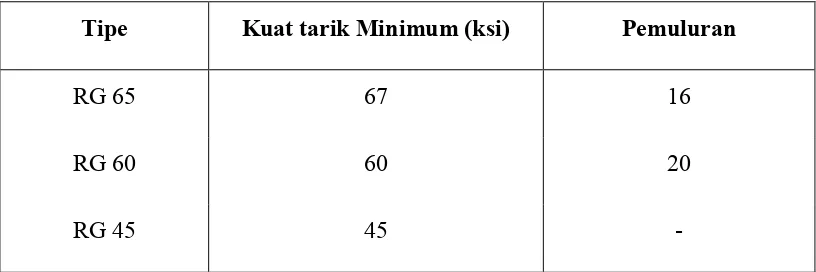
BAB II LANDASAN TEORI 2.1 Pelat Baja SS
Teks penuh
Gambar

Garis besar
Dokumen terkait
Mesin las menggunakan arus bolak-balik / Alternating Current (AC) Mesin las AC memperoleh busur nyala dari transformator atau trafo las. Pada mesin las jenis ini lompatan
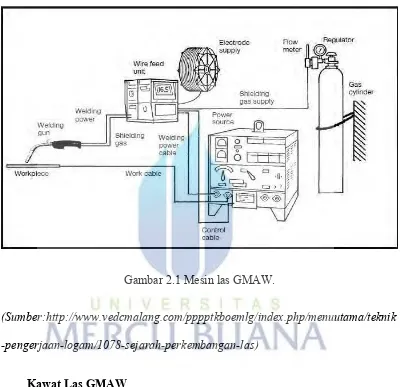
Prinsip dasar pengelasan ini adalah menggunakan arus listrik untuk menghasilkan busur (Arc) sehingga dapat melelehkan kawat pengisi lasan (filler wire), dalam
Las listrik merupakan proses pengelasan dengan menggunakan bahan bakar arus listrik dari PLN ataupun dari motor bensin, mesin diesel, dimana pada mesin ini membutuhkan
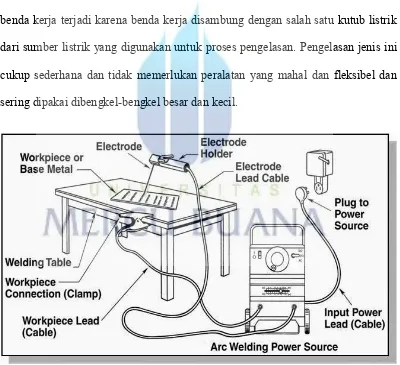
Pada penelitian ini metode pengelasan yang digunakan adalah pengelasan SMAW (Shielding Metal Arc Welding) dengan menggunakan las Listrik atau suatu proses pengelasan busur listrik
Las TIG lebih efektif dalam mencairkan logam dengan panas tinggi yang didapatkan dari arus listrik karena adanya gas pelindung, sehingga proses pengelasan tidak
Besar arus pada pengelasan mempengaruhi hasil las. Bila arus terlalu rendah akan menyebabkan sukarnya penyalaan busur listrik dan busur listrik yang terjadi tidak stabil.
Charger adalah suatu rangkaian peralatan listrik yang digunakan untuk mengubah arus listrik bolak balik menjadi arus listrik searah, yang berfungsi untuk mengisi baterai
Integrity, Professionalism, & Entrepreneurship • Proses pengelasan SMAW Shield Metal Arc Welding yang juga disebut Las Busur Listrik adalah proses pengelasan yang menggunakan panas
