjadi hal-hal yang tidak terduga. Sehingga perusahaan masih dapat mendapatkan bahan baku dengan membeli kepada supplier lain.
Penerapan metode MRP memang rumit karena memerlukan ketelitian yang tinggi. Untuk mengadakan pelatihan akan metode ini, perusahaan pun harus mengeluarkan sedikit biaya tambahan. Namun hal ini akan terbayar dengan penghematan biaya yang dihasilkan. Penghematan biaya ini kelak dapat dialokasikan terhadap sektor lain. Sehingga keuntungan perusahaan pun meningkat seiring meningkatnya daya saing perusahaan. Peningkatan daya saing ini tercapai dengan biaya produksi, dalam hal ini penyediaan bahan baku, yang kecil namun menghasilkan keuntungan yang besar. Selain itu kebutuhan konsumen sesuai waktu dan jumlah yang diinginkan.