BAB III
HASIL PERHITUNGAN NERACA MASSA
3.1 Tangki Pelarutan HCl (DT-01)
Tabel 3.1 Neraca Massa pada Tangki Pelarutan (DT-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 1 Alur 2 Alur 3
HCl 2348,701 2348,701
H2O 3999,140 1481,163 5480,303
subtotal 6347,841 1481,163 7829,004
total 7829,004 7829,004
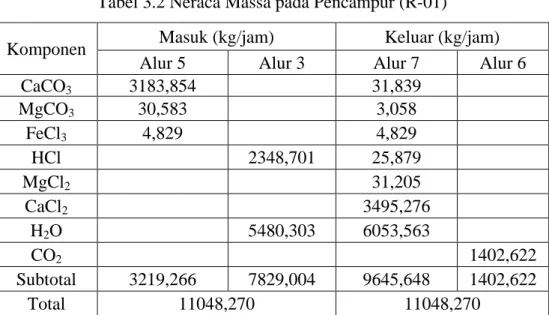
3.2 Pencampur (R-01)
Tabel 3.2 Neraca Massa pada Pencampur (R-01)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 5 Alur 3 Alur 7 Alur 6
CaCO3 3183,854 31,839 MgCO3 30,583 3,058 FeCl3 4,829 4,829 HCl 2348,701 25,879 MgCl2 31,205 CaCl2 3495,276 H2O 5480,303 6053,563 CO2 1402,622 Subtotal 3219,266 7829,004 9645,648 1402,622 Total 11048,270 11048,270
3.3 Tangki Pelarutan Ca(OH)2 (DT-02)
Tabel 3.3 Neraca Massa pada Tangki Pelarutan (DT-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 8 Alur 9 Alur 10
Ca(OH)2 53,858 53,858
H2O 215,434 215,434
subtotal 53,858 215,434 269,292
total 269,292 269,292
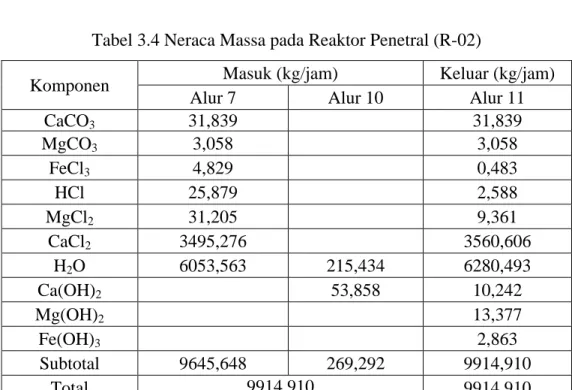
3.4 Reaktor Penetral (R-02)
Tabel 3.4 Neraca Massa pada Reaktor Penetral (R-02)
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 7 Alur 10 Alur 11
CaCO3 31,839 31,839 MgCO3 3,058 3,058 FeCl3 4,829 0,483 HCl 25,879 2,588 MgCl2 31,205 9,361 CaCl2 3495,276 3560,606 H2O 6053,563 215,434 6280,493 Ca(OH)2 53,858 10,242 Mg(OH)2 13,377 Fe(OH)3 2,863 Subtotal 9645,648 269,292 9914,910 Total 9914,910 9914,910
3.5 Evaporator (FE-01)
Tabel 3.5 Neraca Massa pada Evaporator (FE-01) Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 11 Alur 12 Alur 13
CaCO3 31,839 31,839 MgCO3 3,058 3,058 FeCl3 0,483 0,483 HCl 2,588 2,588 MgCl2 9,361 9,361 CaCl2 3560,606 3560,606 H2O 6280,493 5024,394 1256,099 Ca(OH)2 10,242 10,242 Mg(OH)2 13,377 13,377 Fe(OH)3 2,863 2,863 Subtotal 9914,910 5024,394 4890,516 Total 9914,910 9914,910 3.6 Kristalisator (K-01)
Tabel 3.6 Neraca Massa pada Kristalisator (K-01) Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 13 Alur 14 Alur 15
CaCO3 31,839 31,839 MgCO3 3,058 3,058 FeCl3 0,483 0,483 HCl 2,588 2,588 MgCl2 9,361 9,361 CaCl2 3560,606 3560,606 H2O 1256,099 708,025 548,073 Ca(OH)2 10,242 10,242 Mg(OH)2 13,377 13,377 Fe(OH)3 2,863 2,863 Subtotal 4890,516 708,025 4182,491 Total 4890,516 4890,516
3.7 Rotary Dryer (DE-01)
Tabel 3.7 Neraca Massa pada Rotary Dryer (DE-01) Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 15 Alur 16 Alur 17
CaCO3 31,839 31,839 MgCO3 3,058 3,058 FeCl3 0,483 0,483 HCl 2,588 2,588 MgCl2 9,361 9,361 CaCl2 3560,606 3560,606 H2O 548,073 394,613 153,461 Ca(OH)2 10,242 10,242 Mg(OH)2 13,377 13,377 Fe(OH)3 2,863 2,863 Subtotal 4182,491 394,613 3787,878 Total 4182,491 4182,491 3.8 Rotary Cooler (RC-01)
Tabel 3.8 Neraca Massa pada Rotary Cooler (RC-01) Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 17 Alur 18 CaCO3 31,839 31,839 MgCO3 3,058 3,058 FeCl3 0,483 0,483 HCl 2,588 2,588 MgCl2 9,361 9,361 CaCl2 3560,606 3560,606 H2O 153,461 153,461 Ca(OH)2 10,242 10,242 Mg(OH)2 13,377 13,377 Fe(OH)3 2,863 2,863 Subtotal 3787,878 3787,878 Total 3787,878 3787,878
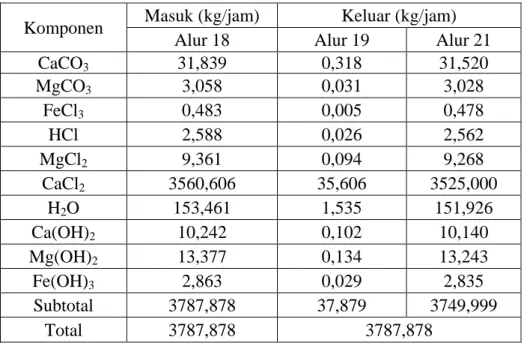
3.9 Screening (SC-01)
Tabel 3.9 Neraca Massa pada SC-01
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 18 Alur 19 Alur 21
CaCO3 31,839 0,318 31,520 MgCO3 3,058 0,031 3,028 FeCl3 0,483 0,005 0,478 HCl 2,588 0,026 2,562 MgCl2 9,361 0,094 9,268 CaCl2 3560,606 35,606 3525,000 H2O 153,461 1,535 151,926 Ca(OH)2 10,242 0,102 10,140 Mg(OH)2 13,377 0,134 13,243 Fe(OH)3 2,863 0,029 2,835 Subtotal 3787,878 37,879 3749,999 Total 3787,878 3787,878 3.10 Ball Mill (BM-01)
Tabel 3.10 Neraca Massa pada BM-01
Komponen Masuk (kg/jam) Keluar (kg/jam)
Alur 19 Alur 20 CaCO3 0,318 0,318 MgCO3 0,031 0,031 FeCl3 0,005 0,005 HCl 0,026 0,026 MgCl2 0,094 0,094 CaCl2 35,606 35,606 H2O 1,535 1,535 Ca(OH)2 0,102 0,102 Mg(OH)2 0,134 0,134 Fe(OH)3 0,029 0,029 Total 37,879 37,879
BAB IV
HASIL PERHITUNGAN NERACA PANAS
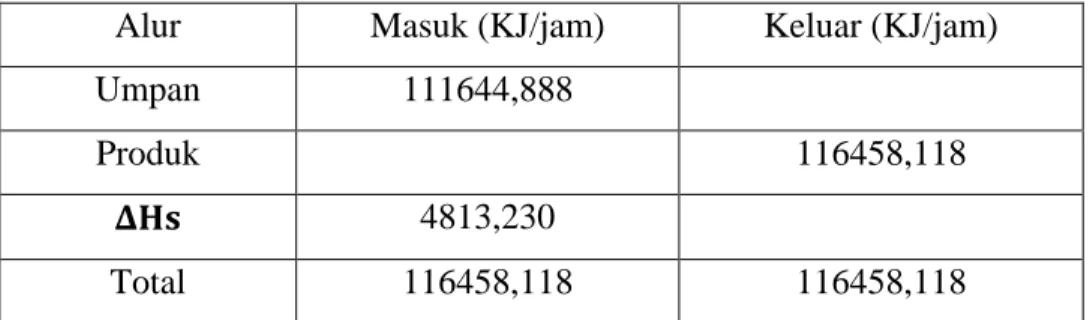
4.1 Tangki Pelarutan HCl (DT-01)
Tabel 4.1 Neraca Panas pada DT-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 111644,888
Produk 116458,118
𝚫𝚫𝚫𝚫𝚫𝚫 4813,230
Total 116458,118 116458,118
4.2 Reaktor Asam (R-01)
Tabel 4.2 Neraca Panas pada R-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 129797,988
Produk 199867,978
𝚫𝚫𝚫𝚫𝚫𝚫 2174,012
Beban Panas 72244,002
Total 202041,99 202041,99
4.3 Tangki Pelarutan Ca(OH)2 (DT-02)
Tabel 4.3 Neraca Panas pada DT-02
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 1003,746
Produk 1023,577
𝚫𝚫𝚫𝚫𝚫𝚫 19,831
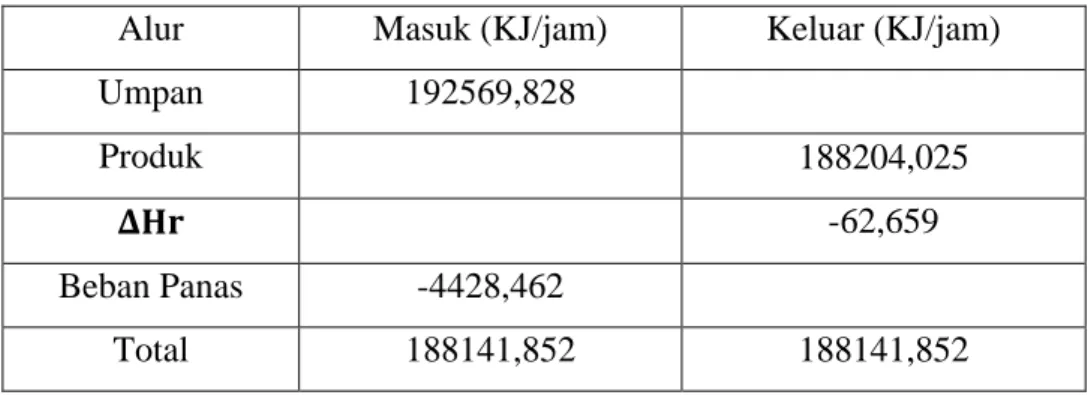
4.4 Reaktor Penetral (R-02)
Tabel 4.4 Neraca Panas pada R-02
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 192569,828 Produk 188204,025 𝚫𝚫𝚫𝚫𝚫𝚫 -62,659 Beban Panas -4428,462 Total 188141,852 188141,852 4.5 Evaporator (FE-01)
Tabel 4.5 Neraca Panas pada FE-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 188204,025
Produk 12516419,6
Steam 12328215,579
Total 12516419,6 12516419,6
4.6 Kristalisator (K-01)
Tabel 4.6 Neraca Panas pada K-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 527761,541
Produk 1767286,199
Udara Pendingin 1426537,238
𝚫𝚫𝚫𝚫𝚫𝚫 2666061,896
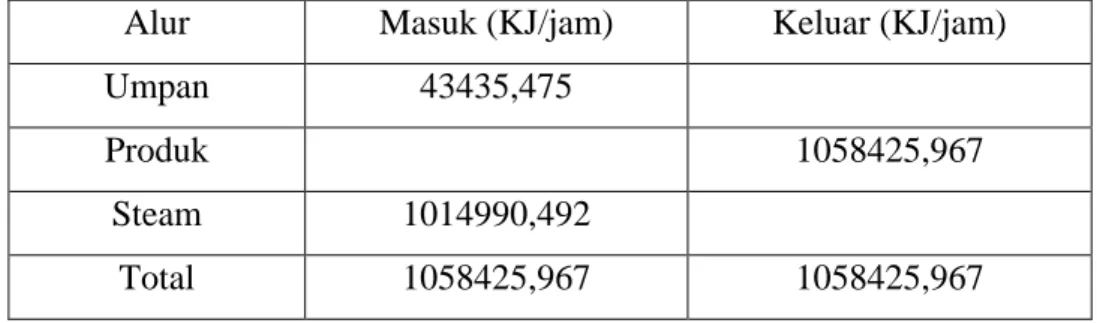
4.7 Rotary Dryer (DE-01)
Tabel 4.7 Neraca Panas pada DE-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 43435,475
Produk 1058425,967
Steam 1014990,492
Total 1058425,967 1058425,967
4.8 Rotary Cooler (RC-01)
Tabel 4.8 Neraca Panas pada RC-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 106161,179
Produk 5147,121
Udara Pendingin 101014,058
Total 106161,179 106161,179
4.9 Kompressor (JC-01)
Tabel 4.9 Neraca Panas pada JC-01
Alur Masuk (KJ/jam) Keluar (KJ/jam)
Umpan 8321,727
Produk 11907,586
Beban Panas 3585,859
BAB V
SPESIFIKASI PERALATAN
1. Gudang Penyimpanan Bahan Baku Batu Kapur (TT-01)
Fungsi : Menyimpan bahan baku batu kapur sebelum diproses Bahan konstruksi : Dinding : beton
Lantai : aspal Atap : asbes
Bentuk : Gedung berbentuk persegi-panjang ditutup atap Jumlah : 1 unit
Kondisi operasi : Temperatur : 30°C Tekanan : 1 atm Kapasitas : 794,452 m3 Ukuran : Panjang = 11,669 m Lebar = 11,669 m Tinggi = 5,834 m 2. Belt Conveyor (C-01)
Fungsi : mengangkut batu kapur menuju crusher (CR-01) Jenis : horizontal belt conveyor
Bahan Konstruksi : carbon steel
Kondisi operasi : Temperatur = 30°C Tekanan = 1 atm Jumlah : 1 unit
Laju alir : 3219,2655 kg/jam = 0,894 kg/s
Belt Conveyer Laju alir (kg/jam) Densitas (kg/m3) Daya (hp) Daya standar(hp) C-01 0,894 2655 0,033 1/4 C-02 0,894 2655 0,033 1/4 C-03 0,015 2240 0,001 1/4 C-05 1,052 2058,690 0,038 1/4 3. Crusher (CR-01)
Fungsi : Menggiling batu kapur menjadi butir-butiran halus. Jenis : roll crusher
Bahan konstruksi : Carbon steel Jumlah : 1 unit
Kapasitas : 3219,266 kg/jam = 0,894 kg/s Ukuran produk : 0,15 cm = 15 mm
Daya : 40 hp
4. Tangki Penyimpanan HCl (TT-02)
Fungsi : Untuk menyimpan Asam Klorida Bahan konstruksi : 304 Stainless steel
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal Jenis Sambungan : Double welded butt joints
Jumlah : 2 unit
Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm Kapasitas : 2580,266 m3
Diameter tangki : 11,208 m Tinggi total tangki : 13,076 m
Pdesain : 429,636 kPa = 4,240 atm = 61,499 psi Tebal dinding tangki : 2 ¼ in
5. Pompa Tangki Penyimpanan HCl (P-01)
Fungsi : Untuk memompa asam klorida dari TT-02 ke Tangki Pelarutan HCl (DT-01)
Jenis : Pompa sentrifugal Jumlah : 1 unit
Bahan Konstruksi : Stainless Steel Kondisi Operasi : Temperatur = 30oC
Tekanan = 1 atm Diameter pipa : 1,5 in
Panjang pipa : 72,808 ft
Kapasitas : 0,0007 m3/s = 0,0230 ft3/s
Daya : ¼ hp
6. Pompa Air Bersih (P-02)
Fungsi : Untuk memompa air bersih ke Tangki Pelarutan HCl (DT-01) Jenis : Pompa sentrifugal
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel Kondisi Operasi : Temperatur = 30oC
Tekanan = 1 atm Diameter pipa : 1,5 in Panjang pipa : 72,8083 ft Kapasitas : 0,0166 ft3/s = 0,00047 m3/s Daya : ¼ hp 7. Tangki Pelarutan HCl (DT-01)
Fungsi : Mencampurkan HCl dan H2O untuk membuat larutan
HCl 30%
Jenis Konstruksi : Tangki berpengaduk dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Tekanan = 1 atm
Kapasitas : 143,117 m3
Diameter tangki : 5,896 m = 232,141 in Tinggi total tangki : 7,862 m
Pdesain : 202,512 kPa = 1,999 atm = 28,988 psia Tebal dinding tangki : 2 in
Tebal dinding head : 2 in
Jenis pengaduk : flat six blade open turbine (turbin datar enam daun) Jumlah Baffle : 4
Daya Pengaduk : 𝟐𝟐𝟐𝟐𝟐𝟐 𝐡𝐡𝐡𝐡
8. Reaktor Asam (R-01)
Fungsi : Tempat berlangsungnya reaksi pembentukan kalsium klorida dengan penambahan HCl
Jenis : Reaktor tangki berpengaduk
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-285 grade C
Jenis pengaduk : flat 6 blade open turbine (turbin datar enam daun) Jenis sambungan : double welded butt joins
Jumlah baffle : 4 buah
Jumlah : 3 unit
Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm Kapasitas : 25,918 m3
Diameter tangki : 3,097 m = 121,922 in Tinggi total tangki : 4,129 m
Pdesain : 173,329 kPa = 1,711 atm = 24,811 psia Tebal dinding tangki : 2 in
Tebal dinding head : 1,5 in Tebal jaket pemanas : 1,5 in
Jenis pengaduk : flat six blade open turbine (turbin datar enam daun) Jumlah Baffle : 4
Daya Pengaduk : 𝟏𝟏𝟐𝟐 𝐡𝐡𝐡𝐡
9. Pompa (P-03)
Fungsi : Untuk memompa hasil keluaran R-01 menuju ke Reaktor Penetral (R-02)
Jenis : Positive displacement (rotary pump) Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel Kondisi Operasi : Temperatur = 30oC
Tekanan = 1 atm Diameter pipa : 3 in
Panjang pipa : 93,463 ft
Kapasitas : 0,0758 ft3/s = 0,0021 m3/s
Daya : ½ hp
10. Gudang Penyimpanan Ca(OH)2 (TT-03)
Fungsi : Menyimpan bahan baku Ca(OH)2 sebelum diproses
Bentuk bangunan : Gedung berbentuk persegi-panjang ditutup atap Bahan konstruksi : Dinding : beton
Lantai : aspal Atap : asbes Jumlah : 1 unit
Kondisi operasi : Temperatur : 30°C Tekanan : 1 atm Kebutuhan : 15 hari Kapasitas : 15,763 m3 Ukuran : Tinggi = 3,980 m Lebar = 1,990 m Panjang = 1,990 m
11. Tangki Pelarutan Ca(OH)2 (DT-02)
Fungsi : Mencampurkan Ca(OH)2 dan H2O untuk membuat
larutan Ca(OH)2 20%
Jenis Konstruksi : Tangki berpengaduk dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-285 grade C
Jumlah : 1 unit
Kondisi operasi : Temperatur : 30°C Tekanan : 1 atm
Kapasitas : 6,897 m3
Diameter tangki : 1,637 m Tinggi total tangki : 2,499 m
Pdesain : 149,132 kPa = 1,472 atm = 21,347 psia Tebal dinding tangki : 1 ½ in
Tebal dinding head : 1 ½ in
Jenis pengaduk : flat six blade open turbine (turbin datar enam daun) Jumlah Baffle : 4
Daya Pengaduk : 𝟏𝟏𝟐𝟐 𝐡𝐡𝐡𝐡
12. Reaktor Penetral (R-02)
Fungsi : Tempat berlangsungnya reaksi penetralan sisa asam dengan penambahan Ca(OH)2
Jenis : Reaktor tangki berpengaduk
Bentuk : silinder vertikal dengan alas dan tutup ellipsoidal Bahan konstruksi : Carbon steel SA-285 grade C
Jenis pengaduk : flat 6 blade open turbine (turbin datar enam daun) Jenis sambungan : double welded butt joins
Jumlah baffle : 4 buah
Jumlah : 4 unit
Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm Kapasitas : 1,080 m3
Tinggi total tangki : 1,432 m
Pdesain : 139,047 kPa = 19,903 psia = 1,372 atm Tebal dinding tangki : 2 in
Tebal dinding head : 1,5 in Tebal jaket : 1,5 in Tebal insulator : 0,25 in
Jenis pengaduk : flat six blade open turbine (turbin datar enam daun) Jumlah Baffle : 4
Daya Pengaduk : 𝟐𝟐, 𝟐𝟐𝟐𝟐 𝐡𝐡𝐡𝐡
13. Pompa (P-04)
Fungsi : Untuk memompa hasil keluaran R-02 ke evaporator (FE-01) Jenis : Positive displacement (rotary pump)
Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel Kondisi Operasi : Temperatur = 30oC
Tekanan = 1 atm Diameter pipa : 3 in Panjang pipa : 93,463 ft Kapasitas : 0,0783 ft3/s = 0,0022 m3/s Daya : ½ hp 14. Evaporator
Fungsi : Untuk memekatkan CaCl2 dan mengurangi kadar air
Bentuk : Long-tube Vertical Evaporator Tipe : Single Effect Evaporator Jenis : 1-4 shell and tube exchanger
Dipakai : 1 ¼ in OD Tube 18 BWG, panjang = 20 ft, 4 pass Luas Permukaan : 𝟑𝟑𝟑𝟑𝟐𝟐, 𝟑𝟑𝟔𝟔𝟑𝟑 𝐟𝐟𝐟𝐟𝟐𝟐
15. Pompa (P-05)
Fungsi : Untuk memompa hasil keluaran FE-01 menuju kristalisator (K-01)
Jenis : Positive displacement (rotary pump) Jumlah : 1 unit
Bahan Konstruksi : Commercial Steel Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm Diameter pipa : 2 in Panjang pipa : 79,2825 ft Kapasitas : 0,0289 ft3/s = 0,0008 m3/s Daya : ¼ hp 16. Kristalisator (K-01)
Fungsi : Mengkristalkan CaCl2
Jenis : Direct contact air cooling crystallizer Bahan Konstruksi : Carbon Steel SA-285 Grade C Jumlah : 1 unit
Tekanan desain : 149,589 kPa Dimensi vapour space
Diameter : 𝟐𝟐, 𝟑𝟑𝟏𝟏𝟔𝟔 𝐦𝐦 Tinggi shell : 0,614 m Tinggi tutup : 0,102 m Diameter liq/cr. chan. : 0,092 m Tinggi conical section : 0,151 m Tebal plat tutup : 1½ in Dimensi liquid/crystal channel Sudut apex konis : 30o
Diameter : 𝟏𝟏, 𝟑𝟑𝟑𝟑𝟑𝟑 𝐦𝐦
Tinggi shell : 1,398 m = 55,030 in Tebal plat shell : ¼ in
Diameter sambungan : 0,230 m Tinggi conical section : 1,011 m Panjang liq/cr. chan. : 0,978 m Tebal plat tutup : 1½ in
17. Screw Conveyor (C-04)
Fungsi : Mengangkut kristal kalsium klorida yang keluar dari RC-01 Jenis : horizontal screw conveyor
Bahan konstruksi : carbon steel
Kondisi operasi : Temperatur = 30°C Tekanan = 1 atm Kapasitas : 2788,345 kg/jam Jarak angkut : 10 m Diameter screw : 2 in Kecepatan motor : 1rpm Daya : 1 ¼ hp
18. Rotary Dryer (DE-01)
Fungsi : Mengeringkan CaCl2 yang keluar dari kristalisator.
Tipe : Rotary Dryer
Bentuk : Direct fired rotary dryer Bahan konstruksi : Carbon steel SA-283, Grade C Jenis sambungan : Double welded butt joints Jumlah : 1 unit Diameter : 3,424 Panjang : 10,437 m = 34,241 ft Kecepatan putaran : 𝟑𝟑, 𝟐𝟐𝟔𝟔𝟐𝟐 𝚫𝚫𝐡𝐡𝐦𝐦 Daya : 11 kW 19. Blower (B-01)
Fungsi : Mengalirkan udara ke kristalisator (K-01) dan rotary cooler (RC-01)
Jenis : Centrifugal Blower
Bahan konstruksi : Carbon Steels SA-283, grade C Kondisi Operasi : Temperatur = 30oC
Tekanan = 1 atm Kapasitas : 26146,107 kg/jam
Daya : 65 hp
20. Rotary Cooler (RC-01)
Fungsi : Mendinginkan cacl2 agar diperoleh suhu 40oC
Jenis : Counter current direct heat rotary cooler Bahan konstruksi : Carbon Steels SA-283, grade C
Jumlah : 1 unit Diameter : 1,846 m Panjang : 7,384 m Kecepatan putaran : 19,761 m3 Daya : 22 kW 21. Screening (SC-01)
Fungsi : Untuk mengayak partikel yang keluar dari RC-01 agar mempunyai diameter partikel yang seragam
Jenis : Sieve Tray, Tyler Standart Screen Bahan konstruksi : Carbon Steels SA-283, grade C Jumlah : 1 unit
ayakan dengan spesifikasi:
• Ukuran = 80 mesh
• Bukaan ayakan = 0,175 mm • Nominal diameter kawat = 0,142 mm
22. Ball mill (BM-01)
Fungsi : Menggiling kalsium klorida yang tertahan pada bagian atas SC-01 menjadi partikel yang lebih halus
Bahan konstruksi : Carbon Steels SA-283, grade C Jumlah : 1 unit
Kondisi Operasi : Temperatur = 30oC Tekanan = 1 atm
Kapasitas : 378,787 kg/jam = 0,105 kg/s
Daya : 10 hp
23. Gudang Penyimpanan Produk CaCl2 (TT-04)
Fungsi : Menyimpan bahan baku CaCl2 sebelum diproses
Bentuk bangunan : Gedung berbentuk persegi-panjang ditutup atap Bahan konstruksi : Dinding : beton
Lantai : aspal Atap : asbes Jumlah : 1 unit
Kondisi ruangan : Temperatur: 30°C Tekanan : 1 atm Kebutuhan : 1 minggu Kapasitas : 562,597 m3 Ukuran : Panjang = 13,104 m Lebar = 6,552 m Tinggi = 6,552 m 24. Blower (B-02)
Fungsi : Mengalirkan gas CO2 ke kompressor (JC-01)
Jenis : Centrifugal Blower
Bahan konstruksi : Carbon Steels SA-283, grade C Kondisi operasi : Temperatur : 30°C
Tekanan : 1 atm
Daya : 0,5 hp
25. Kompressor (JC-01)
Fungsi : Untuk menaikkan tekanan dan mancairkan gas CO2
Jenis : three stage compressor Diameter dalam (ID) : 10,02 in
Diameter luar (OD) : 10,75 in Luas penampang (A) : 0,547 ft2
26. Tangki Penyimpanan CO2 (TT-05)
Fungsi : Untuk menyimpan CO2 cair
Bahan konstruksi : Carbon steel SA-285 grade C
Bentuk : Silinder vertikal dengan alas datar dan tutup ellipsoidal Jenis Sambungan : Double welded butt joints
Jumlah : 1 unit
Kondisi Operasi : Temperatur = 35oC Tekanan = 15 atm Kapasitas : 842,041 m3
Diameter tangki : 9,722 m = 382,765 in Tinggi total tangki : 11,343 m
Pdesain : 1903,839 kPa = 18,789 atm = 272,518 psi Tebal dinding tangki : 6 in
BAB VI
INSTRUMENTASI DAN KESELAMATAN KERJA
6.1 Instrumentasi
Instrumentasi adalah peralatan yang dipakai di dalam suatu proses kontrol untuk mengatur jalannya suatu proses agar diperoleh hasil sesuai dengan yang diharapkan. Dalam suatu pabrik kimia, pemakaian instrumen merupakan suatu hal yang sangat penting karena dengan adanya rangkaian instrumen tersebut maka operasi semua peralatan yang ada di dalam pabrik dapat dimonitor dan dikontrol dengan cermat, mudah dan efisien. Alat-alat instrumentasi dipasang pada setiap peralatan proses dengan tujuan agar sarjana teknik dapat memantau dan mengontrol kondisi di lapangan. Dengan adanya instrumentasi ini pula, para sarjana teknik dapat segera melakukan tindakan apabila terjadi kejanggalan dalam proses. Namun pada dasarnya, tujuan pengendalian tersebut adalah agar kondisi proses di pabrik mencapai tingkat kesalahan (error) yang paling minimum sehingga produk dapat dihasilkan secara optimal (Considine, 1985).
Fungsi instrumentasi adalah sebagai pengontrol (controller), penunjuk (indicator), pencatat (recorder), dan pemberi tanda bahaya (alarm). Instrumentasi bekerja dengan tenaga mekanik atau tenaga listrik dan pengontrolannya dapat dilakukan secara manual atau otomatis. . Penggunaan instrumen pada suatu peralatan proses tergantung pada pertimbangan ekonomi dan sistem peralatan itu sendiri. Pada pemakaian alat-alat instrumen juga harus ditentukan apakah alat-alat tersebut dipasang diatas papan instrumen dekat peralatan proses (kontrol manual) atau disatukan dalam suatu ruang kontrol yang dihubungkan dengan bangsal peralatan (kontrol otomatis) (Peters & Timmerhaus, 1991).
Variabel-variabel proses yang biasanya dikontrol/diukur oleh instrumen adalah (Considine,1985) :
1. Variabel utama, seperti temperatur, tekanan, laju alir, dan level cairan.
2. Variabel tambahan, seperti densitas, viskositas, panas spesifik, konduktivitas, pH, humiditas, titik embun, komposisi kimia, kandungan kelembaban, dan variabel lainnya.
Pada dasarnya sistem pengendalian terdiri dari (Considine,1985) : 1. Sensing Elemen/Elemen Perasa (Primary Element)
Elemen yang merasakan (menunjukkan) adanya perubahan dari harga variabel yang diukur.
2. Elemen pengukur (measuring element)
Elemen pengukur adalah suatu elemen yang sensitif terhadap adanya perubahan temperatur, tekanan, laju aliran, maupun tinggi fluida. Perubahan ini merupakan sinyal dari proses dan disampaikan oleh elemen pengukur ke elemen pengontrol. 3. Elemen pengontrol (controlling element)
Elemen pengontrol yang menerima sinyal kemudian akan segera mengatur perubahan-perubahan proses tersebut sama dengan nilai set point (nilai yang diinginkan). Dengan demikian elemen ini dapat segera memperkecil ataupun meniadakan penyimpangan yang terjadi.
4. Elemen pengontrol akhir (final control element)
Elemen ini merupakan elemen yang akan mengubah masukan yang keluar dari elemen pengontrol ke dalam proses sehingga variabel yang diukur tetap berada dalam batas yang diinginkan dan merupakan hasil yang dikehendaki.
Pengendalian peralatan instrumentasi dapat dilakukan secara otomatis dan semi otomatis. Pengendalian secara otomatis adalah pengendalian yang dilakukan dengan mengatur instrumen pada kondisi tertentu, bila terjadi penyimpangan variabel yang dikontrol maka instrumen akan bekerja sendiri untuk mengembalikan variabel pada kondisi semula, instrumen ini bekerja sebagai controller. Pengendalian secara semi otomatis adalah pengendalian yang mencatat perubahan-perubahan yang terjadi pada variabel yang dikontrol. Untuk mengubah variabel-variabel ke nilai yang diinginkan dilakukan usaha secara manual, instrumen ini bekerja sebagai pencatat (indicator).
Faktor-faktor yang perlu diperhatikan dalam instrumen-instrumen adalah (Peters & Timmerhaus, 1991) :
1. Range yang diperlukan untuk pengukuran 2. Level instrumentasi
3. Ketelitian yang dibutuhkan 4. Bahan konstruksinya
Instrumentasi yang umum digunakan dalam pabrik adalah (Considine,1985) : 1. Temperature Controller (TC)
Adalah alat/instrumen yang digunakan sebagai alat pengatur suhu atau pengukur sinyal mekanis atau listrik. Pengaturan temperatur dilakukan dengan mengatur jumlah material proses yang harus ditambahkan/dikeluarkan dari dalam suatu proses yang sedang bekerja.
Prinsip kerja:
Rate fluida masuk atau keluar alat dikontrol oleh diafragma valve. Rate fluida ini memberikan sinyal kepada TC untuk mendeteksi dan mengukur suhu sistem pada set point.
2. Pressure Controller (PC)
Adalah alat/instrumen yang dapat digunakan sebagai alat pengatur tekanan atau pengukur tekanan atau pengubah sinyal dalam bentuk gas menjadi sinyal mekanis. Pengatur tekanan dapat dilakukan dengan mengatur jumlah uap/gas yang keluar dari suatu alat dimana tekanannya ingin dideteksi.
Prinsip kerja:
Pressure control (PC) akibat tekanan uap keluar akan membuka/menutup diafragma valve. Kemudian valve memberikan sinyal kepada PC untuk mengukur dan mendeteksi tekanan pada set point.
3. Flow Controller (FC)
Adalah alat/instrumen yang bisa digunakan untuk mengatur kecepatan aliran fluida dalam pipa line atau unit proses lainnya. Pengukuran kecepatan aliran fluida dalam pipa biasanya diatur dengan mengatur output dari alat, yang mengakibatkan fluida mengalir dalam pipe line.
Prinsip kerja:
Kecepatan aliran diatur oleh regulating valve dengan mengubah tekanan discharge dari pompa. Tekanan discharge pompa melakukan bukaan/tutupan valve dan FC menerima sinyal untuk mendeteksi dan mengukur kecepatan aliran pada set point.
4. Level Controller (LC)
Adalah alat/instrumen yang dipakai untuk mengatur ketinggian (level) cairan dalam suatu alat dimana cairan tersebut bekerja. Pengukuran tinggi permukaan cairan
dilakukan dengan operasi dari sebuah control valve, yaitu dengan mengatur rate cairan masuk atau keluar proses.
Prinsip kerja :
Jumlah aliran fluida diatur oleh control valve. Kemudian rate fluida melalui valve ini akan memberikan sinyal kepada LC untuk mendeteksi tinggi permukaan pada set point. 5. Pressure Indicator (PI)
Merupakan alat untuk mengetahui tekanan aliran atau tekanan operasi dari suatu alat.
6. Temperature Indicator (TI)
Merupakan alat untuk mengetahui temperatur operasi dari suatu alat. 7. Level Indicator (LI)
Level Indicator (LI) merupakan instrumen yang digunakan untuk mengetahui tinggi
suatu cairan dalam tangki.
Tabel 6.1 Daftar penggunaan instrumentasi pada Pra – Rancangan Pabrik Pembuatan Kalsium Klorida dari Batu Kapur dan Asam Klorida
No Nama alat Jenis instrumen Kegunaan
1 Tangki
Penyimpanan HCl Level indicator (LI) Menunjukkan tinggi cairan dalam tangki
2 Reaktor Asam dan Reaktor Penetral
Temperature
controller (TC) Mengontrol laju alir dalam reactor Pressure
Indicator (PI) Mengamati suhu dalam reactor Level
controller (LC)
Mengontrol ketinggian cairan dalam reactor
3 Pompa Flow
Controller (FC) Mengontrol laju alir pada pompa
4 Tangki Pelarutan HCl dan Ca(OH)2
Flow
Controller (FC) Mengontrol laju alir dalam tangki Level
controller (LC) Mengontrol ketinggian cairan dalam tangki Temperature
controller (TC) Mengontrol suhu dalam tangki
5 Evaporator
Temperature
controller (TC) Mengontrol suhu dalam evaporator Pressure
Level controller (LC)
Mengontrol ketinggian cairan dalam
evaporator
6 Kristalisator Temperature
controller (TC) Mengontrol suhu dalam kristalisator
7 Rotary Dryer Temperature
controller (TC) Mengontrol suhu dalam rotary dryer
8 Rotary Cooler Temperature
controller (TC) Mengontrol suhu dalam rotary cooler
9 Blower Flow Controller
(FC) Mengontrol laju alir pada blower
10 Kompressor Pressure
controller (PC) Mengontrol tekanan pada kompressor
11 Tangki
Penyimpanan CO2
Level indicator (LI) Menunjukkan tinggi cairan dalam tangki
Pressure
controller (PC) Mengontrol tekanan dalam tangki
6.2 Keselamatan Kerja
Keselamatan kerja merupakan bagian dari kelangsungan produksi pabrik, oleh karena itu aspek ini harus diperhatikan secara serius dan terpadu. Untuk maksud tersebut perlu diperhatikan cara pengendalian keselamatan kerja dan keamanan pabrik pada saat perancangan dan saat pabrik beroperasi.
Salah satu faktor yang penting sebagai usaha menjamin keselamatan kerja adalah dengan menumbuhkan dan meningkatkan kesadaran karyawan akan pentingnya usaha untuk menjamin keselamatan kerja. Usaha-usaha yang dapat dilakukan antara lain (Peters & Timmerhaus, 1991) :
1. Meningkatkan spesialisasi ketrampilan karyawan dalam menggunakan peralatan secara benar sesuai tugas dan wewenangnya serta mengetahui cara-cara mengatasi kecelakaan kerja.
2. Melakukan pelatihan secara berkala bagi karyawan. Pelatihan yang dimaksud dapat meliputi :
Pelatihan untuk menciptakan kualitas Sumber Daya Manusia (SDM) yang tinggi dan bertanggung-jawab, misalnya melalui pelatihan kepemimpinan dan pelatihan pembinaan kepribadian.
Studi banding (workshop) antar bidang kerja, sehingga karyawan diharapkan memiliki rasa kepedulian terhadap sesama karyawan.
3. Membuat peraturan tata cara dengan pengawasan yang baik dan memberi sanksi bagi karyawan yang tidak disiplin.
Sebagai pedoman pokok dalam usaha penanggulangan masalah kerja, Pemerintah Republik Indonesia telah mengeluarkan Undang-Undang Keselamatan Kerja pada tanggal No 1 tanggal 12 Januari 1970. Semakin tinggi tingkat keselamatan kerja dari suatu pabrik maka makin meningkat pula aktivitas kerja para karyawan. Hal ini disebabkan oleh keselamatan kerja yang sudah terjamin dan suasana kerja yang menyenangkan.
Hal-hal yang perlu dipertimbangkan dalam perancangan pabrik untuk menjamin adanya keselamatan kerja adalah sebagai berikut (Peters & Timmerhaus, 1991):
1. Penanganan dan pengangkutan bahan menggunakan manusia harus seminimal mungkin.
2. Adanya penerangan yang cukup dan sistem pertukaran udara yang baik. 3. Jarak antar mesin-mesin dan peralatan lain cukup luas.
4. Setiap ruang gerak harus aman, bersih dan tidak licin .
5. Setiap mesin dan peralatan lainnya harus dilengkapi alat pencegah kebakaran. 6. Tanda-tanda pengaman harus dipasang pada setiap tempat yang berbahaya. 7. Penyediaan fasilitas pengungsian bila terjadi kebakaran.
6.3 Keselamatan Kerja Pada Pabrik Pembuatan Kalsium Klorida dari Batu Kapur dan Asam Klorida
Dalam rancangan pabrik pembuatan kalsium klorida, usaha-usaha pencegahan terhadap bahaya-bahaya yang mungkin terjadi dilakukan sebagai berikut (Peters & Timmerhaus, 1991) :
6.3.1 Pencegahan Terhadap Kebakaran dan Peledakan
Proses produksi kalsium klorida dari batu kapur dan asam klorida menggunakan reaktor yang beroperasi pada suhu 32°C dengan menggunakan bahan bakar minyak. Bahaya yang kemungkinan timbul adalah kebakaran atau peledakan yang berasal dari reaktor. Selain itu unit penghasil uap (boiler) juga dapat menciptakan hal yang serupa apabila pengendalian tidak berjalan optimal.
Dari uraian di atas maka perlu dilakukan upaya pencegahan dan penanganan terhadap kebakaran dan ledakan sebagai berikut :
tempat yang strategis dan penting seperti laboratorium dan ruang proses.
2. Pada peralatan pabrik yang berupa tangki dibuat main hole dan hand hole yang cukup untuk pemeriksaan.
3. Sistem perlengkapan energi seperti pipa bahan bakar, saluran udara, saluran steam, dan air dibedakan warnanya dan letaknya tidak menggangu gerakan karyawan.
4. Mobil pemadam kebakaran yang ditempatkan di fire station setiap saat dalam keadaan siap siaga.
5. Penyediaan racun api yang selalu siap dengan pompa hydrant untuk jarak tertentu. Sesuai dengan peraturan yang tertulis dalam Peraturan Tenaga Kerja No. Per/02/Men/1983 tentang instalasi alarm kebakaran otomatis, yaitu :
1. Detektor Kebakaran, merupakan alat yang berfungsi untuk mendeteksi secara dini adanya suatu kebakaran awal. Alat ini terbagi atas:
a. Smoke detector adalah detector yang bekerja berdasarkan terjadinya akumulasi asap dalam jumlah tertentu.
b. Gas detector adalah detector yang bekerja berdasarkan kenaikan konsentrasi gas yang timbul akibat kebakaran ataupun gas-gas lain yang mudah terbakar. c. Alarm kebakaran, merupakan komponen dari sistem deteksi dan alarm
kebakaran yang memberikan isyarat adanya suatu kebakaran. Alarm ini berupa:
Alarm kebakaran yang memberi tanda atau isyarat berupa bunyi khusus (audible alarm).
Alarm kebakaran yang memberi tanda atau isyarat yang tertangkap oleh pandangan mata secara jelas (visible alarm).
2. Panel Indikator Kebakaran
Panel indikator kebakaran adalah suatu komponen dari sistem deteksi dan alarm kebakaran yang berfungsi mengendalikan sistem dan terletak di ruang operator.
6.3.2 Peralatan Perlindungan Diri
Upaya peningkatan keselamatan kerja bagi karyawan pada pabrik ini adalah dengan menyediakan fasilitas sesuai bidang kerjanya. Fasilitas yang diberikan adalah melengkapi karyawan dengan peralatan perlindungan diri sebagai berikut :
2. Penutup telinga. 3. Topi pengaman. 4. Sarung tangan. 5. Sepatu pengaman. 6. Pelindung mata. 7. Masker udara.
6.3.3 Keselamatan Kerja Terhadap Bahaya Listrik
Upaya peningkatan keselamatan kerja terhadap listrik adalah sebagai berikut : 1. Setiap instalasi dan alat-alat listrik harus diamankan dengan pemakaian sekering
atau pemutus arus listrik otomatis lainnya.
2. Sistem perkabelan listrik harus dirancang secara terpadu dengan tata letak pabrik untuk menjaga keselamatan dan kemudahan jika harus dilakukan perbaikan.
3. Penempatan dan pemasangan motor-motor listrik tidak boleh mengganggu lalu lintas pekerja.
4. Memasang papan tanda bahaya yang jelas pada daerah sumber tegangan tinggi. 5. Isolasi kawat hantaran listrik harus disesuaikan dengan keperluan.
6. Setiap peralatan yang menjulang tinggi harus dilengkapi dengan alat penangkal petir yang dibumikan.
7. Kabel-kabel listrik yang letaknya berdekatan dengan alat-alat yang bekerja pada suhu tinggi harus diisolasi secara khusus.
6.3.4 Pencegahan Terhadap Gangguan Kesehatan
Upaya peningkatan kesehatan karyawan dalam lapangan kerja adalah :
1. Setiap karyawan diwajibkan untuk memakai pakaian kerja selama berada di dalam lokasi pabrik.
2. Dalam menangani bahan-bahan kimia yang berbahaya, karyawan diharuskan memakai sarung tangan karet serta penutup hidung dan mulut.
3. Bahan-bahan kimia yang selama pembuatan, pengolahan, pengangkutan, penyimpanan, dan penggunaannya dapat menimbulkan ledakan, kebakaran, korosi, maupun gangguan terhadap kesehatan harus ditangani secara cermat.
6.3.5 Pencegahan Terhadap Bahaya Mekanis
Upaya pencegahan kecelakaan terhadap bahaya mekanis adalah :
1. Alat-alat dipasang dengan penahan yang cukup berat untuk mencegah kemungkinan terguling atau terjatuh.
2. Sistem ruang gerak karyawan dibuat cukup lebar dan tidak menghambat kegiatan karyawan.
3. Jalur perpipaan sebaiknya berada di atas permukaan tanah atau diletakkan pada atap lantai pertama kalau di dalam gedung atau setinggi 4,5 meter bila diluar gedung agar tidak menghalangi kendaraan yang lewat.
4. Letak alat diatur sedemikian rupa sehingga para operator dapat bekerja dengan tenang dan tidak akan menyulitkan apabila ada perbaikan atau pembongkaran.
5. Pada alat-alat yang bergerak atau berputar harus diberikan tutup pelindung untuk menghindari terjadinya kecelakaan kerja.
Untuk mencapai keselamatan kerja yang tinggi, maka ditambahkan nilai-nilai disiplin bagi para karyawan yaitu:
1. Setiap karyawan bertugas sesuai dengan pedoman-pedoman yang diberikan. 2. Setiap peraturan dan ketentuan yang ada harus dipatuhi.
3. Perlu keterampilan untuk mengatasi kecelakaan dengan menggunakan peralatan yang ada.
4. Setiap kecelakaan atau kejadian yang merugikan harus segera dilaporkan pada atasan.
5. Setiap karyawan harus saling mengingatkan perbuatan yang dapat menimbulkan bahaya.
6. Setiap kontrol secara periodik terhadap alat instalasi pabrik oleh petugas pemeliharaan (maintenance).
BAB VII
UTILITAS
Dalam suatu pabrik, utilitas merupakan unit penunjang utama dalam memperlancar jalannya proses produksi. Oleh karena itu, segala sarana dan prasarananya harus dirancang sedemikian rupa sehingga dapat menjamin kelangsungan operasi suatu pabrik.
Berdasarkan kebutuhannya, utilitas pada pabrik pembuatan kalsium klorida dari batu kapur dan asam klorida adalah sebagai berikut :
1. Kebutuhan uap (steam) 2. Kebutuhan air
3. Kebutuhan bahan kimia 4. Kebutuhan listrik 5. Kebutuhan bahan bakar 6. Kebutuhan udara pendingin 7. Unit pengolahan limbah
7.1 Kebutuhan Uap (Steam)
Uap digunakan dalam pabrik sebagai media pemanas. Kebutuhan uap pada pabrik pembuatan kalsium klorida dapat dilihat pada tabel di bawah ini.
Tabel 7.1 Kebutuhan Uap Sebagai Media Pemanas Nama alat Jumlah Uap (Kg/jam) Evaporator (FE-01) 637,310 Rotary Dryer (DE-01) 52,470
Total 689,780
Steam yang digunakan adalah superheated steam dengan temperatur 150oC tekanan 1 bar. Jumlah total steam yang dibutuhkan adalah 809,834 kg/jam. Keluaran steam berupa saturated steam akan dialirkan ke jaket pemanas sebanyak 32,756 kg/jam. Tambahan untuk faktor keamanan diambil sebesar 30%. Maka:
Diperkirakan 80% kondensat dapat digunakan kembali, sehingga : Kondensat yang digunakan kembali = 80% × 896,714 kg/jam
= 717,371 kg/jam
Kebutuhan tambahan untuk ketel uap = 20% × 896,714 kg/jam = 179,343 kg/jam
7.2 Kebutuhan Air
Dalam proses produksi, air memegang peranan penting, baik untuk kebutuhan proses maupun kebutuhan domestik. Kebutuhan air pada pabrik pembuatan kalsium klorida adalah sebagai berikut :
1. Kebutuhan air untuk ketel
Air untuk umpan ketel uap = 179,343 kg/jam 2. Kebutuhan air proses
Kebutuhan air proses pada pabrik pembuatan kalsium klorida adalah 1131,064 kg/jam yaitu yang berasal dari Tangki Pelarutan HCl (DT-01) dan Tangki Pelarutan Ca(OH)2 (DT-02). Kebutuhan air proses pada pabrik pembuatan kalsium klorida
ditunjukkan pada tabel di bawah.
Tabel 7.2 Kebutuhan Air Proses
Kebutuhan Jumlah air (kg/jam)
Tangki Pelarutan HCl (DT-01) 1481,163 Tangki Pelarutan Ca(OH)2 (DT-02) 215,434
Total 1696,5970
3. Air untuk berbagai kebutuhan Perhitungan kebutuhan air domestik:
Menurut Metcalf et.al. (1991) kebutuhan air domestik untuk tiap orang/shift adalah
40-100 liter/hari. Diambil 100 liter/hari × jam 24 hari 1 = 4,16 ≈ 4 liter/jam ρair = 1000 kg/m3 = 1 kg/liter
Jumlah karyawan = 175 orang
Perkiraan pemakaian air untuk berbagai kebutuhan ditunjukkan pada tabel berikut : Tabel 7.3 Pemakaian Air Untuk Kebutuhan Domestik
Kebutuhan Jumlah air (kg/jam)
Kantor 700
Laboratorium 200
Kantin dan tempat ibadah 150
Poliklinik 150
Total 1200
Sehingga total kebutuhan air yang memerlukan pengolahan awal adalah: = 179,343 + 1696,597+ 1200
= 3075,9398 kg/jam
Sumber air untuk pabrik pembuatan kalsium klorida ini adalah dari Sungai Kampar, Kabupaten Palalawan, Provinsi Riau dengan nilai debit sungai maksimum 2200 m3/detik dan nilai debit sungai minimum 49 m3/detik (BLH, 2011). Adapun kualitas air Sungai kampar, Riau dapat dilihat pada tabel berikut (Purwanto, 1999) :
Tabel 7.4 Kualitas Air Sungai Kampar, Riau
No Analisa Satuan Hasil
1. 2. 3. 4. 5. 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. I. FISIKA Bau Kekeruhan Rasa Warna Suhu II. KIMIA Fe2+ Pb2+ Mn2+ Ca2+ Mg2+ Cl- SO42- NO32- PO42- CO32- COD BOD TS NTU PtCo o C g/l g/l g/l g/l ppm ppm ppm ppm ppm ppm mg/l mg/l mg/l Tidak berbau 36 Tidak berasa 10 29 1,9 0,13 32 8,6 128 24 52 112 0,066 0,64 0,156 0,01 0,017
Unit Pengolahan Air
Kebutuhan air untuk pabrik kalsium klorida diperoleh dari sungai Kampar yang terletak di kawasan pabrik. Untuk menjamin kelangsungan penyediaan air, maka di lokasi pengambilan air dibangun fasilitas penampungan air (water reservoar) yang juga merupakan tempat pengolahan awal air sungai. Pengolahan ini meliputi penyaringan sampah dan kotoran yang terbawa bersama air. Selanjutnya air dipompakan ke lokasi pabrik untuk diolah dan digunakan sesuai dengan keperluannya. Pengolahan air di pabrik terdiri dari beberapa tahap, yaitu (Degremont, 1991) :
1. Screening 2. Sedimentasi 3. Klarifikasi 4. Filtrasi 5. Demineralisasi 6. Deaerasi 7.2.1 Screening
Pengendapan merupakan tahap awal dari pengolahan air. Pada screening, partikel-partikel padat yang besar akan tersaring tanpa bantuan bahan kimia. Sedangkan partikel-partikel yang lebih kecil akan terikut bersama air menuju unit pengolahan selanjutnya (Degremont, 1991).
7.2.2 Sedimentasi
Setelah air disaring pada tahap screening, di dalam air tersebut masih terdapat partikel-partikel padatan kecil yang tidak tersaring pada screening. Untuk menghilangkan padatan-padatan tersebut, maka air yang sudah disaring tadi dimasukkan ke dalam bak sedimentasi untuk mengendapkan partikel-partikel padatan yang tidak terlarut.
7.2.3 Klarifikasi
Klarifikasi merupakan proses penghilangan kekeruhan di dalam air. Air dari
screening dialirkan ke dalam clarifier setelah diinjeksikan larutan alum, Al2(SO4)3 dan
Na2CO3 sebagai koagulan tambahan yang berfungsi sebagai bahan pembantu untuk
mempercepat pengendapan dan penetralan pH. Pada bak clarifier, akan terjadi proses koagulasi dan flokulasi. Tahap ini bertujuan menyingkirkan Suspended Solid (SS) dan koloid (Degremont, 1991).
Koagulan yang biasa dipakai adalah koagulan trivalent. Reaksi hidrolisis akan terjadi menurut reaksi:
M3+ + 3H2O M(OH)3 + 3 H
Dalam hal ini, pH menjadi faktor yang penting dalam penyingkiran koloid. Dua jenis reaksi yang akan terjadi adalah (Degremont, 1991):
Al2(SO4)3 + 6 Na2CO3 + 6H2O 2Al(OH)3↓ + 12Na+ + 6HCO3- + 3SO43-
2Al2(SO4)3 + 6 Na2CO3 + 6H2O 4Al(OH)3↓ + 12Na+ + 6CO2 + 6SO4
3-Reaksi koagulasi yang terjadi :
Al2(SO4)3 + 3H2O + 3Na2CO3 2Al(OH)3 + 3Na2SO4 + 3CO2
Selain penetralan pH, soda abu juga digunakan untuk menyingkirkan kesadahan permanen menurut proses soda dingin menurut reaksi (Degremont, 1991):
CaSO4 + Na2CO3 Na2SO4 + CaCO3
CaCl4 + Na2CO3 2NaCl + CaCO3
Setelah pencampuran yang disertai pengadukan maka akan terbentuk flok-flok yang akan mengendap ke dasar clarifier karena gaya gravitasi, sedangkan air jernih akan keluar melimpah (overflow) yang selanjutnya akan masuk ke penyaring pasir (sand
filter) untuk penyaringan.
Pemakaian larutan alum umumnya hingga 50 ppm terhadap jumlah air yang akan diolah, sedangkan perbandingan pemakaian alum dan abu soda = 1 : 0,54 (Crities, 2004).
Perhitungan alum dan abu soda yang diperlukan:
Total kebutuhan air = 3075,9398 kg/jam Pemakaian larutan alum = 50 ppm
Pemakaian larutan soda abu = 0,54 × 50 = 27 ppm
Larutan alum yang dibutuhkan = 50.10-6 × 3075,9398 = 0,1975 kg/jam Larutan abu soda yang dibutuhkan = 27.10-6 × 3075,9398 = 0,1066 kg/jam
7.2.4 Filtrasi
Filtrasi dalam pemurnian air merupakan operasi yang sangat umum dengan tujuan menyingkirkan Suspended Solid (SS), termasuk partikulat BOD dalam air (Metcalf, 1991).
Material yang digunakan dalam medium filtrasi dapat bermacam-macam: pasir, antrasit (crushed anthracite coal), karbon aktif granular (Granular Carbon Active atau GAC), karbon aktif serbuk (Powdered Carbon Active atau PAC) dan batu garnet. Penggunaan yang paling umum dipakai di Afrika dan Asia adalah pasir dan gravel sebagai bahan filter utama, sebab tipe lain cukup mahal (Kawamura, 1991).
Unit filtrasi dalam pabrik pembuatan kalsium klorida menggunakan media filtrasi granular (Granular Medium Filtration) sebagai berikut:
1. Lapisan atas terdiri dari pasir hijau (green sand). Lapisan ini bertujuan memisahkan flok dan koagulan yang masih terikut bersama air. Lapisan yang digunakan setinggi 10,24 in (26,06 cm).
2. Untuk menghasilkan penyaringan yang efektif, perlu digunakan medium berpori misalnya atrasit atau marmer. Untuk beberapa pengolahan dua tahap atau tiga tahap pada pengolahan effluent pabrik, perlu menggunakan bahan dengan luar permukaan pori yang besar dan daya adsorpsi yang lebih besar, seperti Biolite, pozzuolana ataupun
Granular Active Carbon/GAC) (Degremont, 1991). Pada pabrik ini, digunakan
antrasit setinggi 5,33 in (13,55 cm).
3. Lapisan bawah menggunakan batu kerikil/gravel setinggi 2,99 in (7,59 cm) (Metcalf & Eddy, 1991).
Bagian bawah alat penyaring dilengkapi dengan strainer sebagai penahan. Selama pemakaian, daya saring sand filter akan menurun. Untuk itu diperlukan regenerasi secara berkala dengan cara pencucian balik (back washing). Dari sand filter, air dipompakan ke menara air sebelum didistribusikan untuk berbagai kebutuhan.
Untuk air domestik, laboratorium, kantin, dan tempat ibadah, serta poliklinik, dilakukan proses klorinasi, yaitu mereaksikan air dengan klor untuk membunuh kuman-kuman di dalam air. Klor yang digunakan biasanya berupa kaporit, Ca(ClO)2.
Perhitungan kebutuhan kaporit, Ca(ClO)2
Total kebutuhan air yang memerlukan proses klorinasi = 1200 kg/jam Kaporit yang digunakan direncanakan mengandung klorin 70 %
Kebutuhan klorin = 2 ppm dari berat air (Gordon, 1968) Total kebutuhan kaporit = (2.10-6 × 1200)/0,7 = 0,0034 kg/jam
7.2.5 Demineralisasi
Air untuk umpan ketel pada reaktor harus murni dan bebas dari garam-garam terlarut. Untuk itu perlu dilakukan proses demineralisasi. Alat demineralisasi dibagi atas :
a. Penukar Kation (Cation Exchanger)
Penukar kation berfungsi untuk mengikat logam-logam alkali dan mengurangi kesadahan air yang digunakan. Proses yang terjadi adalah pertukaran antara kation Ca, Mg dan kation lain yang larut dalam air dengan kation dari resin. Resin yang digunakan bertipe gel dengan merek IRR–122 (Lorch, 1981).
Reaksi yang terjadi :
2H+R + Ca2+ → Ca2+R + 2H+ 2H+R + Mg2+→ Mg2+R + 2H+ 2H+R + Mn2+ → Mn2+R + 2H+
Untuk regenerasi dipakai H2SO4 dengan reaksi :
Ca2+R + H2SO4 → CaSO4 + 2H+R
Mg2+R + H2SO4 → MgSO4 + 2H+R
Mn2+R + H2SO4 → MnSO4 + 2H+R
Perhitungan Kesadahan Kation
Air Sungai Kampar, Riau mengandung kation Fe2+, Pb+2, Mn2+, Ca2+, dan Mg2+, masing-masing 1,9 ppm, 0,13 ppm, 32 ppm, 8,6 ppm dan 128 ppm (Tabel 7.4) 1 gr/gal = 17,1 ppm
Total kesadahan kation = (1,9 + 0,13 + 32 + 8,6 + 128) ppm = 170,63 ppm /17,1
Jumlah air yang diolah = 179,343 kg/jam = 3 264,17gal/m3 kg/m 996,24 kg/jam 179,343 × = 47,556 gal/jam
Kesadahan air = 9,9748 gr/gal × 47,556 gal/jam × 24 jam/hari = 11,389 kg/hari
Perhitungan ukuran Cation Exchanger
Jumlah air yang diolah = 47,556 gal/jam = 0,7926 gal/menit Dari Tabel 12.4 Nalco (1988), diperoleh data-data berikut: - Diameter penukar kation = 2 ft
- Luas penampang penukar kation = 3,14 ft2 - Jumlah penukar kation = 1 unit
Volume resin yang diperlukan: Total kesadahan air = 11,389 kg/hari Dari Tabel 12.2 Nalco (1988), diperoleh: - Kapasitas resin = 20 kg/ft3
- Kebutuhan regenerant = 6 lb H2SO4/ft3 resin
Jadi, kebutuhan resin = 3
kg/ft 20 kg/hari 11,389 = 0,5694ft3/hari Tinggi resin = 14 , 3 0,5694 = 0,1813 ft
Tinggi minimum resin adalah 30 in = 2,5 ft (Tabel 12.4, Nalco, 1988) Sehingga volume resin yang dibutuhkan = 2,5 ft × 3,14 ft2 = 7,85 ft3
Waktu regenerasi = kg/hari 11,3887 kg/ft 20 ft 7,85 3× 3 = 13,7856 hari = 330,854 jam
Kebutuhan regenerant H2SO4 = 11,389 kg/hari × 3
3 kgr/ft 20 lb/ft 6 = 3,417 lb/hari = 0,065 kg/jam
b. Penukar Anion (Anion Exchanger)
Penukar anion berfungsi untuk menukar anion yang terdapat dalam air dengan ion hidroksida dari resin. Resin yang digunakan bermerek IRA-410. Resin ini merupakan kopolimer stirena DVB (Lorch,1981). Reaksi yang terjadi:
2ROH + SO42- → R2SO4 + 2OH
ROH + Cl- → RCl + OH
-Untuk regenerasi dipakai larutan NaOH dengan reaksi: R2SO4 + 2NaOH → Na2SO4 + 2ROH
RCl + NaOH → NaCl + ROH Perhitungan Kesadahan Anion
Air sungai Kampar, Riau mengandung Anion Cl-, SO42-, NO32-, PO43-, dan CO3
-masing-masing 24 ppm, 52 ppm, 112 ppm, 0,066 ppm, dan 0,64 ppm (Tabel 7.4). 1 gr/gal = 17,1 ppm
Total kesadahan anion = (24 + 52 + 112 + 0,066 + 0,64) ppm = 188,706 ppm / 17,1
= 11,0354 gr/gal Jumlah air yang diolah = 179,343 kg/jam
= 3 264,17gal/m3 kg/m 996,24 kg/jam 179,343 × = 47,556 gal/jam
Kesadahan air = 11,0354 gr/gal × 47,556 gal/jam × 24 jam/hari = 12,5952 kg/hari
Ukuran Anion Exchanger
Jumlah air yang diolah = 47,556 gal/jam = 0,7926 gal/menit Dari Tabel 12.4 Nalco (1988), diperoleh:
- Diameter penukar kation = 2 ft - Luas penampang penukar kation = 3,14 ft2 - Jumlah penukar kation = 1 unit
Volume resin yang diperlukan Total kesadahan air = 12,5952 kg/hari Dari Tabel 12.7 Nalco (1988), diperoleh : - Kapasitas resin = 12 kgr/ft3
- Kebutuhan regenerant = 5 lb NaOH/ft3 resin
Jadi, kebutuhan resin =
3 kgr/ft 12 kg/hari 12,5952 = 6,1614 ft3/hari Tinggi resin = 14 , 3 6,1614 = 0,3343 ft Volume resin = 0,3343 ft × 3,14 ft2 = 1,0496 ft3 Waktu regenerasi = kg/hari 12,5952 kgr/ft 12 ft 1,0496 3× 3 = 1 hari = 24 jam
Kebutuhan regenerant NaOH = 12,5952 kg/hari ×
3 3 kgr/ft 12 lb/ft 5 = 5,248 lb/hari = 0,0992 kg/jam 7.2.6 Deaerator
Deaerator berfungsi untuk memanaskan air yang keluar dari alat penukar ion
(ion exchanger) dan superheated steam bekas sebelum dikirim sebagai air umpan ketel. Pada deaerator ini, air dipanaskan hingga 90°C supaya gas-gas yang terlarut dalam air, seperti O2 dan CO2 dapat dihilangkan, sebab gas-gas tersebut dapat menyebabkan
korosi. Pemanasan dilakukan dengan menggunakan koil pemanas di dalam deaerator.
7.3 Kebutuhan Bahan Kimia
Kebutuhan bahan kimia pada pabrik pembuatan kalsium klorida adalah sebagai berikut: 1. Al2(SO4)3 = 0,1975 kg/jam 2. Na2CO3 = 0,1066 kg/jam 3. Kaporit = 0,0034 kg/jam 4. H2SO4 = 0,0646 kg/jam 5. NaOH = 0,0992 kg/jam
7.4 Kebutuhan Listrik
Perincian kebutuhan listrik diperkirakan sebagai berikut:
1. Unit Proses = 400 hp
2. Unit Utilitas = 600 hp
3. Ruang kontrol dan laboratorium = 100 hp 4. Penerangan dan kantor = 30 hp
5. Bengkel = 40 hp
6. Perumahan = 100 hp
Total kebutuhan listrik = (400 + 600 + 100 + 30 + 40 + 100) hp = 1270 hp × 0,7457 kW/hp = 947,039 kW Efisiensi generator 80%, maka
Daya output generator = 947,039 kW/0,8 = 1183,7988 kW
Sumber tenaga listrik yang dipakai untuk memenuhi kebutuhan energi listrik secara keseluruhan di pabrik, diperoleh dari PLN dan generator set (genset).
PLN
Sumber tenaga listrik dari PLN mempunyai kapasitas maksimum 1.100 KW. Tetapi dalam pelaksanaannya jumlah listrik yang dipergunakan hanya berkisar antara 200 – 300 kW. Penggunaannya hanya untuk kebutuhan kantor, tempat ibadah, kantin, laboratorium, bengkel, lampu jalan, dan lampu pabrik.
Generator Set (Genset)
Mengingat seringnya dilakukan pemadaman bergilir oleh PLN maka kebutuhan sumber listrik untuk pengoperasian listrik selain dari PLN, juga diperoleh dari
generator. Generator yang digunakan adalah jenis generator diesel AC 1500 kW, 220 –
240 V, 50 Hz, 3 phase yang mempunyai keuntungan :
Tenaga dapat dinaikkan atau diturunkan sesuai dengan kebutuhan dengan menggunakan transformator
Daya dan tenaga listrik yang dihasilkan relatif besar Tenaga listrik stabil
Kawat penghantar yang digunakan lebih sedikit
7.5 Kebutuhan Bahan Bakar
Bahan bakar yang digunakan untuk ketel uap dan pembangkit tenaga listrik (generator) adalah minyak solar karena minyak solar efisien dan mempunyai nilai bakar yang tinggi.
Keperluan Bahan Bakar Generator
Nilai bahan bakar solar = 19860 Btu/lbm (Perry, 1999)
Densitas bahan bakar solar = 0,89 kg/L Daya output generator = 1183,7988 kW
Daya generator yang dihasilkan = 1183,7988kW×(0,9478 Btu/det)/kW×3600 det/jam = 403921,0389 Btu/jam
Jumlah bahan bakar = (403921,0389 Btu/jam) / (19860 Btu/lbm × 0,45359 kg/lbm)
= 92,2532 kg/jam
Kebutuhan solar = (92,2532 kg/jam) / (0,89 kg/liter) = 103,6552 liter/jam
Keperluan Bahan Bakar Ketel Uap
steam/uap yang dihasilkan ketel uap = 698,780 kg/jam CpdT superheated steam (150°C – 99,6 o
C) = 19344,138 kJ/kg (Reklaitis, 1983) Panas yang dibutuhkan ketel
= 698,780 kg/jam x 19344,138 kJ/kg / (1,05506 kJ/Btu) = 13.270.134,524 Btu/jam
Efisiensi ketel uap = 85 %
Panas yang harus disuplai ketel = (13.270.134,524 Btu/jam) / 0,85 = 15.611.922,969 Btu/jam
Nilai bahan bakar solar = 19860 Btu/lb (Perry, 1999) Jumlah bahan bakar:
= (15.611.922,969 Btu/jam) / (19.860 Btu/lbm) × 0,45359 kg/lbm
= 356,567 kg/jam
Kebutuhan solar = (240,33675 kg/jam) / (0,89 kg/liter) = 400,637 liter/jam Total kebutuhan solar = 103,6552 liter/jam + 400,637 liter/jam
7.6 Kebutuhan udara pendingin
Udara pada suhu 30oC didinginkan di dalam unit pendinginan dengan menggunakan refrigerant gas CO2 (R744) untuk menghasilkan udara pendingin pada
suhu 5oC sebelum dialirkan ke unit proses. Adapun kebutuhan udara pendingin pada keseluruhan pabrik pembuatan kalsium klorida ditunjukkan pada tabel 7.5 berikut :
Tabel 7.5 Kebutuhan Udara Pendingin Pada Alat
Nama Alat Jumlah udara pendingin (kg/jam)
Kristalisator (K-01) 29623,820
Rotary Cooler (RC-01) 9634,887
Total 39258,707
Unit Pendinginan/Refrigeration Unit (UP)
Fungsi : mendinginkan udara dari 30oC menjadi 50C Jenis : Single stage mechanical refrigeration cycle Bahan konstruksi : carbon steel
Data :
Suhu udara masuk unit pendinginan = 30oC = 303,15K Suhu udara keluar unit pendingin = 5°C = 278,15 K Refrigerant yang dipakai : gas Amoniak (R-717)
Kondensor
Kompresor
Chiller expansion valve
Gambar 7.1 Siklus unit pendinginan
Suhu pendinginan = 10°C Tekanan pendinginan = 25 bar Suhu kondensasi = 45°C Tekanan kondensasi = 91 bar
- Kapasitas refrigerasi
Kapasitas refrigerasi = panas yang diserap chiller T rata-rata = 290,65 K = 17,5 oC
Kapasitas panas udara pada Trata-rata = 1,0216 kj/kg. K Qc = m ∫ cp dT
= 39258,707 kg/jam x 1,0216 kj/kg. K x (303,15K - 278,15 K) = 1002667,377 kJ/jam
- Laju sirkulasi refrigerant m = Qc / (H2 – H1)
pada titik 4, T =-20oC = 293,15 K
Kapasitas panas amoniak pada T = 0,179 kj/kg. K
H4 = H1 = Cp.dT = 0,179 kj/kg. K x (293,15 K - 278,15 K) = 2,688 kj/kg
oleh karena proses throttling , H4 = H1
pada titik 2, T = 10oC = 283,15 K
Kapasitas panas amoniak pada T = 0,535 kj/kg. K
H2 = Cp.dT = 0,535 kj/kg. K x (318,15K - 278,15 K) = 10,708 kj/kg massa refrigerant = Qc / (H2 – H1) = 1002667,377 kj/jam / (10,708 kj/kg – 2,688 kj/kg) = 125016,8058 kg/jam - Panas kompressor, (Qc) Qc = H2 – H1 = 10,708 kj/kg – 2,688 kj/kg = 8,0203 kj/kg = 3,448 btu/lb
Kerja kompressor, Wc = Q x m = 8,0203 kj/kg x 125016,8058 kg/jam = 1002667.377 kJ/jam = 278,519 KW efisiensi kompressor = 80%
W = 278,519 KW / 0,8 = 348,148 KW
7.7 Unit Pengolahan Limbah
Limbah dari suatu pabrik harus diolah sebelum dibuang ke badan air atau atmosfer, karena limbah tersebut mengandung bermacam-macam zat yang dapat membahayakan alam sekitar maupun manusia itu sendiri. Demi kelestarian lingkungan hidup, maka setiap pabrik harus mempunyai unit pengolahan limbah.
Pada pabrik pembuatan Kalsium Klorida menghasilkan limbah cair dan limbah gas meliputi :
1. Limbah gas
Emisi gas yang dihasilkan oleh pabrik pembuatan kalsium klorida antara lain gas karbon dioksida (CO2) yang dihasilkan dari unit reaktor asam (R-01). Jumlah gas
karbon dioksida (CO2) yang dihasilkan adalah sebesar 935,081 kg/jam. Adapun
gas karbon dioksida hasil reaksi akan dikompres dan dicairkan kemudian dialirkan ke dalam tangki penyimpanan CO2 (TU-01) dan akan dijual ke pabrik minuman,
pabrik pengawetan makanan, dan pabrik pembuatan dry ice. 2. Limbah cair hasil pencucian peralatan pabrik
Limbah ini diperkirakan mengandung kerak dan kotoran – kotoran yang melekat pada peralatan pabrik.
3. Limbah domestik
Limbah ini mengandung bahan organik sisa pencernaan yang berasal dari kamar mandi di lokasi pabrik, serta limbah dari kantin berupa limbah padat dan limbah cair.
4. Limbah laboratorium
Limbah yang berasal dari laboratorium ini mengandung bahan-bahan kimia yang digunakan untuk menganalisa mutu bahan baku yang digunakan, mutu produk yang dihasilkan, serta yang dipergunakan untuk penelitian dan pengembangan proses. Limbah laboratorium termasuk limbah B3 (Bahan Berbahaya dan Beracun) sehingga dalam penanganannya harus dikirim ke pengumpul limbah B3 sesuai dengan Peraturan Pemerintah Republik Indonesia Nomor 19 Tahun 1994 Tentang Pengelolaan Limbah Bahan Berbahaya dan Beracun. Dalam pengelolaan limbah B3 dikirim ke PPLI Cileungsi, Bogor.
Adapun tidak ada Unit Pengolahan limbah cair pada pabrik kalsium klorida ini. Alasan tidak adanya unit pengolahan limbah cair ini adalah dikarenakan :
- Limbah yang dihasilkan mengandung kalsium klorida yang merupakan bahan anorganik.
- Produk kaslium klorida merupakan serbuk kristal dengan komposisi 94% kalsium klorida, 4% air, dan persen alkalinitas maksimal 2,5% (Tradekey, 2010).
- Kalsium klorida juga merupakan senyawa garam dengan pH 7 - 7,5 (Tradekey, 2010).
- Proses pembuatan kalsium klorida ini juga telah mengalami proses penetralan sebelumnya di dalam reaktor penetral (R-02) dengan menggunakan Ca(OH)2.
- Senyawa kalsium klorida dapat mencairkan es, mengikat partikel debu di jalanan dan menjaga kelembaban pada permukaan jalan beraspal serta relatif tidak berbahaya untuk tanaman dan tanah.
- Sebagai tambahan, dari studi literature pada pabrik Tokuyama Corporation yang merupakan pabrik kalsium klorida di Jepang, tidak ada pengolahan limbah cair karena pabri kalsium klorida ini tidak menyebabkan polusi air (OECD SIDS, 2002).
TP-02 Na2CO3 PU-01 Superheated Steam SF TU-01 CE AE MA Air Domestik Al2(SO4)3 TP-01 DE KU FC FC FC FC PU-02 PU-03 PU-04 BS CL TU-02 TP-03 Kaporit Keterangan : AE = Anion Exchanger BS = Bak Sedimentasi CL = Clarifier DE = Deaerator MA = Menara Air KU = Ketel Uap PU = Pompa Utilitas SC = Screening SF = Sand Filter TP = Tangki Pelarutan TU = Tangki Utilitas Air Proses SC FC PU-05 FC PU-06 FC PU-07 PU-08 FC FC PU-09 PU-11 FC PU-10 FC FC PU-13 PU-12 FC PU-14 FC
Saturated Kondensat 99,6oC 1 bar
CE = Kation Exchanger SH = Superheater
BAB VIII
LOKASI DAN TATA LETAK PABRIK
Lokasi suatu pabrik dapat mempengaruhi kedudukan pabrik dalam persaingan. penentuan lokasi pabrik yang tepat tidak semudah yang diperkirakan, banyak faktor yang dapat mempengaruhinya. Idealnya, lokasi yang dipilih harus dapat memberikan keuntungan untuk jangka panjang dan dapat memberikan kemungkinan untuk memperluas pabrik. Lokasi pabrik yang baik akan menentukan hal-hal sebagai berikut : 1. Kemampuan untuk melayani konsumen.
2. Kemampuan untuk mendapatkan bahan mentah yang berkesinambungan dan harganya sampai di tempat relatif murah.
3. Kemudahan untuk mendapatkan tenaga karyawan.
Oleh karenanya pemilihan tempat bagi berdirinya suatu pabrik harus memperhatikan beberapa faktor yang berperan yaitu faktor utama dan faktor khusus.
8.1 Lokasi Pabrik
Penentuan lokasi pabrik sangat menentukan kemajuan dan kelangsungan dari industri, baik pada masa sekarang maupun pada masa yang akan datang, karena hal ini berpengaruh terhadap faktor produksi dan distribusi dari pabrik yang didirikan. Pemilihan yang tepat mengenai lokasi pabrik harus memberikan suatu perhitungan biaya produksi dan distribusi yang minimal serta pertimbangan sosiologi, yaitu pertimbangan dalam mempelajari sikap dan sifat masyarakat di sekitar lokasi pabrik.
Berdasarkan faktor-faktor tersebut, maka Pabrik Kalsium Klorida dari Batu Kapur dan Asam Klorida ini direncanakan berlokasi di daerah Kabupaten Pelalawan, Propinsi Riau. Kabupaten Pelalawan merupakan salah satu kota dengan banyak kegiatan baik itu di bidang perindustrian, ekonomi, dan pendidikan. Dasar pertimbangan dalam pemilihan lokasi pabrik adalah (Peters & Timmerhaus, 1991) :
1. Bahan baku
Suatu pabrik sebaiknya berada di daerah yang dekat dengan sumber bahan baku dan daerah pemasaran sehingga transportasi dapat berjalan dengan lancar. Bahan baku batu kapur direncanakan diperoleh melalui PT. Hadi Karya yang di Padang. Sedangkan bahan kimia lainnya diperoleh dari PT. Bratachem yang di Jakarta.
2. Letak dari pasar dan kondisi pemasaran
Sering dengan meningkatnya kebutukan kalsium klorida dari tahun ke tahun, maka dibutuhkan sarana transportasi yang baik. Sehingga produk kalsium klorida ini dapat diangkut ataupun dikapalkan dengan mudah ke daerah pemasaran dalam dan luar negeri. Hal ini dapat didukung dengan lokasi dari pabrik yang terdapat di kabupaten Pelalawan, Riau, yang memiliki pelabuhan terdekat yaitu pelabuhan Futong (laut Selat malaka) dan pelabuhan Buatan (Sungai Siak) yang berada di kawasan perlintasan perdagangan dan tidak begitu jauh dari negara lain seperti Singapura, Malaysia dan Batam. Selain itu, kawasan ini juga merupakan daerah industri sehingga produknya dapat dipasarkan kepada pabrik yang membutuhkannya di kawasan industri tersebut atau diekspor ke manca negara.
3. Fasilitas transportasi
Lokasi yang dipilih dalam rencana pendirian pabrik ini merupakan kawasan industri yang telah memiliki sarana pelabuhan dan pengangkutan darat sehingga pembelian bahan baku dan pelemparan produk dapat dilakukan melalui jalan darat maupun laut.
4. Kebutuhan tenaga listrik dan bahan bakar
Dalam pendirian suatu pabrik, tenaga listrik dan bahan bakar adalah faktor penunjang yang paling penting. Pembangkit listrik utama untuk pabrik adalah menggunakan generator diesel yang bahan bakarnya diperoleh dari PT Pertamina, Riau. Selain itu, kebutuhan tenaga listrik juga dapat diperoleh dari Perusahaan Listrik Negara (PLN) wilayah Pangkalan Kerinci-Riau yaitu Riau Power.
5. Kebutuhan air
Air merupakan kebutuhan penting bagi suatu pabrik industri kimia, baik ituuntuk keperluan proses maupun untuk keperluan lainnya. Berdasarkan monograf daerah Riau yang menyebutkan bahwa di daerah ini terdapat sungai Kampar, dimana diantaranya dekat dengan lokasi pabrik. Kebutuhan air ini berguna untuk proses, sarana utilitas, dan keperluan domestik.
6. Tenaga kerja
Tenaga kerja merupakan modal untuk pendirian suatu pabrik. Dengan didirikannya pabrik di Kabupaten Pelalawan ini diharapkan akan dapat menyerap tenaga kerja potensial yang cukup banyak terdapat didaerah tersebut. Tenaga kerja
pada daerah ini tersediah tenaga kerja terdidik maupun tidak terdidik serta tenaga kerja yang terlatih maupun tidak terlatih. Tenaga kerja untuk pabrik ini direkrut dari: - Perguruan tinggi lokal, masyarakat sekitar dan perguruan tinggi lainnya.
- Tenaga ahli yang berasal dari daerah sekitar dan luar daerah. 7. Harga tanah dan bangunan
Secara geografis, kabupaten Pelalawan meliputi wilayah teritorial dengan luas 12.404,14 km² dengan populasi penduduk kabupaten Pelalawan berjumlah 253.308 jiwa dengan rata-rata kepadatan penduduk 20,42 jiwa/km². Sehingga tanah yang tersedia untuk lokasi pabrik masih cukup luas, biaya tanah bangunan untuk pendirian pabrik relatif terjangkau yaitu sekitar Rp.250.000,00/m2 (Pemerintahan Provinsi Riau, 2011).
8. Kemungkinan perluasan dan ekspansi
Ekspansi pabrik dimungkinkan karena tanah yang tersedia cukup luas dan disekeliling pabrik belum banyak berdiri pabrik serta tidak mengganggu pemukiman penduduk.
9. Kondisi iklim dan cuaca
Seperti kebanyakan daerah lain di Indonesia, maka kondisi cuaca dan iklim di sekitar lokasi pabrik relatif stabil. Untuk daerah ini belum pernah terjadi bencana alam yang berarti sehingga memungkinkan pabrik berjalan dengan lancar. Temperatur udara tidak pernah mengalami penurunan maupun kenaikan yang cukup tajam dimana berkisar antara 22º C sampai 32º C dan kelembaban udara dengan rata-rata 80-88% dan curah hujan rata-rata 2.598 m²/tahun dan tekanan udara berkisar pada 760 mmHg dan kecepatan udaranya sedang (Pemerintahan Provinsi Riau, 2009).
10. Masyarakat di sekitar pabrik
Sikap masyarakat diperkirakan akan mendukung pendirian pabrik kalsium klorida ini karena selain akan menyediakan lapangan kerja bagi mereka, pabrik kalsium klorida ini ramah lingkungan, karena limbah yang dihasilkan tidak berbahaya dan diperkirakan tidak akan mengganggu keselamatan dan keamanan masyarakat di sekitarnya.
11. Perumahan
Mengingat di daerah lokasi pabrik merupakan daerah padat industri, maka direncanakan untuk mendirikan fasilitas perumahan karyawan (mess) beserta lapangan olah raga (terbuka maupun tertutup) di sekitarnya sebagai salah satu daya tarik bagi karyawan yang akan bekerja di pabrik. Hal ini tentu akan meningkatkan biaya investasi perusahaan.
8.2 Tata Letak Pabrik
Tata letak pabrik adalah suatu perencanaan dan pengintegrasian aliran dari komponen-komponen produksi suatu pabrik, sehingga diperoleh suatu hubungan yang efisien dan efektif antara operator, peralatan dan gerakan material dari bahan baku menjadi produk. Tata letak suatu pabrik memainkan peranan yang penting dalam menentukan biaya konstruksi, biaya produksi, serta efisiensi dan keselamatan kerja. Oleh karena itu tata letak pabrik harus disusun secara cermat untuk menghindari kesulitan di kemudian hari.
Suatu rancangan tata letak pabrik yang rasional mencakup penyusunan area proses, storage (persediaan) dan area pemindahan/area alternatif (area handling) pada posisi yang efisien dan dengan melihat faktor-faktor sebagai berikut :
1. Urutan proses produksi dan kemudahan/aksebilitas operasi, jika suatu produk perlu diolah lebih lanjut maka pada unit berikutnya disusun berurutan sehingga sistem perpipaan dan penyusunan letak pompa lebih sederhana.
2. Pengembangan lokasi baru atau penambahan/perluasan lokasi yang telah ada sebelumnya.
3. Distribusi ekonomis dari fasilitas logistik (bahan baku dan bahan pelengkap), fasilitas utilitas (pengadaan air, steam, tenaga listrik dan bahan bakar), bengkel untuk pemeliharaan / perbaikan alat serta peralatan pendukung lainnya.
4. Bangunan, menyangkut luas bangunan, kondisi bangunan dan konstruksinya yang memenuhi syarat.
5. Pertimbangan kesehatan, keamanan dan keselamatan seperti kemungkinan kebakaran/peledakan.
7. Alat-alat yang dibersihkan/dilepas pada saat shut down harus disediakan ruang yang cukup sehingga tidak mengganggu peralatan lainya.
8. Pemeliharaan dan perbaikan.
9. Fleksibilitas, dalam perencanaan tata letak pabrik harus dipertimbangkan kemungkinan perubahan dari proses/mesin, sehingga perubahan-perubahan yang dilakukan tidak memerlukan biaya yang tinggi.
10. Service area, seperti kantin, tempat parkir, ruang ibadah, dan sebagainya diatur sedemikian rupa sehingga tidak terlalu jauh dari tempat kerja.
Jadi penyusunan tata letak peralatan proses, tata letak bangunan dan lain-lain akan berpengaruh secara langsung pada industri modal, biaya produksi, efisiensi kerja dan keselamatan kerja.
Pengaturan tata letak pabrik yang baik akan memberikan beberapa keuntungan, seperti (Peters & Timmerhaus, 1991) :
1. Mengurangi jarak transportasi bahan baku dan produksi, sehingga mengurangi material handling.
2. Memberikan ruang gerak yang lebih leluasa sehingga mempermudah perbaikan mesin dan peralatan yang rusak atau di-blowdown.
3. Mengurangi ongkos produksi. 4. Meningkatkan keselamatan kerja. 5. Mengurangi kerja seminimum mungkin.
8.3 Perincian Luas Tanah
Luas tanah yang digunakan sebagai tempat berdirinya pabrik diuraikan dalam Tabel 8.1 berikut ini :
Tabel 8.1 Perincian Luas Tanah
No Nama Bangunan Luas (m2)
1 Pos Keamanan 50
2 Parkir 200
3a Taman 50
3b Taman 150
3c Taman 600
4 Areal Bahan Baku 400
5 Ruang Kontrol 100 6 Areal Proses 2300 7 Areal Produk 400 8 Perkantoran 300 9 Laboratorium 100 10 Poliklinik 50 11 Kantin 100 12 Ruang Ibadah 50 13 Gudang Peralatan 200 14 Bengkel 75 15 Perpustakaan 75
16 Unit Pemadam Kebakaran 100
17 Unit Pengolahan Air 1200
18 Unit Pengolahan Udara Pendingin 450
19 Unit Pembangkit Uap 450
20 Pembangkit Listrik 300
21 Pengolahan Limbah 1500
22a Area Perluasan 700
22b Area Perluasan 300
23 Perumahan Karyawan 1200
24 Jalan 800
Luas areal antara bangunan diperkirakan 10 % dari luas total = 1220 m2 Sehingga luas areal seluruhnya adalah = 12200 + 1220 = 13420 m2
Jadi, direncanakan pengadaan tanah untuk pembangunan pabrik pembuatan Kalsium Klorida ini sekitar 13420 m2. Susunan areal bagian pabrik Kalsium Klorida seperti yang tertera pada Tabel 8.1 dapat dilihat pada gambar 8.1.