1
BIAStatistics (2015)
Vol. 9, No. 1, hal. 1-7
PERANCANGAN PARAMETER DENGAN
PENDEKATAN TAGUCHI UNTUK DATA DISKRIT
Faula Arina
Jurusan Teknik Industri, Universitas Sultan Ageng Tirtayasa Banten Email : [email protected]
ABSTRAK
Taguchi merupakan suatu metode yang berbasis eksperimen untuk memperbaiki kualitas produk dan proses dengan biaya seminimal mungkin melalui tahap perancangan sistem, parameter dan toleransi. Pada perancangan parameter bertujuan mengoptimalisasi parameter dari masing-masing elemen sistem sehingga deviasi fungsional dari produk akan minimum. Sebelumnya, penelitian tentang perancangan parameter menggunakan taguchi hanya fokus pada data yang kontinu , pada makalah ini akan memberikan gambaran perancangan parameter pada data diskrit atau dalam bentuk diskontinu yang berarti hasil eksperimen hanya bernilai diskrit seperti cacat dan tidak cacat. Dan akan diterapkan di PT. X yang mengurangi kerusakan pada produk Vbelt type KZL untuk motor matic.. Kerusakan terjadi karena belum didapat setting optimum terhadap building machine. Hasil penelitian ini diperoleh dengan perancangan parameter two-class discrete data didapat peningkatan kualitas v-belt yang tidak rusak naik dari 79% menjadi 97,1% dan yang rusak turun dari 21% menjadi 2,9%.Rancangan eksperimen untuk data diskrit sama dengan data kontinu. Perbedaan utama adalah ukuran sampel yang diperlukan dan hasil analisisnya.
Kata Kunci: Taguchi, two-class discrete data, perancangan parameter
1. PENDAHULUAN
Kualitas barang atau jasa merupakan faktor utama menentukan kinerja perusahaan. Quality control dilakukan untuk menjaga konsistensi kualitas produk/jasa yang dihasilkan sesuai dengan kebutuhan pasar. Desain eksperimen menjadi metode yang melengkapi off line quality control untuk mendapatkan setting mesin optimal dan menghasilan desain parameter produk yang robust (Montgomery, 2001). Off line quality
control menjadi bagian yang sulit dipisahkan ketika proses quality improvement di dalam
skala industri secara terus-menerus diterapkan (Belavandram, 1995). Pada tahun 1949 Dr. Genichi Taguchi memperkenalkan konsep ini ketika permasalahan kualitas produk tidak hanya dapat diatasi secara online quality control. Tahapan perancangan parameter sebuah produk menjadi titik awal penyebab terjadinya cacat selama proses manufaktur berlangsung.. Sebelumnya, penelitian tentang perancangan parameter menggunakan Taguchi hanya fokus pada data yang kontinu pada makalah ini akan memberikan gambaran perancangan parameter pada data diskrit atau dalam bentuk diskontinu yang berarti hasil eksperimen hanya bernilai diskrit seperti cacat dan tidak cacat. Dan diterapkan di PT. X yang mengurangi kerusakan pada produk Vbelt type KZL untuk motor matic. Kerusakan terjadi karena belum didapat setting optimum terhadap building
machine.
2. METODE PENELITIAN
2.1. Perancangan Parameter Untuk Data Diskrit
Perancangan parameter untuk data diskrit merupakan rancangan yang dipergunakan untuk menentukan level-level dari faktor yang dapat mengoptimumkan respon dengan meminimalkan efek dari faktor noise dan biaya, namun data yang dipergunakan adalah data diskrit / atribut (Taguchi, 2005). Data diskrit memberikan
2 Biastatistics Vol 9, No.1, Februari 2015 perbedaan yang kurang kuat daripada data kontinu sebagai contoh bila suatu produk diklasifikasikan baik maka tidak ada ukuran yang pasti seberapa baik produk tersebut. Oleh karena itu data kontinu lebih disarankan untuk dipergunakan bila memungkinkan, karena akan memperkecil ukuran sampel yang diperlukan. Untuk lebih meningkatkan perbedaan dalam data diskrit harus digunakan katagori /atribut yang lebih banyak karena penambahan katagori tersebut akan membuat data diskrit bersifat semi kontinyu secara alami (Park, 1996).
2.2. Two Class Discrete Data
Ketika hasil eksperimen diklasifikasikan dalam dua kelas seperti rusak dan tidak rusak maka digunakan Two Class Discrete Data. Misalkan diperiksa n data dan hasilnya adalah 0 dan 1 (Park, 1996). Dalam Two Class Discrete Data ada dua pendekatan yaitu 1) Analisis SN Rasio dan 2) Analisis data secara langsung
Analisis SN Rasio
0, jika item rusak 1, jika item tidak rusak iy
(1)Bila bagian yang tidak rusak dinyatakan dengan p’ karena y mengikuti i
distribusi Bernoulli, maka diperoleh nilai ekpetasi dan variansi dari y i
i 'E y p
var yi p' 1p'
Jika didapatkan kumpulan data y y y1, 2, 3,,ynmaka bagian data yang tidak rusak
menjadi 1 2 n y y y p n (2) Dan rata-rata variansi adalah
2 2 2 1 2 n 1 2 m y y y T S np np n n n Total variasi 2 T i i i i S
y
y np (3) Dan variansi errornya
2 1
e T m
S S S np np np p (4)
Dalam Two Class Discrete Data, Taguchi (2005) merekomendasikan SN rasio
2 1 10 log 10 log m S y n SN V V 10 log m 10 log m e S S nV S 1 10 log 1 p (5)
Dari persamaan (5) diperoleh ketika p naik maka SN ratio juga naik. Oleh karena itu semakin besar nilai SN semakin baik.
Langkah-langkah analisis SN Rasio adalah
1. Menentukan matrik Ortogonal Array berdasarkan banyaknya faktor dan level 2. Menghitung SN Rasio berdasarkan persamaan (5) untuk tiap treatment 3. Menyusun tabel ANOVA untuk SN Rasio
Biastatistics Vol 9, No.1, Februari 2015 3 5. Dari nilai estimasi SN Rasio dapat diperoleh bagian item yang tidak rusak (p) dalam
kondisi optimum.
Analisis Data Secara Langsung
Langkah-langkah analisis Data Secara langsung adalah
1. Menghitung banyaknya item yang tidak rusak untuk tiap level dan Faktor 2. Menyusun tabel Anova
3. Menghitung Pure Variation (Prosentase kontribusi dari variasi error)
4. Menghitung Contribution Rasio (prosentase kontribusi secara relatif dari faktor- factor dan level-levelnya).
5. Menentukan kondisi optimum untuk faktor–faktor dan level
6. Menentukan Estimasi bagian yang tidak cacat berdasarkan kondisi optimum ( ˆ) Dari dua pendekatan untuk mengatasi data 0/1 (two class), SN ratio merupakan pendekatan analisis yang sederhana, sedangkan analisis data secara langsung adalah pendekatan statistik yang reliabel.
Metode Omega (Ω)
Metode Omega adalah suatu metode logit transformation yang berfungsi untuk mengestimasi bagian yang tidak cacat berdasarkan kondisi optimum. Nilai estimasi antara 0 dan tak berhingga, sehingga nilai ˆ hanya berubah diantara 0 dan 1.
1 ˆ 1
(6)2.3. Multi Class Discrete Data
Jika jumlah kelas lebih dari dua katagori misalnya sangat baik, baik, sedang dan jelek. Untuk menganalisis multi class discrete data ada dua metode.Yaitu metode skoring dan analisis akumulasi (Park, 1996).
Metode Skoring
Jika data yang bersifat kategori atau ranking maka akan diberikan bobot/skor 0,1,2,3, ..., k-1 atau 1,2,3, ...,k. Langkah-langkah:
1. Menghitung SN rasio berdasarkan bobot kelas 2. Menghitung Jumlah Kuadrat
3. Menyusun tabel ANOVA 4. Menentukan kondisi optimum Analisis Akumulasi
Analisis akumulasi menggunakan frekuensi dalam perhitungannya dan digunakan ketika nomor kelas mempunyai arti yang praktis. Langkah-langkah:
1. Membuat tabel frekuensi kelas kumulatif
2. Menghitung bobot masing-masing kelas kumulatif 3. Menghitung jumlah kuadrat
4. Menyusun tabel ANOVA 5. Menentukan kondisi optimum
3. HASIL DAN PEMBAHASAN
Sebelum eksperimen dilakukan penentuan faktor dan level berdasarkan
4 Biastatistics Vol 9, No.1, Februari 2015 Tabel 1. Faktor & Level Percobaan
Faktor Setting Awal
Level
Low (-1) High (+1)
A Hardness Stecher Roll(Kgf) 30-40 30-40 40-50
B Sudut Cutting Bar 900 450 900
C Silinder Stecher Roll 1 silinder 1 silinder 2 silinder
D Ukuran Cutting Bar Tipis tipis tebal
Setting awal adalah setting yang digunakan perusahaan sebelum diadakan penelitian. Setelah itu dilakukan perancangan eksperimen dengan Matrik OA
L (2 )
8 7 dan diperoleh hasil eksperimen pada Tabel 2.Tabel 2. Data Percobaan N
o
Faktor-faktor Terkontrol v-belt yang tidak terjadi cacat pinhole dari 47 item yang diperiksa SN 1 10 log 1 p
A B AxB C AxC AXD D
1 1 1 1 1 1 1 1 44 11,66 2 1 1 1 2 2 2 2 43 10,31 3 1 2 2 1 1 2 2 45 3,29 4 1 2 2 2 2 1 1 32 6,88 5 2 1 2 1 2 1 2 39 11,66 6 2 1 2 2 1 2 1 44 9,24 7 2 2 1 1 2 2 1 42 8,35 8 2 2 1 2 1 1 2 41 13,52
Pada Tabel 3 terdapat nilai rasio SN dari masing-masing faktor ,kemudian dipilih nilai yang terbesar dari level tiap faktor untuk mendapatkan nilai yang terbaik dalam menaikkan jumlah produk yang tidak cacat, lebih jelasnya dapat dilihat pada Gambar 1. Kombinasi level yang dapat mengoptimalkan respon baik dari rata-rata maupun variasi adalah A1, B1,C2 dan D2. Dan interaksi A1xB1, A2xC2, A2XD2.
Tabel 3. Main Effects dari Rasio SN Cacat Pinhole Level Faktor A B C D 1 8,037 10,721 8,741 9,033 2 10,694 8,010 9,990 9,697 2 1 11 10 9 8 2 1 2 1 11 10 9 8 2 1 A M e a n B C D
Main Effects Plot for SN Rasio Data Means
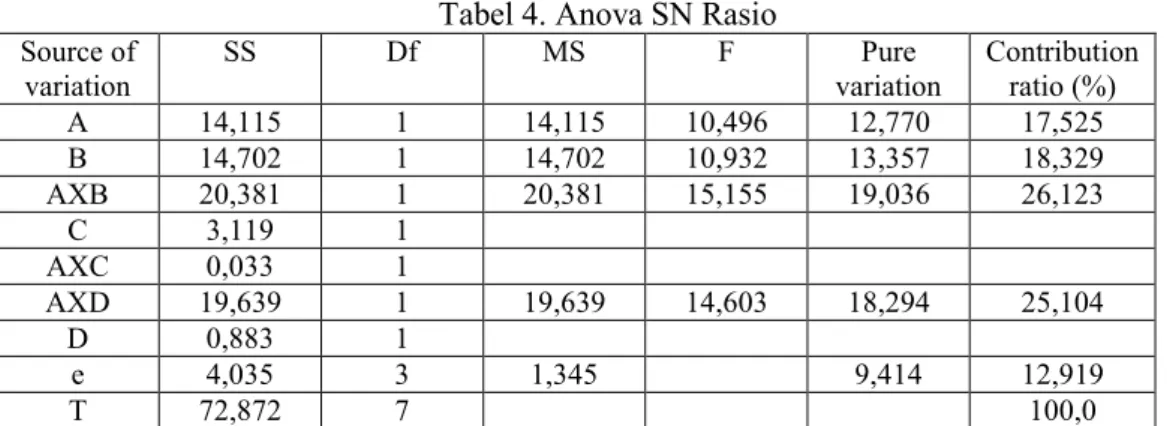
Biastatistics Vol 9, No.1, Februari 2015 5 Dari Tabel 4 menunjukkan nilai F hitung yang lebih kecil dari Ftabel = F(0,05,1,3) =10,128, dilakukan Pooled. Faktor yang di Pooled tersebut ialah Faktor C, AxC dan D. Dengan tingkat kepercayaan 95%, faktor – faktor yang berpengaruh signifikan ialah faktor Hardness Strecher Roll (A), Sudut Cutting Bar (B), dan interaksi antara Hardness Strecher Roll (A) dengan Bahan Cutting Bar (D).
Tabel 4. Anova SN Rasio Source of variation SS Df MS F Pure variation Contribution ratio (%) A 14,115 1 14,115 10,496 12,770 17,525 B 14,702 1 14,702 10,932 13,357 18,329 AXB 20,381 1 20,381 15,155 19,036 26,123 C 3,119 1 AXC 0,033 1 AXD 19,639 1 19,639 14,603 18,294 25,104 D 0,883 1 e 4,035 3 1,345 9,414 12,919 T 72,872 7 100,0
Perbandingan kondisi optimum dengan kondisi sekarang untuk Rasio SN dari Faktor Signifikan
Kondisi optimum merupakan faktor-faktor yang signifikan dan memiliki nilai rasio SN terbesar antara level, yaitu
μ(A2 B1 A1xB1 A2xD2) = A B1 1A1A D2 2D2y
= 10,989 – 8,037 + 12,593 – 9,697 + 9,37= 15,218 SN dari kondisi optimum =15,218 1
10 log 1 p , sehigga p= 0,971
Settingan building machine yang digunakan oleh PT. X pada kondisi sekarang : μ(A1 B2 C1 D1 A1xB1 A2xD2) = 5,085 + 9,272 – 2(8,037) + 7,477 = 5,76 SN kondisi sekarang =5,76 1 10 log 1 p sehingga p = 0,79.
Dengan kondisi optimum, bagian yang tidak cacat dari produk meningkat dari 79% menjadi 97,1%.
Analisis Data Secara Langsung
Berdasarkan Tabel 2 diperoleh banyaknya item yang tidak rusak untuk tiap level dan Faktor, kemudian dihitung main effect diperoleh Tabel 5.
Tabel 5 Main effect Untuk Analisis Data Secara Langsung
level Faktor
A B AxB C AxC AXD D
1 158 173 173 161 163 172 166
2 172 157 157 169 167 158 164
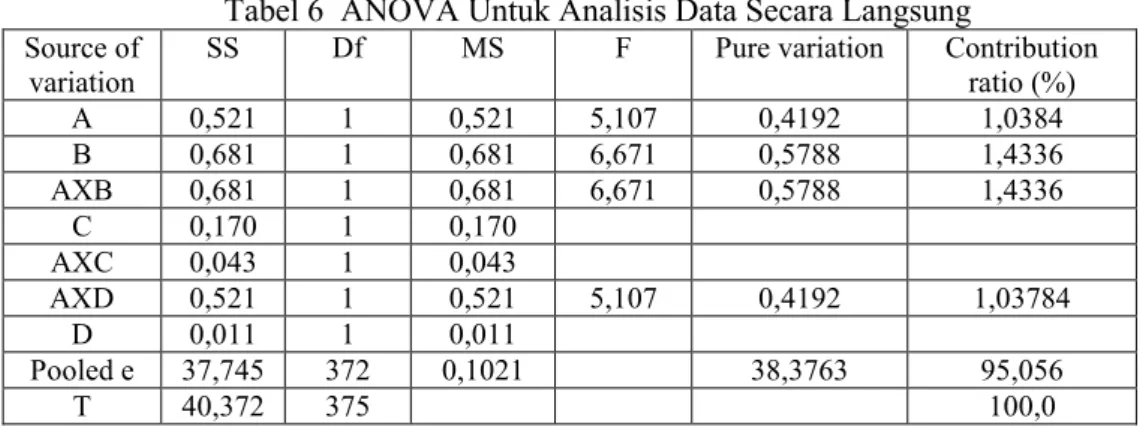
Pada Tabel 6 dilakukan Pooled untuk Faktor C, AxC dan D karena nilai F yang lebih kecil dari F(0,05,1,369) =3,867. Dengan tingkat kepercayaan 95%, pengaruh yang signifikan terhadap cacat pinhole adalah faktor Hardness Strecher Roll (A), Sudut
Cutting Bar (B), dan interaksi antara A dan B serta interaksi Hardness Strecher Roll (A)
6 Biastatistics Vol 9, No.1, Februari 2015 Tabel 6 ANOVA Untuk Analisis Data Secara Langsung
Source of variation
SS Df MS F Pure variation Contribution
ratio (%) A 0,521 1 0,521 5,107 0,4192 1,0384 B 0,681 1 0,681 6,671 0,5788 1,4336 AXB 0,681 1 0,681 6,671 0,5788 1,4336 C 0,170 1 0,170 AXC 0,043 1 0,043 AXD 0,521 1 0,521 5,107 0,4192 1,03784 D 0,011 1 0,011 Pooled e 37,745 372 0,1021 38,3763 95,056 T 40,372 375 100,0
Metode OMEGA untuk Direct Analysis (Analisa Data Secara Langsung)
2 1 1 1 2 2 1 1 1 2 2 2 ˆ(A B A xB A xD) A B A A D D y
87 158 89 164 330 94 188 94 188 376 = 0,925 - 0,840 + 0,947 - 0,872 + 0,878 1,038 1 1 1 1 1 1 0,925 0,947 0,878 0,02252 1 1 1 1 0,840 0,878 1 1 ˆ 0,978 1 0, 02252 Kualitas v-belt untuk yang tidak cacat meningkat mencapai 97,8 persen dengan tingkat kecacatannya sebesar 2,2 persen.
4. KESIMPULAN
1. Rancangan eksperimen dengan pendekatan Taguchi untuk data diskrit sama dengan data kontinu. Perbedaan utama adalah ukuran sampel yang diperlukan dan hasil analisisnya.
2. Settingan optimum terhadap building machine untuk mengurangi cacat pinhole adalah
Hardness Stecher Roll 40-50 kgf (A2), Sudut Cutting Bar 450 (B1), interaksi
Hardness stecher Roll 30- 40 kgf dengan Sudut Cutting Bar 450 (A1xB1), dan interkasi Hardness Stecher Roll 40-50 kgf dengan Ukuran Cutting Bar Tebal (A2xD2).
3. Peningkatan kualitas v-belt yang tidak rusak berdasarkan SN rasio adalah naik dari 79% menjadi 97,1% dan yang rusak turun dari 21% menjadi 2,9%. Berdasarkan analisa data langsung kualitas v-belt yang tidak rusak mencapai 97,8 persen dengan tingkat kecacatan sebesar 2,2 persen.
5. DAFTAR PUSTAKA
Belavandram, N. 1995. Quality by Design : Taguchi Technique for Industrial Expermentation. First Edition, Prentise Hall, London.
Biastatistics Vol 9, No.1, Februari 2015 7 Montgomery, D.C. 2001. Design and Analysis of Experiment (5rd ed). New York :John Wiley &
Sons, Inc.
Park, S.H, 1996. Robust Design And Analysis for Quality Engineering. Chapman and Hall. London.
Taguchi, G. Chowdhury, S. dan Wu, Y. 2005. Taguchi’s Quality Engineering Handbook. New Jersey : John Wiley & Sons,Inc