Surabaya, 29 Juli 2006 ISBN : 979-545-040-9
Perancangan Metode & Tempat Kerja Bagian Packaging
Produk Bumbu A di PT XYZ Dengan Menerapkan
Prinsip Ergonomi
Erlinda Muslim
1, Dienni Nuragustin
21.Departemen Teknik Industri, Fakultas Teknik, Universitas Indonesia, Depok
2.Departemen Teknik Industri, Fakultas Teknik, Universitas Indonesia, Depok
Kontak Person:
Dienni Nuragustin
Departemen Teknik Industri, Fakultas Teknik, Universitas Indonesia
Kampus Baru UI Depok, 16424, Indonesia
Telp:021-78888805, Fax:021-78888805, E-mail: [email protected]
Abstrak
Ergonomi merupakan suatu cabang ilmu yang sistematis untuk memanfaatkan informasi mengenai sifat, kemampuan dan keterbatasan manusia dalam merancang suatu sistem kerja yang baik, efektif, aman dan nyaman, dengan tujuan agar manusia dapat melaksanakan pekerjaannya dengan nyaman dan sehat [1]. Sistem kerja yang ada disesuaikan dengan sifat, kemampuan dan keterbatasan manusia. Jika semua elemen-elemen yang terkait dalam suatu proses produksi telah sesuai dengan prinsip ergonomi maka diharapkan pekerjaan dapat berjalan dengan baik.
Dari Occupational Health Service PT XYZ didapatkan data hasil anamnesa ergonomi pekerja pada packaging line produk bumbu A, pabrik 1 yang menyatakan adanya keluhan sakit pada bagian tubuh tertentu saat bekerja. Hal ini menjadi indikasi bahwa pekerja merasa tidak nyaman dalam melaksanakan pekerjaannya sehingga mengganggu produktivitas dan efisiensi kegiatan produksi.
Penelitian ini memberikan usulan metode kerja dan rancangan tempat kerja yang disesuaikan dengan prinsip ergonomi. Diharapkan dengan usulan ini operator dapat bekerja lebih nyaman sehingga efisiensi dan produktivitas kerja dapat tercapai.
Data awal dikumpulkan berupa data work environment, ukuran work station serta peralatan kerjanya, dan metode kerja. Data work environment yang ada, dibandingkan dengan standar dalam ergonomi yang berlaku. Hasil perbandingan menyatakan bahwa keadaan awal work environment telah sesuai dengan standar ergonomi kecuali untuk iluminasi. Ukuran work station awal digunakan sebagai acuan pengembangan desain work station. Dalam pengembangannya, diterapkan prinsip ergonomi, motion economy, dan data antropometri, serta digambarkan dengan menggunakan software AutoCAD. Setelah didapatkan desain work station yang ergonomis, maka metode kerja pun disesuaikan dengan desain work station yang diusulkan. Untuk mengetahui apakah desain work station dan metode kerja yang diusulkan dapat meningkatkan produktivitas, maka dilakukan pengujian dengan mengukur waktu kerja dengan metode MTM-1. Perhitungan menunjukkan pada work station awal waktu dalam 1 siklus adalah 1425,65 TMU. Sedangkan work station usulan membutuhkan waktu 1374,7 TMU. Sehingga produksi meningkat dari 561 fibrite/work station menjadi 581 fibrite/work station.
Prinsip Ergonomi 1 PENDAHULUAN
Persaingan dunia industri consumer goods yang semakin ketat sekarang ini, yang ditandai dengan semakin banyaknya produk consumer goods di pasaran, menyebabkan produsen seperti PT XYZ berlomba-lomba untuk meningkatkan produktivitas dan efisiensi proses produksinya.
Suatu proses produksi memiliki sistem kerja terdiri dari kesatuan manusia, mesin/peralatan, bahan dan lingkungan [2]. Pada jenis manufaktur semi otomatis, dimana faktor manusia memiliki peranan yang penting dalam proses produksinya, adanya keluhan rasa sakit saat bekerja menyebabkan operator tidak bekerja secara optimal sehingga menjadi penghambat dalam pencapaian produktivitas dan efisiensi proses produksi.
Dari divisi kesehatan, occupational health service PT XYZ didapatkan data hasil anamnesa
ergonomi terhadap pekerja pada packaging line produk A, pabrik 1, PT XYZ. Data hasil anamnesa
ergonomi menunjukkan adanya rasa sakit atau nyeri yang dikeluhkan pekerja pada beberapa bagian tubuh saat bekerja, hal ini menandakan bahwa kesehatan pekerja terganggu dan ketidaknyamanan dalam melaksanakan pekerjaan. Untuk itu perlu diadakan tindak lanjut untuk mengurangi keluhan sakit dari operator.
Untuk mengatasi hal tersebut, maka digunakan pendekatan ergonomi. Ergonomi merupakan suatu ilmu yang memperhitungkan faktor manusia dalam suatu sistem kerja yang memiliki tujuan untuk mengurangi tingkat kecelakaan saat bekerja dan meningkatkan produktivitas dan efisiensi proses produksi [3]. Dengan menganalisis dan melakukan perbaikan suatu sistem kerja yang berkaitan dengan metode dan tempat kerja dari segi ergonomi, dimana sistem kerja yang ada disesuaikan dengan sifat, kemampuan, dan keterbatasan manusia, bukan manusia yang harus menyesuaikan dengan mesin, alat, lingkungan dan bahan [2], diharapkan tingkat keluhan sakit saat bekerja dapat berkurang serta efisensi dan produktivitas kerja dapat tercapai. Penerapan ergonomi sekecil apapun dapat memberikan hasil tertentu dalam hal produktivitas dan kesehatan pekerja [4].
Penelitian ini bertujuan untuk mendapatkan desain tempat dan metode kerja yang sesuai dengan prinsip ergonomi, lebih produktif serta efisien dari keadaan awal, dengan batasan tidak memperhitungkan faktor biaya.
2 METODOLOGI PENELITIAN
Dalam penelitian ini, perbaikan ergonomi dimulai dengan mengumpulkan data-data yang berkaitan dengan tempat dan metode kerja secara ergonomi, yang terdiri dari data kesehatan pekerja, data work environment, data work station, dan data metode kerja.
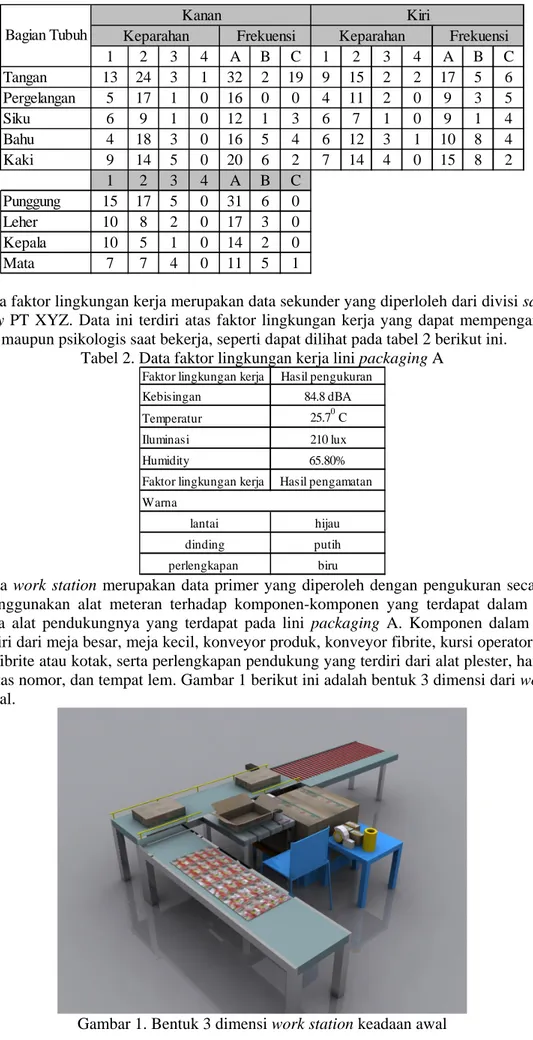
Data kesehatan pekerja didapat dari divisi kesehatan, occupational health service, PT XYZ merupakan hasil anamnesa ergonomi yang dilakukan pada bulan November 2005 terhadap seluruh operator yang ada pada seluruh pabrik PT XYZ. Data hasil anamnesa ergonomi ini memberikan informasi bagian tubuh mana dari packer yang mengalami sakit atau nyeri akibat dari pekerjaan. Hal ini membantu dalam mengidentifikasi permasalahan rasa sakit yang ditimbulkan dari desain tempat kerja yang tidak ergonomis. Tabel 1 merupakan data banyaknya keluhan sakit dari para packer yang berada pada lini packaging pabrik 1 serta bagian-bagian tubuh yang mengalami sakit. Dengan keterangan tingkat keparahan 1 = ringan, 2 = sedang, 3 = berat dan 4 = sangat berat. Sedangkan untuk frekuensi kejadian A = jarang, B = sering, dan C = selalu. Pabrik tersebut selain memproduksi A, juga memproduksi produk B dan C.
1 2 3 4 A B C 1 2 3 4 A B C Tangan 13 24 3 1 32 2 19 9 15 2 2 17 5 6 Pergelangan 5 17 1 0 16 0 0 4 11 2 0 9 3 5 Siku 6 9 1 0 12 1 3 6 7 1 0 9 1 4 Bahu 4 18 3 0 16 5 4 6 12 3 1 10 8 4 Kaki 9 14 5 0 20 6 2 7 14 4 0 15 8 2 1 2 3 4 A B C Punggung 15 17 5 0 31 6 0 Leher 10 8 2 0 17 3 0 Kepala 10 5 1 0 14 2 0 Mata 7 7 4 0 11 5 1 Bagian Tubuh Kanan Keparahan Frekuensi Kiri Keparahan Frekuensi
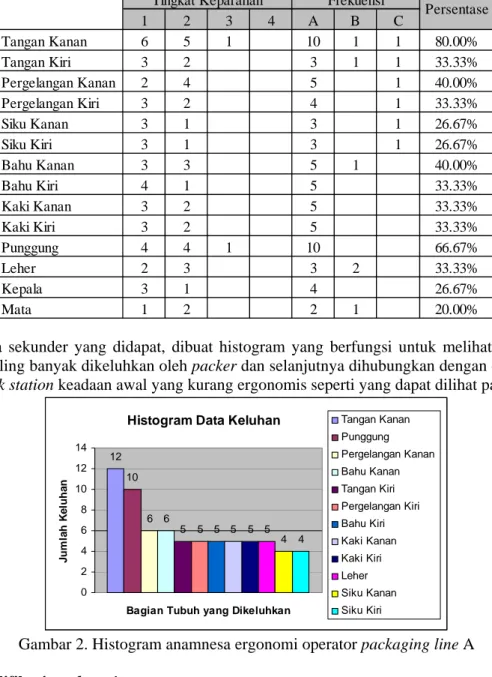
Data faktor lingkungan kerja merupakan data sekunder yang diperloleh dari divisi safety & yard
food factory PT XYZ. Data ini terdiri atas faktor lingkungan kerja yang dapat mempengaruhi pekerja
secara fisik maupun psikologis saat bekerja, seperti dapat dilihat pada tabel 2 berikut ini. Tabel 2. Data faktor lingkungan kerja lini packaging A
Faktor lingkungan kerja Hasil pengukuran Kebisingan 84.8 dBA Temperatur 25.70 C Iluminasi 210 lux
Humidity 65.80%
Faktor lingkungan kerja Hasil pengamatan
lantai hijau dinding putih perlengkapan biru Warna
Data work station merupakan data primer yang diperoleh dengan pengukuran secara manual dengan menggunakan alat meteran terhadap komponen-komponen yang terdapat dalam satu work
station serta alat pendukungnya yang terdapat pada lini packaging A. Komponen dalam satu work station terdiri dari meja besar, meja kecil, konveyor produk, konveyor fibrite, kursi operator, lembaran
produk A, fibrite atau kotak, serta perlengkapan pendukung yang terdiri dari alat plester, hanger, refill plester, kertas nomor, dan tempat lem. Gambar 1 berikut ini adalah bentuk 3 dimensi dari work station keadaan awal.
Prinsip Ergonomi
Data metode kerja merupakan data primer yang diperoleh dengan melakukan pilot time study dan motion study. Dimana pilot time study dilakukan dengan tujuan untuk memperoleh operator yang memiliki kinerja sama dengan rata-rata dari kinerja yang dimiliki keseluruhan operator yang ada. Selanjutnya dilakukan perekaman terhadap gerakan operator tersebut untuk kemudian dilakukan
motion study untuk mendapatkan urutan dan metode kerja dari kedua belah tangan yang dijabarkan
kedalam two hands process chart. Dari hasil motion study, proses packaging produk A terdiri atas 23 elemen kerja utama.
Setelah dilakukan pengumpulan data maka langkah selanjutnya adalah melakukan pengolahan data. Untuk data hasil anamnesa ergonomi diubah bentuknya kedalam bentuk histogram, dengan tujuan untuk mengetahui bagian tubuh mana saja yang paling banyak dikeluhkan sehingga dapat dijadikan prioritas dalam memodifikasi desain work station dan metode kerja. Setelah diubah kedalam bentuk histogram, dilakukan analisis dengan menghubungkannya dengan keadaan awal work station dan metode kerja yang dapat menyebabkan timbulnya rasa sakit tersebut.
Kegiatan menganalisis keadaan awal dengan membandingkan terhadap prinsip ergonomi,
motion economy dan data antropometri yang digunakan dilakukan dengan menggunakan check list
yang berisi prinsip ergonomi dalam desain tempat kerja dan motion economy. Dari hasil analisis dapat diketahui faktor desain work station yang tidak sesuai dengan prinsip ergonomi, sehingga modifikasi terhadap desain tempat kerja yang terdiri dari work station dan lingkungan kerja serta metode kerja dapat dilakukan dengan mengacu kepada prinsip ergonomi, motion economy dan data antropometri orang Indonesia.
Setelah mendapatkan desain work station dan metode kerja yang diusulkan maka dilakukan pengujian terhadap desain metode dan work staion usulan dengan menggunakan perhitungan waktu secara tidak langsung (predetermined time system) dengan metode MTM-1 (Method Time
Measurement -1). Time study dilakukan terhadap desain awal dan usulan. Pengujian ini ditujukan
untuk mengetahui apakah desain work station dan metode kerja yang diusulkan lebih efisien dan lebih produktif dari keadaan sebelumnya.
3 HASIL DAN PEMBAHASAN 3.1 Hasil analisis terhadap keadaan awal
Dari segi desain dan prinsip ergonomi, work station awal memiliki beberapa kekurangan diantaranya adalah:
• Permukaan kerja yang terlalu rendah. • Posisi kerja yang tidak nyaman.
• Kursi yang tidak nyaman (terlalu keras dan tidak dapat disesuaikan). • Letak benda kerja tidak dalam jangkauan normal packer.
Dari segi motion economy, metode kerja memiliki kekurangan dimana terdapat ketidakseimbangan kerja antara kedua belah tangan dan gerakan tangan yang tidak berasal dan menuju pusat tubuh. Sedangkan dari segi faktor lingkungan kerja terdapat tingkat iluminasi yang berlebihan untuk pekerjaan packaging yang tidak membutuhkan ketelitian tingkat tinggi.
3.2 Hasil pengolahan data anamnesa ergonomi
Dari data keluhan seluruh packer pabrik 1 yang terdiri dari lini packaging produk A, B, dan C, dilakukan pensortiran untuk mengetahui data keluhan dari packer lini packaging A. Pada tabel 3. dibawah ini terdapat informasi mengenai jumlah keluhan dari packer A berdasarkan tingkat keparahan dan frekuensi kejadian pada bagian-bagian tubuh yang berkaitan dengan pekerjaan.
1 2 3 4 A B C Tangan Kanan 6 5 1 10 1 1 80.00% Tangan Kiri 3 2 3 1 1 33.33% Pergelangan Kanan 2 4 5 1 40.00% Pergelangan Kiri 3 2 4 1 33.33% Siku Kanan 3 1 3 1 26.67% Siku Kiri 3 1 3 1 26.67% Bahu Kanan 3 3 5 1 40.00% Bahu Kiri 4 1 5 33.33% Kaki Kanan 3 2 5 33.33% Kaki Kiri 3 2 5 33.33% Punggung 4 4 1 10 66.67% Leher 2 3 3 2 33.33% Kepala 3 1 4 26.67% Mata 1 2 2 1 20.00%
Tingkat Keparahan Frekuensi
Persentase
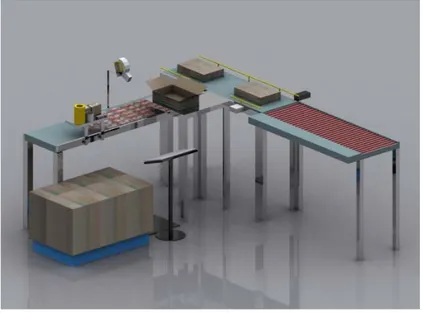
Dari data sekunder yang didapat, dibuat histogram yang berfungsi untuk melihat bagian tubuh mana yang paling banyak dikeluhkan oleh packer dan selanjutnya dihubungkan dengan desain metode kerja dan work station keadaan awal yang kurang ergonomis seperti yang dapat dilihat pada gambar 2.
Histogram Data Keluhan
12 10 6 6 5 5 5 5 5 5 4 4 0 2 4 6 8 10 12 14
Bagian Tubuh yang Dikeluhkan
Ju m lah K e lu h a n Tangan Kanan Punggung Pergelangan Kanan Bahu Kanan Tangan Kiri Pergelangan Kiri Bahu Kiri Kaki Kanan Kaki Kiri Leher Siku Kanan Siku Kiri
Gambar 2. Histogram anamnesa ergonomi operator packaging line A
3.3 Hasil modifikasi work station
Work station usulan yang terdapat pada gambar 3, didesain dengan mengacu kepada data
antropometri orang Indonesia usia 20-65 tahun, hasil penelitian dari Achrully Patria Noor, 1999, yang berjudul “Desain Kursi Kantor yang Ergonomis Berdasarkan Data Antropometri Orang Indonesia”. Sedangkan untuk tata letak dimodifikasi sedemikian rupa sehingga dapat mendukung prinsip ergonomi yang ada.
Sesuai dengan prinsip ergonomi, work station usulan ini mendukung fleksibilitas dalam postur kerja, dimana operator dapat melakukan pekerjaan dalam postur rileks dan postur berdiri. Untuk itu dilakukan beberapa modifikasi terhadap komponen work station yang terdiri dari perubahan letak, ketinggian, bentuk dan ukuran, dengan pertimbangan jenis desain rata-rata (50th percentile) pada permukaan kerja, adjustable pada sit/stands stools yang digunakan untuk menggantikan fungsi kursi operator dan menggunakan desain ekstrim minimum (5th percentile) untuk jangkauan, dan desain ekstrim maksimum (95th percentile) untuk daerah tempat operator berada, dan dudukan pada stools.
Prinsip Ergonomi
Gambar 3. Bentuk 3 dimensi desain work station usulan
3.4 Hasil modifikasi metode kerja
Setelah mendapatkan desain work station yang baru maka metode kerja pun disesuaikan. Urutan dan proses kerja pada lini packaging yang diusulkan sama dengan metode kerja awal, akan tetapi terdapat perbedaan pada gerakan tangan. Gerakan yang berbeda terdapat pada elemen kerja pengambilan kotak dan pengambilan produk A. Selain perbedaan gerakan, jarak yang ditempuh pun berbeda-beda menyesuaikan dengan desain work station yang diusulkan serta menerapkan motion
economy keseimbangan gerak antar kedua belah tangan dan gerakan tangan yang bermula dan kembali
ke pusat tubuh seperti yang terdapat pada tabel 4, 5, 6, dan 7.
Tabel 4. Elemen mengambil kotak metode kerja awal No
Urutan DESCRIPTION-LEFT HAND
DESCRIPTION-RIGHT HAND Mengambil Kotak Mencapai Kotak Memegang Kotak 1 idle Membawa Kotak
Tabel 5. Elemen mengambil kotak metode kerja usulan No
Urutan DESCRIPTION-LEFT HAND DESCRIPTION-RIGHT HAND
Mengambil Kotak Mencapai kotak
Memegang kotak
Membawa kotak ke tangan kanan
idle
Menerima kotak dari tangan kiri Membawa kotak ke meja besar 1
idle
Melepaskan
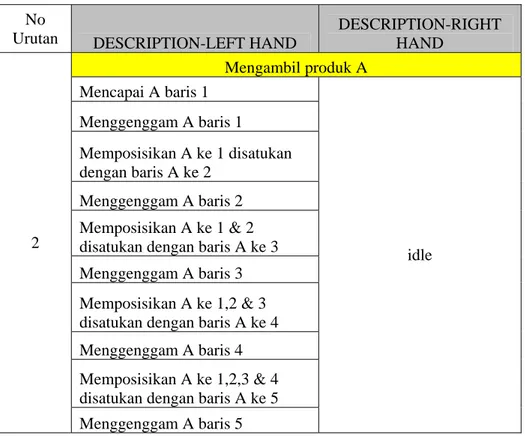
No
Urutan DESCRIPTION-LEFT HAND DESCRIPTION-RIGHT HAND Mengambil produk A Mencapai A baris 1 Menggenggam A baris 1 Memposisikan A ke 1 disatukan dengan baris A ke 2 Menggenggam A baris 2 Memposisikan A ke 1 & 2 disatukan dengan baris A ke 3 Menggenggam A baris 3 Memposisikan A ke 1,2 & 3 disatukan dengan baris A ke 4 Menggenggam A baris 4 Memposisikan A ke 1,2,3 & 4 disatukan dengan baris A ke 5 2
Menggenggam A baris 5
idle
Tabel 7. Elemen mengambil produk A metode kerja usulan No
Urutan DESCRIPTION-LEFT HAND DESCRIPTION-RIGHT HAND
Mengambil produk A 1
Mencapai A baris 1 Mencapai A baris 1
Menggenggam A baris 1 Menggenggam A baris 1
Memposisikan A ke 1 disatukan dengan baris A ke 2
Memposisikan A ke 1 disatukan dengan baris A ke 2
Menggenggam A baris 2 Menggenggam A baris 2
Memposisikan A ke 1 & 2 disatukan dengan baris A ke 3
Memposisikan A ke 1 & 2 disatukan dengan baris A ke 3
Menggenggam A baris 3 Menggenggam A baris 3
Memposisikan A ke 1,2 & 3 disatukan dengan baris A ke 4
Memposisikan A ke 1,2 & 3 disatukan dengan baris A ke 4
Menggenggam A baris 4 Menggenggam A baris 4
Memposisikan A ke 1,2,3 & 4 disatukan dengan baris A ke 5
Memposisikan A ke 1,2,3 & 4 disatukan dengan baris A ke 5 2
Menggenggam A baris 5 Menggenggam A baris 5
Prinsip Ergonomi
Pengujian dilakukan dengan menggunakan perhitungan waktu secara tidak langsung dengan metode MTM-1. Perhitungan ini dilakukan terhadap metode dan desain work station kerja awal dan usulan. Pengujian ini dilakukan dalam beberapa langkah yaitu:
- penjabaran elemen kerja kedalam gerakan dasar Therbligs
- menentukan jarak tempuh serta jenis beban dari gerakan tersebut dalam satuan inci - menentukan notasi MTM dari gerakan dasar ini. Dengan notasi sebagai berikut:
a b c dimana,
a: elemen gerak yang bekerja b: jarak yang ditempuh
c: kelas dari gerakan yang bersangkutan
- menyesuaikan notasi MTM dengan tabel MTM untuk mendapatkan waktu dari tiap elemen kerja dengan satuan Time Measurement Unit (TMU) dimana 1 TMU sama dengan 0.036 detik. - menjumlahkan waktu dari tiap elemen kerja untuk mendapatkan waktu dalam satu siklus Dari hasil perhitungan didapatkan bahwa dengan menggunakan metode awal waktu yang dihabiskan adalah 1425,65 TMU atau 51,32 detik sedangkan dengan metode usulan waktu yang dihabiskan sebesar 1374,7 TMU atau 49,48 detik. Dalam satu shift produksi metode awal akan menghasilkan 561,31~561 fibrite sedangkan metode usulan menghasilkan 581,95~581 fibrite.
3.6 Desain work environment usulan
Faktor lingkungan kerja yang diusulkan dapat dilihat pada tabel 8 adalah lingkungan kerja yang sesuai dengan jenis pekerjaan packaging yang tidak membutuhkan ketelitian tingkat tinggi dan postur kerja yang diusulkan. Untuk tingkat humidity, kebisingan, dan warna telah sesuai dengan standar ergonomi. Sedangkan untuk iluminasi dan temperatur disesuaikan dengan jenis pekerjaan packaging ini.
Tabel 8. Desain work environment usulan
Faktor lingkungan kerja Usulan
Kebisingan 85dBA
Temperatur 230C
Iluminasi 170 lux
Humidity 50%-70%
4 KESIMPULAN
Dari hasil penelitian yang telah dilakukan terdapat beberapa hal yang dapat disimpulkan, diantaranya:
1. Telah dirancang sebuah metode dan tempat kerja usulan yang sesuai dengan prinsip ergonomi,
motion economy dan data antropometri orang Indonesia.
2. Berdasarkan perhitungan waktu secara tidak langsung metode MTM-1. Desain metode dan tempat kerja usulan mengurangi waktu produksi sebesar 50.95 TMU dan meningkatkan output produksi sebesar 20 fibrite / work station / shift.
3. Telah dirancang keadaan lingkungan kerja yang sesuai dengan pekerjaan packaging dan dengan postur kerja yang diusulkan.
DAFTAR PUSTAKA
[1] Sutalaksana, Iftikar. Z., (1982), Teknik Tata Cara Kerja, Bandung: KMTI ITB, pp. 65.
epartemen [3] ethods, Standard and Work Design. USA: McGraw-Hill, pp. 181.
[2] Sulistyadi, Kohar., (2003), Perancangan Sistem Kerja Dan Ergonomi, Jakarta: D Pendidikan Nasional, pp. 1,43.
Niebel, Benjamin W., (1999), M
[4] Harsanto, Umar Faruk, Murtiono., (1985). “Increase of Productivity and Reduction of Medical Complaints by Practice of Simple Ergonomics Technique”, Indonesian Journal of Industrial