BAB IV
PENGUMPULAN DAN PENGOLAHAN
DATA
4.1. Gambaran Umum Perusahaan
PT. Garuda Metalindo merupakan perusahaan yang bergerak di bidang manufaktur.Produk utama dari perusahaan ini adalah baut dan mur yang digunakan untuk furniture , elektronik dan utamanya untuk otomotif.
Berawal dari industri kecil (home industri) yang memproduksi spring center bolt dan spring U-Bolt pada tahun 1970 , pada tahun 1982 didirika perusahaan mur dan baut dengan nama PT Garuda Metalindo. Dan terus berkembang menjadi sebuah perusahaan mur dan baut cukup besar hingga sekarang.
Saat ini PT Garuda Metalindo memiliki 4 anak perusahaan dan 1 plant Factory yang terletak di kawasan industri Jatake , Tangerang , yaitu :
1. PT. Garuda Metal Utama
Produk yang dihasilkan adalah baut dan mur ukuran besar. 3. PT. Mega Pratama Ferindo
Bergerak di bidang pencucian dan penarikan (drawing)wire rod dan shafting bar.
4. PT. Indosarana Loka Pratama
Memproduksi minyak rem , minyak pelumas dan air pendingin radiator.
5. PT. Garuda Metalindo Plant 2 Tangerang
Merupakan anak cabang dari PT Garuda Metalindo yang memproduksi baut dan mur
4.1.1. Visi dan Misi 4.1.1.1. Visi
Menjadi perusahaan kelas dunia dalam industri " Baut dan Mur " dan produk terkait serta komponen otomotif melalui keunggulan manajemen dan sumber daya manusia dengan memanfaatkan teknologi tepat guna untuk menjadi pemain kunci di pasar regional dan internasional
4.1.1.2. Misi
1. Menciptakan produk-produk unggulan dalam industri " Baut dan Mur " dan produk terkait serta komponen otomotif yang memberikan nilai tambah berlandaskan semangat " Customer care " dengan mengedepankan pemilihan
strategi yang tepat , budaya perusahaan yang mendukung pengembangan manajemen, dan sumber daya manusia yang profesional.
2. Meningkatkan kesejahteraan masyarakat dengan menciptakan lingkungan kerja yang harmonis.
4.1.2. Kebijakan Mutu
PT. Garuda Metalindo sebagai perusahaan fastener dalam aktivitas bisnisnya berupaya mennghasilkan produk yang sesuai dengan harapan pelanggan dan selalu meningkatkan kepuasan pelanggan melalui peningkatan kinerja manajemen dan sistem manajemen secara berkelanjutan
Dalam mencapai Visi-Misi Perusahaan , manajemen PT. Garuda Metalindo berkomitmen :
1. Mematuhi peraturan perundangan , persyaratan mutu , keselamatn kesehatan kerja dan lingkungan yang berlaku baik terhadap pelanggan , pemerintah maupun pihak terkait sesuai standard mutu , bahaya dan aspek penting yang mengakibatkan kerusakan dan pencemaran di lingkungan perusahaan.
2. Mencegah kecelakaan kerja , penyakit akibat kerja dan pencemaran lingkungan dengan meminimalisasi resiko di area kerja dan mengoptimalisasi proses dalam pengurangan limbah. 3. Effisiensi energi dan sumber daya alam
Kebijakan ini dikomunikasikan dan diterapkan kepada seluruh karyawan dan pihak ketiga yang terkait dengan aktivitas perusahaan secara konsisten
Dalam aktivitas sehari-hari, setiap karyawan PT Garuda Metalindo mengembangkan budaya kerja yang biasa disebut kredo perusahaan.Kredo perusahaan di PT Garuda Metalindo biasa disingkat dengan “KITA BISA” yang terdiri dari :
1. Kinerja unggul adalah komitmen setiap karyawan PT Garuda Metalindo
2. Inovasi harus terus-menerus dilakukan
3. Tanggap dalam setiap perubahan dan tantangan 4. Aktif dalam upaya mencapai visi perusahaan
5. Belajar terus menerus untuk meningkatkan kompetensi 6. Inisiatif dalam mengusulkan perbaikan
7. Solusi terbaik untuk menyelesaikan masalah 8. Aman dalam semua aspek
4.2.1. Struktur Organisasi
Berdasarkan struktur organisasi PT. Garuda Metalindo Plant Tangerang, dalam melaksanakan kegiatan operasionalnya dibagi menjadi beberapa departemen. Departemen-departemen ini saling terkait antara satu dengan yang lainnya, maka diperlukan kerjasama untuk mencapai tujuan yang telah ditetapkan. Adapun tugas dan tanggungjawab dari masing-masing bagian atau departemen adalah sebagai berikut:
1. Plant Manager
Bertanggung jawab terhadap seluruh aktivitas yang dilakukan di area plant. Saat ini jabatan Plant Manager PT. Garuda Metalindo Tangerang dijabat oleh Bapak Budi Setya.
2. Departemen Produksi
Dipimpin oleh satu orang Kepala Sub Departemen. Saat ini dijabat oleh Bapak Randy Nathan Tjai. Departemen produksi bertanggungjawab terhadap kegiatan produksi.
3. Departemen Quality Control
Bertanggungjawab atas pengendalian kualitas baik produk maupun material. Departemen Quality Control memiliki 2 (dua ) seksi yang masing- masing dipimpin oleh kepala seksi.
4. Departemen HR
Bertanggungjawab atas seluruh kegiatan yang berhubungan dengan hubungan industrial. Melakukan perekrutan karyawan dan perawatan terhadap infrastruktur pabrik.
5. Departemen Maintenance
Bertanggungjawab atas perawatan mesin-mesin produksi dan infrastruktur penunjamg kegiatan produksi.
6. Departemen Inventory Control dan Tools and Dies
Departemen inventory control dan tools and dies bertanggung jawab terhadap jadwal produksi , pengiriman produk ke pelanggan dan pengawasan terhadap stok tools dan dies yang diperlukan untuk proses produksi.
G a m b a r 4 .1 S tr u k tu r O rg a ni s a si
4.2 Proses Produksi
PT Garuda Metalindo merupakan perusahaan yang memproduksi mur dan baut.Proses produksi mur dan baut, terdapat beberapa tahapan atau proses yang dilalui mulai dari material sampai dengan produk dapat dikirimkan kepada pelanggan.Berikut adalah beberapa tahapan atau proses yang dilalui oleh material sehingga menjadi produk jadi (finish good).
4.2.1. Forming
Forming merupakan awal proses dalam pembentukan atau pembuatan baut. Material yang berupa coil dibentuk di dalam dies untuk mendapatkan bentuk kepala baut yang diinginkan , seperti bentuk hexagon , pan , binding ,dll.
Gambar 4.2
Produk selesai proses forming
4.2.2. Machining
Proses machining merupakan proses menghilangkan bagian yang tidak diperlukan. Beberapa produk membutuhkan proses machining dikarenakan bentuknya yang tidak dapat langsung dibentuk melalui proses forming. Selain itu proses machining juga diperlukan untuk memperoleh kesesuaian yang diinginkan oleh pelanggan, seperti kehalusan permukaan produk.
Gambar 4.3
Produk setelah proses machining
4.2.3. Thread Rolling
Produk setengah jadi dari proses forming selanjutnya diproses thread rolling.Yaitu pembentukan ulir pada produk. Produk dipress di antara dua rolling dies.
Gambar 4.4
Produk setelah proses Thread Rolling
4.2.4. Heat Treatment
Merupakan proses perlakuan panas pada produk untuk mendapatkan tingkat kekerasan produk sesuai dengan spesifikasi yang diinginkan. Produk dipanaskan dalam tungku elektrik pada temperatur yang telah ditentukan.
Selain untuk mendapatkan tingkat kekerasan sesuai yang diininginkan, proses heat treatment juga untuk mendapatkan sifat-sifat tertentu sesuai dengan spesifikasi yang diinginkan.
4.2.5. Platting
Untuk mendapatkan warna sesuai spesifikasi dari pelanggan, produk selanjutnya diproses platting. Proses ini dilakukan oleh pihak luar atau subcon.
4.2.6. Packing
Sebelum produk dikirimkan kepada pelanggan, produk dikemas oleh bagian packing. Dalam proses pengepakan, juga dilakukan proses sortir untuk mengurangi lolosnya produk cacat terkirim ke pelanggan
RAW MATERIAL FORMING ROLLING HEAT TRHEATMENT PLATTING Gambar 4.6
Flow Process produk Screw tapping Ø5
4.3 Pengumpulan Data 4.3.1. Pengawasan Mutu
Pengawasan mutu dimaksudkan untuk menjaga tingkat mutu dan kesesuaian spesifikasi produk. Pengawasan mutu di PT garuda Metalindo dilakukan sesuai dengan instruksi kerja (IK) .
Pengawasan mutu di PT Garuda Metalindo menjadi tanggung jawab departemen Quality Control. Namun demikian, setiap karyawan dituntut untuk tetap menjaga kualitas produk. Pengawasan mutu dilakukan mulai dari material ,
produk pada saat proses sampai dengan pada saat produk akan dikirim ke pelanggan.
Yang perlu diperhatikan dalam pengawasan mutu material adalah : 1. Unsur-unsur yang terkandung di dalam material.
2. Diameter material
3. Visual material bebas dari cacat
Sedangkan pada saat proses di lini produksi yang diperhatikan adalah sebagai berikut :
1. Dimensi atau spesifikasi
Pemeriksaan berdasarkan checksheet menggunakan alat ukur yang telah direkomendasikan.Alat ukur yang dipergunakan diantaranya adalah : vernier capliper , micrometer , dial indicator , height gauge ¸dll. Selain menggunakan alat ukur , alat bantu yang digunakan untuk melakukan pemeriksaan berupa gauge , antara lain: thread ring gauge , plug gauge , universal gage dan depth gauge.
2. Visual
Pemeriksaan mutu produk dengan memperhatikan kondisi visual produk menggunakan mata. Produk dipastikan bebas dari cacat seperti : retak atau pecah , bebas dari sisa potongan yang tajam , dan bebas dari cacat yang lainnya.
Pemeriksaan di lini produksi dilakukan oleh personel QC seksi In Process dengan mengambil sampel produk setiap jam di setiap mesin. Hasil pemeriksaan dimasukkan ke dalam lembaran checksheet.
Berdasarkan pengamatan dan pemeriksaan produk Screw tapping Ø5 didapatkan data kemiringan sebagai berikut :
Tabel 4.1
Hasil pengukuran kemiringan
n Subgroup 1 2 3 1 0.41 0.35 0.33 2 0.40 0.38 0.25 3 0.32 0.25 0.20 4 0.42 0.28 0.32 5 0.30 0.35 0.24 6 0.31 0.37 0.19 7 0.42 0.26 0.32 8 0.41 0.29 0.26 9 0.20 0.28 0.36 10 0.15 0.45 0.33 11 0.28 0.41 0.26 12 0.29 0.33 0.20 13 0.35 0.26 0.19 14 0.45 0.21 0.32 15 0.42 0.19 0.28 16 0.38 0.26 0.30 17 0.25 0.28 0.39 18 0.21 0.22 0.33 19 0.36 0.20 0.32 20 0.41 0.32 0.19 21 0.26 0.36 0.30 22 0.23 0.23 0.30 23 0.22 0.41 0.25 24 0.34 0.25 0.26 25 0.41 0.30 0.23 26 0.21 0.29 0.35 27 0.33 0.25 0.29 28 0.25 0.26 0.37
4.3.3. Pengolahan Data
4.3.3.1. Pengujian Kecukupan Data
Tabel 4.2
Pengujian kecukupan data
X1 X2 X3 (X1)2 (X2)2 (X3)2 1 0.44 0.35 0.33 0.1936 0.1225 0.1089 2 0.4 0.38 0.25 0.16 0.1444 0.0625 3 0.32 0.25 0.2 0.1024 0.0625 0.04 4 0.42 0.28 0.32 0.1764 0.0784 0.1024 5 0.3 0.35 0.24 0.09 0.1225 0.0576 6 0.31 0.37 0.19 0.0961 0.1369 0.0361 7 0.42 0.26 0.32 0.1764 0.0676 0.1024 8 0.41 0.29 0.26 0.1681 0.0841 0.0676 9 0.2 0.28 0.36 0.04 0.0784 0.1296 10 0.15 0.45 0.33 0.0225 0.2025 0.1089 11 0.28 0.41 0.26 0.0784 0.1681 0.0676 12 0.29 0.33 0.2 0.0841 0.1089 0.04 13 0.35 0.26 0.19 0.1225 0.0676 0.0361 14 0.45 0.21 0.32 0.2025 0.0441 0.1024 15 0.42 0.19 0.28 0.1764 0.0361 0.0784 16 0.38 0.26 0.3 0.1444 0.0676 0.09 17 0.25 0.28 0.39 0.0625 0.0784 0.1521 18 0.21 0.22 0.33 0.0441 0.0484 0.1089 19 0.36 0.2 0.32 0.1296 0.04 0.1024 20 0.41 0.32 0.19 0.1681 0.1024 0.0361 21 0.26 0.36 0.3 0.0676 0.1296 0.09 22 0.23 0.23 0.3 0.0529 0.0529 0.09 23 0.22 0.41 0.25 0.0484 0.1681 0.0625 24 0.34 0.25 0.26 0.1156 0.0625 0.0676 25 0.41 0.3 0.23 0.1681 0.09 0.0529 26 0.21 0.29 0.35 0.0441 0.0841 0.1225 27 0.33 0.25 0.29 0.1089 0.0625 0.0841 28 0.25 0.26 0.37 0.0625 0.0676 0.1369 29 0.33 0.22 0.29 0.1089 0.0484 0.0841 30 0.4 0.3 0.21 0.16 0.09 0.0441 Total 9.75 8.81 8.43 3.3751 2.7171 2.4647
dikumpulkan telah cukup secara objektif, maka data tersebut diuji kecukupan datanya.Tingkat keyakinan yang digunakan adalah 99% dengan derajat ketelitian 10%.
Dari tabel kurva normal didapatkan nilai Z untuk tingkat keyakinan 99% yaitu 3 , sehingga : Dengan : N 90 Z 3 s 0.1
X 2 3.3751 2.7171 2.4647 8.5569
X 9.75 8.81 8.43 26.99 Sehingga 51.4713
Dari hasil di atas dapat diketahui N’=51.4713 dan N= 90 sehingga N’<N. Hal ini menunjukkan bahwa data kemiringan produk Screw tapping Ø5 yang dikumpulkan telah cukup secara objektif.
4.3.3.2.Pengujian Keseragaman Data
Tabel 4.3
Pengujian keseragaman data
1 0.44 0.35 0.33 0.141 0.05 0.03 0.0197 0.0025 0.0009 2 0.4 0.38 0.25 0.1 0.08 -0.05 0.0101 0.0065 0.0025 3 0.32 0.25 0.2 0.02 -0.05 -0.1 0.0004 0.0025 0.0099 4 0.42 0.28 0.32 0.12 -0.02 0.02 0.0145 0.0004 0.0004 5 0.3 0.35 0.24 0 0.05 -0.06 0 0.0025 0.0036 6 0.31 0.37 0.19 0.01 0.07 -0.11 0.0001 0.005 0.012 7 0.42 0.26 0.32 0.12 -0.04 0.02 0.0145 0.0016 0.0004 8 0.41 0.29 0.26 0.11 -0.01 -0.04 0.0122 0.0001 0.0016 9 0.2 0.28 0.36 -0.1 -0.02 0.06 0.0099 0.0004 0.0036 10 0.15 0.45 0.33 -0.15 0.15 0.03 0.0224 0.0226 0.0009 11 0.28 0.41 0.26 -0.02 0.11 -0.04 0.0004 0.0122 0.0016 12 0.29 0.33 0.2 -0.01 0.03 -0.1 0.0001 0.0009 0.0099 13 0.35 0.26 0.19 0.05 -0.04 -0.11 0.0025 0.0016 0.012 14 0.45 0.21 0.32 0.15 -0.09 0.02 0.0226 0.008 0.0004 15 0.42 0.19 0.28 0.12 -0.11 -0.02 0.0145 0.012 0.0004 16 0.38 0.26 0.3 0.08 -0.04 0 0.0065 0.0016 0 17 0.25 0.28 0.39 -0.05 -0.02 0.09 0.0025 0.0004 0.0082 18 0.21 0.22 0.33 -0.09 -0.08 0.03 0.008 0.0063 0.0009 19 0.36 0.2 0.32 0.06 -0.1 0.02 0.0036 0.0099 0.0004 20 0.41 0.32 0.19 0.11 0.02 -0.11 0.0122 0.0004 0.012 21 0.26 0.36 0.3 -0.04 0.06 0 0.0016 0.0036 0 22 0.23 0.23 0.3 -0.07 -0.07 0 0.0048 0.0048 0 23 0.22 0.41 0.25 -0.08 0.11 -0.05 0.0063 0.0122 0.0025 24 0.34 0.25 0.26 0.04 -0.05 -0.04 0.0016 0.0025 0.0016 25 0.41 0.3 0.23 0.11 0 -0.07 0.0122 0 0.0048 26 0.21 0.29 0.35 -0.09 -0.01 0.05 0.008 0.0001 0.0025 27 0.33 0.25 0.29 0.03 -0.05 -0.01 0.0009 0.0025 0.0001 28 0.25 0.26 0.37 -0.05 -0.04 0.07 0.0025 0.0016 0.005 29 0.33 0.22 0.29 0.03 -0.08 -0.01 0.0009 0.0063 0.0001 30 0.4 0.3 0.21 0.1 0 -0.09 0.0101 0 0.008 Total 9.75 8.81 8.43 0.751 -0.19 -0.57 0.2256 0.131 0.1062 X3 − X (X1−X)2 (X2−X)2 (X3−X)2 X1 X2 X3 X1 − X X2 − X
Selanjutnya data yang telah dikumpulkan diuji keseragamannya untuk memastikan bahwa data yang terkumpul berasal dari sistem yang sama dan untuk memisahkan data yang memiliki karakteristik yang berbeda.
8.99 30 0.2996
( X X )2 0.2257 0.1310 0.1062 0.4629N=90
Sehingga standard deviasinya adalah :
0.4629 89 0.0721
Batas-batas kendalinya adalah : BKA X Z 0.2996 (3 0.0721) 0.5160 BKB X Z 0.2996 (3 0.0721) 0.0832
( X X )2 N 10.55 BKA=0.5160 0.45 0.35 GP=0.2996 0.25 0.15 BKB=0.0832 0.05 Gambar 4.7 Uji keseragaman data
Dari gambar peta kendali di atas terlihat bahwa seluruh observasi berada dalam batas kendali. Sehingga data yang telah dikumpulkan memenuhi syarat keseragaman data. 0.45 0 10 Observasi 20 30 R at a -R a ta
4.3.3.3. Peta X bar dan Peta R bar
Dari data di atas selanjutnya dihitung range dan rata-rata tiap subgroup. Tabel 4.4
Perhitungan range dan rata-rata
n Subgroup R X 1 2 3 1 0.41 0.35 0.33 0.08 0.36 2 0.40 0.38 0.25 0.15 0.34 3 0.32 0.25 0.20 0.12 0.26 4 0.42 0.28 0.32 0.14 0.34 5 0.30 0.35 0.24 0.11 0.30 6 0.31 0.37 0.19 0.18 0.29 7 0.42 0.26 0.32 0.16 0.33 8 0.41 0.29 0.26 0.15 0.32 9 0.20 0.28 0.36 0.16 0.28 10 0.15 0.45 0.33 0.30 0.31 11 0.28 0.41 0.26 0.15 0.32 12 0.29 0.33 0.20 0.13 0.27 13 0.35 0.26 0.19 0.16 0.27 14 0.45 0.21 0.32 0.24 0.33 15 0.42 0.19 0.28 0.23 0.30 16 0.38 0.26 0.30 0.12 0.31 17 0.25 0.28 0.39 0.14 0.31 18 0.21 0.22 0.33 0.12 0.25 19 0.36 0.20 0.32 0.16 0.29 20 0.41 0.32 0.19 0.22 0.31 21 0.26 0.36 0.30 0.10 0.31 22 0.23 0.23 0.30 0.07 0.25 23 0.22 0.41 0.25 0.19 0.29 24 0.34 0.25 0.26 0.09 0.28 25 0.41 0.30 0.23 0.18 0.31 26 0.21 0.29 0.35 0.14 0.28 27 0.33 0.25 0.29 0.08 0.29 28 0.25 0.26 0.37 0.12 0.29 29 0.33 0.22 0.29 0.11 0.28 30 0.40 0.30 0.21 0.19 0.30
= 8.99 30 0.2996
Sedangkan range pengukuran setiap kali observasi adalah :
= 4.49 30 0.1497
Selanjutnya adalah menghitung batas kendali untuk peta kendali rata-rata. Untuk menghitung batas kendali rata-rata menggunakan rumus sebagai berikut :
BKA X X A2 R BKB X X A2 R
Untuk nilai A2 dapat dilihat dalam tabel. Dengan subgroup 3, nilai A2 sama dengan 1.023 , sehingga batas kendali untuk peta kendali rata-rata adalah sebagai berikut :
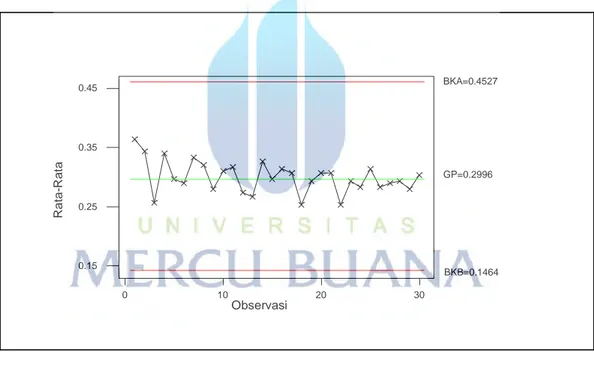
Garis pusat peta kendali rata-rata adalah rata-rata untuk setiap kali observasi, yaitu :
Batas kendali atas (BKA) :
BKAX X A2 R
0.2996 1.023 0.1497 0.4527
Batas kendali bawah (BKB) :
BKAX X A2 R
0.2996 1.023 0.1497 0.1464
Dari penghitungan batas-batas kendali di atas, selanjutnya data pengamatan dimasukkan ke dalam peta kendali sebagai berikut :
Gambar 4.8 Peta X bar
Dari peta kendali rata-rata di atas tampak bahwa seluruh observasi tidak ada yang berada di luar batass kendali. Sehingga peta kendali rata-rata tersebut tidak perlu dilakukan revisi.
Langkah selanjutnya adalah membuat peta kendali jarak (R Chart).
0.45 BKA=0.4527 0.35 GP=0.2996 0.25 0.15 BKB=0.1464 0 10 20 30 Observasi i R a ta -R a ta
sebagai berikut :
BKAR R D4 BKBR R D3
Nilai D3 dan D4 dapat dilihat di tabel. Dengan subgruop 3 , nilai D3 sesuai dengan tabel adalah 0 (nol) dan nilai D4 adalah 2.574. Sehingga batas kendali untuk peta kendali jarak adalah sebagai berikut :
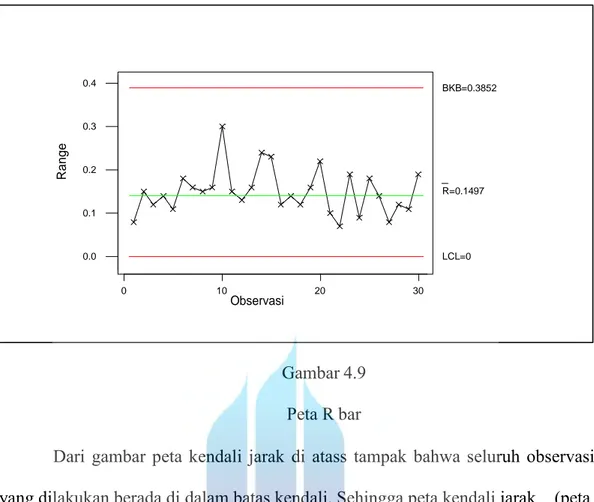
Garis pusat peta kendali jarak sama dengan jarak (range) pengukuran setiap kali observasi , yaitu :
4.49 30 0.1497
Batas kendali atas (BKA) :
BKAR R D4
0.1497 2.574 0.3852
Batas kendali bawah (BKB) :
BKBR R D3 0.1497 0 0
Setelah batas kendali untuk peta pengendali jarak tersebut ditentukan, data hasil pengukuran selanjutnya dimasukkan ke dalam peta kendali.
Gambar 4.9 Peta R bar
Dari gambar peta kendali jarak di atass tampak bahwa seluruh observasi yang dilakukan berada di dalam batas kendali. Sehingga peta kendali jarak (peta R) di atas tidak perlu dilakukan revisi.
Revisi terhadap peta kendali akan dilakukan ketika terdapat observasi yang keluar batas kendali.Sedangkan pada peta kendali di atas , baik peta kendali rata-rata (peta X) maupun peta kendali jarak (peta R) tidak terdapat hasil observasi yang berada di luar batas kendali.
0.4 BKB=0.3852 0.3 0.2 R=0.1497 0.1 0.0 LCL=0 0 10 20 30 Observasi Ra n ge