ANALISIS EFISIENSI POLA TATA LETAK DI RUANG
PRODUKSI PADA PERUSAHAAN PENGALENGAN IKAN
SKRIPSI
KARTINI 1522060058
PROGRAM STUDI AGROINDUSTRI D-IV JURUSAN TEKNOLOGI PENGOLAHAN HASIL PERIKANAN
POLITEKNIK PERTANIAN NEGERI PANGKEP
2019
SURAT PERNYATAAN
Dengan ini saya menyatakan bahwa skripsi yang berjudul “Analisis Efisiensi Pola Tata Letak di Ruang Produksi Pada Perusahaan Pengalengan Ikan”
adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal dari karya yang telah diterbitkan dari penulis lain telah dituliskan dalam teks dan dicantumkan dalam daftar pustaka.
Dengan ini saya menyatakan hak cipta dari skripsi saya kepada Politeknik Pertanian Negeri Pangkep.
Pangkep, 05 Agustus 2019 Yang menyatakan
Kartini
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa karena berkat dan rahmat-Nyalah sehingga penulis dapat menyelesaikan tulisannya dengan baik dan tepat pada waktu yang telah ditentukan. Laporan Tugas Akhir ini disusun sebagai salah satu persyaratan untuk menyelesaikan studi pada Program Studi Agroindustri Politeknik Pertanian Negeri Pangkep.
Dalam penulisan Laporan Tugas Akhir, penulis mengalami banyak kesulitan. Akan tetapi atas bantuan, doa dan dukungan dari keluarga, sahabat dan kerabat sehingga penulis dapat menyelesaikan Laporan Tugas Akhir ini. Pada kesempatan ini penulis mengucapkan terima kasih yang sebesar-besarnya kepada kedua orang tua yakni Ayahanda Barung Tandi dan Ibunda Mariani yang selalu memberikan dukungan selama menempuh pendidikan, kakak dan adik-adik saya yang senantiasa mendoakana saya, dan juga penulis mengucapkan banyak terima kasih kepada bapak Ilham Ahmad,ST., M.T selaku pembimbing pertama dan kepada bapak Dr. Ir. Zaimar, M.T selaku pembimbing kedua yang telah membimbing saya dalam penyusunan laporan ini. Penulis juga mengucapkan terima kasih kepada :
1. Bapak Dr. Ir. Darmawan, MP selaku Direktur Politeknik Pertanian Negeri Pangkep,
2. Bapak Dr. A. Ridwan Makkulawu,ST., M.Si selaku Ketua Jurusan Teknologi Pengolahan Hasil Perikanan,
3. Ibu Zulfitriany Dwiyanti Mustaka, SP., MP selaku Ketua Program Studi Agroindustri,
4. Bapak Eko Setyadi, ST selaku pembimbing lapangan yang telah banyak memberikan bantuan selama penulis berada di lokasi penelitian,
5. Bapak/Ibu Dosen serta pegawai dan teknisi Program Studi Agroindustri, 6. Sahabat-sahabat saya (sukma,tolan,lia,muni’,mira,lilis) dan masih banyak
lagi yang selalu menemani saya dalam suka dan duka.
7. Keluarga besar PERMAKRISTANI-NP yang selama ini menjadi keluarga kedua saya selama menempuh pendidikan disini khususnya untuk PMK 28.
8. Seluruh rekan-rekan mahasiswa Program Studi Agroindustri
Penulis juga menyadarari dalam penulisan skripsi ini masih jauh dari kesempurnaan, oleh karena itu kritik dan saran dari semua pihak sangat diharapkan dan semoga dapat bermanfaat bagi pembaca.
Pangkep,05 Agustus 2019
Penulis
DAFTAR ISI
Halaman
HALAMAN JUDUL.. ... i
HALAMAN PENGESAHAN ... ii
HALAMAN PERSETUJUAN PENGUJI... iii
SURAT PERNYATAAN... iv
ABSTRACT ... v
ABSTRAK ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
I PENDAHULUAN 1.1. Latar Belakang ... 1
1.2. Rumusan Masalah ... 1
1.3. Tujuan Penelitian.. ... 2
1.4. Manfaat Penelitian ... 2
II TINJAUAN PUSTAKA 2.1. Pengalengan Ikan ... 3
2.2. Definisi Tata Letak Pabrik ... 4
2.3. Prinsip-Prinsip Dasar Dalam Perencanaan Tata Letak ... 6
2.4. Analisis Kebutuhan Tenaga Kerja ... 11
2.5. Efisiensi Kerja ... 12
2.6. OPC, ARD, ARC ... 13
2.6.1 Operation Process Chart (OPC).. ... 13
2.6.2 Activity Relationship Diagram (ARD) ... 15
2.6.3 Activity Relationship Chart (ARC).. ... 15
2.7. Sarana dan Prasarana... 16
III METODOLOGI 3.1. Waktu dan Tempat Penelitian ... 20
3.2. Metode Penelitian... 20
3.2.1 Jenis Sumber Data ... 21
3.2.2 Teknik Pengolahan Data ... 21
3.3. Metode Analisis Data ... 22
IV HASIL DAN PEMBAHASAN 4.1. Pola Tata Letak Fasilitas Ruang Produksi Pengalengan Ikan ... 25
4.2. Peta Proses Operasi (Operation Process Chart) ... 27
4.2.1. Activity Relationship Diagram (ARD) ... 29
4.2.2. Activity Relationship Chart (ARC) ... 30
4.3. Analisis Data ... 31
V PENUTUP 5.1. Kesimpulan ... 37
5.2. Saran ... 37
DAFTAR PUSTAKA ... 38
LAMPIRAN ... 39
RIWAYAT HIDUP ... 50
DAFTAR TABEL
Halaman
Tabel 2.1. Simbol-Simbol Operation Process Chart ... 15
Tabel 2.2. Sandi Alasan Keterkaitan Antar Departemen ... 16
Tabel 4.1. Urutan Pekerjaan dan Hubungan Antar Pekerjaan ... 32
Tabel 4.2. Hasil Analisis Data ... 32
Tabel 4.3. Tingkat Efisiensi Penggunaan Tenaga Kerja ... 34
DAFTAR GAMBAR
Halaman
Gambar 2.1 Ikan Kaleng ... 3
Gambar 2.2 Pola Straight Line ... 9
Gambar 2.3 Serpentine (Pola Aliran Zig-Zag) ... 10
Gambar 2.4 U-Shape (Pola Aliran Bentuk U) ... 10
Gambar 2.5 Pola Circular (Pola Aliran Melingkar).. ... 10
Gambar 2.6 Odd-Angle ... 11
Gambar 4.1 Desain Pola Tata Letak Ruang Produksi PT.Maya Food Industries.. ... 25
Gambar 4.2 Desain Layout Produk Berdasarkan Jumlah Stasiun Kerja ... 26
Gambar 4.3 Peta Proses Operasi PT.Maya Food Industries.. ... 27
Gambar 4.4 Activity Relationship Diagram PT Maya Food Industries 29 Gambar 4.4 Activity Relationship Chart PT Maya Food Industries.. 30
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Perhitungan Hasil Analisis Data ... 40
Lampiran 2. Perhitungan Efisiensi Penggunaan Tenaga Kerja ... 43
Lampiran 3. Layout Bangunan PT. Maya Food Industries ... 45
Lampiran 4. Fasilitas Produksi.. ... 46
Lampiran 5. Denah Lokasi ... 49
ABSTRACT
Kartini (15 22 060 058). Efficiency Analysis of Layout Patterns of Production Room in Fish Canning Companies. Under the guidance of Ilham Ahmad and Zaimar.
Good plant layout planning will determine the effectiveness and efficiency of production activities as well as maintaining the survival or success of the company.The layout of the plant is a facility design, analyze, form concepts, and realize the system of making goods or services. The purpose of this study is to analyze the efficiency of the layout pattern in the production room in a fish canning company. The research method used is quantitative descriptive method and data analysis method used is layout analysis method.
The type of layout that is applied in the production process at PT Maya Food Industries which is continuous is the product layout, with a cycle time needed 110 minutes to produce an actual output capacity that is greater than the standard output capacity, standard capacity = 4 tons / day / machine, actual capacity = 4.4 tons / day / machine. The layout design of PT Maya Food Industries is an efficient line, because the worker's idle hours for the required cycle time 110 is 5.2 minutes less than the worker's idle hours for a maximum time cycle of 120 which is 8 minutes. The number of work stations used there are 5 work stations.
Keywords: Layout, efficiency, canning.
ABSTRAK
Kartini (15 22 060 058). Analisis Efisiensi Pola Tata Letak Diruang Produksi Pada Perusahaan Pengalengan Ikan. Dibawah bimbingan Ilham Ahmad dan Zaimar.
Perencanaan tata letak pabrik yang baik akan menentukan efektifitas dan efisiensi kegiatan produksi serta menjaga kelangsungan hidup atau keberhasilan perusahaan. Tata letak pabrik adalah suatu rancangan fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa.Tujuan dari penelitian ini yaitu menganalisis efisiensi pola tata letak diruang produksi pada perusahaan pengalengan ikan. Metode Penelitian yang digunakan untuk yaitu metode deskriptif kuantitatif dan metode analisis data yang digunakan yaitu metode analisis layout.
Jenis layout yang diterapkan dalam proses produksi di PT Maya Food Industries yang terus-menerus adalah layout produk, dengan siklus waktu yang dibutuhkan 110 menit menghasilkan kapasitas output sesungguhnya yang lebih besar dari pada kapasitas output standar, kapasitas standar = 4 ton/hari/mesin, kapasitas sesungguhnya = 4.4 ton/hari/mesin. Desain layout PT Maya Food Industries merupakan garis yang efisien, karena jam menganggur pekerja untuk siklus waktu yang dibutuhkan 110 yaitu 5.2 menit lebih kecil dari jam menganggur pekerja untuk siklus waktu maksimum 120 yaitu 8 menit. Jumlah stasiun kerja yang digunakan terdapat 5 stasiun kerja.
Kata Kunci : Tata letak, efisiensi, pengalengan.
I. PENDAHULUAN
1.1 Latar Belakang
Dalam dunia usaha kini persaingan semakin ketat, baik bagi perusahaan yang bergerak dalam bidang manufaktur maupun jasa, sehingga setiap usaha dituntut untuk menjalankan kegiatan usaha secara efektif dan efisien. Bagi perusahaan jenis apapun, tentunya menyadari bahwa kelangsungan hidup perusahaan lebih penting daripada laba yang diperoleh dalam jumlah besar, meskipun perusahaan memerlukan keuntungan yang cukup untuk dapat terus bertahan. Selanjutnya untuk mendapatkan keuntungan tersebut, produk yang dihasilkan oleh perusahaan harus dapat memenuhi kebutuhan dan keinginan serta kepuasan pelanggan.
Seringkali, masalah yang akan muncul dan perlu untuk dipertimbangkan adalah lokasi dimana perusahaan tersebut berdiri dan letak dari departemen- departemen dari perusahaan tersebut. Hal tersebut sangat penting, karena tidak hanya berpengaruh pada komponen internal perusahaan, tetapi juga berpengaruh terhadap komponen eksternalnya. Oleh karena itu, untuk kelancaran aktivitas dan efisiensi dari perusahaan maka perlu dilakukan perencanaan tata letak yang tepat.
Perencanaan tata letak pabrik yang baik akan menentukan efektifitas dan efisiensi kegiatan produksi serta menjaga kelangsungan hidup atau keberhasilan perusahaan. Tata letak yang efektif dapat membantu organisasi mencapai sebuah strategi yang menunjang differensiasi, biaya rendah dan respon yang cepat (Heizer dan Render,2009). Tata letak dapat diartikan sebagai penyusunan yang teratur dan efisien semua fasilitas pabrik dan buruh (personnel) yang ada di dalam pabrik (Assauri,2008).
Ikan merupakan produk hasil laut yang tergolong dalam produk yang sangat mudah mengalami kerusakan (perishable food) dan cepat membusuk.
Salah satu cara mengawetkan bahan pangan adalah dengan pengalengan atau mengalengkan makanan. Pengalengan adalah salah satu cara pengawetan dengan menggunakan suhu tinggi (110oC-120 oC). Suhu tinggi tersebut untuk mematikan semua mikroorganisme dalam hal ini bakteri pembusuk dan bakteri patogen.
1.1 Rumusan Masalah
Rumusan masalah dalam penelitian ini adalah bagaimana menganalisis efisiensi pola tata letak di ruang produksi pada perusahaan pengalengan ikan ? 1.2 Tujuan Penelitian
Tujuan penelitian ini yaitu untuk menganalisis efisiensi pola tata letak diruang produksi pada perusahaan pengalengan ikan.
1.3 Manfaat Penelitian
Dalam penelitian ini diharapakan bisa memberikan manfaat yaitu : 1. Menambah wawasan mahasiswa mengenai tata letak pabrik
2. Mengetahui efisiensi kerja pada perusahaan pengalengan ikan
3. Mengetahui tingkat efisiensi setiap stasiun kerja yang ada diperusahan
II. TINJAUAN PUSTAKA
2.1 Pengalengan Ikan
Ikan segar merupakan salah satu komoditi yang mudah mengalami kerusakan (high perishable food). Kerusakan ini dapat disebabkan oleh proses biokimiawi maupun oleh aktivitas mikribiologi. Kandungan air hasil perikanan pada umumnya tinggi mencapai 56,79% sehingga sangat memungkinkan terjadinya reaksi-reaksi biokimiawi oleh enzim yang berlangsung pada tubuh ikan segar. Sementara itu, kerusakan secara mikrobiologis disebabkan karena aktivitas mikroorganisme terutama bakteri. Kandungan protein yang cukup tinggi pada ikan menyebabkan ikan mudah rusak bila tidak segera dilakukan pengolahan dan pengawetan. Pengawetan bertujuan untuk memperpanjang masa simpan bahan pangan tersebut. Salah satu usaha untuk meningkatkan daya simpan dan daya awet pada produk ikan adalah dengan pengalengan ikan (Winarno, 1980).
Moeljanto, et. al. (1978) dalam Widodo (2001), mengatakan bahwa banyak hal yang harus diperhatikan untuk menjaga mutu ikan kaleng. Mutu ikan kaleng tergantung pada kesegaran bahan mentah, cara pengalengan, peralatan, dan kecakapan serta pengetahuan pelaksana-pelaksana teknis, sanitasi dan hygiene pabrik dan lingkungannya. Kesegarn bahan mentah sangat penting dalam industri perikanan. Kesegaran adalah tolak ukur untuk membedakan ikan yang jelek dan bagus kualitasnya. Berdasarkan kesegarannya, ikan dapat digolongkan menjadi empat kelas mutu, yaitu ikan dengan kesegaran baik sekali (prima), kesegaran masih baik, kesegarannya mulai mundur (sedang), dan ikan yang sudah tidak segar lagi.
Gambar 2.1 Ikan Kaleng
2.2 Definisi Tata Letak Pabrik
Tata letak pabrik adalah suatu rancangan fasilitas, menganalisis, membentuk konsep, dan mewujudkan sistem pembuatan barang atau jasa.
Rancangan ini pada umumnya digambarkan sebagai rancangan lantai, yaitu satu susunan fasilitas fisik (perlengkapan, tanah, bangunan, dan sarana lain) untuk mengoptimalkan hubungan antara petugas pelaksana, aliran barang, aliran informasi, dan tata cara yang diperlukan untuk mencapai tujuan usaha secara ekonomis dan aman (Apple, tahun 1990). Tata letak pabrik juga merupakan salah satu bagian terbesar dari suatu studi perancangan fasilitas (Facilities design).
Facilities design sendiri terdiri dari pelokasian pabrik (plant location) dan perancangan gedung (building design) dimana sebagaimana diketahui bahwa antara tata letak pabrik (plant layout) dengan penanganan material (material handling) saling berkaitan erat. Penyusunan tata letak yang baik dapat memperlihatkan suatu penyusunan daerah kerja yang paling ekonomis untuk dijalankan, disamping itu akan menjamin keamanan dan kepuasan kerja dari pegawai. Prestasi kerja dapat meningkat bila penyusun tata letak pabrik dilakukan dengan baik dan aktif.
Assauri (2008) menyebutkan bahwa preoses produksi adalah cara, metode dan tehnik untuk menciptakan atau menambahakan kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber (tenaaga kerja, mesin, bahan-bahan, dana) yang ada. Fasilitas adalah sarana pendukung dalam aktifitas perusahaan berbentuk fisik dan digunakan dalam kegiataan normal perusahaan, memiliki jangka waktu kegunaan yang relatif permanen dan memberikan manfaat untuk masa yang akan datang.
Tata letak (layout) fasilitas pabrik dan area kerja merupakan masalah yang sering dijumpai bahkan tidak dapat dihindari dalam dunia industri meskipun untuk lingkup kecil dan sederhana. Tata letak yang baik akan dapat meminimimkan biaya produksi dan meningkatkan efisiensi dalam pengaturan segala fasilitas produksi dan area kerja. Layout ruang proses dalam pengalengan ikan sardine adalah penerimaan bahan baku, penyimpanan di cold storage, proses thawing, penyiangan, pemotongan kepala, pencucian, pengisian kaleng, pemasakan awal
(precooking), pengisian medium, penutupan kaleng, pencucuian kaleng, pendinginan, sterilisasi, pendinginan, pemberian label dan kode, packing, penyimpanan dan pengiriman. Dari tahapan awal hingga akhir bahan baku berjalan membentuk garis lurus, jika dilihat dari jarak perpindahan bahan juga tidak terlalu jauh dan juga lebih banyak menggunakan mekanikal dalam perpindahan bahan yang akan diproduksi. Mesin-mesin produksi juga memiliki fungsi khusus sehingga diharapakan akan menghasilkan jumlah produk yang sama. Terkadang satu pekerja juga menangani lebih dari satu mesin contohnya pada sterilisasi, setiap operator menangani dua mesin retort.
Fasilitas bangunan dibagi menjadi empat bagian utama yaitu kantor, ruang pengolahan, gudang, dan bangunan penunjang lainnya.
1) Kantor
Kantor digunakan untuk melakukan segala kegiatan yang berhubungan dengan administrasi. Kantor utama ditempati oleh pimpinan perusahaan dan staf kantor. Kantor untuk kepala bagian divisi terletak dilokasi masing-masing tempanta bertugas.
2) Ruang Produksi
Ruang produksi menggunakan pola aliran Straight Line atau pola aliran garis lurus yang relatif sederhana.
3) Gudang
Gudang berfungsi untuk menyimpan bahan pembantu, maupun produk ikan kaleng sehinnga siap untuk dipasarkan.
4) Bangunan Penunjang
Bangunan penunjang terdiri dari mushollah, WC, kantin, koperasi, tempat parkir, bengkel, dan laboratorium. Bengkel digunakan untuk memperbaiki dan merawat mesin pengolahan yang mengalami kerusakan, terutama alat-alat yang dapat dipindahkan. Untuk kelengkapan fasilitas pengawasan mutu dibangun pula laboratorium yang letaknya dikantor Unit Pengolahan Ikan Kaleng. Serta boiler yang merupakan sumber penghasil uap panas yang banyak digunakan pada proses pengalengan khususnya sterilisasi.
Lebih spesifik lagi tata letak yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem produksi, antara lain sebagai berikut : (Sritomo, 2000)
1. Menaikan Output Produksi
Tata letak yang baik akan memberikan keluaran (output) yang lebih besar dengan ongkos yang sama atau lebih sedikit, waktu kerja (man-hours) operator yang lebih kecil, dan mengurangi jam kerja mesin (machinehours).
2. Mengurangi Waktu Tunggu (Delay)
Mengatur keseimbangan antara waktu operasi produksi dan beban dari masing-masing departemen atau mesin. Dengan pengaturan yang baik maka dapat mengurangi waktu tunggu (delay) yang berlebihan
3. Mengurangi Proses Pemindahan Bahan (Material Handling)
Pada sebagian besar proses produksi, bahan baku akan lebih sering dipindahkan dibandingkan dengan dua elemen dasar produksi lainnya. Dengan mengingat hal itu maka dalam merencanakan tata letak harus menekankan desainnya pada usaha-usaha meminimalkan aktivitas pemindahan bahan pada saat proses produksi berlangsung.
4. Penghematan Penggunaan Areal Untuk Produksi, Gudang Dan Service
Suatu perencanaan tata letak yang baik akan mencoba mengatasi segala pemborosan pemakaian ruangan dan berusaha untuk mengoreksinya.
2.3 Prinsip-Prinsip Dasar dalam Perencanaan Tata Letak
Adapun prinsip-prinsip penyusunan tata letak fasilitas pabrik menurut Yamit dalam Ramadhan (2012) menyebutkan bahwa berdasarkan tujuan dan manfaat yang diperoleh dalam pengaturan tata letak fasilitas pabrik yang baik, dapat disimpulkan prinsip dasar dalam menyusun tata letak fasilitas pabrik adalah sebagai berikut :
1) Prinsip integrasi secara total. Prinsip ini menyatakan bahwa tata letak fasilitas pabrik dilakukan secara terintegrasi dari semua faktor yang mempengaruhi proses produksi menjadi satu unit organisasi yang besar.
2) Prinsip jarak perpindahan barang paling minimum.
Waktu perpindahan bahan dari satu proses ke proses lainya dalam satu industri dapat dihemat dengan cara mengurangi jarak perpindahan tersebut seminimum mungkin.
3) Memperlancar aliran kerja.
Material diusahakan bergerak terus tanpa adanya interupsi atau gangguan skedul kerja.
4) Prinsip kepuasan dan keselamatan kerja.
Suatu layout dikatakan baik apabila pada akhirnya mampu memberikan keselamatan dan keamanan dari orang yang bekerja didalamnya.
5) Prinsip fleksibilitas.
Fleksibel untuk diadakan penyesuaian atau pengaturan kembali (relayout) maupun layout yang baru dapat dibuat dengan cepat dan murah.
Secara singkat langkah-langkah yang diperlukan dalam perencanaan layout pabrik tersebut dapat diuraikan sebagai berikut :
1) Analisis Produk
Adalah aktivitas untuk menganalisis macam dari jumlah produk yang harus dibuat. Dalam langkah ini analisis akan didasarkan pada pertimbangan kelayakan teknis dan ekonomis.
2) Analisa Proses
Adalah langkah untuk menganalisis macam dan urutan proses pengajuan produksi/komponen yang telah ditetapkan untuk dibuat. Dalam langkah ini akan pula dipilih alternatif-alternatif proses dan macam mesin atau peralatan produksi lainnya yang paling efektif dan efesien diaplikasikan.
3) Segi dan Analisis Pasar
Merupakan langkah penting dalam rangka mengidentifikasikan macam dan jumlah produk yang dibutuhkan. Informasi tentang volume produk akan sangat penting dalam rangka menetapkan kapasitas produksi, yang pada gilirannya akan memberi keputusan tentang banyaknya mesin dan fasilitas produksi lainnya yang harus dipasang dan diatur tata letaknya.
4) Analisis Macam dan Jumlah Mesin / Equipment dan Luas Area yang Dibutuhkan
Kegiatan analisis ini merupakan kelanjutan dari langkah-langkah sebelumnya. Dengan memperhatikan volume produk yang harus dibuat, waktu standar untuk menghasilkan satu unit produk, jam kerja dan efesiensi mesin, maka jumlah mesin termasuk juga operator yang diperlukan dapat dikalkulasi.
Selanjutnya luas area dari stasiun kerja (work station) dapat dipasang.
Menurut Pangestu Subagyo (2000), layout dibagi menjadi empat macam yaitu layout fungsional, layout garis, layout kelompok, dan layout dengan posisi tetap.
1. Tata Letak Garis (Product Layout)
Layout garis sering juga disebut Product Layout. Artinya pengaturan tata letak mesin atau fasilitas produksi dalam suatu kelompok yang berdasarkan atas urutan-urutan proses produksi dalam membuat suatu barang. Barang yang dikerjakan setiap hari selalu sama dan arus barang yang dikerjakan juga selalu sama seolah-olah menyerupai harus lurus (meskipun tidak selalu garis lurus) sehingga dikatakan sebagai layout produk karena pada zaman dahulu setiap produk memiliki layout tersendiri, yang tidak dapat digunakan untuk mengerjakan produk lain.
2. Tata Letak Fungsional (Process Layout)
Layout fungsional ini disebut juga dengan Process Layout. Artinya adalah pengaturan tata letak fasilitas produksi di dalam pabrik didasarkan atau fungsi bekerjanya setiap mesin atau fasilitas produksi yang ada. Mesin atau fasilitas yang memiliki kegunaan sama dikelompokkan dan diletakkan pada ruangan atau tempat yang sama. Cara membuat setiap barang selalu berbeda-beda, sehingga meletakkan mesin-mesinnya tidak berdasarkan urutan pembuatan suatu macam barang. Dalam layout ini, arus barang selalu berubah-ubah. Hal ini tergantung kepada kebutuhan mesin apa yang digunakan untuk membuat suatu barang.
3. Tata Letak Kelompok (Group Layout)
Layout kelompok atau group layout adalah suatu pengaturan tata letak fasilitas suatu pabrik berdasarkan atas kelompok barang yang dikerjakan.
Biasanya pabrik yang menggunakan layout kelompok memiliki produk yang bermacam-macam, tetapi garis besar urutan prosesnya dapat dibagi dalam beberapa kelompok yang sama. Untuk setiap kelompok dibuatkan layout tersendiri.
4. Tata Letak Dengan Posisi Tetap (Fixed Position Layout)
Layout posisi tetap sering juga disebut dengan layout by fixed material atau fixed layout. Pengertian layout semacam ini adalah pengaturan fasilitas produksi dalam membuat barang letak barang yang tetap atau tidak dipindah- pindah. Dalam tata letak posisi tetap, produk yang dikerjakan tetap berada diposisinya di suatu tempat pengerjaan yang dipilih/ditentukan. Alat-alat dan perlengkapan bahan serta para pekerja, baik tenaga terampil maupun tenaga ahli dibawa ke tempat pengerjaan produk.
Dalam proses produksi terdapat beberapa pola aliran bahan atau material antara lain (James M. Apple, 1990) :
1. Straight Line ( Pola Aliran Garis Lurus)
Pola aliran ini berdasarkan garis lurus yang digunakan jika proses produksi berlangsung singkat, relatif sederhana, dan hanya mengandung sedikit komponen atau beberapa peralatan produksi. Contoh pola straight line ditunjukkan pada Gambar 2.2
Gambar 2.2. Pola Straight Line
2. Serpentine (Pola Aliran Zig-Zag)
Pola aliran ini diterapkan jika lintasan lebih panjang dibandingkan dengan luasan area yang tersedia. Aliran material akan dibelokkan untuk menambah panjangnya garis aliran yang ada dan secara ekonomi. Hal ini akan dapat mengatasi segala keterbatasan area dan ukuran bangunan pabrik yang ada. Contoh pola serpentine atau zig-zag ditunjukkan pada Gambar 2.3
.
Gambar 2.3. Serpentine (Pola Aliran Zig-Zag) 3. U-Shape (Pola Aliran Bentuk U)
Pola aliran ini diterapkan jika akhir proses produksi berada pada lokasi yang sama dengan awal proses produksinya. Hal ini akan mempermudah pemanfaatan fasilitas transportasi dan pengawasan untuk keluar masuknya material dari dan menuju pabrik. Contoh pola u-shaped ditunjukkan pada Gambar 2.4
Gambar 2.4. U-Shape (Pola Aliran Bentuk U) 4. Circular (Pola Aliran Melingkar)
Pola aliran ini dapat diterapkan jika diharapkan untuk mengembalikan material produk pada titik awal aliran produksi berlangsung. Hal ini juga baik digunakan apabila departemen penerimaan dan pengiriman material atau produk jadi direncanakan untuk berada pada lokasi yang sama dalam pabrik bersangkutan. Contoh pola circular ditunjukkan pada Gambar 2.5.
Gambar 2.5. Pola Circular (Pola Aliran Melingkar)
5. Odd-Angle
Pola aliran ini tidak begitu dikenal dibandingkan dengan pola-pola aliran yang lain. Odd Angle memberikan lintasan pendek dan terutama akan terasa manfaatnya untuk area yang kecil. Contoh pola odd-angle ditunjukkan pada Gambar 2.6.
Gambar 2.6. Odd-Angle
Menurut Apple (1990), perancanagn tata letak fasilitas berperan penting sebagai berikut :
1) Suatu perencanaan aliran barang yang efisien merupakan prasyarat untuk mendapatkan produksi yang ekonomis.
2) Pola aliran barang yang merupakan dasar bagi perencanaan fasilitas fisik yang efektif.
3) Perpindahan barang merubah pola aliran statis menjadi suatu kenyataan yang dinamis, menunjukkan cara bagaimana suatu barang dipindahkan.
4) Susunan fasilitas yang efektif disekitar pola aliran barang dapat menghasilkan pelaksanaan yang efisien dapat meminimumkan biaya produksi.
5) Biaya produksi minimum dapat memberikan keuntungan maksimum.
2.4 Analisis Kebutuhan Tenaga Kerja
Perhitungan jumlah karyawan suatu perusahaan akan lebih efisien apabila dalam perusahaan sudah terdapat suatu struktur organisasi yang akan menunjukkan kebutuhan jumlah karyawan atau tenaga kerja yang akan menjalankan produksi. Manusia adalah sumber daya yang sangat berperan dalam suatu perusahaan, karena yang menentukan mantap tidaknya atau maju mundurnya suatu perusahaan dipengaruhi oleh keadaan manusia didalamnya.
Namun dalam kenyataannya tidak mungkin setiap organisasi orang-orangnya memiliki kemampuan yang sama. Maka hal ini menimbulkan perbedaan jabatan dalam suatu perusahaan. Sehubungan dengan kebutuhan dan tempat yang ada sangat dibatasi.
Setiap perusahaan yang menjalani produktivitas memerlukan para pekerja atau karyawan yang terampil di bidangnya dan membutuhkan jumlah pekerja atau karyawan yang sesuai. Jumlah karyawan akan menentukan tingkat koefisien dari waktu, ruang dan dana. Sehingga dalam menentukan jumlah tenaga kerja atau karyawan yang ideal perlu diperhitungkan atau diperhatikan hal-hal tersebut diatas.
2.5 Efisiensi Kerja
Menurut Achmad (2007), efisiensi artinya perbandingan terbaik antara usaha yang telah dikorbankan dengan hasil yang dicapai. Pengertian efisiensi pada prinsipnya merupakan perbandingan terbaik atau rasionalitas antara hasil yang diperoleh (Output) dengan kegiatan yang dilakukan serta sumber-sumber dan waktu yang dipergunakan (Input). Sedangkan menurut Siagian (2003), efisiensi adalah perbandingan yang negatif antara input dan output. Negatif karena sumber, alat dan tenaga kerja yang dipergunakan lebih kecil dari hasil yang diperoleh. Perbandingan ini dilihat dari segi waktu dan kinerja.
Menurut Sedarmayanti (2001) efisiensi kerja adalah perbandingan terbaik antara suatu pekerjaan yang dilakukan dengan hasil yang dicapai oleh pekerjaan tersebut sesuai dengan yang ditargetkan baik dalam hal mutu maupun hasilnya yang meliputi pemakain waktu yang optimal dan kualitas cara kerja yang maksimal.
Sedangkan menurut Gie (2000) mengungkapkan bahwa efisiensi kerja adalah perbandingan terbaik antara suatu kerja dengan hasil yang dicapai oleh kerja itu.
Selanjutnya bilamana sesuatu kerja dianalisis, dapatlah dibedakan dalam 2 segi, yaitu intinya dan susunannya. Intinya ialah rangkaian aktivitas-aktivitasnya itu sendiri yang wujudnya mengikuti tujuan yang hendak dicapai, sedang yang dimaksud dengan susunannya ialah cara-cara rangkaian aktivitas-aktivitas itu dilakukan.
Efisiensi kerja merupakan suatu prinsip dasar untuk melakukan setiap kegiatan suatu organisasi dengan tujuan untuk dapat memperoleh hasil yang dikehendaki dengan usaha yang seminimal mungkin sesuai dengan standar yang ada. Usaha yang seminimal mungkin dikaitkan dalam hubungannya dengan pemakaian tenaga jasmani, pikiran, waktu, ruang, benda, dan uang. Dengan kata lain efisiensi kerja merupakan pelaksanaan cara-cara tertentu dengan tanpa mengurangi tujuannya dan merupakan cara yang termudah mengerjakannya, tremurah biayanya, tersingkat waktunya, teringan bebannya dan terpendek jaraknya. Menurut Sedarmayanti (2011) sumber utama efisiensi kerja adalah manusia, karena dengan akal, pikiran dan pengetahuan yang ada, manusia mampu menciptakan cara kerja yang efisien.
Dari beberapa pengertian efisiensi tersebut, dapat disimpulkan efisiensi adalah perbandingan hasil terbaik antara usaha yang dilakukan dengan suatu hasil yang dicapai tanpa membuang waktu, biaya dan tenaga. Sedangkan efisiensi kerja dapat disimpulkan bahwa efisiensi kerja adalah semua aktifitas-aktifitas yang dilakukan untuk mencapai suatu tujuan dengan membandingkan hasil terbaik yang di dapat.
2.6 Aktifitas
Dalam industri pada umumnya terdapat sejumlah kegiatan atau aktivitas yang menunjang jalannya suatu industri. Setiap kegiatan atau aktivitas tersebut saling berhubungan (berinteraksi) antara satu dengan lainnya, dan yang paling penting diketahui bahwa setiap kegiatan tersebut membutuhkan tempat untuk melaksanakannya.
2.6.1 Operation Process Chart (OPC)
Operation Process Chart (OPC) adalah suatu diagram yang menggambarkan langkah-langkah proses pengerjaan material, mulai dari bahan baku (material) hingga menjadi komponen atau produk jadi. Operation Process Chart (OPC) memuat informasi-informasi yang diperlukan untuk analisis yang lebih lanjut, seperti: waktu yang dihabiskan, material yang digunakan dan tempat atau alat mesin yang dipakai. Jadi dalam suatu Operation Process Chart (OPC),
dicatat hanyalah kegiatan-kegiatan operasi dan pemeriksaan saja, terkadang pada akhir proses dicantumkan kegiatan penyimpanan.
1. Manfaat OPC
1) Mengetahui kebutuhan akan mesin dan penganggarannya.
2) Bisa memperkirakan kebutuhan akan bahan baku.
3) Alat untuk menentukan tata letak pabrik.
4) Alat untuk latihan kerja.
5) Sebagai alat untuk melakukan perbaikan cara kerja yang sedang dipakai.
2. Prinsip-prinsip Penyusunan OPC
1) Pertama-tama pada baris paling atas terdapat kepala peta “Operation Process Chart”, dan identifikasi lain seperti: nama objek, nama pembuat peta, tanggal dipetakan, cara lama atau cara sekarang, nomor peta dan nomor gambar.
2) Material yang akan diproses diletakan diatas garis horizontal, untuk menunjukan bahwa material tersebut masuk kedalam proses.
3) Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukan terjadinya perubahan proses.
4) Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut dengan proses yang terjadi.
5) Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi.
6) Pada bagian bawah OPC dibuat ringkasan, yang memuat tentang informasi-informasi seperti: jumlah operasi, jumlah inspeksi dan jumlah waktu yang diperlukan.
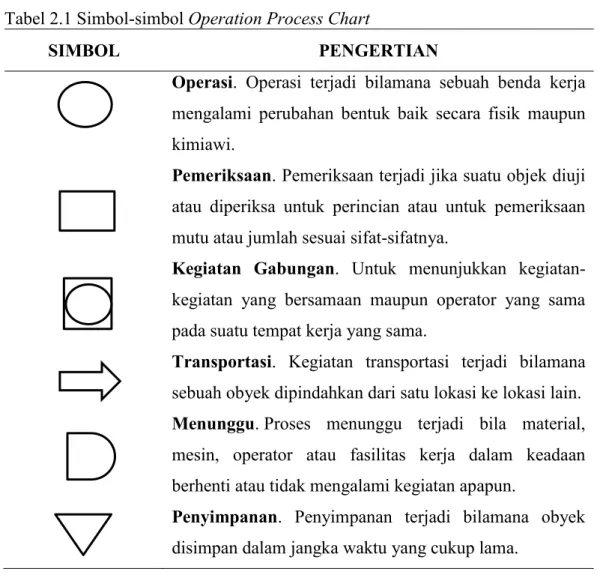
Tabel 2.1 Simbol-simbol Operation Process Chart
SIMBOL PENGERTIAN
Operasi. Operasi terjadi bilamana sebuah benda kerja mengalami perubahan bentuk baik secara fisik maupun kimiawi.
Pemeriksaan. Pemeriksaan terjadi jika suatu objek diuji atau diperiksa untuk perincian atau untuk pemeriksaan mutu atau jumlah sesuai sifat-sifatnya.
Kegiatan Gabungan. Untuk menunjukkan kegiatan- kegiatan yang bersamaan maupun operator yang sama pada suatu tempat kerja yang sama.
Transportasi. Kegiatan transportasi terjadi bilamana sebuah obyek dipindahkan dari satu lokasi ke lokasi lain.
Menunggu. Proses menunggu terjadi bila material, mesin, operator atau fasilitas kerja dalam keadaan berhenti atau tidak mengalami kegiatan apapun.
Penyimpanan. Penyimpanan terjadi bilamana obyek disimpan dalam jangka waktu yang cukup lama.
Sebagaimana diketahui diatas bahwa setiap kegiatan atau aktivitas tersebut saling berhubungan antara satu dengan lainnya ditinjau dari beberapa kriteria, maka dalam perencanaan tata letak pabrik harus dilakukan penganalisaan yang optimal. Teknik yang digunakan sebagai alat untuk menganalisa hubungan antar aktifitas yang ada adalah :
2.6.2 Activity Relationship Diagram (ARD)
Menurut Apple (1990), Activity Relationship Diagram (ARD) merupakan diagram balok yang menunjukkan pendekatan keterkaitan kegiatan sebagai satu model kegiatan tunggal.
2.6.3 Activity Relationship Chart (ARC)
Pada activity relationship chart ini, ditentukan seberapa dekat hubungan antar departemen-departemen yang ada di perusahaan tersebut. Teknik
penganalisaan menggunakan ARC dikemukakan oleh Richard Muthe adalah sebagai berikut :
1. Hubungan antar aktivitas ditunjukkan dengan tingkat kepentingan.
2. Alasan untuk menyatakan tingkat kepentingan Tabel 2.2 Sandi Alasan Keterkaitan Antar Departemen
Sandi Keterangan
1 - Menggunakan catatan yang sama 2 - Menggunakan personil yang sama 3 - Menggunakan ruang yang sama 4 - Tingkat hubungan personil 5 - Tingkat hubungan kertas kerja 6 - Urutan aliran kerja
7 - Melakukan aliran kerja yang sama
8 - Menggunakan peralatan dan fasilitas yang sama 9 - Ribut, kotor, getaran, debu dan lain-lain
2.7 Sarana dan Prasarana
Sarana merupakan alat yang digunakan langsung dalam proses pengalengan ikan sardine dan mackerel di PT. Maya Food Industries. Sarana ini memegang peranan yang sangat penting dalam usaha pembuatan produk itu sendiri. Selain itu sarana juga dapat berupa ruang proses produksi.
1) Bak Penyimpanan Sementara (Bak Thawing)
Bak thawing yang dimiliki perusahaan berjumlah 8 buah. Bak thawing ini digunakan untuk perendaman bahan (ikan) dalam keadaan beku. Proses penthawingan ikan ini dilakukan dengan tujuan untuk mencairkan atau melelehkan air yang membeku pada ikan.
2) Drum Rotary Washer (Mesin Pencuci dan Pembersih Sisik Ikan)
Drum Rotary Washer merupakan mesin pencuci ikan yang terbuat dari stainless steel yang digunakan untuk mencuci dan membersihkan sisik, lendir, dan darah maupun kotoran lainnya yang terdapat pada ikan, khususnya untuk ikan yang bersisik banyak misalnya ikan juwi. Kapasitas dari drum rotary washer sebesar 900 kg.
3) Pisau Stainless
Alat ini digunakan untuk memotong kepala dan ekor ikan srdine dan mackerel.
4) Meja Pemotongan dan Pengisian
Meja pemotongan dan pengisian berjumlah 60 meja. Pada meja ini terdapat 3 aktivitas yang dikerjakan secara sekaligus, yaitu pemotongan ikan, penyiangan ikan, dan pengisian ikan ke dalam kaleng. Meja ini berbentuk persegi panjang dengan ukuran 246x121x83 cm2 dengan ketebalan 2 cm dan terbuat dari stainless steel, sehingga memudahkan dalam pembersihan dan tahan lama.
5) Conveyor
Alat ini berupa ban bejalan otomatis yang berfungsi untuk memindahkan ikan sebagai bahan baku dari ruang/tempat proses yang satu ke yang lain.
6) Meja Penimbangan Ulang (Rechecking)
Meja penimbangan terdiri dari satu meja yang terbuat dari stainless steel dan dilengkapi dengan konveyor untuk menjalankan ikan yang telah dimasukkan dalam kaleng. Dalam meja ini dilengkapi dengan timbangan
7) Exhaust Box
Exhaust box yang digunakan berjumlah 4 buah, yang tediri dari 2 exhaust box ukuran 6 head (jenis kaleng silinder 202x308), dan 2 exhaust box ukuran 4 head (jenis kaleng silinder 300x407).
8) Cook Pan (Panci Pemasak)
Cook Pan adalah sebuah panci yang terbuat dari stainless steel yang digunakan untuk memasak saus guna penambahan medium pengalengan ikan. PT.
Maya Food Industries memiliki cook pan sebanyak 4 buah. Kapasitas dari masing-maing cook pan adalah 750 liter.
9) Mesin Penutup Kaleng (Seamer)
Mesin penutup kaleng yang dimiliki perusahaan ini sebanyak 4 unit yaitu 2 unit 6 head digunakan untuk kaleng berukuran 202x308 dan 2 unit 6 head digunakan untuk kaleng berukuran 300x407.
10) Retort
Retort yang digunakan berbentuk horizontal sebanyak 8 buah yang terdiri dari 4 retort berkapasitas dua keranjang dan 4 retort berkapasitas tiga keranjang. Retort yang digunakan dilengkapi dengan thermometer, pipa pemasukan dan pembuangan air serta uap, klep pengaman, bleeder, pipa kompresor, dan recorder. Setiap retort dilengkapi dengan alat pengontrol otomatis (recorder) untuk menjaga secara akurat suhu retort yang disyaratkan.
11) Keranjang besi
Keranjang besi untuk mengangkut ikan yang sudah dikalengkan dengan kapasitas ± 3000 kaleng/keranjang untuk ukuran kaleng 202x308 dan kapasitas ±1500-2000 kaleng/keranjang untuk kaleng ukuran 301x407.
12) Derek Mekanis
Derek mekanis yang dimiliki sebanyak 5 buah. Satu buah derek digunakan untuk mengangkut keranjang dari bak penampung kaleng sementara, tiga buah berada di ruang retort untuk mengangkut keranjang besi yang berisi ikan kaleng, dan satu buah derek lagi berada diruang printing digunakan untuk mengangkut ikan kaleng yang sudah didinginkan.
13) Alat Pembuat Kode Produksi (Mesin Print)
PT. Maya Food Industries memiliki dua buah unit mesin pembuat kode produki (mesin) yang berada di gudang peyimpanan dengan merk videoject buatan USA. Mesin ini berfungsi untuk membuat kode produksi pada ikan kaleng yang bekerja secara otomatis dengan cara melewatkan kaleng yang berjalan di atas belt conveyor di bawah mesin printing, kemudian mesin akan mencetak kode produksi dengan sinar laser.
14) Alat Transportasi (Forklift)
Forklift merupakan alat pengangkut yang digunakan untuk mengangkut kaleng atau juga produk ikan kaleng yang akan dikirim untuk dinaikkan di atas truk, alat ini berjumlah 2 buah.
15) Mesin Penghasil Uap (Boiler)
Boiler digunakan untuk menghasilkan uap panas yang digunakan dalam proses precooking, exhausting, dan pembuatan saus. Boiler yang dimiliki PT
Maya Food Industries sebanyak satu buah dengan merk Titan Boiler yang memiliki tekanan maksimum 7 kg/cm2 dengan kapasitas air sebesar 6000 ton.
Prasarana yaitu segala sesuatu yang merupakan penunjang utama terselenggaranya suatu usaha. Untuk menunjang usaha di PT. Maya Food Industries menggunakan prasarana sebagai berikut :
1) Bangunan Pabrik
Bangunan utama PT. Maya Food Industries terdiri dari unit produksi sardines dan mackerel, produksi cocktail, produksi kerupuk, produksi surimi, produksi tepung ikan, dan produksi pengalengan tuna dan rajungan.
2) Unit Produksi Mackerel dan Sardine
Yaitu bangunan atau ruangan yang digunakan untuk proses produksi pengalengan ikan sardine dan mackerel.
3) Gudang Pendingin (Cold Storage)
PT. Maya Food Industries memiliki cold storage, yang berfungsi sebagai tempat penyimpanan bahan baku berupa ikan beku. Cold storge terdiri dari sebuah anteroom dan 4 ruang holding freezer. Suhu cold storage yang digunakan berkisar antara -18oC sampai dengan -24oC, dengan sistem Air Blast Freezer (ABF) Media pendingin yang digunakan untuk cold storage adalah Freon 502 Sebanyak 11 buah yang diatur sedemikian rupa.
4) Jaringan Listrik
Jaringan listrik disini sangat besar peranannya, semua ruangan yang merupakan sarana dalam proses pengalengan ikan memerlukan penerangan.
III. METODE PENELITIAN
3.1 Waktu dan Tempat Penelitian
Penelitian ini di laksanakan pada tanggal 01-29 Februari 2019 di PT.
Maya Food Industries yang beralamat di Jalan Jlamprang, Desa Krapyak Lor, Kecamatan Pekalongan Utara, Kota Pekalongan, Provinsi Jawa Tengah.
Perusahaan ini bergerak dibidang pengolahan hasil perikanan.
3.2 Metode Penelitian
Menurut Sugiyono (2016) metode penelitian diartikan sebagai cara ilmiah untuk mendapatkan data dengan tujuan dan kegunaan tertentu.” Sedangkan menurut Sunyoto (2013) metode penelitian merupakan urutan-urutan proses analisis data yang akan disajikan secara sistematik. Karena dengan urutan proses analisis data dapat diketahui secara cepat dan membantu pemahaman maksud dari penelitian tersebut. “Dalam penelitian ini, penulis menggunakan metode penelitian deskriptif kuantitatif. Menurut Sugiyono (2016) metode penelitian kuantitatif dapat diartikan sebagai metode penelitian yang berlandaskan pada filsafat positivism, digunakan untuk meneliti pada populasi atau sampel tertentu, teknik pengambilan sampel pada umumnya dilakukan secara random, pengumpulan data menggunakan instrument penelitian, analisis dengan tujuan untuk menguji hipotesis yang telah ditetapkan”. Penggunaan metode deskriptif kuantitatif ini diselaraskan dengan variabel penelitian yang memusatkan pada masalah-masalah aktual dan fenomena yang sedang terjadi pada saat sekarang dengan bentuk hasil penelitian berupa angka-angka memiliki makna.
3.2.1 Jenis Sumber Data 1. Data Primer
Data primer merupakan data yang diperoleh langsung dari informan penelitian, berupa hasil wawancara, data primer akan menjadi sumber data utama dalam penelitian.
1. Data Sekunder
Data sekunder merupakan data yang mendukung data primer. Data yang ditambahkan atau pelengkap yang bisa didapat dari studi pustaka dan literatur-literatur yang berkaitan dengan penelitian.
3.2.2 Teknik Pengumpulan Data
Untuk mendapatkan kelengkapan informasi yang sesuai dengan fokus penelitian maka yang dijadikan teknik pengumpulan data adalah sebagai berikut:
1) Observasi
Menurut Soeratno dan Arsyad (1999) metode observasi adalah cara pengumpulan data dengan cara melakukan pencatatan secara cermat dan sistematik. Secara umum observasi yang dilakukan di bedakan menjadi dua yaitu:
observasi dengan partisipasi dan tanpa partisipasi. Observasi yang dilakukan peneliti adalah observasi dengan partisipasi ini dilakukan agar peneliti dapat melakukan pengamatan secara langsung dan mendapatkan gambaran yang sebenarnya.
2) Wawancara
Wawancara merupakan metode pengumpulan data dengan cara bertanya langsung (berkomunikasi langsung) dengan responden Soeratno dan Arsyad (1999).
Dalam melakukan wawancara terdapat proses interaksi antara pewawancara dengan responden. Karena sifatnya yang “berhadap-hadapan”, maka pemberian kesan baik terhadap responden mutlak diperlukan. Wawancara dilakukan dengan karyawan yang ada di PT. Maya Food Industries.
3) Dokumentasi
Menurut suharsimi (2006) metode dokumentasi yaitu mencari data mengenai hal-hal atau variabel yang berupa catatan, transkip, buku, surat kabar, majalah, prasasti, notulen rapat, lengger, agenda, dan sebagainya. Teknik ini dilakukan untuk menunjang keperluan kelengkapan data, agar data yang di dapat lebih valid lagi.
3.3 Metode Analisis Data
Dalam menganalisis efisiensi pola tata letak perusahaan pengalengan ikan apakah sudah efisien atau belum, maka dapat dihitung dengan menggunakan Metode Analisis Layout. Analisis ini dimaksudkan untuk mengetahui apakah desain pola tata letak yang ada sudah baik atau belum. Adapun kriteria layout yang efisien adalah sebagai berikut : (Everett Adam dan Ronald Ebert, 1992).
1. Output yang dihasilkan per hari memenuhi kapasitas standar
Apabila output maksimal yang dihasilkan setiap harinya oleh perusahaan ternyata lebih besar atau sama dengan output standar, berarti desain layout perusahaan sudah cukup baik. Rumus yang digunakan adalah sebagai berikut :
𝑂𝑢𝑡𝑝𝑢𝑡 maksimal per hari = Waktu yang tersedia per hari Siklus waktu yang dibutuhkan per unit Keterangan :
Output maksimal per hari = Jumlah produk maksimum yang dihasilkan oleh perusahaan tiap hari dalam jam kerja efektif.
Waktu yang tersedia per hari = Waktu jam kerja efektif dalam perusahaan.
Siklus waktu yang dibutuhkan per unit = Waktu terlama yang dibutuhkan dalam kegiatan proses produksi.
2. Desain tersebut merupakan garis efisien
Artinya dapat meminimalkan idle time (waktu menganggur). Hal ini dapat kita ketahui dengan membandingkan efisiensi waktu produktif tenaga kerja antara siklus waktu yang dibutuhkan per unit dengan siklus waktu maksimum.
Selanjutnya kita dapat menghitung jam menganggur pekerja. Apabila jam menganggur pekerja untuk siklus waktu yang dibutuhkan per unit lebih kecil daripada jam menganggur pekerja untuk siklus waktu maksimum berarti desain layout yang digunakan perusahaan sudah efisien.
Rumus yang digunakan adalah:
a. Untuk menghitung siklus waktu maksimal yang dikehendaki untuk mencapai kapasitas yang diinginkan.
Siklus waktu maksimum = Waktu Yang Tersedia Perhari Jumlah Unit yang diinginkan perhari
Keterangan :
Siklus waktu maksimum = Waktu yang dibutuhkan untuk mencapai kapasitas standar.
Waktu yang tersedia per hari = Waktu jam kerja efektif dalam perusahaan.
Jumlah unit yang diinginkan/hari = Jumlah unit standar yang dihasilkan oleh perusahaan.
b. Untuk menghitung jam menganggur pekerja
Jam menganggur pekerja/hari =(pengangguran dlm menit/siklus)(siklus/hari) (Menit/Hari)
Keterangan :
Jam menganggur pekerja per hari = Jam yang terbuang oleh pekerja dalam satu hari jam kerja efektif.
Pengangguran dalam menit/siklus = Total selisih waktu antara waktu terlama dalam proses produksi dengan waktu yang dibutuhkan tiap proses produksi.
Siklus/hari = Siklus waktu terlama dalam proses produksi.
Menit/jam = Waktu satu jam dalam menit.
3. Jumlah stasiun kerja paling sedikit
Apabila jumlah stasiun kerja layout yang digunakan perusahaan sudah sesuai dengan perhitungan Theoretical Minimum, berarti layout perusahaan sudah cukup efisien. Rumus yang digunakan adalah :
a. Untuk mengetahui jumlah stasiun kerja minimum
TM(𝑇ℎ𝑒𝑜𝑟𝑒𝑡𝑖𝑐𝑎𝑙 𝑀𝑖𝑛𝑖𝑚𝑢𝑚) = Total waktu pekerjaan Siklus waktu maksimum
Keterangan :
TM (Theoretical Minimum) = Jumlah stasiun kerja (work station).
Total waktu pekerjaan = Total waktu yang dibutuhkan untuk menghasilkan satu ton ikan/hari output.
Siklus waktu maksimum = Waktu yang dibutuhkan untuk mencapai kapasitas standar
b. Untuk menentukan tingkat efisiensi jumlah stasiun kerja Efisiensi (%) = Σt
Nc(100) Keterangan :
Efisiensi = Rasio waktu produktif terhadap waktu total, yang dituliskan sebagai suatu persentase.
Σt = Total waktu yang dibutuhkan untuk merakit satu ton ikan/hari output.
N = Jumlah stasiun kerja atau Theoretical Minimum.
c = Siklus waktu maksimum.
4. Menentukan Efektifitas
Efektivitas adalah tingkat kapasitas yang diijinkan yang bisa dicapai.
Menurut Menipaz, (1998), cara menentukan besarnya tingkat efektivitas dengan rumus :
Efektivitas = Output per hari yang dicapai
Output perhari yang dikehendaki 𝑥 100%