94
BAB V
ANALISA PEMBAHASAN
5.1 Tahap Perencanaan
Penelitian dilakukan untuk mengevaluasi sistem manajemen warna di dalam perusahaan. Selama dilakukannya observasi di PT Chun Cherng Indonesia, penulis menemukan beberapa perbedaan sistematis yang signifikan dari nilai efektifitas dan efiseiennya pada saat sebelum dan sesudah diterapkannya sistem manajemen warna FMCA khususnya unit terkait pengendalian warna produk kain tekstil dalam perusahaan yaitu unit marketing, lab warna, unit produksi dyeing, unit produksi finishing, warehouse dan quality control. Penelitian ini juga bertujuan untuk mengetahui apakah implementasi sistem manajemen warna FMCA dapat menekan jumlah retur material.
5.1.1 Menentukan Pokok Permasalahan
Pada penelitian ini penulis focus kepada manajemen warna sebelum dan sesudah diterapkannya sistem manajemen warna FMCA dikarenakan keterbatasan data yang dapat diperoleh serta keterbatasan waktu yang disediakan perusahaan. Pengembalian produk yang dijual banyak disebabkan oleh beberapa
95 macam defect, tapi penulis membatasi data defect yang diambil yaitu hanya data retur produk tekstil. Untuk macam-mcacam defect yang dikemukakan diantaranya :
1. Different Color, atau biasa disebut reject yang dikarenakan warna terlihat beda dengan standar warna yang diinginkan oleh pelanggan.
2. Reject Material, yaitu cacat pada produk dikarenakan perbedaan kondisi visual (tekstur) dengan standar produk yang diinginkan pelanggan. 3. Shortage, merupakan pengembalian produk yang dikarenakan
ketidaksesuaian jumlah produk yang ada (riil) dengan dokumen pengiriman.
4. Dirty, yaitu terdapat kotoran material pada material yang biasanya disebabkan oleh kesalahan pada proses penanganan material pasca produksi.
5. Thickness, merupakan cacat produk berupa ketebalan yang tidak memenuhi standar sehingga produk tidak diterima.
6. Reject Lab, merupakan kecacatan produk yang disebabkan oleh kualitas dari material properties. Biasanya berupa kelunturan maupun perubahan warna pada material setelah melalui pengujian tertentu.
7. Crease Mark, merupakan cacat pada produk tekstil jenis nilon woven yang dikarenakan proses yang bermasalah pada saat produksi.
Kegagalan yang terjadi di perusahaan bukan hanya berasal dari kegagalan proses manajemen kualitas warna produk, tetapi juga disebabkan oleh beberapa
96 penyebab lain semisal kualitas kain greige yang buruk, kualitas air, kualitas dyestuff dan bahan kimia yang digunakan sehingga menyebabkan keterlambatan produksi hingga kegagalan produk. Produk gagal yang disebabkan selain oleh buruknya manajemen warna perusahaan tidak akan dibahas karena keterbatasan akses untuk melakukan pengumpulan data.
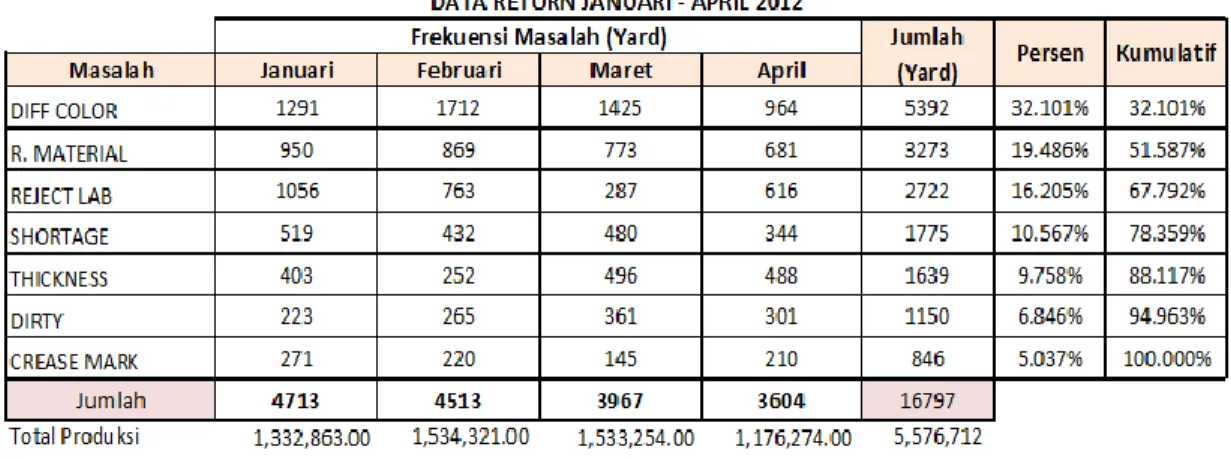
Dalam pembahasan ini, penulis akan membandingkan data yang diperoleh sebelum diterapkannya manajemen warna FMCA (januari 2012), dengan data sesudah diterapkannya sistem manajemen warna FMCA (mei 2012). Dari data sebelum maupun sesudah penerapan FMCA dicari factor penyebab kegagalan produk dengan menggunakan fish bone diagram. Setelah itu akan dijabarkan langkah perbaikan apa saja yang masih dibutuhkan untuk terus menekan jumlah retur produk. Gambaran kondisi perusahaan sebelum diterapkannya manajemen warna FMCA dapat dilihat dari tingginya retur pelanggan yang disebabkan color rejection pada periode empat bulan pertama tahun 2012.
97 Dari data tersebut kemudian dibuat diagram paretonya untuk mengetahui prioritas kegagalan mana yang harus sesegera mungkin diperbaiki berdasarkan jumlah kegagalan mulai dari yang tertinggi hingga yang paling rendah. Diagram pareto untuk bulan januari hingga april adalah sebagai berikut :
Grafik 5.1 Pareto Retur Bulan Januari-April 2012
Data yang didapat penulis merupakan data gabungan, dimana data kegagalan tersebut merupakan hasil temuan yang diolah oleh seorang supervisor marketing. Data tersebut merupakan komulatif gabungan frekuensi terjadinya pengembalian produk, bukan komulatif jumlah produk yang reject dari keseluruah hasil produksi pada bulan januari hingga bulan april. Hal ini dikarenakan pada bulan januari hingga bulan april perusahaan masih menerapkan sistem pengendalian kualitas yang masih konvensiaonal yang pada proses evaluasinya hanya berdasarkan persepsi visual saja.
98 Dari diagram pareto tersebut dapat diketahui bahwa kegagalan yang menyebabkan terjadinya retur paling tinggi selama empat bulan adalah different
color, kemudian diikuti oleh reject material, shortage, cancel po, dirty, thickness, reject lab, crease mark dan terakhir adalah wrong delivery. Banyak
hal-hal yang menyebabkan kegagalan produk ini, karena itulah pareto membantu untuklebih terfokus dalam pemecahannya. Setelah mengetahui tingginya pengembalian produk yang disebabkan oleh beda warna, perusahaan mencari cara terbaik sekaligus meningkatkan hubungan melalui berkonsultasi dengan pelanggan. Untuk menurunkan tingkat pengembalian produk, kebijakan perusahaan adalah ikut serta mengimplementasikan sistem FMCA.
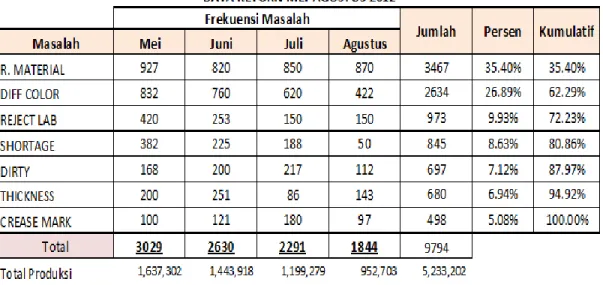
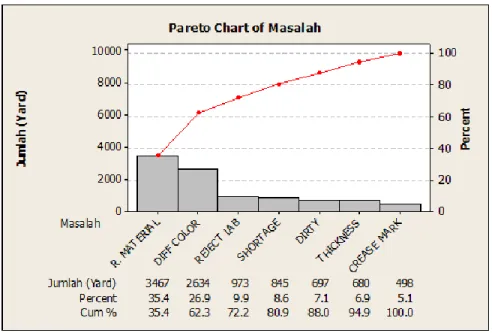
Untuk membandingkan keberhasilan penerapan sistem FMCA yang baru ini, berikut tabel yang menunjukan seberapa besar tingkat retur yang terjadi selama empat bulan setelah diterapkan sistem FMCA :
99 Grafik 5.2 Pareto Retur Bulan Mei-Agustus 2012
Dari kedua tabel tersebut dapat dibandingkan tingkat retur pelanggan dengan tujuan mengetahui seberapa besar penurunan setelah di impplementasikannya sistem FMCA. Tabel perbandingannya sebagai berikut :
100 Dari tabel tersebut menunjukan bahwa memang penerapan sistem FMCA memberikan penurunan tingkat retur yang besar pada seluruh kegagalan produk. Tapi pada kenyataanya hal ini tidak serta merta membuat manajemen perusahaan merasa puas. Oleh karena secara keseluruhan terjadinya retur yang disebabkan beda warna, adalah masih belum mencapai target kebijakan manajemen atas penurunan tingkat retur yang disebabkan oleh beda warna yaitu tidak lebih dari 10% dari jumlah retur keseluruhan. Oleh karena itu penulis merasa masih perlu dilakukan perbaikan pada implementasi sistem FMCA dalam perusahaan agar lebih menekan jumlah retur
5.1.2 Menentukan Penyebab Masalah
Diagram proces merupakan metode penganalisaan masalah berdasarkan tiap-tiap proses yang terjadi. Dengan diagram ini akan dicari faktor Potential dimana Potential ini merupakan faktor-faktor penyebab timbulnya cacat pada produk. Pada diagram ini dikenal ada 2 istilah yakni KPIV (Key Process Input
Variable ) dan KPOV (Key Process Output Variable ). KPOV adalah langkah
pertama sebelum mencari faktor penyebab atau Potential , pertama yang harus dilakukan adalah mengidentifikasikan cacat apa saja yang mungkin timbul pada masing-masing proses. Setelah itu barulah bisa dilakukan penyusunan KPIV.
KPIV merupakan faktor-faktor atau variable-variable yang menjadi
Potential dimana faktor-faktor ini merupakan penyebab dari timbulnya cacat.
KPIV diidentifikasi berdasarkan KPOV pada tiap-tiap proses. Berdasarkan analisa KPIV dan KPOV, maka dapat kita ketahui ada beberapa potensial yang
101 akan menjadi bahan analisa pada tahap Analyze. Namun sebelum masuk ketahap
Analyze perlu dilakukan analisa lanjutan denganmenggunakan CE Diagram
(Cause Efect Diagram). Berikut ini adalah diagram proses sebagai analisa cacat yang terjadi :
Diagram 5.3 Aliran Proses Produksi Warna Baru( KPIV-KPOV )
102 Diagram sebab-akibat (Cause & Effect Chart) digunakan untuk mengorganisasi informasi dari hasil brainstorming tentang sebab-sebab suatu masalah. Diagram ini sering disebut juga dengan diagram fishbone karena bentuknya yang mirip dengan tulang ikan, atau diagram ishikawa untuk menghormati sang penemu. Gambar berikut merupakan hasil dari brainstorming dengan menganalisa penyebab reject beda warna berdasarkan 4M+1E. Dan kemudian dilakukan analisis penyebab dominan untung mengujinya digunakan diagram pareto. Dengan menggunakan diagram ini maka proses analisa dan identifikasi masalah diharapkan bisa menjadi lebih efektif.
Diagram 5.2 Diagram Sebab-Akibat Beda Warna
Setelah dilakukan identifikasi penyebab dari masalah, kemudian dilakukan brainstorming oleh beberapa kepala bagian perusahaan yang berhubungan langsung dengan pengaturan wara produk, yaitu kepala bagian marketing, kepala bagian fmca, kepala bagian lab warna, kepala produksi, kepala
103 bagian QC dan kepalabagian gudang. Brainstorming ini membahas penyebab yang paling dominan yang mengakibatkan terjadinya kegagalan produk yang harus segera diperbaiki, dan keputusan perbaikan yang diambil. Penyebab dominan terjadinya kegagalan produk dapat dilihat dalam diagram pareto.
Grafik 5.1 Pareto Penyebab Dominan.Beda Warna 5.1.4 Penyusunan Rencana Perbaikan
Rencana perbaikan dituangkan kedalam bentuk tabel 5W+1H sebagai berikut :
104 Tabel 5.4 Rencana Perbaikan
5.2 Tahap Pelaksanaan Perbaikan
Pada tahap pelaksanaan perbaikan terbagi kedalam dua fokus yang diutamakan oleh perusahaan. Focus yang pertama adalah pada proses pembuatan warna baru atau development dan proses produksi yang berulang repeated
production.
Pada proses pembuatan warna baru, langkah perbaikan yang dilakukan adalah :
1. Penambahan proses pengecekan PO oleh marketing. Maksudnya adalah marketing melakukan pengecekan terhadap po yang diterima. Lingkup pengecekannya meliputi status material, status warna, model sepatu dan artikel sepatu. Lembar pengecekan PO sebagai berikut :
105 Gambar 5.3 Lembar Pemeriksaan PO
Dalam lembar pemeriksaan tersebut terdapat kolom status artikel yang menyatakan bahwa artikel tersebut baru atau lama. Jika artikel tersebut baru, maka marketing diharuskan bertanya kepada pelanggan untuk memastikan artikel ini memiliki swatch sampel yang berbeda atau tidak. Jika ternyata artikel tersebut sudah pernah diproduksi sebelumnya maka tindakan yang diambil adalah sebaliknya. Sedangkan pada kolom status warna adalah untuk memastikan warna tersebut adalah warna baru atau lama.
2. Permintaan produksi warna baru atau development hanya diperbolehkan melalui bagian FMCA untuk mempermudah pengendalian data. Sebelumnya tidak diterapkan seperti ini sehingga sering terjadi miss komunikasi yang berakibat status warna produk menjadi simpang siur.
106
3. Staff FMCA harus memeriksa secara detil data-data permintaan
produksi warna baru. Antara lain adalah pemeriksaan nama material, warna, kode warna dan memeriksa sampel yang diberikan pelanggan untuk memastikan sampel yang diberikan pelanggan tidak salah. Serta dibuat sebuah buku swatch berukuran besar untuk mempermudah pemeriksaan warna swatch.
Gambar 5.4 Form Permintaan Produksi Warna Baru
107 4. Dibuatkan sebuah buku komunikasi untuk meminimalisisr terjadinya miss komunikasi yang bertujuan untuk mencegah terjadinya miss komunikasi dan lupa atas informasi yang disampaikan baik dari maupun kepada bagian FMCA.
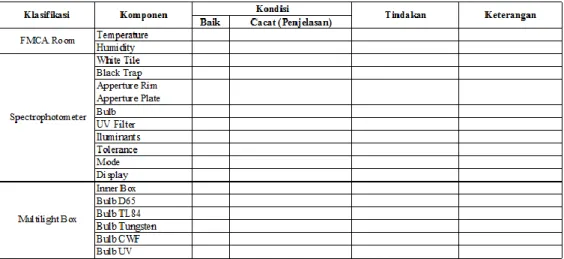
5. Dibuatkan sebuah lembar pengecekan untuk membantu melakukan pengecekan kondisi instrument secara berkala setiap hari sebelum digunakan. Lembar p[emeriksaanya sebagai berikut :
Tabel 5.2 Checklist Pemeriksaan FMCA
6. Diadakan sebuah training FMCA yang ditujukan kepada bagian marketing, FMCA, lab warna dan produksi.
7. Mengintegrasikan system filing warna pada bagian FMCA, produksi dan lab warna dengan cara melampirkan CAF yang berstatus ‘PASS’ dari pelanggan pada filing resep di lab warna, dan filing hasil produksi. CAF tersebut akan dijadikan acuan untuk mengukur warna hasil produksi.
108 8. Pembuatan system filing baru yaitu color coding, untuk menghindari terjadinya approval yang terselip maupun hilang, sehingga sulit ditemukan pada saat dibutuhkan.
Gambar 5.4 Sistem penyimpanan Odner Approval Card
109 Gambar 5.6 Swatch Book Color Coding System
9. Dibuatkan sebuah standar spesifikasi proses untuk masing-masing produk yang diproduksi untuk dijadikan acuan untuk proses yang berulang.
10. Untuk proses perubahan warna maupun perbaikan warna dilakukan uji coba dengan sekala kecil terlebih dahulu untuk menghindari terjadinya proses yang berulang-ulang. Selain itu perubahan warna tidak diperbolehkan jika tidak dilengkapi PO dengan jumlah material kosong.
5.3 Tahap Pemeriksaan
Dalam menilai efektifitas atau tidaknya tindakan perbaikan yang dilakukan dengan pendekatan PDCA pada implementasi FMCA penulis melakukan dengan cara membandingkan penurunan jumlah material retur sebelum (Juli 2012) dan sesudah perbaikan (September 2012) dengan target yang ingin dicapai perusahaan. Untuk cara ini penulis terlebih dahulu membuat tabel agar dapat mempermudah perbandingan yang dilakukan sebagai berikut :
110 Tabel 5.6 Data jumlah Retur Sesudah Perbaikan System FMCA
Dari tabel diatas diketahui bahwa hasil dai perbaikan FMCA sudah berhasil mengurangi jumlah retur produk namun masih belum mencapai keinginan manajemen yaitu jumlah retur tidak mencapai sepuluh persen dari total jumlah retur keseluruhan.
Untuk mengetahui perbandingan jumlah retur dibuat tabel perbandingan sebelum dan sesudah diterapkannya perbaikan pada system FMCA. Akan tetapi, oleh karena data yang didapatkan sesudah pelaksanaan perbaikan hanya diperoleh data untuk tiga bulan, yaitu bulan September, Oktober dan November, maka dilakukan penyamaan data. Yaitu dengan hanya menggunakan tiga bulan pada periode Mei, Juni dan juli sebagai sampel sebelum diterapkannya tindakan perbaikan pasa system FMCA. Data perbandingannya dapat dilihat sebagai berikut :
111 Tabel 5.7 Data Perbandingan Retur Sebelum dan Sesudah Perbaikan
Dari tabel diatas dapat diketahui bahwa perbaikan pada system FMCA memberikan hasil yang baik karena mampu menurunkan angka jumlah retur yang disebabkan oleh beda warna sebanyak 48%. Akan tetapi hasil penelitian ini masih belum mencapai target kebijakan perusahaan yang menginginkan jumlah retur yang disebabkan oleh beda warna harus berada dibawah 10%. Untuk itu perlu dilakukan usaha perbaikan selanjutnya yang berfokus kepada mengurangi jumlah retur terutama yang disebabkan oleh beda warna.
5.6 Tahap Pengendalian
Untuk menjaga agar kesalahan-kesalahan sebelumnya kembali terulang, maka dibuat peta aliran kerja dan SOP kerja yang kemudian dijadikan sebagai panduan dalam bekerja. Untuk kejelasan perihal SOP penulis cantumkan dalam Lampiran.