3. PERENCANAAN SISTEM
Pada bab ini akan dijelaskan mengenai hardware yang dipakai untuk perancangan mesin serta desain dan pemrograman sistem sebagai penunjang agar mesin tersebut dapat berjalan sesuai dengan yang dibutuhkan. Input dan output yang terdapat pada mesin pengisian dan pengemasan lem putih dikontrol dengan Arduino Uno.
Cara kerja mesin ini adalah lem dari drum 50 kg dipindahkan ke
reservoir terlebih dahulu, lalu dari reservoir terdapat tombol start untuk memulai
proses pengisian. Proses pengisian ini dilakukan secara bertahap, karena packing yang diinginkan sebesar 1 kg. Packing tersebut berupa plastik. Setelah proses pengisian selesai, maka plastik yang sudah terisi lem sebesar 1 kg akan di-press.
3.1. Desain Sistem
DRUM UTAMA KAPASITAS 50 KG
RESERVOIR LEM PUTIH KAPASITAS 50 KG
Gambar 3.1. Blok diagram sistem manual pada mesin pengisian
Pada mesin pengisian perpindahan lem antara drum utama menuju ke
reservoir menggunakan sistem manual. Kapasitas perpindahan maksimal sebesar
50 kg. Hal ini dilakukan secara manual karena proses perpindahan lem yang diterapkan tidak bekerja secara berkelanjutan.
PUSH BUTTON 1 ARDUINO
LOAD CELL
VALVE
PLASTIK BERISI LEM DENGAN BERAT KURANG
LEBIH 1 KG
Pertama kali load cell memberikan nilai kepada Arduino. Setelah push
button 1 ditekan maka Arduino memberikan perintah buka pada valve untuk
mengeluarkan lem. Setiap proses pengisian load cell akan memberikan nilai berat lem ke Arduino. Pada Arduino akan diproses sampai perintah yang diberikan telah selesai dilakukan. Hasil dari proses otomatis pada mesin pengisian ini adalah plastik yang berisi lem dengan berat 1 kg.
PUSH BUTTON 2 ARDUINO SOLENOID VALVE PNEUMATIC PRESS
Gambar 3.3. Blok diagram sistem otomatis pada mesin pengemasan
Proses pengemasan plastik juga dilakukan secara otomatis. Push button 2 adalah input yang digunakan untuk menjalankan perintah program pertama kali.
Push button 2 yang telah ditekan akan memberikan perintah pada Arduino untuk
menjalankan solenoid valve. Solenoid valve tersebut digunakan untuk menjalankan aktuator berupa cylinder pneumatic. Setelah itu, proses press plastik akan dilakukan. Hasil akhir dari proses otomatis mesin pengemasan ini adalah lem putih yang telah di packing dengan plastik. Semua proses diatas akan dikontrol dan direalisasikan menggunakan Arduino Uno dengan blok diagram sebagai berikut :
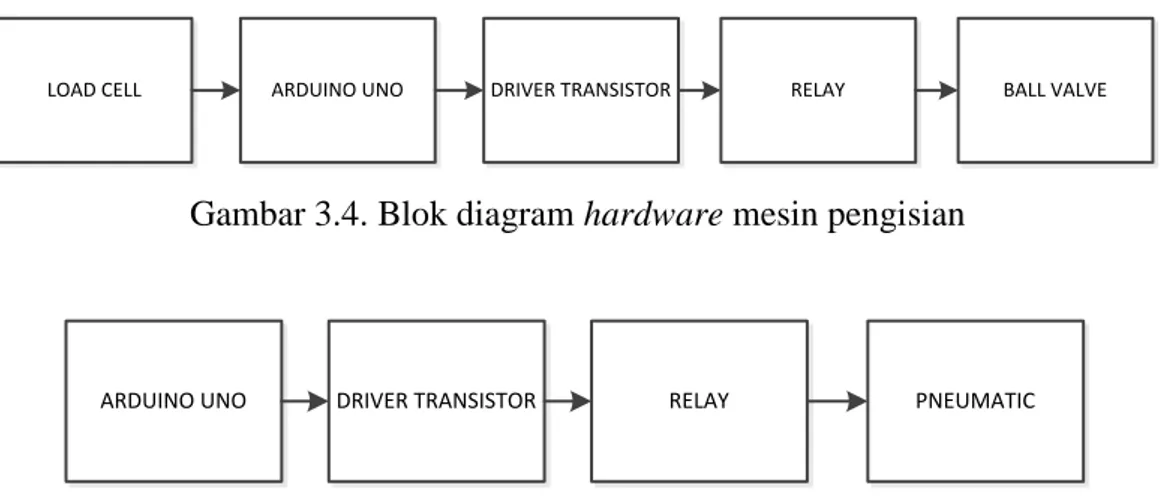
LOAD CELL ARDUINO UNO DRIVER TRANSISTOR RELAY BALL VALVE
Gambar 3.4. Blok diagram hardware mesin pengisian
PNEUMATIC
DRIVER TRANSISTOR RELAY
ARDUINO UNO
3.2. Desain Hardware
Desain hardware yang digunakan pada mesin ini berupa mesin semi otomatis yang terdiri dari bahan stainless steel, besi hollow dan plat besi. Mesin yang akan dibuat dibagi menjadi 2 bagian yaitu :
3.2.1. Mesin Pengisian Lem
Dimensi mesin pengisian lem adalah 50x35x122 cm. Mesin tersebut terbagi menjadi beberapa bagian :
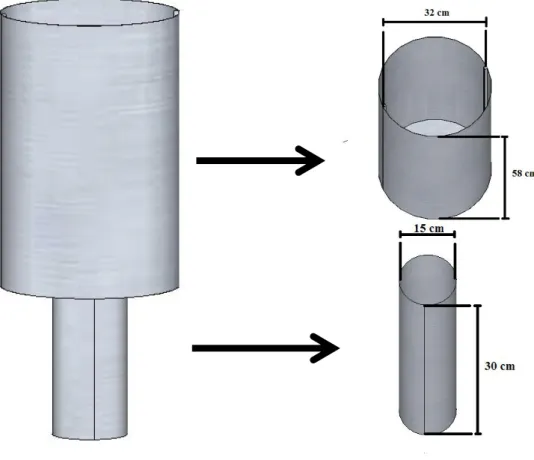
3.2.1.1. Reservoir
Gambar 3.7. Bagian-bagian reservoir
Gambar 3.7 adalah reservoir lem putih yang isinya sebesar 50 kg.
reservoir tersebut memiliki ukuran diameter sebesar 32cm dan tingginya 58cm.
Bahan yang digunakan adalah stainless steel dengan tebal 4mm. Menggunakan bahan yang terbuat dari stainless steel agar lem yang berada pada reservoir tidak terkontaminasi sehingga kualitas lem putih tetap terjaga.
Terdapat 2 bentuk pipa di atas, untuk pipa pertama dengan diameter 15 cm dan tinggi 30 cm adalah pipa sebagai media untuk memudahkan memegang plastik pada saat pengisian, sedangkan pipa kedua dengan diameter 1,905 cm dan tinggi 5 cm terdapat valve yang berfungsi untuk membuka dan menutup katup saluran lem putih. Pipa kedua terletak di dalam pipa pertama. Pipa pertama dan kedua menggunakan bahan yang berbeda, pipa pertama menggunakan bahan dari besi sedangkan pipa kedua menggunakan bahan dari stainless steel agar kualitas lem terjaga.
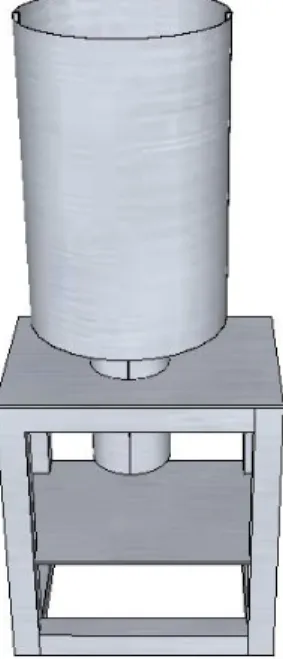
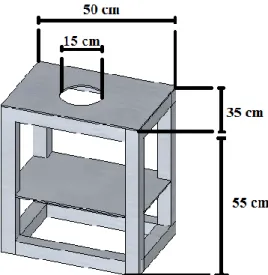
3.2.1.2. Tumpuan Mesin Pengisian dan Plastik
Gambar 3.8. Tumpuan mesin dan plastik
Gambar 3.8 adalah tumpuan mesin dan plastik yang terbuat dari bahan besi. Bentuk tumpuan mesin berupa hollow dengan 55x35 cm dan tebal 2 mm. Selain itu terdapat 2 plat dengan ukuran 50x35 cm dan tebal 2 mm sebagai tumpuan saluran dan plastik pada saat pengisian.
3.2.2. Mesin Pengemasan Plastik
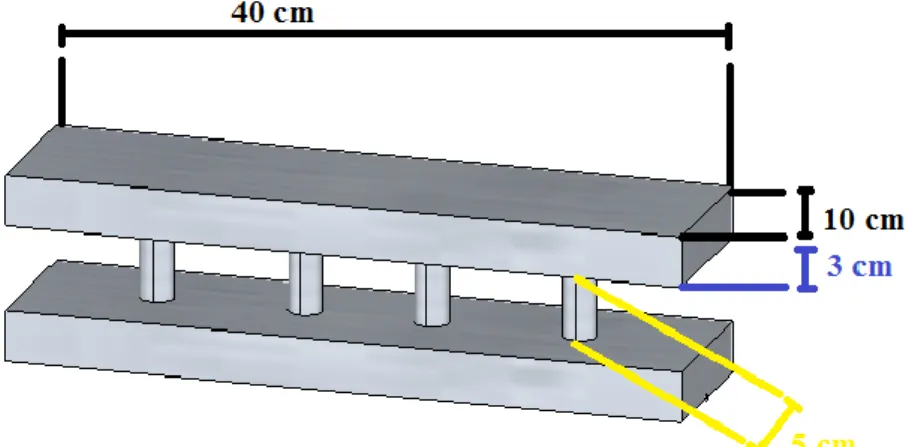
Dimensi mesin pengemasan plastik ini adalah 50x30x15 cm. Bahan yang digunakan untuk alat press adalah balok kayu dan pegas sebagai penunjang proses
press. Ukuran balok kayu yang terdapat pada mesin tersebut adalah 40x10x3 cm.
Pada mesin pengemasan terdapat 4 buah pegas, jarak antara pegas dan balok kayu adalah 5 cm.
Gambar 3.9. Bagian alat press
Gambar 3.10. Mesin pengemasan plastik
Gambar 3.10 adalah alat press yang akan diaplikasikan. Terdapat 2 balok kayu di sisi kanan dan kiri sebagai tumpuan pada saat proses press. Ukuran balok kayu tersebut 5x15x30 cm. Selain itu, pada gambar terlihat ada huruf a dimana tempat tersebut digunakan untuk sensor thermocouple yang berfungsi untuk mengukur suhu yang cocok sehingga plastik dapat terbungkus dengan sempurna.
3.2.3. Bagian-bagian lain dari Mesin Pengisian dan Pengemasan Lem
Gambar 3.11. Tempat penyimpanan kabel, rangkaian dan Arduino Uno
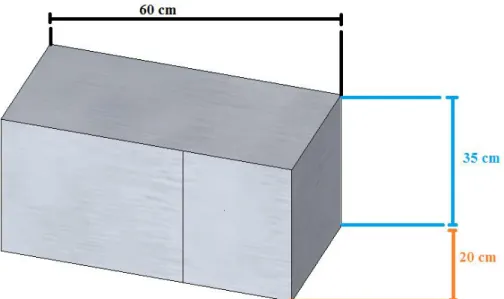
Gambar 3.11 adalah sebuah box yang berfungsi sebagai tempat penyimpanan kabel, rangkaian, dan Arduino Uno. Bahan yang digunakan pada pembuatan box ini terbuat dari besi dan terdapat sebuah pintu sebagai akses penyimpanan. Box ini memiliki ukuran sebesar 60x35x20 cm. Ukuran ini telah disesuaikan dengan besi sebagai tempat melekatnya box.
Gambar 3.12. Tumpuan alat press
Gambar 3.12 adalah tumpuan alat press pada mesin pengisian dan pengemasan lem putih. Bentuk tumpuan ini adalah hollow dengan ukuran panjang
dan lebar yang berbeda-beda. Besi hollow yang digunakan memiliki ketebalan sebesar 2 mm. Tumpuan ini memiliki kemiringan sebesar 45° karena terhubung dengan mesin pengisian sehingga setelah mengisi lem putih ke dalam plastik operator tidak perlu berdiri untuk mengemas plastik, hanya perlu memindahkan tangan ke alat press. Berikut adalah ukuran hollow yang digunakan :
a. Panjang luar dan dalam hollow a adalah 60 dan 59 cm. b. Panjang luar dan dalam hollow b adalah 83 dan 82 cm. c. Panjang luar dan dalam hollow c adalah 50 dan 51 cm. d. Panjang luar dan dalam hollow d adalah 66 dan 68 cm. e. Lebar hollow e adalah 22 cm.
f. Tinggi hollow f adalah 12 cm.
Gambar 3.13. Roda penggerak mesin pengisian dan pengemasan lem
Terdapat roda penggerak pada mesin pengisian dan pengemasan lem putih. Roda penggerak ini digunakan untuk mempermudah perpindahan mesin dari satu tempat ke tempat yang lainnya. Sehingga mesin ini juga dapat lebih efisien untuk penempatannya. Terdapat 8 buah roda penggerak dengan masing-masing diameter sebesar 5cm dan tingginya 7cm.
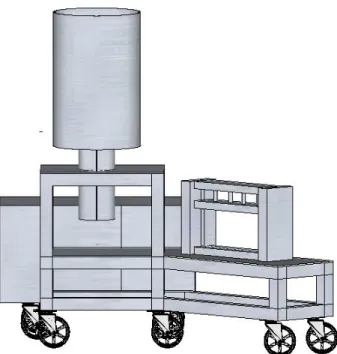
Gambar 3.14. Mesin pengisian dan pengemasan lem
3.2.4. Sistem load cell pada Mesin Pengisian Lem
Pada sistem mesin pengisian lem digunakan sistem load cell untuk mengukur berat lem yang dihasilkan agar berat yang diinginkan dapat sesuai.
Load cell ini tidak dapat berdiri sendiri karena output yang dihasilkan sangat kecil
sekali. Maka dari itu, diperlukan differential op amp yang berfungsi untuk menambah gain pada load cell.
Gambar 3.15 adalah rangkaian differential Op amp yang digunakan pada
load cell. Rangkaian ini menggunakan IC Op07Cp dan 4 buah resistor dimana
R1=9820 ohm, R2=9820 ohm, R3=985000 ohm, dan R4=985000 ohm. Pada load
cell terdapat 4 buah kabel, 2 buah kabel sebagai input dan 2 buah kabel lainnya
sebagai VCC dan GND. Input dan VCC, GND dari load cell dimasukkan ke dalam rangkaian Op amp.
Resistor 1 dan 2 memiliki nilai yang sama, sedangkan resistor 3 dan 4 juga memiliki nilai yang sama. Maka dari itu, perbesaran gain untuk Vout dari Op amp dapat dihitung dengan rumus :
Nilai output yang didapatkan dari perhitungan Op amp adalah 100.3 kali dari nilai load cell itu sendiri. Vout yang didapatkan adalah sebesar 1.437 volt. Nilai 1.437 volt itu setara dengan 1 kg dalam load cell, sehingga perbesaran 100.3 kali sudah cukup bagi load cell agar hasilnya dapat terbaca.
Massa jenis lem dapat dihitung menggunakan persamaan : Dimana :
3.2.5. Solenoid dan Sistem Pneumatic pada Mesin Pengemasan Plastik
Pada mesin pengemasan plastik digunakan sistem pneumatic untuk menggerakkan mesin tersebut. Merek cylinder pneumatic yang digunakan adalah SMC dengan kode serial CM2B32-100. Pneumatic adalah sebuah aktuator yang pergerakkannya menggunakan bantuan angin. Dalam sistem mesin pengemasan plastik pneumatic dipasangkan dengan solenoid valve karena pneumatic adalah sebuah aktuator.
Gambar 3.16. Cylinder pneumatic SMC CM2B32-100
Solenoid valve yang digunakan memiliki tegangan sebesar 220VAC,
sehingga diperlukan relay untuk drive tegangan 220VAC. Relay memiliki coil dan
contact dimana coil dan contact saling berhubungan. Solenoid valve ini
menggunakan 2 relay karena relay yang satu untuk menggerakkan cylinder
pneumatic bergerak naik. Selain itu, digunakan transistor untuk drive relay karena
arus pada Arduino maksimal 40mA. Berikut adalah hasil arus yang didapatkan dari relay :
Gambar 3.17. (a) Hasil pengukuran arus yang dihasilkan pada relay A (b) Hasil pengukuran arus yang dihasilkan pada relay B
Gambar 3.17 adalah hasil arus yang dihasilkan pada pengukuran relay. Pengukuran relay dilakukan dengan cara seri. Merek Relay tersebut adalah FANGKE JZC-23F(4123). Kedua merek relay itu sama, tetapi arus yang dihasilkan belum tentu sama. Relay A menghasilkan arus 13 mA dan relay B menghasilkan arus 14 mA.
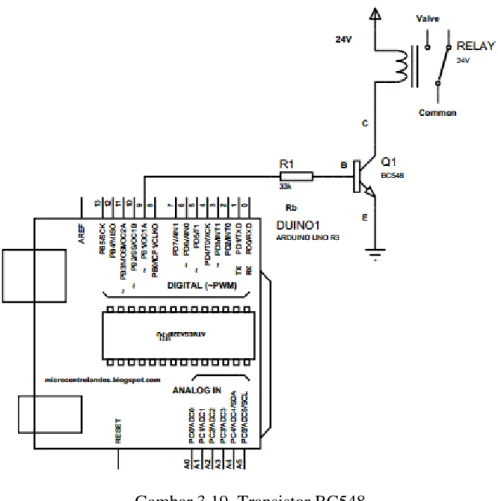
Gambar 3.19. Transistor BC548
Gambar 3.19 adalah rangkaian transistor yang dihubungkan dengan
relay. Base pada transistor dihubungkan pada pin no 9 di Arduino karena pin
tersebut adalah input dari valve untuk menggerakkan pneumatic naik. Collector pada transistor terhubung pada salah satu pin kumparan relay, sedangkan satu pin-nya terhubung dengan supply 24 VDC. Emitter pada transistor dihubungkan dengan ground. Contact pada relay terhubung pada valve yang akan digunakan.
Transistor tersebut adalah BC548 yang memiliki maksimal arus sebesar 100 mA dan HFE sebesar 110. Berikut adalah perhitungan transistor yang digunakan untuk sistem ini :
Dalam perhitungan transistor, resistor yang dibutuhkan pada base adalah 36.13 kOhm dengan arus relay A sebesar 13 mA. Pada sistem, resistor yang digunakan sebesar 33 kOhm. Berikut adalah perhitungan transistor yang digunakan untuk relay B :
Pada perhitungan transistor untuk beban relay sebesar 14 mA, resistor yang dibutuhkan adalah 33.85 kOhm. Resistor yang digunakan pada sistem ini menggunakan 33 kOhm. Base yang terdapat pada transistor dihubungkan ke pin 10 di Arduino untuk menggerakkan pneumatic turun.
Gambar 3.21 adalah skema antara solenoid valve, pneumatic, dan kompresor. Solenoid valve dan pneumatic ini akan berfungsi apabila ada bantuan angin dari kompresor. Pada solenoid valve terdapat lubang A dan B yang berfungsi sebagai output, lubang X sebagai input, dan lubang G, H sebagai lubang pembuangan angin. Selain itu, solenoid valve ini juga memiliki 2 relay yaitu RA dan RB, dimana RA adalah relay A, dan RB adalah relay B.
Sistem yang digunakan pada mesin pengemasan plastik adalah semua angin berasal dari lubang Y pada kompresor dan menuju lubang X pada solenoid
valve. Untuk menggerakkan pneumatic turun, lubang A akan dialiri angin dan
menuju lubang C pada pneumatic disertai dengan RA yang aktif. Untuk menggerakkan pneumatic naik, angin dari lubang X akan menuju lubang B pada
solenoid valve. Dari lubang B, angin bergerak menuju lubang D disertai dengan
RB yang aktif. Sedangkan lubang G dan H berfungsi sebagai tempat pembuangan angin ketika relay pada solenoid valve tidak aktif.
3.2.6. Solenoid dan Ball Valve
Solenoid valve yang digunakan memiliki tegangan 230 VAC. Merek dari valve ini adalah JOUCOMATIC dengan nomor seri 551. Berikut adalah gambar solenoid valve :
Gambar 3.23. Tampak belakang solenoid valve JOUCOMATIC 551
Gambar 3.23 adalah tampak belakang dari solenoid valve yang digunakan pada sistem ini. Dapat dilihat terdapat 2 lubang yaitu lubang A dan B. Kedua lubang tersebut digunakan sebagai laju aliran angin dan disambungkan ke
actuator ball valve.
Gambar 3.24. Hasil pengukuran arus relay
Gambar 3.24 adalah hasil pengukuran arus relay pada solenoid valve yang digunakan untuk menggerakkan ball valve pada mesin pengisian lem. Arus
yang didapatkan sebesar 17 mA, sehingga diperlukan transistor untuk drive relay tersebut. Berikut adalah perhitungan transistor :
Gambar 3.25. Transistor BC548
Pada perhitungan transistor yang digunakan untuk drive relay sebesar 17 mA, resistor yang digunakan pada base transistor adalah 28.67 kOhm dan base tersebut dihubungkan ke pin 5 pada Arduino untuk menggerakkan ball valve. Resistor yang digunakan pada sistem ini sebesar 28 kOhm.
Ball valve dapat digerakkan secara manual yaitu dengan memberikan
angin pada lubang yang terdapat di valve tersebut. Pada sistem ini jenis valve yang digunakan adalah ball valve karena memiliki aliran dari input dan output yang langsung seperti Gambar 3.27a. Untuk sistem yang otomatis, ball valve ini harus dipasangkan dengan solenoid valve, sedangkan sistem yang digunakan adalah ball
valve yang digerakkan secara otomatis.
Gambar 3.26. Tampak depan ball valve
Gambar 3.26 adalah gambar ball valve yang akan disambung dengan
solenoid valve. Dapat dilihat terdapat 2 lubang saluran angin yaitu lubang C dan
D. Lubang C akan disambungkan pada lubang A di solenoid valve, sedangkan lubang D akan disambungkan pada lubang B di solenoiud valve. Apabila saat pemasangan lubang yang dipasangkan terbalik posisinya, akan berpengaruh pada posisi buka dan tutup dari ball valve saat relay aktif atau tidak. Misalnya, lubang A pada solenoid valve disambungkan pada lubang C yang terdapat di ball valve dan dialiri oleh angin maka ball valve akan terbuka saat relay aktif. Sedangkan
lubang A pada solenoid valve disambungkan pada lubang D yang terdapat di ball
valve dan dialiri oleh angin maka ball valve akan terbuka saat relay tidak aktif.
Berikut adalah perbedaan ball valve saat terbuka dan tertutup :
Gambar 3.27. (a) Ball valve terbuka (b) Ball valve tertutup
Gambar 3.28. Skema solenoid valve, ball valve dan kompresor
Pada solenoid valve terdapat beberapa lubang yaitu lubang A, B, X, dan RA yaitu relay A, sedangkan pada ball valve yaitu lubang C dan D. Dalam sistem yang digunakan lubang A pada solenoid valve dipasangkan dengan lubang C pada
ball valve, sedangkan lubang B pada solenoid valve dipasangkan dengan lubang D
pada ball valve
Gambar 3.28 adalah skema antara solenoid valve, ball valve, dan kompresor. Solenoid dan ball valve dapat berfungsi dengan bantuan angin. Sistem yang digunakan adalah lubang Y pada kompresor akan mengeluarkan angin dan disalurkan ke lubang X pada solenoid valve. Dari lubang X, saluran angin menuju lubang A pada solenoid valve. Setelah itu, angin menuju lubang C pada ball valve dan ball valve akan terbuka disertai dengan relay yang aktif. Solenoid valve dan kompresor masing-masing menggunakan tegangan 220 VAC. Berikut adalah gambar solenoid dan ball valve saat dipasangkan.
Gambar 3.29. Solenoid valve dan ball valve saat dipasangkan
3.2.7. Elemen Pemanas, Sensor Thermocouple, dan Digital Temperature
Controller
Elemen pemanas berbentuk seperti batang yang terbuat dari stainless
steel. Diameter elemen ini sekita 2 cm, sedangkan panjangnya adalah 20cm.
Elemen pemanas ini memiliki daya sebesar 864 watt sehingga untuk memanaskan elemen tersebut tidak membutuhkan waktu yang lama.
Gambar 3.30. Elemen pemanas
Pada Gambar 3.30 terdapat 2 batang stainless steel yang akan dipasangkan pada mesin pengemasan plastik. Tetapi yang digunakan hanya satu batang yang diletakkan di bagian atas di dalam aluminium karena dengan satu batang elemen pemanas sudah cukup untuk perss plastik. Plastik yang akan
di-press berada pada tengah-tengah elemen pemanas tersebut.
Elemen pemanas ini hanya berfungsi untuk memanaskan saja. Untuk mengukur suhu yang terdapat pada elemen pemanas tersebut diperlukan sensor
thermocouple. Selain elemen pemanas dan sensor thermocouple, juga diperlukan
alat yang mengatur suhu agar tidak terjadi overheat agar plastik yang dipress tidak rusak. Alat itu adalah thermostat atau digital temperature controller.
Gambar 3.31 adalah display untuk mengetahui dan mengatur suhu yang digunakan pada press plastik. Pada display tersebut terlihat ada PV dan SV, dimana PV adalah suhu dari elemen pemanas itu sendiri sedangkan SV adalah suhu yang diinginkan.
3.3. Desain Software
Pada mesin pengsian lem putih terdapat 4 indikator yaitu indikator led merah, led biru, led putih, dan buzzer. Masing-masing indikator dibatasi dengan berat agar dapat menyala sesuai dengan yang diinginkan.
Gambar 3.32 adalah potongan program untuk indikator led merah dan biru. Pada potongan program tersebut, b adalah nilai yang akan terbaca dari load
cell. Indikator led merah menyala ketika nilai yang terdapat pada load cell b <=
10, sedangkan led biru menyala ketika nilai yang terdapat pada load cell b > 20 && b <= 65. if (b <= 10) { digitalWrite(ledMerah, HIGH); digitalWrite(ledPutih, LOW); digitalWrite(ledBiru, LOW); digitalWrite(buzzer, LOW); } if (b > 10 && b <= 65) { digitalWrite(ledMerah, LOW); digitalWrite(ledBiru, HIGH); digitalWrite(ledPutih, LOW); digitalWrite(buzzer, LOW); }
Gambar 3.33 adalah potongan program untuk indikator led putih dan
buzzer. Indikator led putih menyala ketika nilai yang terdapat pada load cell b >
65 && b <= 1045, sedangkan buzzer bunyi ketika nilai yang terdapat pada load
cell b > 1045.
Gambar 3.34 adalah potongan program button dan proses pengisian hingga nilai yang dibaca dari load cell <=550. Pada saat button ditekan, button akan holding, dan membuka valve.
if (b > 65 && b <= 1045) { digitalWrite(ledMerah, LOW); digitalWrite(ledBiru, LOW); digitalWrite(ledPutih, HIGH); digitalWrite(buzzer, LOW); } if (b > 1045) { digitalWrite(ledMerah, LOW); digitalWrite(ledPutih, LOW); digitalWrite(ledBiru, LOW); digitalWrite(buzzer, HIGH); }
Gambar 3.33. Potongan program indikator led putih dan buzzer
button_1 = digitalRead(button); if(button_1 == HIGH) { holding = 1; } if (holding == 1 && b <= 550) { digitalWrite(valve, HIGH); }
Start b<=550 gram Valve Terbuka Y b>=551 && b <=750 Valve HIGH (500)ms Valve LOW (500)ms N Y b>=751 && b<=900 b>=901 && b<=999 b>=1000 && b<=1050 Valve HIGH (300)ms Valve LOW (800)ms Valve HIGH(180)ms Valve LOW(1500)ms Valve HIGH (130)ms
Valve LOW (2500)ms Valve Tertutup N Y Y N N Y N Baca Load Cell b<=10 Led Merah ON Led Biru OFF Led Putih OFF Buzzer OFF
b>10 && b<=65 Y
N
Led Merah OFF Led Biru ON Led Putih OFF
Buzzer OFF Y
Baca Tombol
Tombol ON ?
Y
Led Merah OFF Led Biru OFF Led Putih ON Buzzer OFF
Led Merah OFF Led Biru OFF Led Putih OFF Buzzer ON Holding == 1 N Holding == 1 N y N Y Holding == 0 Led Merah OFF
Led Biru OFF Led Putih ON Buzzer OFF
Gambar 3.35 adalah flowchart mesin pengisian. Ketika proses mesin pengisian akan dijalankan, load cell terlebih dahulu membaca berat yang dihasilkan. Pertama kali, saat pembacaan load cell <=10 led merah akan menyala. Ketika terdapat beban wadah kosong led biru menyala. Setelah itu, push button ditekan dan proses pengisian mulai berjalan. Saat proses pengisian, apabila berat yang dihasilkan >=65 && <=1050, led putih menyala, tetapi ada 5 batasan nilai yang akan dibaca load cell. Batasan pertama adalah <=550 gram, batasan kedua >=551 && <=750 gram, dengan valve terbuka selama 500 ms dan menutup selama 500 ms, batasan ketiga >=751 && <=900 gram, dengan valve terbuka selama 300 ms dan menutup selama 800 ms, batasan keempat >=901 && <=999 gram dengan valve terbuka selama 180 ms dan menutup selama 1500 ms, batasan yang kelima >=1000 && <=1050 gram, dengan valve terbuka selama 130 ms dan menutup selama 2500 ms. Lalu yang terakhir adalah >1050 gram yang menandakan bahwa proses pengisian telah selesai dan ditandai dengan buzzer yang menyala. Setiap batasan yang diberikan, berat yang dihasilkan akan terbaca oleh load cell. Di dalam batasan-batasan tersebut waktu untuk membuka dan menutup valve juga berbeda-beda. Semakin kecil batasan yang diberikan, waktu untuk membuka valve juga semakin cepat, tetapi waktu untuk menutup valve menjadi semakin lama. Hal ini dilakukan karena untuk menjaga ketelitian berat lem yang dihasilkan.
Start
Baca Tombol
Tombol
Pneumatic Turun dan Melakukan Proses Press Selama
2.5 Detik Pneumatic dan Elemen Pemanas Tidak Aktif Y N END
Gambar 3.36. Flowchart mesin pengemasan
Gambar 3.36 adalah flowchart mesin pengemasan plastik. Saat mulai proses pengemasan, pneumatic akan turun dan melakukan proses press selama 2.5 detik. Setelah 2.5 detik dengan sendirinya pneumatic tersebut akan bergerak naik kembali ke posisi semula.