15
LANDASAN TEORI
2.1
Kualitas
2.1.1
Pengertian Kualitas
Ketika istilah “kualitas” digunakan, maka biasanya kita hanya akan berpikir tentang kesempurnaan dari suatu produk ataupun jasa yang melewati dari apa yang kita harapkan. Harapan-harapan ini berdasarkan tingkat kegunaan dan harga penjualan. Sebagai contoh, seorang konsumen mengharapkan kemampuan yang berbeda dari computer yang prosessor-nya pentium 4 dengan pentium 2 karena kedua computer tersebut berada pada kelas yang berbeda. Ketika suatu produk atau jasa melewati atau melebihi dari apa yang kita harapkan maka kita harus mempertimbangkan kualitas tersebut. Dengan demikian, ini merupakan sesuatu yang tidak dapat dinyatakan secara jelas berdasarkan persepsi.
Kata kualitas memiliki banyak definisi yang berbeda dan bervariasi dari yang konvensional sampai yang lebih strategic (Gasperz,2001). Definisi konvensional dari kualitas biasanya menggambarkan karakteristik langsung dari suatu produk seperti: kinerja (performance), keandalan (reliability), mudah dalam penggunaan (ease of use), estetika (esthetics), dan sebagainya. Sedangkan menurut definisi yang strategic menyatakan bahwa: kualitas adalah segala sesuatu yang mampu memenuhu keinginan atau kebutuhan pelanggan (meeting the needs of custmers).
Keistimewaan atau keunggulan produk dapat diukur melalui tingkat kepuasan pelanggan. Keistimewaan suatu produk dapat dibagi ke dalam dua bagian, yaitu: keistimewaan langsung dan keistimewaan atraktif. Keistimewaan langsung berkaitan dengan kepuasan pelanggan yang diperoleh secara langsung dengan mengkonsumsi produk yang memiliki karakteristik unggul seperti produk tanpa cacat, keterandalan (reliability), dan lain-lain. Sedangkan keistimewaan atraktif berkaitan dengan kepuasan pelanggan yang diperoleh secara tidak langsung dengan mengkonsumsi produk itu. Keistimewaan atraktif sering memberikan kepuasan yang lebih besar pada pelanggan dibandingkan keistimewaan langsung. Beberapa keistimewaan atraktif, misalnya: Bank yang buka pada hari minggu, pelayanan 24 jam tanpa tambahan biaya, pembelian produk melalui telpon dan penyerahan di rumah, dan sebagainya. Keistimewaan atraktif dapat meningkatkan kepuasan pelanggan secara cepat, meskipun untuk itu membutuhkan inovasi dan pengembangan secara terus menerus.
Dalam ISO 8402 (Quality Vocabulary) kualitas didefinisikan sebagai totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk memuaskan kebutuhan yang dispesifisikan dan ditetapkan. Kualitas seringkali diartikan sebagai kepuasan pelanggan (customer satisfaction) atau konformansi terhadap kebutuhan atau persyaratan (conformance to the requirements).
2.1.2
Definisi Manajemen Kualitas
Pada dasarnya Manajemen Kualitas (Quality Management) didefinisikan sebagai suatu cara meningkatkan performansi secara terus-menerus (continuous performance improvement) pada setiap level operasi atau proses, dalam setiap area fungsional dari suatu organisasi, dengen menggunakan sumber daya manusia dan modal yang tersedia (Gasperz,2001).
ISO 8402 (Quality Vocabulary) mendefinisikan Manajemen Kualitas sebagai semua aktifitas dari fungsi manajemen secara keseluruhan yang menentukan kebjaksanaan kualitas, tujuan-tujuan dan tanggung jawab, serta mengimplementasikan melalui alat-alat seperti perencanaan kualitas (quality planning), pengendalian kualitas (quality control), jaminan kualitas (quality assurance) dan peningkatan kualitas (quality improvement). Tanggung jawab untuk menajemen kualitas ada pada semua level dari manajemen, tetapi harus dikendalikan oleh manajemen puncak (top management), dan implementasinya harus melibatkan semua anggota organisasi.
Dari definisi tentang manajemen kualitas diatas, ISO 8402 (Quality Vocabulary) juga mengemukan beberapa definisi tentang: Perencanaan Kualitas (Qualty Planning) adalah penetapan dan pengembangan tujuan dan kebutuhan untuk kualitas serta penerapan system kualitas. Pengendalian kualitas (Quality Control) adalah teknik-teknik dan aktifitas operasional yang digunakan untuk memenuhi persyaratan kualitas. Jaminan kualitas (Quality Assurance) adalah semua tindakan terencana dan sistematik yang diimplementasikan dan didemonstrasikan guna
memberikan kepercayaan yang cukup bahwa produk akan memuaskan kebutuhan untuk kualitas tertentu. Peningkatan kualitas (Quality Improvement) adalah tindakan-tindakan yang diambil guna meningkatkan nilai produk untuk pelanggan melalui peningkatkan efektifitas dan efisiensi dari proses dan aktifitas melalui struktur organisasi.
2.1.3
Peningkatan Kualitas
Pada dasarnya Klausul 8 ISO 9001:2000 menyatakan bahwa organisasi harus menetapkan rencana-rencana dan menerapkan proses-proses pengukuran, pemantauan, analisis dan peningkatan yang diperlukan agar menjamin kesesuaian dari produk, menjamin kesesuaian dari system manajemen kualitas dan meningkatkan terus-menerus efetifitas dari system manajemen kualitas (Gasperz, 2001). Hal ini dapat dicapai melalui penentuan metode-metode yang dapat diterapkan salah satu nya adalah metode peningkatan kualitas Six Sigma, termasuk teknik-teknik statistika dan lainnya.
Peningkatan kualitas merupakan aktifitas teknik dan manajemen, melalui mana kita mengukur karakteristik kualitas dari produk (barang dan/atau jasa), kemudian membandingkan hasil pengukuran itu dengan spesifikasi produk yang diinginkan pelanggan, serta mengambil tindakan peningkatan yang tepat apabila ditemukan perbedaan diantara kinerja aktual dan standar.
Peningkatan kualitas didefinisikan sebagai suatu metodologi pengumpulan dan analisis data kualitas, serta menentukan dan mengintepretasikan
pengukuran-pengukuran yang menjelaskan tentang proses dalam suatu system industri, untuk meningkatkan kualitas produk, guna memenuhi kebutuhan dan ekspetasi pelanggan.
Pengertian kualitas dalam konteks peningkatan proses adalah bagaimana baiknya kualitas suatu produk (barang dan/atau jasa) itu memenuhi spesifikasi dan toleransi yang ditetapkan oleh bagian desain dan pengembangan dari suatu perusahaan.
2.1.4
Pandangan Modern dan Tradisional Terhadap Kualitas
(Gasperz, 2001) Secara tradisional, para pembuat produk biasanya melakukan inspeksi terhadap prduk setelah produk itu selesai dibuat dengan jalan menyortir produk yang baik dari yang kurang baik, kemudian mengerjakan ulang bagian-bagian produk yang cacat itu. Dengan demikian pengertian tradisional tentang konsep kualitas hanya berfokus pada aktifitas inspeksi untuk mencegah lolosnya produk-produk cacat ke tangan pelanggan. Kegiatan inspeksi ini dipandang dari perspektif system kualitas modern adalah sia-sia, karena tidak memberikan kontribusi pada peningkatan kualitas.
Pada dasarnya, system kualitas modern dapat dicirikan oleh lima karakteristik, sebagai berikut:
1. Berorientasi pada pelanggan (customer orientation).
2. Adanya partisipasi aktif yang dipimpin oleh manajemen puncak (top management) dalam proses peningkatan kualitas secara terus menerus.
3. Adanya pemahaman dari setiap orang terhadap tanggung jawab spesifik untuk kualitas.
4. Adanya aktifitas yang berorientasi pada tindakan pencegahan kerusakan, bukan berfokus pada upaya untuk mendeteksi kerusakan saja.
5. Adanya filosofi yang dapat merubah cara berpikir seseorang menjadi selalu mengarah pada kualitas.
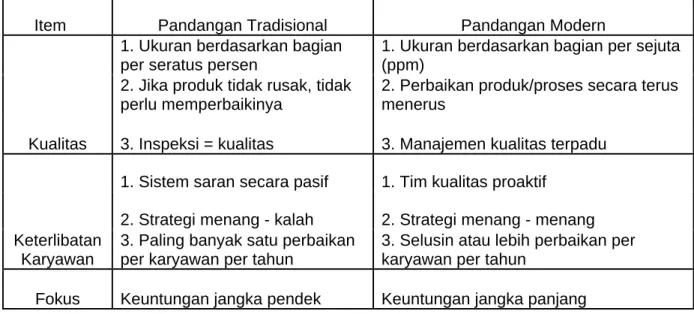
Tabel 2.1 Perbedaan Pandangan Tradisional dan Modern Terhadap Kualitas
Item Pandangan Tradisional Pandangan Modern
Kualitas
1. Ukuran berdasarkan bagian per seratus persen
1. Ukuran berdasarkan bagian per sejuta (ppm)
2. Jika produk tidak rusak, tidak perlu memperbaikinya
2. Perbaikan produk/proses secara terus menerus
3. Inspeksi = kualitas 3. Manajemen kualitas terpadu
Keterlibatan Karyawan
1. Sistem saran secara pasif 1. Tim kualitas proaktif 2. Strategi menang - kalah 2. Strategi menang - menang 3. Paling banyak satu perbaikan
per karyawan per tahun
3. Selusin atau lebih perbaikan per karyawan per tahun
2.1.5
Pengukuran Karakteristik Kualitas
Pada dasarnya pengukuran karakteristik kualitas dapat dilakukan pada tiga tingkat (Gasperz, 2002), yaitu:
1. Pengukuran pada tingkat proses adalah mengukur setiap langkah atau aktifitas dalam proses dan karakteristik kualitas input yang diserahkan oleh pemasok (supplier) yang mengendalikan dan mempengaruhi karakteristik kualitas output yang diinginkan. Tujuan dari pengukuran pada tingkat ini adalah mengindentifikasikan perilaku yang mengatur setiap langkah dalam proses dan mengunakan ukuran-ukuran ini untuk mengendalikan dan meningkatkan proses operasional serta memperkirakan output yang akan dihasilkan sebelum output itu diproduksi atau diserahkan kepada pelanggan. Beberapa contoh pengukuran pada tingkat proses yang mendeskripsikan kinerja kualitas adalah: lama waktu menjawab panggilan telepon, banyaknya panggilan telepon yang tidak dikembalikan ke pelanggan, konformansi terhadap waktu penyerahan yang dijanjikan, cycle time, lama waktu belajar mahasiswa untuk persiapan menghadapi suatu ujian, dan lain-lain.
2. Pengukuran pada tingkat output adalah mengukur karakteristik kualitas output yang dihasilkan dari suatu proses dibandingkan terhadap spesfikasi karakteristik kualitas yang diinginkan oleh pelanggan. Beberapa contoh pengukuran pada tingkat output adalah banyaknya unit produk yang tidak memenuhi spesifikasi tertentu yang ditetapkan (banyaknya produk yang
cacat), diameter dari produk yang dihasilkan, niali mahasiswa ketika menempuh suatu ujian, dan lain-lain.
3. Pengukuran pada tingkat outcome adalah mengukur bagaimana baiknya suatu produk (barang dan/ atau jasa) itu memenuhi kebutuhan spesifik dan ekspetasi rasional dari pelanggan, jadi mengukur tingkat kepuasan pelanggan dalam menggunakan produk (barang dan/atau jasa) yang diserahkan. Pengukuran pada tingka outcome merupakan tingkat tertinggi dalam pengukuran kinerja kualitas. Beberapa contoh pengukuran pada tingkat outcome adalah: banyaknya keluhan pelanggan yang diterima, banyaknya produk yang dikembalikan oleh pelanggan, tingkat kepuasan pelanggan, dan lain-lain.
2.2
Produktifitas
2.2.1
Pengertian Produktifitas
Produktifitas adalah rasio dari keluaran suatu organisasi (barang dan jasa) terhadap masukannya (manusia, modal, material dan energi) (Brue, 2002). Produktifitas meningkat bersamaan dengan ditemukannya cara-cara baru oleh suatu organisasi untuk menggunakan sumber daya yang lebih sedikit untuk memproduksi keluarannya.
Dalam lingkungan bisnis, meningkatkan produktifitas adalah penting untuk kesuksesan jangka panjang. Melalui peningkatan produktifitas manager dapat mengurangi biaya, menghemat sumber daya yang langka dan meningkatkan profit.
Pada gilirannya, peningkatan profit membuat organisasi bisa memberikan bayaran, manfaat dan kondisi kerja yang lebih baik. Hasilnya bisa berupa kualitas kehidupan kerja yang lebih tinggi bagi para pekerja, yang lebih cenderung termotivasi ke arah peningkatan yang lebih jauh dalam produktifitas.
Definisi lain mengatakan bahwa produktifitas pada kebanyakan organisasi merupakan suatu fungsi peraturan yang memiliki paling sedikit 3 variabel, yaitu: teknologi, modal dan sumber daya manusia. Banyak organisasi memiliki kesempatan dalam pengembangan teknologi dan investasi modal.
Banyak dari perusahaan tersebut gagal dalam meningkatkan produktifitas oleh karena gagal memperoleh keuntungan optimal dari karyawannya.
2.2.2
Pengukuran Produktifitas
Pengaruh dari sumber daya manusia dalam organisasi terhadap produktifitas bagaimanapun juga dapat diukur dengan mendasarkan pada apa yang dilakukan individu pada pekerjaannya. Apa yang dilakukan individu dapat dinilai dengan pengukuran berdasarkan kehadiran kecelakaan kerja bawahan dan pelanggan sebagai frekuensi yang telah dilakukan pekerja terhadap pekerjaannya yang menyangkut kesuksesan pekerjaannya.
Jika orang yang mempunyai pengetahuan dan keterampilan untuk melakukan suatu pekerjaan, tetapi diperlakukan dengan cara yang tidak memuaskan, masalah yang dihadapi kemungkinan besar adalah motivasi. Kunci keberhasilan dari strategi efektif motivasi termasuk umpan balik seperti pengontrolan diri sendiri, yang
memberikan kesempatan pada para pekerja untuk mempelajari seberapa baik pekerjaan yang telah dilakukannya.
Untuk mengukur produktifitas kerja dapat menggunakan dua pendekatan berikut:
1. Skala sifat
Pendekatan yang sering digunakan untuk mengukur produktifitas pekerja adalah menggunakan sifat acuannya, seperti kesetiaan, kepercayaan, ketegasan dan pengaturan diri sendiri.
Keuntungan dari pendekatan ini adalah dapat digunakan untuk mengukur pada skala yang sama dari tingkatan CEO (Chief Executive Officer) sampai ke posisi entry level sekalipun dan dapat dengan mudah diterapkan secara cepat, karena tidak adanya pertimbangan waktu atau imaginasi untuk bertukar pikiran.
2. Biaya-biaya yang berkaitan dengan hasil
Pendekatan kedua ini mentitikberatkan pada tingkatan manager senior, para pemegang saham, dan pelanggan karena pertimbangan mereka terhadap kesejahteraan perusahaan. Mereka mempertimbangkan dan mengukur secara kuantitatif atau produktifitas dari hasil seperti laba, biaya dan tingkatan pengembalian investasi yang kebanyakan merupakan tanggung jawab dari manager.
Six Sigma
2.3.1 Sejarah Six Sigma
Pada permulaan tahun 1980-an, Motorola secara terus menerus dikalahkan di pasar yang kompetitif yang pada akhirnya mereka kehilangan marketnya karena perbedaan kualitas dibandingkan dengan perusahaan Jepang pada saat itu (Pyzdek,2002). Saat perusahaan Jepang mengambil alih Motorola yang memproduksi pesawat televisi di Amerika Serikat, mereka dengan cepat menetapkan perubahan yang drastic dalam menjalankan perusahaan, Di bawah manajemen Jepang, perusahaan segera memproduksi televisi dengan jumlah kerusakan satu dibandingkan dua puluh yang mereka pernah produksi di bawah manajemen Motorola. Pada tahun 1981, Motorola menghadapi tantangan tersebut dengan mengevaluasi kualitasnya hingga 5 kali dalam 5 tahun namun tetap saja tidak berhasil. Kemudian Motorola dengan Bob Galvin sebagai CEOnya memutuskan untuk menekuni kualitas dengan serius dengan mengembangkan suatu proses yang konsisten berdasarkan pendekatan statistik.
Akhirnya pada tahun 1986, Bill Smith, seorang ahli dan senior engineer di Divisi Komunikasi Motorola yang juga seorang ahli statistik, menyimpulkan bahwa bila suatu produk cacar dan diperbaiki pada waktu produksi maka cacat-cacat lain mungkin akan terabaikan (Brue,2002). Dengan kata lain, rata-rata kegagalan proses jauh lebih tinggi ketimbang yang ditunjukan oleh tes-tes akhir produk. Bila produk dirakit secara sama sekali bebas cacat, mungkin produk itu kelak tidak akan mengecewakan pelanggan. Dari sinilah Six Sigma bertolak, Dr Mikael J Harry,
pendiri Motorola Six Sigma Research Institute, selanjutnya memperhalus metodologinya, bukan saja untuk menghapus pemborosan tetapi juga mengubahnya menjadi pertumbuhan.
Kemudian ide tersebut diajukan kepada CEO Motorola yaitu Bob Gavin, yang kemudian ide tersebut dijadikan sebagai pedoman atau acuan untuk menyelesaikan permasalahan kualitas yang ada di Motorola pada saat itu. Six Sigma dijadikan sebagai strategi utama Motorola untuk dapat menghasilkan produk-produk yang sesuai atau cocok dengan keinginan konsumen. Pendekatan yang biasa digunakan oleh Motorola adalah measure, analyze, improve dan control. Kemudian pada tahun 1987, Motorola berhasil menerapkannya sebagai kunci sukses. Sebagai hasilnya pada tahun 1988 Motorola memenangkan penghargaan paling bergengsi dalam bidang kualitas yaitu The Malcolm Baldrige National Quality Award (MBNQA). Tahun 1990, Motorola bersama dengan beberapa perusahaan seperti IBM, Texas Instruments dan Xerox membuat konsep Black Belts (BBs) yang dijadikan sebagai ahli dalam menggunakan metode statistic. Lalu, Allied Signal (sekarang Honeywell International Inc) dan General Electric Co berhasil menggunakan dan mempopulerkan Six Sigma Motorola tersebut.
2.3.2
Apakah Six Sigma itu?
Six Sigma adalah sebuah proses bisnis yang dapat membuat perusahaan-perusahaan secara drastic meningkatkan laba mereka dengan meningkatkan dan memonitor aktifitas bisnis harian dengan cara meminisasi pemborosan dan sumber
daya bersamaan dengan meningkatkan kepuasan pelanggan (Harry dan Schroeder, 2000).
Tujuan dari Six Sigma sendiri adalah bukannya untuk meningkatkan kualitas hingga tingkat kualitas Six Sigma, namun untuk meningkatkan profitabilitas perusahaan meskipun meningkatnya kualitas dan efisiensi merupakan hasil antara dari Six Sigma itu sendiri. Sehingga hal tersebut membuat banyak perusahaan tertarik untuk mengimplementasikan Six Sigma pada perusahaannya dengan harapan memperoleh margin laba yang lebih tinggi dari sebelumnya.
Jadi Six Sigma sebenarnya mencakup beberapa hal, diantara nya adalah (Anonim,2002):
1. Pengukuran statistik
Memberikan informasi tentang seberapa bagus produk dan pelayanan serta proses yang ada.
2. Metodologi
Langkah-langkah yang dijadikan sebagai Improvement Tool (Alat Perbaikan) yang lengkap yang dapat digunakan dan diaplikasikan pada Design, Manufacturing, Sales, Service, dll.
3. Strategi bisnis
Dapat membantu dalam meraih keuntungan pada suatu persaingan. Bila dapat memperbaiki sigma level pada proses, berati kualitas produk akan lebih baik
dan biaya yang tidak perlu akan berkurang dan hasilnya yang pasti konsumen akan semakin puas.
4. Philosophy
a. Kelangsungan perusahaan bergantung pada kemajuan bisnis b. Perusahaan bertambah besar berdasarkan kepuasan pelanggan c. Kepuasan pelanggan ditentukan oleh Quality, Price dan Delivery d. Quality, Price dan Delivery dikontrol oleh process capability e. Process Capability tergantung dari variasi
f. Variasi proses menentukan kenaikan defect, cost dan cycle time
g. Untuk mengurangi variasi, kita harus mengaplikasikan pengetahuan yang benar
h. Untuk mengaplikasikan pengetahuan yang benar, langkah pertama adalah dengan mengukur
i. Dengan mengukur permasalahan, kita akan dapat pengetahuan yang benar.
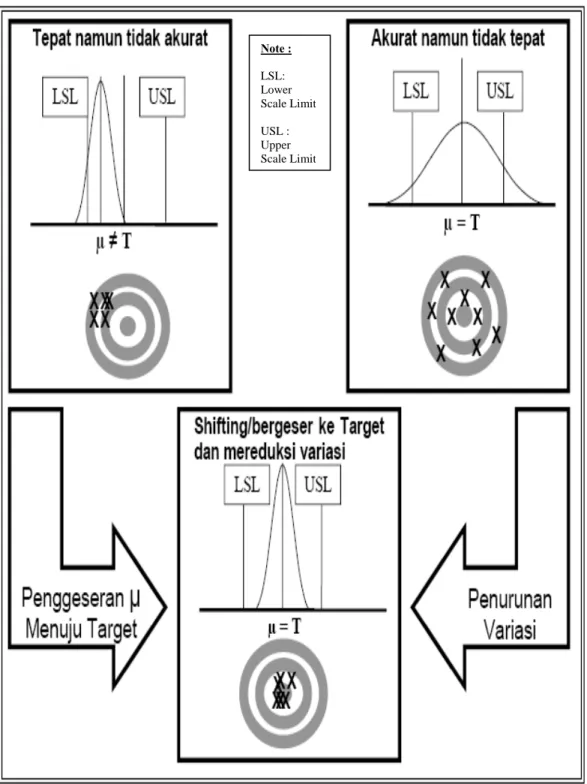
Terdapat tiga bentuk umum permasalahan hasil/output dari suatu proses yang menjadi sasaran Six Sigma, yaitu (Anonim,2002):
1. Tepat namun tidak akurat
Artinya rata-rata dari output (keluaran) yang dihasilkan oleh proses menyimpang dari target yang telah ditentukan berdasarkan suara customer (pelanggan) atau mungkin jauh dari target tersebut sehingga kemungkinan sebagian atau seluruh hasil outputnya berada di luar spesifikasi. Dengan begitu pada masalah
ini Six Sigma diharapkan dapat menggeser rata-rata hasil proses tersebut hingga tidak terjadi penyimpangan dari target yang telah ditetapkan, melalui langkah-langkah perbaikan yang sistematis dibantu dengan alat statistik.
2. Akurat namun tidak tepat
Artinya output (keluaran) yang dihasilkan oleh proses adalah sangat bervariasi atau beragam sehingga kemungkinan hasil dari proses tersebut ada yang keluar dari spesifikasi yang telah ditentukan. Sehingga tujuan dari Six Sigma disini adalah untuk mengurangi jumlah variasi tersebut hingga minimal hasil dari proses tidak ada yang keluar dari batas spesifikasi yang telah ditetapkan berdasarkan suara dari pelanggan (customer).
3. Tidak tepat dan akurat
Artinya bahwa output yang dihasilkan oleh proses tersebut adalah bervariasi dan juga tidak akurat/menyimpang hasilnya dengan target yang telah ditentukan. Disini dengan Six Sigma diharapkan dapat menggeser rata-rata proses ke target dan juga meminimasi variasi dari proses hingga mendekati level 6 sigma.
Untuk lebih jelasnya mengenai penjelasan diatas, dapat dilihat pada Gambar 2.1 yang menunjukan ilustrasi dari permasalahan pokok dari hasil/output proses yang ditangani oleh Six Sigma.
Gambar 2.1 Masalah Variasi dan Pergeseran Hasil Proses Note : LSL: Lower Scale Limit USL : Upper Scale Limit
2.3.3
Konsep Six Sigma Motorola
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai sebagaimana yang mereka harapkan (Gasperz,2002). Apabila produk (barang dan/atau jasa) diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4 kegagalan per sejuta kesempatan (Defect Per Million Opportunity/DPMO) atau mengharapkan bahwa 99,99966 persen dari apa yang diharapkan pelanggan akan ada dalam produk itu. Dengan demikian Six Sigma dapat dijadikan ukuran target kinerja system industri tentang bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan pelanggan (pasar). Semakin tinggi target sigma yang dicapai, kinerja system industri akan semakin baik. Sehingga Six Sigma otomatis akan lebih baik dari Four Sigma, Four Sigma akan lebih baik dari Three Sigma. Six Sigma juga dapat dianggap sebagai strategi terobosan yang memungkinkan perusahaan melakukan peningkatan luar biasa (dramatic) di tingkat bawah. Six Sigma juga dapat dipandang sebagai pengendalian proses industri berfokus pada pelanggan, melalui penekanan pada kemampuan proses (process capability).
2.3.4
Karakteristik Six Sigma
Terdapat beberapa hal yang dapat mencirikan Six Sigma (Anonim,2002), diantaranya adalah:
1. Metode peningkatan kualitas yang dapat diaplikasikan di segala bidang, diantaranya Design, manufacturing, Sales, Service, dll.
2. Fokus terhadap 3P (Product, Process, People).
3. Berdampak terhadap penghematan biaya (cost saving) dengan meminimalisasi pemborosan (waste) yang ada di dalam proses.
4. Membuat keputusan berdasarkan data, bukan berdasarkan ide-ide yang salah dan praduga.
5. Pengolahan data menggunakan statistic dibantu dengan Statistic Software (SPSS) sehingga mempermudah untuk yang awam terhadap statistik.
Ada beberapa hal yang membedakan pendekatan Six Sigma dengan pendekatan tradisional, yang dapat dilihat pada Tabel 2.3 berikut:
Table 2.2 Perbedaan Pendekatan Tradisional Vs 6 σ
2.3.5 Dampak Six Sigma
Beberapa keberhasilan Motorola yang telah diperoleh hingga sekarang diantaranya adalah (Gasperz,2002):
1. Peningkatan produktifitas rata-rata 12.3% per tahun. 2. Peningkatan COPQ (cost of poor quality) lebih dari 84%. 3. Eliminasi kegagalan dalam proses sekitar 99.7%.
4. Penghematan biaya manufacturing lebih dari $11 miliar.
5. Peningkatan tingkat pertumbuhan tahunan rata-rat 17% dalam penerimaan, keuntungan dan harga saham Motorola.
Beberapa survei yang dilakukan di Amerika telah menunjukan keberhasilan aplikasi program Six Sigma di beberapa perusahaan, contoh: dimana perusahaan-perusahaan yang beroperasi pada tingkat 3 sigma akan mampu memperoleh manfaat secara rata-rata per tahun setelah beroperasi pada tingkat 4 sigma (peningkatan kualitas sebesar 1 sigma) adalah:
1. Peningkatan keuntungan (contribution margin improvement) rata-rata 20% 2. Peningkatan kapasitas sekitar 12-18%.
3. Penghematan tenaga kerja sekitar 12%.
4. Penurunan penggunaan modal operasional sekitar 10-30%.
2.3.6 Metodologi Six Sigma
Untuk melakukan peningkatan terus menerus menuju target Six Sigma dibutuhkan suatu pendekatan yang sistematis, berdasarkan ilmu pengetahuan dan fakta (systematic, scientific and fact based) dengan menggunakan peralatan, pelatihan dan pengukuran sehingga ekspetasi dan kebutuhan pelanggan dapat terpenuhi
(Simon,2003). Saat ini terdapat dua pendekatan yang biasa digunakan dalam Six Sigma, yaitu:
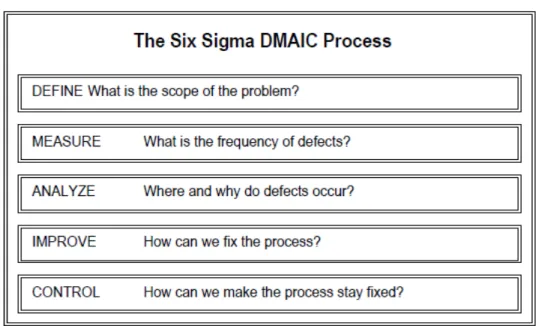
1. DMAIC (Define, Measure, Analyze, Improve and Control)
Metodologi DMAIC digunakan pada saat sudah terdapat produk atau proses di perusahaan namun belum dapat mencapai spesifikasi yang ditentukan oleh pelanggan.
a. Define, menentukan tujuan proyek dan ekspetaksi pelanggan.
b. Measure, mengukur proses untuk dapat mentukan kinerja sekarang atau sebelum mengalami perbaikan.
c. Analyze, menganalisa dan menentukan akar permasalahan dari suatu cacat atau kegagalan.
d. Improve, memperbaiki proses menghilangkan atau mengurangi jumlah cacat/kegagalan.
e. Control, mengawasi kinerja proses yang akan datang setelah mengalami perbaikan.
2. DMADV (Define, Measure, Analyze, Design and Verify)
Metodologi DMADV dapat digunakan pada tempat/perusahaan yang belum terdapat produk maupun proses atau pada perusahaan yang sudah memiliki produk maupun proses dan sudah dilakukan optimisasi (menggunakan DMAIC ataupun metode yang lain) namun tetap saja tidak bisa mencapai level spesifikasi yang ditetapkan berdasarkan pelanggan atau sigma level.
a. Define, menentukan tujuan proyek dan ekspetasi pelanggan.
b. Measure, mengukur dan memutuskan spesifikasi dan kebutuhan pelanggan.
c. Analyze, menganalisa beberapa proses pilihan yang sesuai dengan kebutuhan pelanggan.
d. Design, merancang proses secara terperinci yang sesuai dengan kebutuhan pelanggan.
e. Verify, menguji kemampuan dan kekuatan hasil rancangan agar sesuai dengan kebutuhan pelanggan.
2.4 Metode
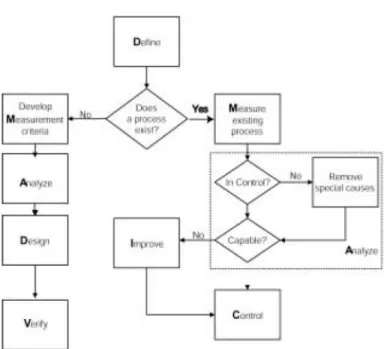
DMAIC
DMAIC (Define, Measure, Analyze, Improve and Control) merupakan sebuah proses untuk peningkatan yang dilakukan secara terus menerus, bersifat sistematis, ilmiah dan berdasarkan pada kenyataan yang ada. DMAIC meliputi langkah-langkah yang perlu dilakukan secara berurutan, yang masing-masing langkah/tahapan amat penting guna mencapai hasil yang diinginkan. Dan juga DMAIC biasa disebut sebagai metodologi Six Sigma yang dijadikan sebagai metode penyelesaian masalah atau kunci pemecahan masalah. Agar dapat lebih memahami proses DMAIC secara umum dapat dilihat pada Gambar 2.5 dan untuk sub tahapan dari tiap tahapan DMAIC menggunakan acuan atau pedoman yang ada di perusahaan tempat penelitian dan juga Basic Six Sigma Handbook sedangkan untuk uraiannya dapat dilihat di bawah.
2.4.1 Tahap Define
Ini merupakan tahapan awal dalam menjalankan metode DMAIC yang merupakan salah satu metode dalam six sigma. Tahap ini akan memfokuskan untuk menemukan CTQ (Critical to Quality) yaitu sebuah focus permasalahan yang menjadi hal yang paling penting untuk memenuhi keinginan customers. Dalam tahap ini akan dibagi ke dalam beberapa tahapan lagi, namun sub-tahapan di dalam metode DMAIC sendiri belum baku sehingga belum ada persamaan persepsi mengenai langkah-langkah yang ada di dalamnya. Disini akan dicoba untuk menggunakan tahapan yang biasa digunakan oleh perusahaan tempat studi kasus yang juga banyak dipakai di berbagai perusahaan yang telah mengembangkan Six Sigma.
1. Menentukan Proyek Six Sigma
Pada bagian ini terdiri dari pemilihan critical line dan critical model. Untuk menetukan line dan model yang akan dipilih akan digunakan Diagram Pareto sebagai alat statistik untuk menemukannya.
2. Menentukan CTQ (Critical to Quality)
Disini akan ditentukan CTQ yang merupakan unsur yang terdapat pada proses yang secara signifikan akan mempengaruhi output dari proses, dalam hal ini adalah peningkatan laju produksi (kebutuhan/kepuasan konsumen). Dan yang terpenting adalah CTQ ini harus terukur dan dapat diamati.
3. Menentukan Critical to Process (CTP)
Tujuan dari tahap ini adalah untuk menemukan sub proses yang menyebabkan masalah, dengan menggunakan data yang ada pada Standard Time Leader yang menangani waktu standar yang dibutuhkan setiap stasiun kerja setiap waktu sehingga data tersebut lebih up to date dan dapat mewakili kondisi yang ada. Dari data-data tersebut kemudian ditampilkan dalam bentuk grafik untuk memudahkan dalam menentukan workstation yang bermasalah sehingga dapat dilakukan perbaikan pada work station tersebut sehingga kebutuhan konsumen dapat terpenuhi dan perusahaan pun memperoleh penghematan biaya dari perbaikan tersebut.
2.4.2 Tahap Measure
Tahap measure merupakan tahapan kedua dari metode DMAIC yang pada tahap ini lebih difokuskan untuk mengetahui kapabilitas proses yang ada saat ini (current process capability) sehingga dapat dijadikan sebagai tolak ukur dalam peningkatan proses dan dapat diketahui sudah seberapa jauh kemajuan yang telah dicapai dari suatu proses yang telah mengalami perbaikan dari kondisi awalnya. Namun sebelumnya harus dilakukan pengujian terhadap sistem pengukuran yang akan dilakukan agar semua hasil pengukuran yang dilakukan dapat dinyatakan valid dan kesimpulan yang diambil dari data pengukuran tersebut dapat sesuai dengan kenyataan yang ada pada proses tersebut.
1. Menguji Sistem Pengukuran
Hal ini dilakukan untuk mengesahkan sistem pengukuran yang dipakai sehingga tidak terjadi kesalahan dalam pengukuran berikutnya, yang pada akhirnya mempengaruhi hasil kesimpulan yang telah dibuat berdasarkan sistem pengukuran yang tidak sah.
2. Mengukur Kapabilitas Proses Sekarang
Pada tahap ini, kita ingin mengetahui seberapa besar indeks kapabilitas proses yang dapat dicapai oleh proses kita baik untuk yang short term maupun long term. Indeks kapabilitas proses dapat dikatakan baik apabila tidak memiliki masalah di dalam prosesnya dan dikatakan tidak baik apabila terjadi masalah di dalam proses tersebut. Maka dapat disimpulkan bahwa untuk mengetahui apakah ada masalah dengan proses kita, dapat diketahui melalui indeks kapabilitas prosesnya.
2.4.3 Tahap Analyze
Tahap ini merupakan tahapan yang ketiga dalam DMAIC dimana konsentrasi nya pada pemilihan faktor-faktor yang paling berpengaruh terhadap CTQ (masalah). Disini akan banyak dibutuhkan pengujian-pengujian yang tujuannya untuk mengetahui factor yang paling berpengaruh terhadap masalah (vital factors). Namun sebelumnya dilakukan pengumpulan factor-factor yang potensial untuk mempengaruhi CTQ dengan menggunakan survey lalu dipilih lagi diantara factor-faktor potensial tersebut yang layak untuk dilakukan pengujian.
1. Menentukan Potensial Faktor
Pada bagian ini akan dicari beberapa factor yang mempunyai kemungkinan untuk dapat mempengaruhi Y (masalah) atau biasa disebut sebagai potential factor. Alat statistik yang digunakan untuk menganalisisnya adalah Fishbone Diagram (diagram sebab akibat). Pada tahap ini pun harus hati-hati karena akan mempengaruhi hasil yang diperoleh bila pemilihannya tidak tepat maka hasil yang dicapainya pun tidak optimal. Untuk itu dibutuhkan beberapa orang yang ahli di bidangnya untuk dapat memilah-milah factor-faktor apa saja yang kemungkinan dapat mempengaruhi Y tersebut secara signifikan.
2. Menentukan Vital Faktor
Setelah ditemukannya beberapa factor yang potensial dari langkah sebelumnya, lalu langkah berikutnya adalah menentukan factor-faktor yang sangat berpengaruh terhadap Y (masalah) dengan melakukan pengujian hipotesis terhadap factor-faktor tersebut, apakah faktor tersebut benar-benar berpengaruh terhadap masalah yang ada? Sehingga improvement yang akan kita lakukan tidak akan sia-sia dilakukan dan juga tidak banyak keluar biaya yang besar untuk melakukan perbaikan tersebut.
2.4.4 Tahap Improve
Pada tahap ini akan dipilih setting yang paling baik untuk setiap vital factor yang didapat dari langkah sebelumnya sehingga menghasilkan Y yang optimum.
Dilanjutkan dengan membuat prosedur yang baru dan menghitung kapabilitasnya setelah tahap implementasi
1. Menentukan factor yang vital
Disini akan dicari factor-faktor vital bagi perusahaan dimana factor-faktor tersebut telah diindentifikasi pada tahapsebelumnya dengan menggunakan survey. 2. Membuat Prosedur Baru
Setelah ditemukan setting factor yang paling optimal, maka langkah berikutnya adalah membuat prosedur yang baru sehingga dapat dijadikan sebagai acuan oleh karyawan pada saat melakukan tahap pengimplementasian.
3. Mengukur Kapabilitas Proses setelah Implementasi
Disini akan digunakan cara yang sama dengan perhitungan Kapabilitas Proses yang ada di tahapan Measure. Namun disini data yang digunakan adalah sample data setelah mengalami perbaikan atau sudah diimplementasikannya konsep yang baru agar hasil yang dicapai dapat optimal.
2.4.5
Tahap Control
Pada tahap akhir ini akan lebih tefokus pada bagaimana caranya untuk dapat menjaga dan mempertahankan kondisi dari hasil ide-ide perbaikan agar tidak berubah lagi atau kembali lagi pada kondisi awal. Sehingga dibutuhkan seperangkat prosedur yang akan digunakan sebagai alat untuk menjaga dan mengawasinya.
1. Merancang Sistem Kontrol
Disini akan dirancang sistem control apa yang kira-kira cocok dengan kondisi yang ada. Sistem kontrol disini maksudnya adalah seperangkat langkah-langkah yang akan dilakukan untuk melakukan pengontrolan terhadap proses yang telah mengalami perbaikan.
2. Mengaplikasikan Sistem Kontrol
Sedangkan mengaplikasikan sistem control disini dimaksudkan untuk menjalankan proses control dengan menggunakan rancangan sistem control yang telah dibuat sebelumnya. Namun untuk penelitian ini hanya terbatas pada waktu tertentu saja untuk melakukan pengontrolan.
2.5 Statistika
2.5.1 Pengertian Statistika
Statistika adalah ilmu yang membahas tentang pengumpulan, penyusunan, analisa, interpretasi dan penyajian data (Anonim,2002). Tujuan penggunaan statistika dalam Six Sigma adalah bukan sekedar untuk inspeksi dan deteksi namun juga untuk memprediksi dan mencegah sesuatu. Agar tujuan dari statistik tersebut dapat terlaksana dengan baik maka dibutuhkan data yang lengkap dan akurat sebagai bahan acuan untuk melakukan improvement.
2.5.2 Macam-macam Statistik
Dalam arti sempit, statistik dapat diartikan sebagai data, tetapi dalam arti
luas, statistik dapat diartikan sebagai alat (Sugiyono,2003). Alat untuk analisi dan alat untuk membuat keputusan. Statistik dapat dibedakan menjadi dua, yaitu: 1. Statistik deskriptifAdalah statistik yang digunakan untuk menggambarkan atau menganalisis suatu statistic hasil penelitian, tetapi tidak digunakan untuk membuat kesimpulan yang lebih luas.
2. Statistik Inferential
Adalah statistic yang digunakan untuk menganalisis data sample dan hasilnya akan digeneralisasikan untuk populasi dimana sampel diambil. Terdapat dua macam statistic inferential, yaitu:
a. Parametris
Digunakan untuk menganalisa data interval atau rasio, yang diambil dari populasi yang berdistribusi normal.
b. Non Parametris
Digunakan untuk menganalisis data nominal dan ordinal dari populasi yang bebas distribusi, jadi tidak harus normal.
Pengumpulan Data
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun kuantitatif yang digunakan sebagai petunjuk untuk bertindak (Anonim,2002). Berdasarkan data, kita dapat mempelajari fakta-fakta yang ada dan kemudian mengambil tindakan yang tepat berdasarkan pada fakta tersebut. Di dalam Six Sigma data-data yang digunakan dapat berupa data defects, waktu, biaya, efisiensi, ataupun kinerja.
Data-data dikumpulkan dengan tujuan seperti berikut (Anonim,2002): 1. Untuk mendapatkan fakta-fakta yang dapat dijadikan sebagai landasan kuat
untuk memilih suatu masalah yang akan dijadikan sebagai project.
2. Untuk dijadikan sebagai bahan acuan yang akan menunjukkan kemajuan suatu proses.
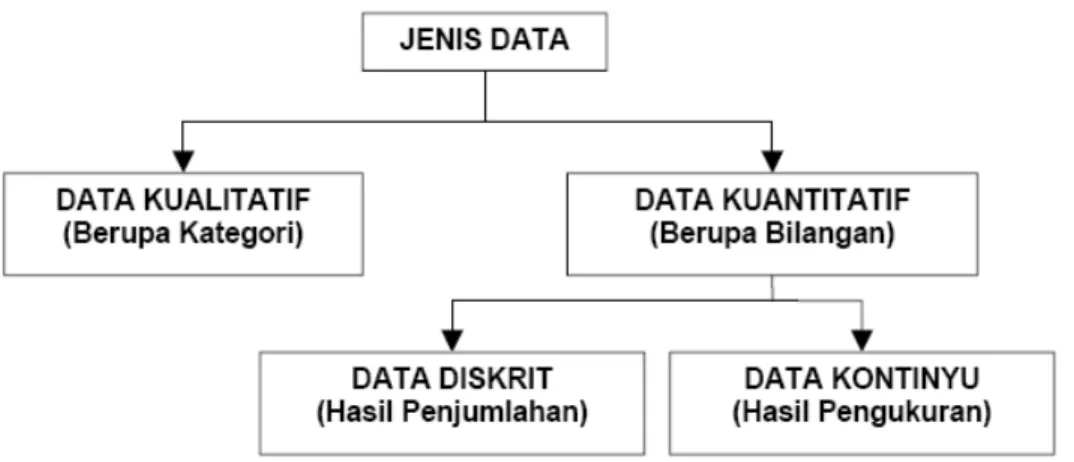
Berdasarkan jenisnya, data dapat dibagi menjadi: 1. Data Kualitatif
Yaitu data yang berbentuk kategori atau kualitas (tidak berbentuk bilangan). Contoh: Bagus, Manis, Pahit, Cantik, Tinggi, dll.
2. Data Kuantitatif
Yaitu data yang berbentuk bilangan (angka) baik hasil penghitungan maupun hasil pengukuran. Contoh: 150 anak, 30 derajat, 40 motor, dll.
Berdasarkan cara memperoleh datanya, maka data kuantitatif dapat dibagi menjadi (Gasperz,2002):
1. Data Atribut merupakan data kualitatif yang dihitung menggunakan daftar pencacahan atau tally untuk keperluan pencatatan dan analisis. Data atribut bersifat diskrit. Jika suatu catatan hanya merupakan suatu ringkasan atau klasifikasi yang berkaitan dengan sekumpulan persyaratan yang telah ditetapkan, maka catatan itu disebut sebagai “atribut”. Contoh data atribut karakteristik kualitas adalah: ketiadaan label pada kemasan produk, kesalahan proses adminitrasi buku tabungan nasabah, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat, dan lain-lain. Data atribut biasanya diperoleh dalam bentuk unit-unit ketidaksesuaian atau cacat/kegagalan terhadap spesifikasi kualitas yang telah ditetapkan.
2. Data Variabel merupakan data kuantitatif yang diukur menggunakan alat pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel bersifat kontinyu. Jika suatu catatan dibuat berdasarkan keadaan aktual, diukur secara langsung, maka karakteristik kualitas yang diukur itu disebut sebagai variabel. Contoh data variabel karakteristik kualitas adalah: diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, waktu yang dibutuhkan untuk melakukan satu proses, dan lain-lain. Ukuran-ukuran berat, panjang, tinngi, diameter, waktu dan volume merupakan data variabel.
Populasi dan Sampel
Gambar 2.5 Hubungan antara Populasi dan Sampel
Populasi adalah wilayah generalisasi yang terdiri atas; objek/subjek yang mempunyai kuantitas dari karakteristik tertentu yang akan ditetapkan oleh peneliti untuk dipelajari dan kemudian ditarik kesimpulannya (Sugiyono,2003). Jadi populasi bukan hanya orang, tetapi juga benda-benda alam yang lain. Populasi juga bukan sekedar jumlah yang ada pada objek.subjek yang dipelajari, tetapi meliputi seluruh karakteristik/sifat yang dimiliki oleh objek atau subjek itu.
Sampel adalah sebagian dari jumlah dan karakteristik yang dimiliki oleh populasi tersebut. Bila populasi besar, dan peneliti tidak mungkin mempelajari semua yang ada pada populasi, misalnya karena keterbatasan tenaga, dana dan waktu maka peneliti dapat menggunakan sampel yang diambil dari populasi itu. Apa yang dipelajari dari sampel itu, kesimpulannya akan diberlakukan untuk populasi. Untuk itu sampel yang diambil dari populasi harus benar-benar representatif. Bila sampel tidak representatif, ibarat orang yang tidak bisa melihat tetapi diminta untuk menyimpulkan karakteristik dari gajah. Satu orang memegang telinga gajah, maka ia akan menyimpulkan bahwa gajah itu seperti kipas. Orang kedua memegang badan gajah, maka ia akan menyimpulkan bahwa gajah seperti tembok besar. Begitulah jika sampel yang dipilih tidak representatif maka ibarat 2 orang yang tidak bisa melihat itu yang membuat kesimpulan yang salah tentang gajah.
Apabila kandungan dari suatu sampel berfluktuasi atau berubah-rubah maka perhitungan statistik pun akan menjadi lebih besar atau kecil dari nilai populasi yang sebenarnya. Pengambilan sampel diperlukan juga ketika diperlukannya inspeksi dengan jalan menghancurkan produk yang akan diinspeksi atau ketika pengujian pada seluruh populasi menjadi sangat berbahaya. Sebenarnya, kemungkinan analisis terhadap seluruh populasi tidak seakurat dengan cara sampling. Karen apabila rasa bosan dan lelah dirasakan oleh inspektor maka akan membuat pemeriksaan yang dilakukannya menjadi tidak akurat lagi.
2.6
Alat-Alat Six Sigma
2.6.1
Diagram Pareto
Apa yang menjadi area utama dalam proses itu? (Gasperz,2001). Pertanyaan ini dapat dijawab dengan menggunakan prinsip Pareto yang menyatakan bahwa sekitar 80% dari masalah yang disebabkan oleh 20% dari penyebab. Vilfredo Pareto, seorang ahli ekonomi Italia pada abad ke 19 menemukan bahwa bagian terbesar dari kesejahteraan dimiliki oleh beberapa orang saja, sehingga menimbulkan maldistribusi dari kesejahteraan (maldistribution of wealth). Kunci peningkatan proses pertama kali adalah mengidentifikasi area utama dan memfokuskan perhatian pada masalah utama itu.
Diagram Pareto adalah grafik batang yang menunjukan masalah berdasarkan urutan banyaknya kejadian. Masalah yang paling banyak terjadi ditunjukan oleh grafik batang pertama yang tertinggi serta ditempatkan pada sisi paling kiri dan seterusnya sampai masalah yang paling sedikit terjadi ditunjukan oleh grafik batang terakhir yang terendah serta ditempatkan pada sisi paling kanan.
Pada dasarnya Diagram Pareto dapat dipergunakan sebagai alat interpretasi untuk:
a. Menentukan frekuensi relatif dan urutan pentingnya masalah-masalah atau penyeba-penyebab dari masalah yang ada.
b. Memfokuskan perhatian pada isu-isu kritis dan penting melalui membuat ranking terhadap masalah-masalah atau penyebab-penyebab dari masalah itu dalam bentuk yang signifikan.
2.6.2
Gage R&R
Gage R&R adalah salah satu alat Six Sigma yang digunakan untuk mengukur tingkat kevalidan dan keterandalan dari suatu sistem pengukuran yang akan digunakan (Pyzdek,2002). Secara konseptual, pengukuran cukup sederhana; pengukuran adalah penetapan angka-angka untuk mengamati gejala sesuai dengan aturan tertentu. Pengukuran menyampaikan informasi tertentu mengenai hubungan antara elemen tersebut dengan elemen lainnya. Terdapat fungsi pemetaan yang membawa dari sistem empiris ke dalam sistem angka-angka. Sistem angka-angka dimanipulasi dan hasil manipulasi tersebut dipelajari untuk membantu manajer memahami sistem empiris dengan lebih baik. Isi informasi dari suatu angka tergantung pada skala pengukuran yang digunakan. Skala ini menentukan jenis analisis statistikal yang dapat digunakan secara benar dalam mempelajari angka tersebut.
Kesalahan pada sistem pengukuran dapat dikelompokkan menjadi 2 kategori, yaitu (Anonim,2001):
1. Keakuratan (accuracy), menjelaskan perbedaan antara nilai aktual dari pengukuran dengan part. Untuk menguji dapat menggunakan Gage Linearity and Accuracy yang ada di SPSS. Tingkat kearutan (accuracy) dari suatu sistem pengukuran biasanya terdiri atas 3 komponen, yaitu:
a. Linearitas (Linearity), mengukur seberapa besar part mempengaruhi tingkat keakuratan dari suatu sistem pengukuran.
c. Stabilitas (stability), mengukur seberapa akuratnya sistem pengukuran selama periode waktu.
2. Ketepatan (precision), menjelaskan variasi yang terlihat ketika mengukur part yang sama secara berulang dengan menggunakan alat ukur yang sama. Untuk mengujinya dapat menggunakan Gage R&R Study yang telah tersedia pada SPSS. Kepresisian dari sistem pengukuran terdiri atas 2 komponen, yaitu:
a. Repeatability (kemampuan pengulangan), variasi yang disebabkan oleh alat ukur. Merupakan variasi pengamatan ketika operator yang sama mengukur part yang sama secara berulang dengan alat ukur yang sama.
b. Reproducibility (kemampuan dihasilkan kembali), variasi yang disebabkan oleh sistem pengukuran atau operator. Merupakan variasi dari pengamatan ketika operator yang berbeda mengukur part yang sama dengan menggunakan alat ukur yang sama.
Gage Repeatability & Reproducibility Studies menentukan variasi dari suatu proses yang diamati yang diakibatkan variasi dari sistem pengukuran. SPSS menyediakan dua macam Gage R&R Studies, yaitu:
1. Gage R&R Study (crossed), gunakan jenis ini pada saat tiap-tiap part diukur beberapa kali oleh tiap operator
2. Gage R&R Study (nested), gunakan jenis tersebut pada saat mengukur tiap-tiap part hanya dengan satu orang operator. Seperti melakukan pengujian
dengan merusak atau merubah struktur dari produk tersebut ataupun kondisi yang tidak mendukung untuk melakukan part yang sama.
Terdapat tiga kriteria untuk menentukan kualifikasi dari sistem pengukuran, yaitu (Anonim,2001):
1. %Contribution
Prosentase kontribusi terhadap seluruh variasi yang dibuat oleh setiap komponen variasi. (Setiap komponen yang berbeda dibagi dengan total variasi, kemudian dikalikan 100). Presentase masing-masing komponen tersebut apabila dijumlahkan akan berjumlah 100.
2. %Study Variation
Presentase dari study variation untuk setiap komponen (standard deviasi untuk setiap komponen dibagi dengan total standard deviasi). Presentase masing-masing komponen tersebut bila dijumlahkan tidak berjumlah 100.
3. Distinct Categories
Jumlah kategori yang berbeda di dalam data proses yang dapat dilihat oleh sistem pengukuran. Sebagai contoh, bayangkan ketika mengukur 10 part yang berbeda, dan SPSS melaporkan bahwa sistem pengukurannya melihat 4 kategori yang berbeda. Ini artinya bahwa beberapa dari 10 part tersebut ada yang tidak begitu berbeda oleh sistem pengukurannya. Jika ingin memperoleh jumlah dari kategori yang berbedanya tinggi, maka diperlukan alat ukur yang presisi. Jumlah kategori yang berbeda dapat dihitung dengan membangi standard deviasi dari part dengan standard deviasi dari alat ukur (gage), kemudian dikalikan 1,41 dan bulatkan ke dalam bilangan bulat yang terdekat.
Analisa Kapabilitas Proses
Kapabilitas proses dalam ilmu statistik adalah pengukuran kapabilitas suatu proses yang dinyatakan dalam bentuk angka sehingga dapat membandingkan kapabilitas pada proses yang berbeda (Anonim,2001). Pada dasarnya pengukuran kapabilitas proses adalah ratio antar lebar variasi proses yang diijinkan (specification limits) dengan lebar variasi proses yang aktual (six sigma).
Sebenarnya kapabilitas proses tidak dapat ditentukan/ditetapkan hingga X-bar dan R chart telah tercapai peningkatan kualitas yang optimal atau dengan kata lain proses tesebut telah berada dalam batas-batas kontrol/terkontrol (Gasperz, 2001).
Jika hal tersebut tidak dilakukan terlebih dahulu maka akan diperoleh perhitungan kapabilitas proses yang salah. Kapbilitas proses adalah sama dengan six sigma ketika proses berada dalam kontrol statistik. Kapabilitas proses ditentukan oleh variasi yang bersumber dari variasi penyebab umum. Secara umum, kapabilitas proses menggambarkan kinerja terbaik (misalnya range minimum) dari proses itu sendiri.
Dengan menggunakan indeks kapabilitas, dapat mengukur kualitas (Anonim, 2001). Semakin besar indeks kapabilitasnya maka semakin baik pula kualitasnya. Oleh karena itu dibutuhkan usaha untuk melakukan perbaikan secara terus menerus agar dapat membuat indeks kapabilitas tersebut meningkat sebesar mungkin. Untuk itu pada Tabel 2.5 terdapat beberapa indeks kapabilitas yang nantinya akan digunakan dalam penelitian.