4 BAB II
LANDASAN TEORI 2.1 Total Productive Maintenance
Total Productive Maintenance (TPM) adalah pendekatan holistik untuk pemeliharaan peralatan yang berusaha unutuk mencapai sautu proses produksi yang mendekati sempurna. Proses TPM memastikan lebih sedikit kerusakan, penghentian, dan kerusakan sekaligus menurunkan biaya dan keterlibatan karyawan, dimana TPM meningkatkan peralatan kondisi operasi, memungkinkan pencapaian waktu produktifitas maupun efektifitas yang tinggi pada suatu mesin, dan mempertahankan peralatan pada tingkat kinerja yang optimal (Agustiady &
Cudney, 2018).
2.1.1 Manfaat Total Productive Maintenance (TPM)
Ada banyak keuntungan TPM diantaranya mengasah perlengkapan karyawan yang terkait pengetahuan dan keterampilan, meningkatkan komunikasi internal, memberikan dasar untuk membangun kerjasama, menetapkan spresifikasi peralatan dasar, mempromosikan audit dan diagnosis peralatan, mengendalikan variasi peralatan dan mengurangi cacat, menghilangkan waktu henti yang tidak direncanakan, memastikan kontrol kualitas, meningkatkan Overall Equipment Effectiveness (ORE), dan menghilangkan manajemen krisis (Agustiady & Cudney, 2018).
2.1.2 Pilar Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) adalah konsep pemeliharaan produktif yang dirancang untuk mencapai efektifitas komprehensif dari sistem produksi dengan melibatkan semua orang dalam suatu organisasi/ perusahaan (Adesta, Prabowo, & Agusman, 2018).
Secara lebih rinci, TPM dibagi menjadi tiga konsep penting :
1 Total yang artinya ketelibatan seluruh personel/ karyawan perusahaan.
2 Produktif yang artinya kegiatan, kegiatan TPM dilaksanakan semaksimal mungkin sehingga tidak mengganggu produktifitas perusahaan.
3 Maintenance, artinya pemilihan metode yang paling tepat/ efektif pemeliharaan.
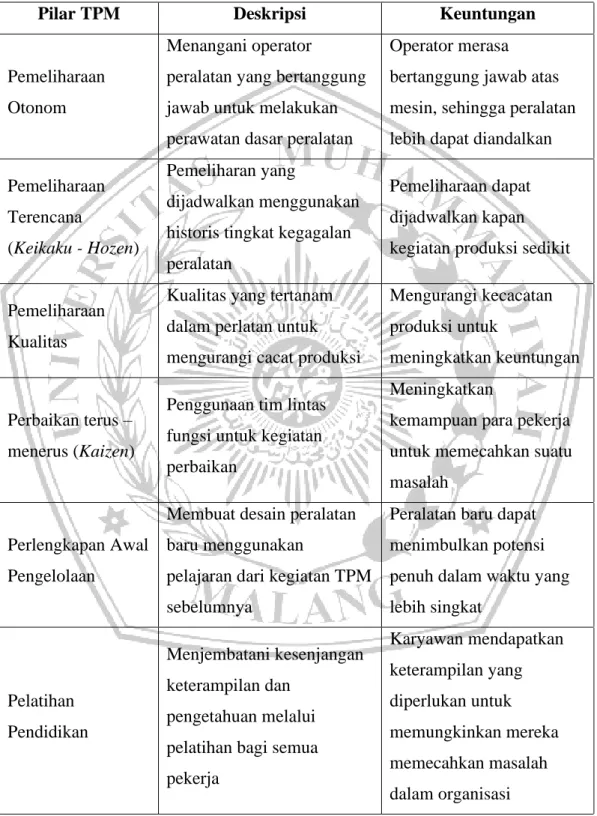
5 Delapan pilar TPM adalah sistem untuk memaksimalkan efektifitas produksi pada suatu perusahaan apapun itu. Ringkasan delapan pilar TPM dapat dilihat pada tabel 1.1 dibawah ini.
Tabel 1.1 Ringkasan Delapan Pilar Total Productive Maintenance
Pilar TPM Deskripsi Keuntungan
Pemeliharaan Otonom
Menangani operator
peralatan yang bertanggung jawab untuk melakukan perawatan dasar peralatan
Operator merasa bertanggung jawab atas mesin, sehingga peralatan lebih dapat diandalkan Pemeliharaan
Terencana
(Keikaku - Hozen)
Pemeliharan yang
dijadwalkan menggunakan historis tingkat kegagalan peralatan
Pemeliharaan dapat dijadwalkan kapan kegiatan produksi sedikit
Pemeliharaan Kualitas
Kualitas yang tertanam dalam perlatan untuk mengurangi cacat produksi
Mengurangi kecacatan produksi untuk
meningkatkan keuntungan
Perbaikan terus – menerus (Kaizen)
Penggunaan tim lintas fungsi untuk kegiatan perbaikan
Meningkatkan
kemampuan para pekerja untuk memecahkan suatu masalah
Perlengkapan Awal Pengelolaan
Membuat desain peralatan baru menggunakan
pelajaran dari kegiatan TPM sebelumnya
Peralatan baru dapat menimbulkan potensi penuh dalam waktu yang lebih singkat
Pelatihan Pendidikan
Menjembatani kesenjangan keterampilan dan
pengetahuan melalui pelatihan bagi semua pekerja
Karyawan mendapatkan keterampilan yang diperlukan untuk memungkinkan mereka memecahkan masalah dalam organisasi
6 Kesehatan,
Keamanan, dan Lingkungan Hidup
Menyediakan lingkungan kerja yang ideal tanpa kecelakaan dan cedera
Mengurangi kondisi berbahaya dan
menimbulkan tenaga kerja sehat
TPM di Kantor
Melakukan penyebaran prinsip pada administrasi fungsi dalam suatu organisasi
Fungsi pendukung agar dapat memahami manfaat dari peningkatan tersebut
2.2 Perawatan (Maintenance) 2.2.1 Definisi Perawatan
Maintenance atau perawatan merupakan kegiatan merawat suatu fasilitas/mesin operasional, sehingga fasilitas/mesin tersebut tetap berada dikondisi siap pakai sesuai dengan kinerja alat tersebut. Perawatan pada umumnya dilihat sebagai kegiatan fisik seperti membersihkan peralatan yang bersangkutan, memberikan minyak/ pelumas, melakukan perbaikan saat terjadi kerusakan sekaligus mengganti komponen mesin dan semacamnya jika diperlukan (Agustiady & Cudney, 2018).
Dalam perawatan dikenal dengan yang namanya 4M yaitu salah satu faktor yang mempengaruhi perawatan antara lain : Man, Machine, Material, dan Money.
Namun dalam 4M tersebut belum menjamin efisiensi dan efektifitas perawatan, untuk itu diperlukan adanya management perawatan, sehingga sumber daya yang diperlukan dapat dimanfaatkan dengan efisiensi yang tinggi, dan kegiatan – kegiatan perawatan berlangsung dengan efektifitas yang tinggi dalam mencapai sasaran yang dikehendaki.
2.2.2 Jenis – jenis Perawatan
2.4.1.1 Planned Maintenance (Pemeliharaan Terencana)
Planned maintenance adalah perawatan yang telah direncanakan atau telah dijadwalkan. Tujuan dari pemeliharaan terencana adalah untuk menetapkan dan memelihara peralatan dan mesin selalu dalam kondisi proses yang optimal.
Perawatan terencana biasanya membutuhkan proses perencanaan disiplin untuk
7 tugas pemeliharaan, bagus sistem pelacakan informasi untuk menangkap data untuk memecahkan suatu masalah dari sistem manajemen pemeliharaan yang direncanakan. Kunci dalam perawatan terencana adalah memiliki rencana PM untuk setiap mesin yang ada pada perusahaan (Vathoopan, Johny, Zoitl, & Knoll, 2018).
2.4.1.2 Preventive Maintenance (Pemeliharaan Pencegahan)
Preventive maintenance merupakan kegiatan inspeksi secara periodik untuk mendeteksi adanya tanda – tanda gangguan yang akan mengakibatkan
‘breakdown’, produksi terhenti, penurunan kondisi mesin/alat. Inspeksi ini dikombinasikan dengan kegiatan pemeliharaan untuk menghilangkan, mengontrol, atau mengembalikan kondisi mesin/alat (Rosa, 2012).
Tujuan preventive maintenance secara definitif sebagai berikut :
a. Menjamin tersedianya peralatan produksi/ jasadalam kondisi mampu memberikan keuntungan.
b. Menjamin kesiapan peralatan cadangan untuk menanggulangi situasi darurat.
c. Menjamin keselamatan kerja manusia yang menggunakan peralatan sekalogus memperpanjang masa pakai/ usia peralatan.
2.4.1.3 Corrective Maintenance
Corrective Maintenance merupakan kegiatan perawatan yang dilakukan setelah mesin atau peralatan produksi telah mengalami kerusakan. Saat sistem mengalami downtime, maka teknisi harus mengamati sistem, menganalisis kesalahan, dan membuat tindakan korektif untuk menghilangkan penyebab suatu masalah pada mesin. Sesuai dengan jadwal pemeliharaan, semua kegiatan korektif maintenance harus diselesaikan dalam waktu singkat, dimana teknisi harus memberikan upaya rekayasa yang ketat dikarenakan setiap kesalahan yang dibuat akan memperpanjang waktu henti produksi dan menyebabkan kerugian produksi (Vathoopan et al., 2018).
2.4.1.4 Breakdown Maintenance
Breakdown Maintenance merupakan perawatan ketika mesin mengalami kerusakan mendadak sehingga harus dilakukan perbaikan tanpa perencanaan.
8 Breakdown juga dapat didefinisikan sebagai berhentinya mesin pada saat produksi yang melibatkan teknisi dalam perbaikan. Atau dengan kata lain yaitu jika suatu mesin atau peralatan tidak dapat melakukan fungsinya lagi dengan baik, maka mesin dapat dikatakan mengalamai kerusakan secara tiba – tiba atau breakdown (Majid, Moengin, & Witonohadi, 2014).
2.3 Overall Resource Effectiveness (ORE)
Metode perhitungan efektifitas yang akan dibawakan merupakan kembangan dan faktor – faktor baru yang dikenal sebagai Readiness (kesiapan), Avaibility of Facility (ketersediaan fasilistas), Changeover Efficiency (efisiensi peralihan), Availability of Material (ketersediaan bahan), Availability of Man (ketersediaan tenaga kerja) yang akan dimasukkan dalam perhitungan yang sering disebut dengan metode Overall Equipment Effectiveness (OEE). Akhirnya metode ini dikembangkan dengan istilah lain yaitu Overall Resource Effectiveness (ORE) yang dimana metodologi terbaru ini mengatasi kerugian yang terkait dengan sumber daya (manusia, mesin, material, metode) secara individual. Dengan memasukkan faktor – faktor baru ini, maka akan dapat membuat klasifikasi kerugian yang lebih rinci (Eswaramurthi & Mohanram, 2013).
ORE adalah satu – satunya pendekatan yang mengambil pandangan holistik tentang pembuatan dan produksi. Mencakup kerugian manufaktur, kerugian pemeliharaan, masalah produktivitas, masalah perencanaan dan masalah sistem.
ORE memiliki tingkat kefektifan dimana kita menggunakan semua sumber daya, peralatan, operator, teknisi, manajemen dasar, dan sistem pendukung.
Dapat dilihat dari gambar 2.1 dibawah yang merupakan model dari Overall Equipment Effectiveness (ORE) dan tabel 2.2 disajikan klasifikasi faktor kerugian yang akan dimasukkan dalam evaluasi Overall Equipment Effectiveness (ORE).
9 Gambar 2.1 Model dari Overall Equipment Effectiveness (ORE)
Tabel 2.2 Klasifikasi faktor kerugian yang dievaluasi Overall Equipment Effectiveness (ORE)
Faktor ORE Klasifikasi kerugian
Readiness Kerugian karena persiapan mesin atau fasilitas/ waktu henti yang direncanakan.
Availability of facility Kerugian karena kerusakan peralatan dan komponen, kerusakan/ tidak tersedianya komponen mesin, perkakas, jig dan perlengkapan, pengukur dan intrumen dll yang terkait dengan fasilitas.
Changeover efficiency Kerugian karena kurangnya persiapan dan penyesuaian.
Material availability Kerugian karena tidak tersedianya bahan baku, komponen part, sub perakitan/ WIP
Man power availability
Kerugian karena tidak adanya/ tidak tersedianya tenaga kerja.
Performance efficiency Kerugian karena kinerja operator, kehilangan kecepatan/
ketepatan, dan masalah terkait ergonomis.
Quality losses Kerugian karena masalah kualitas/ cacat
Terdapat penetapan standar nilai ORE yang dilakukan oleh Japan Institute of Plant Maintenance (JIPM) yang telah ditetapkan di seluruh dunia, yaitu sebagai berikut :
10 1) ORE 100%, maka produksi dianggapp sempurna yaitu hanya menghasilkan good products, dan bekerja secepat mungkin atau tidak adanya downtime.
2) ORE 85%, maka produksi dianggap kelas dunia, dan juga skor ini dinilai cocok digunakan sebagai goal/ tujuan jangka panjang dan dijadikan sebagai standar nilai ORE.
3) ORE 60%, maka produksi pada perusahaan dianggap cukup baik tetapi terdapat beberapa indikasi adanya bagian yang perlu dilakukan pengembangan/ improvment.
4) ORE 40%, maka produksi dianggap sangat rendah atau buruk tetapi masih dapat dilakukan improvement dengan menelusuri penyebabnya.
2.3.1 Evaluasi Overall Equipment Effectiveness (ORE)
Menurut (Pandey & Sridhar, 2019) terdapat beberapa faktor yang ada pada metode Overall Resource Effectiveness (ORE) yang dapat di jabarkan sebagai berikut :
a. Readiness (R)
Readiness merupakan perhitungan berdasarkan dengan total waktu dimana sistem tidak siap untuk melakukan operasi dikarenakan planned downtime yang masih akan dilakukan persiapan atau planned activities.
Readiness mengindikasikan perbandingan antara planned production time dengan total time. Total time merupakan waktu kerja yang telah ditentukan oleh perusahaan.
Formula :
Planned Production Time = Total Time – Planned Downtime (Persamaan 1) 𝑅𝑒𝑎𝑑𝑖𝑛𝑒𝑠𝑠 (𝑅) = (𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒
Total Time ) ( Persamaan 2)
• Total Time = Shift time or period decided by the management
• Planned production time = (total time – planned downtime) Keterangan :
Total waktu = Waktu shift atau periode yang diputuskan oleh manajemen Waktu produksi yang direncanakan = (Total waktu – waktu yang direncanakan) Perencanaa downtime meliputi :
11 1) Pekerjaan persiapan seperti inspeksi mesin, inpeksi bagian awal,
pembersihan, pengetatan, pelumasan, dan updasi.
2) Pelatihan operator, rapat, atau audit
b. Availability of Facility (Af)
Availability of facility atau ketersediaan fasilitas ini berkaitan dengan total waktu sistem tidak beroperasi karena downtime fasilitas.
Formula :
Loading time = Planned production time – facilities downtime (Persamaan 3)
𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑜𝑓 𝑓𝑎𝑐𝑖𝑙𝑖𝑡𝑦 = ( 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒
𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒) (Persamaan 4) Keterangan :
Waktu muatan = Waktu produksi yang direncanakan – Waktu henti fasilitas
Fasilitas downtime meliputi :
1) Menurunkan waktu mesin dan aksesorinya 2) Tidak tersedianya alat, jig, dan perlengkapan
3) Tidak tersedianya rig uji yang berkaitan dengan fasilitas ataupun alat pengukur dan instrumen
c. Changeover Efficiency (C)
Changeover Efficiency merupakan pengukuran yang berkaitan dengan total waktu saat sistem tidak beroperasi karena Setup dan penyesuaian. Ini menunjukkan rasio waktu operasi dengan pemuatan waktu.
Formula :
Operation time = loading time – set up and adjusment (Persamaan 5)
𝐶ℎ𝑎𝑛𝑔𝑒𝑜𝑣𝑒𝑟 𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 (𝐶) = (𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛𝑠 𝑇𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ) (Persamaan 6) Keterangan :
Waktu Operasi = Waktu Pemuatan – waktu persiapan dan penyesuaian
Aktivitas yang termasuk dalam set-up and adjusment yaitu sebagai berikut:
12 1) Waktu penggantian peralatan, jigs and fixtures
2) Penyesuaian kecil setelah dilakukan penggantian
d. Availablity of Material (Am)
Ukuran “Availability of Material (Am)” adalah perhitungan berdasarkan total waktu dimana sistem tidak beroperasi karena kekurangan material. Availability of material merupakan perbandingan antara running time dengan operation time.
Formula :
Running Time = Operation time – Material shortages time (Persamaan 7) 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑜𝑓 𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 = ( 𝑅𝑢𝑛𝑛𝑖𝑛𝑔 𝑇𝑖𝑚𝑒
Operations Time) (Persamaan 8)
Keterangan :
Waktu berjalan = Waktu Operasi – Waktu Kekurangan Material
Aktivitas yang termasuk dalam material shortages adalah :
1) Non-availability dari raw materials, parts, dan sub-assembles 2) Non-availability dari work in process (WIP)
e. Availability of Manpower (Amp)
Availability of manpower merupakan perhitungan berdasarkan total waktu dimana sistem tidak beroperasi karena tidak adanya operator.
Availablity of manpower merupakan perbandingan antara actual running time dengan running time
Formula :
Actual running time = Running time – Waktu operator Absen (Persamaan 9) 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 𝑜𝑓 𝑀𝑎𝑛𝑝𝑜𝑤𝑒𝑟 = (𝐴𝑐𝑡𝑢𝑎𝑙 𝑅𝑢𝑛𝑛𝑖𝑛𝑔 𝑇𝑖𝑚𝑒
Running Time ) (Persamaan 10)
Keterangan :
Waktu Berjalan Aktual = Waktu Berjalan – Waktu ketidakhadiran tenaga kerja Aktivitas yang termasuk dalam ketidakhadiran tenaga kerja ini adalah :
1) Meninggalkan stasiun kerja dan tidak hadir.
13 2) Berdiskusi dengan supervisor atau team leader.
3) Kecelakaan kerja.
f. Performance Efficiency (P)
Efisiensi kinerja merupakan perhitungan total waku dengan cara bagaimana memanfaatkan operator secara efisien, dimana waktu yang digunakan dalam memproduksi produk terhadap actual running time.
Performance efficiency merupakan perbandingan antara earnes time dan actual running time.
Formula :
Earned time = Cycle time/unit × quantity produced (Persamaan 11) 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 𝑜𝑓 𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 (𝑃) = ( 𝐸𝑎𝑟𝑛𝑒𝑑 𝑇𝑖𝑚𝑒
Actual Running Time) (Persamaan 12) Keterangan :
Waktu yang diperoleh = Waktu Siklus/Unit × Kuantitas yang diproduksi
g. Quality Rate (Q)
Quality rate adalah tingkat kualitas produk yang di produksi oleh perusahaan, dimana merupakan perbandingan antara quality of parts accepted dengan quality of parts produced. Ini adalah rasio jumlah bagian yang diterima dengan jumlah suku cadang yang diproduksi.
Formula :
Quantity of parts accepted = Quantity produced – Quantity rejected (Persamaan 13)
𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑅𝑎𝑡𝑒 (𝑄) = (𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑜𝑓 𝑝𝑎𝑟𝑡𝑠 𝑎𝑐𝑐𝑒𝑝𝑡𝑒𝑑
𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑜𝑓 𝑝𝑎𝑟𝑡𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑) (Persamaan 7) Keterangan ;
Kualitas yang dterima = Kuantitas yang diproduksi – Kuantitas ditolak
h. Keseluruhan Overall Resource Effectiveness
Overall Resource Effectiveness (ORE) adalah ukuran efektif keseluruhan dari sistem manufaktur (sumber daya). Itu adalah produk yang dihasilkan dari hasil pengukuran Readiness (R), Availability of Facility (Af),
14 Changeover Efficiency (C), Availability of Material (Am), Availability of Manpower (Amp), Performance Efficiency (P), Quality Rate (Q)
Formula ORE :
Overall Resource Effectiveness (ORE) = Readiness (R) 𝑥 Availability of Facility (Af) 𝑥 Changeover Efficiency (C) 𝑥 Availability of Material (Am) 𝑥 Availability of
Manpower (Amp) 𝑥
Performance Efficiency (P) 𝑥 Quality Rate (Q) 𝑥 100
ORE = R 𝒙 Af 𝒙 C 𝒙 Am 𝒙 P 𝒙 Q 𝒙 100 (Persamaan 8) 2.3.2 Fisbone Diagram
Fishbone diagram adalah sebuah tool yang digunakan untuk meningkatkan kualitas. Diagram ini juga sering disebut diagram sebab akibat (cause effect diagram) karena menunjukkan sebab dan akibat dari suatu permasalahan. Pada bagian kepala berisi akibat dari masalah tersebut, sedangkan pada bagian tulang berisi berbagai penyebabnya (Karismawan, Katias, Theory, & Management, 2015).
Setelah penyebab utama ditemukan maka selanjutnya dijabarkan lagi dalam bentuk cabang baru yang sifatnya lebih mendetail sehingga memudahkan dalam mencari solusi yang tepat untuk menyelesaikan akibat kerugian yang ditimbulkan.
Manfaat dari diagram sebab akibat atau fishbone diagram adalah sebagai berikut :
a. Dapat menggunakan kondisi yang sesungguhnya sebagai analisa dan memudahkan visualisasi hubungan antara penyebab dengan masalah.
b. Dapat mengurangi atau bahkan menghilangkan kondisi yang menyebabkan ketidaksesuaian produk, jasa, dan keluhan pelanggan.
c. Dapat memberikan pelatihan bagi karyawan sebagai bentuk perbaikan.
2.4 Root Cause Failure Analysis (RCFA)
15 Root Cause Failure Analysis (RCFA) adalah Analisa akar penyebab kerusakan/
kegagalan. Kegagalan ini dapat menyebabkan kerugian besar dan menimbulkan dampak masalah bagi sebuah industri dalam konteks operasi penghentian, cedera manusia, kematian, kerusakan komponen – komponen, kerugian produksi, kerusakan peralatan dan fasilitas. Root Cause Failure Analysis (RCFA) membutuhkan investigasi awal untuk menganalisis sifat dan frekuensi kegagalan untuk memutuskan apalah akan memakai Root Cause Failure Analysis (RCFA) atau tidak. Setelah diputuskan, lalu proses dimulai dengan pengumpulan data yang kemprehensif tentang kegagalan sebuah peralatan termasuk bukti fisik dan teknisi, dilanjutkan dengan analisis data yang dikumpulkan, menemukan akar penyebab kegagalan, dan diakhiri dengan menawarkan solusi untuk mencegah kekambuhan atau kerusakan berulang (Hussin, Ahmed, & Muhammad, 2016).
Root Cause Failure Analysis bukan hanya untuk mengdeifinisikan satu metode.
Ada 4 (empat) klasifikasi metode Root Cause Failure Analysis RCFA yang dapat diimplementasikan, antara lain :
1. Safety Based RCA yang digunakan untuk kasus kegagalan yang berkaitan dengan health, safety, dan environment.
2. Production Based RCA yang digunakan untuk mengidentifikasi kualitas produksi yang berhubungan dengan produk dan kualitas produk.
3. Process based RCA yang digunakan untuk mengidentifikasi masalah pada proses, termasuk pada sistem bisnis.
4. Asset based RCA yang digunakan untuk analisa kegagalan pada mesin atau sistem permesinan pada area maintenance.
Prinsip umum RCFA adalah :
1. Bertujuan korektif untuk mengukur akar penyebab yang lebih efektif daripada hanya memperbaiki gejala – gejala dari masalah.
2. Agar menjadi efektif, Root Cause Failure Analysis harus dilakukan secara sistematis, dan kesimpulan harus dikuatkan dengan data.
3. Biasanya ada lebih dari satu akar penyebab masalah tertentu.
16 Beberapa faktor penting untuk melakukan Root Cause Failure Analysis (RCFA) agar berhasil diidentifikasi kemudian dikelompokkan dan digabungkan menjadi lima kategori menurut (Hussin et al., 2016) yaitu :
• Management support
Proses Root Cause Failure Analysis (RCFA) membutuhkan dukungan dari pihak manajemen untuk keberhasilan pelaksanaanya.
Manajemen harus menyadari setiap aspek proyek yang akan diinvestigasi kegagalannya dan jika memungkinkan tim investigasi untuk mengakses semua data dan informasi yang diperlukan sehingga tidak cukup waktu untuk menyelesaikan penyelidikan sekaligus mendorong tim investigasi untuk menerapkan tindakan pencegahan dan cara untuk menentukan tindak lanjut. Untuk mendapatkan hasil yang efektif, semua sumber yang dibutuhkan harus diberikan kepada tim investigasi. Kemudian manajemen harus memberi wewenang kepada tim investigasi Root Cause Failure Analysis (RCFA) untuk mengambil keputusan untuk mencegah terulangnya kegagalan serupa.
• Resources
Sumber daya diperlukan untuk menyelesaikan penyelidikan Root Cause Failure Analysis (RCFA) agar mendapatkan hasil yang efektif.
Alasan utama mengapa organisasi bersedia menghabiskan sumber daya yang mahal untuk RCFA adalah untuk menghindari kegagalan terus – menerus. Sebelum melakukan RCFA, perlu dipastikan bahwa semua membutuhkan sumber daya seperti uang, waktu, dan para pekerja/ operator shift.
Investigasi Root Cause Failure Analysis (RCFA) membutuhkan waktu yang cukup untuk dilakukan secara efektif karena pengumpulan data akan menghabiskan lebih banyak waktu untuk melakukan wawancara, mendapatkan bukti dan informasi data yang akurat terkait dengan terjadinya kegagalan. Akurasi data yang dikumpulkan sangat penting untuk menganalisis penyebab kegagalan dengan benar. Cukupp waktu luang yang diperlukan agar data dapat dikumpulkan secara komprehensif.
17
• Data and information
Root Cause Failure Analysis (RCFA) membutuhkan data dan informasi yang cukup unutk menganalisis dan menyelidiki penyebab potensial kegagalan. Efektifitas RCFA sangat tergantung pada ketersediaan data dan kemampuan RCFA yang akurat dan komprehensif tim untuk menganalisis data dengan benar. Data dan informasi membantu menganalisa alasan mengapa mesin atau peralatan gagal dan memahami masalah secara mendalam. Data – data yang diperlukan dapat diperoleh dari data kegagalan – kegagalan sebelumnya, catatan peralatan, melakukan wawancara, observasi, data proses, data faktor lingkungan, laporan analisis, bukti fisik dan catatan pemeliharaan.
Dokumentasi dan pelaporan setiap kegiatan harus dilakukan oleh tim Root Cause Failure Analysis (RCFA) dan semua orang yang terlibat dalam proses kegagalan. Semua aktifitas investigasi Root Cause Failure Analysis (RCFA) perlu didokumentasikan untuk referensi dimasa mendatang. Rekaman seperti pemeliharaan, informasi teknik, informasi pengoperasian, informasi keselamatan dan proses harus disimpan di format lunak/ keras atau sistem manajemen basis data apa pun. Catatan ini dapat digunakan untuk menyelidiki jenis yang serupa kegagalan, mengidentifikasi akar penyebab dengan segera dan menawarkan solusi.
Wawancara adalah elemen penting dari proses Root Cause Failure Analysis (RCFA) dan bagian penting dari pengumpulan data. Wawancara adalah sebuah cara efektif untuk mengumpulkan informasi berharga untuk menemukan fakta kejadian.
Faktor penting lainnya dari data dan informasi adalah pengumpulan bukti. Bukti diperlukan untuk invetigasi membahas kegagalan secara mendalam. Bukti – bukti ini dikumpulkan dengan mengunjungi dan memeriksa area situs tertentu dimana kegagalan terjadi. Bukti mungkin termasuk bagian yang gagal, peralatan, foto, video, sampel, analisis laporan, data proses, kondisi lingkunganm bahan dan laporan pengujian dan lain – lain. Bukti – bukti ini mambantu penyidik untuk menganalisis kegagalan
18 secara menyeluruh untuk mengidentifikasi penyebab sebenarnya dari kegagalan.
• Technical factors
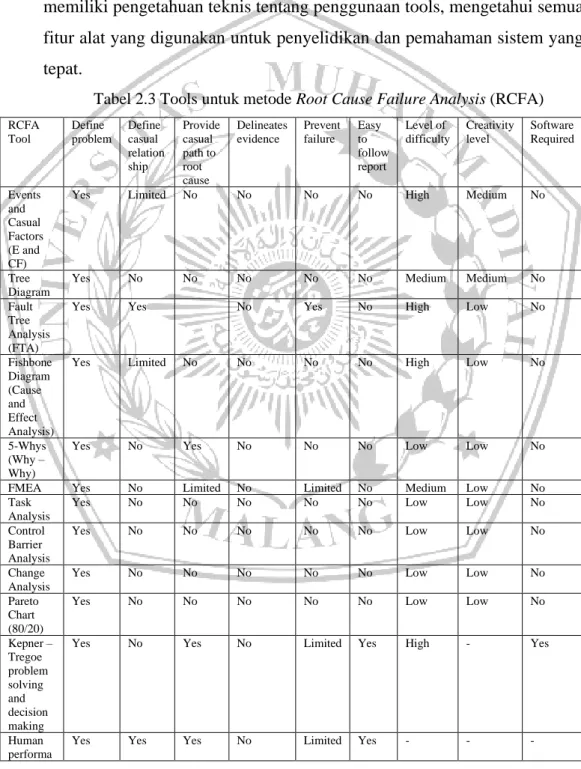
Faktor teknis Root Cause Failure Analysis (RCFA) perlu dipertimbangkan saat melakukan penyelidikan kegagalan. Tim harus memfokuskan semua aspek kegagalan termasuk masalah utama dan kecil, memiliki pengetahuan teknis tentang penggunaan tools, mengetahui semua fitur alat yang digunakan untuk penyelidikan dan pemahaman sistem yang tepat.
Tabel 2.3 Tools untuk metode Root Cause Failure Analysis (RCFA)
RCFA Tool
Define problem
Define casual relation ship
Provide casual path to root cause
Delineates evidence
Prevent failure
Easy to follow report
Level of difficulty
Creativity level
Software Required
Events and Casual Factors (E and CF)
Yes Limited No No No No High Medium No
Tree Diagram
Yes No No No No No Medium Medium No
Fault Tree Analysis (FTA)
Yes Yes No Yes No High Low No
Fishbone Diagram (Cause and Effect Analysis)
Yes Limited No No No No High Low No
5-Whys (Why – Why)
Yes No Yes No No No Low Low No
FMEA Yes No Limited No Limited No Medium Low No
Task Analysis
Yes No No No No No Low Low No
Control Barrier Analysis
Yes No No No No No Low Low No
Change Analysis
Yes No No No No No Low Low No
Pareto Chart (80/20)
Yes No No No No No Low Low No
Kepner – Tregoe problem solving and decision making
Yes No Yes No Limited Yes High - Yes
Human performa
Yes Yes Yes No Limited Yes - - -
19
nce evaluatio n Affinity Diagram
Yes No No No No No Low Low No
MORT Yes Yes No Limited Yes High Low Yes
Interrelati ons Diagram
Yes No No No No No Low Low No
Sumber : (Hussin et al., 2016)
• Failure data management system/ database
Sistem manajemen/ pelaporan data kegagalan yang solid atau database kegagalan sangat diinginkan untuk merekam kegagalan. Data investigasi dan pelaporan yang dapat dengan mudah dan dengan cepat diakses untuk menghindari pengulangan kegagalan oleh meninjau laporan dan data kegagalan/ investigasi sebelumnya dari database. Sistem manajemen data yang gagal adalah tulang punggung dari setiap analisis kegagalan/ peningkatan proses kinerja. Ini memungkinkan komunikasi yang tepat antara kegagalan tim investigasi dan sering memberikan pembaruan status analisis di satu tempat.
Metode Root Cause Failure Analysis (RCFA) digunakan untuk mengetahui akar penyebab terjadinya kerusakan/ kerugian menggunakan metode fault tree analysis sehingga menjadi lebih mudah untuk mengeidentifikasi akar permasalahan dari mesin serta memberikan usulan perbaikan dengan menggunakan pilar TPM terhadap kerusakan/ kerugian yang sering terjadi didalam stasiun produksi perusahaan.
2.4.1 Tahapan Root Cause Failure Analysis (RCFA)
Metode Root Cause Failure Analysis mempunyai beberapa tahapan menurut (Zavagnin, 2008), yaitu :
a. Scoping
Pada tahapan ini dilakukan dengan cara brainstorming dengan karyawan/ staff pada bagian permesinan mesin ripple mill untuk mencari segala kegagalan yang sering terjadi dan berfrekuensi tinggi .
b. Preserving evidence and Collecting data
20 Tahapan ini merupakan tahapan menjaga bukti dan pengumpulan data yang dimana tahapan ini merupakan tahapan penting dalam RCFA. Jika tidak ada tahapan ini, maka hasil yang didapatkan adalah akar permasalahan yang kurang/ tidak tepat yang nantinya akan menyebabkan kerugian dan kemungkinan terjadinya kembali kegagalan yang sama. Dalam suatu kejadian, kebanyakan operator biasanya hanya berfokus pada perbaikan dan pergantian material yang rusak agar proses dapat bekerja kembali seperti semula, tidak ada pemikiran untuk mencegah kegagalan terjadi terjadi kembali dan bukti – bukti sekaligus data yang telah dikumpulkan hilang begitu saja.
c. Organizing the analysis
Tahap ini adalah tahap pembuatan tim untuk menganalisa sebuah kegagalan yang terjadi pada mesin ripple mill, tim yang akan dimasukkan yaitu staff dari departemen maintenance mesin dan operator yang mengoperasikan mesin ripple mill.
d. Analyzing
Tahap ini adalah tahapan untuk mengetahui sekaligus mencari dan menentukan penyebab terjadinya kegagalan/ kerugian secara keseluruhan pada saat mesin menyala, dengan menggunakan tools Fault Tree Analysis (FTA). Diagram FTA dikenal mampu untuk dapat menyelesaikan masalah yang cukup kompleks atau ambigu dikarenakan terlalu banyak sumber yang menyebabkan masalah.
e. Documenting, Implementing, and Confirming
Tahap ini adalah tahapan terakhir yaitu mengkomunikasikan dari tahapan pertama sampai tahap pembuatan fault tree analysis.
Kemudian mencatat kegagalan supaya dapat menganalisa dengan mudah jika terjadi kegagalan dikemudian hari.
2.4.2 Fault Tree Analysis
21 Metode Fault Tree Analysis (FTA) adalah suatu teknik yang untuk mengidentifikasi resiko yang berperan terhadap terjadinya kegagalan.
Metode ini dilakukan dengan pendekatan yang bersikap top down, yang diawali dengan asumsi kegagalan dari kejadian puncak (top event) kemudian merinci sebab – sebab suatu top event sampai pada suatu kegagalan dasar (root cause) (Hanif, Rukmi, & Susanty, 2015).
Metode FTA ini dapat digunakan untuk mencari sumber kegagalan pada mesin ripple mill. Pada situasi mesin rippe mill perlu dilakukan identifikasi , maka metode ini sangat diperlukan untuk mengetahui penyebab – penyebab utama kegagalan yang menyebabkan terjadinya kegagalan pada mesin. Fault Tree Analysis merupakan salah satu metode yang digunakan untuk menganalisis akar penyebab masalah. Selanjutnya sumber – sumber kegagalan tersebut digambarkan dalam bentuk model pohon kesalahan. (Pramulia & Adi, 2015), menyebutkan bahwa Fault Tree Analysis merupakan suatu metode visual untuk melakukan analisis atas cacat dari produk yang saling berkaitan.
Sebuah fault tree mengilustrasikan keadaan komponen – komponen sistem (basic event) dan hubungan antara basic event dan top event menyatakan berhubungan dalam gerbang logika.
Berikut ini merupakan tahapan untuk melakukan pengerjaan Fault Tree Analysis (FTA) menurut (Hanif et al., 2015) adalah sebagai berikut :
a. Menentukan kejadian paling atas atau disebut juga kejadian utama. Ini adalah kondisi kegagalan yang akan ditinjau oleh peneliti.
b. Menentapkan batasan Fault Tree Analysis.
c. Memeriksa sistem untuk mengerti bagaimana semua elemen berhubung pada satu dengan lainnya dan untuk kejadian paling atas.
d. Membuat pohon kesalahan, mulai pada kejadian paling atas dan bekerja ke arah bawah.
e. Menganalisa pohon kesalahan untuk mengidentifikasi bagaimana cara dalam menghilangkan kejadian yang mengarah pada kegagalan tersebut.
22 f. Mempersiapkan rencana tindakan perbaikan untuk mencegah kegagalan dan rencana kemungkinan yang berkenaan dengan kegagalan yang akan terjadi.
2.5 Kajian Terdahulu
Kajian terdahulu yang diharapkan dapat memberikan referensi pemahaman terkait konsep yang sedang diteliti. Berikut adalah penelitian tentang teori Total Productive Maintenance (TPM), Overall Resource Effectiveness (ORE), dan Root Cause Failure Analysis (RCFA).
No Peneliti Objek Penelitian Method Hasil
1. (Pustha, Muslimin, &
Ngadirin, 2019)
PT. GMF Aerosia.
Kebocoran Outboard Ground
Spoiler Actuator Boeing 737-800
Root Cause Failure Analysis (RCFA)
Hasil analisis yang dilakukan dengan menggunakan metode fishbone diagram, kebocoran yang terjadi pada outboard ground spoiler actuator adalah ekstrusi yang terjadi pada sel, dan juga hasil pengecekan secara menyeluruh didapatkan bahwa pergantian seal dapat memperbaiki actuator hingga tidak lagi terjadi kobocoran.
2. (Jeremiah, Jusafwar, &
Nusyirwan, 2019)
Pembangkit Listrik Tenaga Uap
(PLTU).
Refractory pada Cyclone Boiler CFB (Circulating
Fluidized Bed)
FMEA &
RCFA
Hasil yang didapatkan yaitu perubahan pada pola operasi dengan menurunkan tekanan didalam ruang bakar, agar kecepatan flue gas dengan cara penyesuaian udara pembakaran primary air fan dan secondary air fan sesuai dengan spesifikasi dan peningkatan kualitas refractory diperlukan agar nilainya berada ditengah (51 Mpa) rekomendasi.
23 3. (Behera &
Sahoo, 2016)
Main Exhaust Fan (MEF) untuk Fume Treatment Plant (FTP) pada
peleburan aluminium
RCFA Pada penelitian ini mencoba meningkatkan tingkat kepercayaan dan pemantauan kondisi ahli dan juga meningkatkan kepercayaan personel pemeliharaan serta manajemen. Diusulkan dengan Analisis pemeliharaan prediktif adalah kunci dalam memanfaatkan teknologi yang sesuai dalam kombinasi dari kasus ke kasus dan pemeliharaan yang efektif hanya mungkin dengan penerapan beberapa teknologi.
4. (Padnos, 2011) Masalah pada proses perakitan
PCB (Printed Circuit Board)
RCFA Hasil yang diperoleh bahwa, perangkat lunak juga penting dalam memperingatkan operator tentang kesalahan dan memberikan analisis yang mungkin tidak dapat dilakukan oleh mata.
Perangkat lunak harus disinkronkan secara akurat dengan penempatan pergerakan mesin, gambar haruslah ditangkap dalam kecepatan sangat tinggi pada titik waktu tertentu.
5. (Prayudi &
Wicaksono, 2016)
Kegagalan Pada Komponen Inlet Guide Vane pada
Gas Turbine
RCFA Setelah melalui analisa dengan RCFA, ditemukan penyebab utama dari gangguan kontrol Inlet Guide Vane adalah dari
24 Generator Tambak
Lorok
solenoid valve gas L20VG yang Short dan menggunakan Fuse yang sama seperti solenoid valve igv L20TV.
6. (Zulfatri, Alhilman, &
Atmaji, 2020)
Efektivitas Pada Mesin PL1250 di
PT XZY
OEE &
ORE
Setelah dilakukan penelitian, pengukuran kedua metode menunjukkan nilai efektifitas berada dibawah standar sehingga lebih lanjut dilakukan perhitungan six big losses untuk menunjukkan reduced speed loss menjadi faktor yang paling dominan dengan persentase sebesar 36,27% dan diikuti oleh idling and minor stoppages loss dengan persentase sebesar 29,54%.
7. (Aprina, 2019) Meningkatkan produktifitas daya
saing dan operational excellence di PT.
Surya TOTO
ORE &
OEE
Hasil yang didapatkan hasil nilai OEE sebesar 73,86% dan nilai ORE sebesar 75,43%
dimana standar world class adalah 85% dan penyebab rendahnya OEE dan ORE adalah karena nilai performance efficiency sebesar 80,767% dimana standar world class adalah 95%. untuk meningkatkan performace efficiency perlu dilakukan perbaikan pada faktor manusia, faktor material, dan metode.
25 8. (Garza-Reyes,
2015)
Peningkatan kinerja di pusat departemen rantai
suplai pada Universitas Derby
OEE, ORE &
FMEA
Hasil yang diperoleh dari penyelidikan empiris dan berbasis simulasi menunjukkan bahwa OEE mungkin bukan ukuran yang tepat untuk beberapa proses tertentu dan pada pengukuran menggunakan ORE dilakukan dua studi kasus untuk memvalidasinya.
9. (Dawood &
Abdullah, 2018)
Key Performance Indicator (KPI)
pada industri Semen
OEE &
ORE
Hasil yang diperoleh pada proses penggilingan sebesar (65,02%) yang diana faktor kinerja ini lebih kecil dari (70,52%). Penyebab dari berkurangnya indikator kinerja OEE dan ORE adalah dari faktor kinerja, tingkat kualitas, ketersediaan bahan, kesiapan dan ketersediaan fasilitas.
10. (Subramaniam et al., 2011)
Mengatasi kendala kapasitas dikarenakan permintaan pasar
melonjak tiba - tiba
ORE &
FMEA
Hasil temuan yang diperoleh yaitu dalam perusahaan ini tidak adanya standar ERP atau memang tidak diterapkan.
Beberapa perusahaan meningkatkan produksi namun tidak memperhatikan produktifitas. Solusi untuk masalah ini yaitu dilakukan pelatihan terus – menerus untuk menciptakan kerja yang baik dan memotivasi
26 karyawan agar dapat meningkatkan produktifitas.
11. (Cheshmberah, Naderizadeh, Shafaghat, &
Nokabadi, 2020)
Analisis Produktifitas Pada
Mesin UTD-20
RCFA, Reality Charting, FMEA &
Dematel
Setelah dilakukan penelitian dapat diusulkan model FMEA, Reality Charting dan Dematel untuk diimplementasikan pada mesin UTD-20. Model ini dapat mencegah kecelakaan yang tidak diinginkan dan kegagalan yang berulang.
Untuk beberapa tahun kedepan, tindakan pencegahan menjadi lebih berharga dengan perkembangan metode dan keterampilan yang sangat penting dan bermanfaat dalam perusahaan.
12. (Garcia-Meitin
& Jablonka, 2018)
Kegagalan pada Tabung Polyethylene pada
perusahaan Dow Chemical
RCFA Hasil yang diperoleh dengan menggunakan mikroskop mencakup berbagai pembesaran cacat mulai dari bagian – bagian fabrikasi yang besar, hingga menjelaskan struktur morfologi internal.
Setelah dilakukan identifikasi, pemindaian, dan transmisi mikroskop elektron (SEM &
TEM) yang digunakan untuk menginterogasi lebih lanjut tentang morfologi dan kegagalan material.
27 13. (Scolnick,
Garrett, Griffith,
& Ward, 2015)
Kegagalan pada proses penyemenan Sumur A-11
RCFA RCFA terbukti menjadi model yang efektif untuk menemukan masalah kegagalan penyemenan.
Dalam waktu penyelidikan kurang lebih 3 bulan menemukan bukti dan fakta dari akar permasalahan.
RCFA secara efektif dilakukan pada kegagalan peralatan hingga kegagalan operasional, terbukti menjadi metode pembelajaran yang kuat dan menerapkan pembelajaran ini untuk proyek masa depan perusahaan.
14. (Hirani, 2009) Kegagalan pada Fraktur Cincin Luar Bantalan Rol
Silinder Empat Baris
RCFA Analisis akar penyebab kegagalan dari bantalan rol CRM dilakukan dengan menggunakan observasi visual, sebuah aplikasi analitis. Analisis elemen – elemen hingga menunjukkan bahwa cincin luar gagal operasi dan akar penyebab kegagalan ini adalah penempatan komponen yang salah pada lubang pengangkat tepat diatas beban maksimum.
15. (Hermawan, Riastuti, Ferdian, Ahdia,
Kebocoran CT Grade J55 pada konduktor sumur
RCFA Investigasi pada mode kegagalan mengungkapkan bahwa kebocoran disebabkan oleh kombinasi korosi CO2
28
& Suryadi, 2020)
dan erosi. Bukti serangan tipe pitting dan mesa diamati pada diameter internal tubing.
Kecendrungan tubing well mempengaruhi serangan preferensial pada tubing karena kebocoran diamati pada Well tubing joint dengan tinggi kemiringan dimana itu meningkatkan kemungkinan erosi.
16. (Chai, 2016) Kategori rekomendasi RCFA Petroliam Nasional Berhad (PETRONAS), BESIX dan BP
RCFA Hasil yang diperoleh dengan menggunakan formula RCFA didapatkan reprensif grafis sebesar 20% lebih signifikan dari akar penyebab yang menyebabkan 80% insiden atau kegagalan. Karenanya, perusahaan hanya perlu menghilangkan 20%
penyebab utama untuk menghilangkan 80%
penyebab insiden atau kegagalan.