KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 19
BAB III
PROSES DESIGN MOLDING PLASTIK DAN
BAGIAN-BAGIAN MOLDING
3.1 Flow Chart Proses Design Molding Plastik
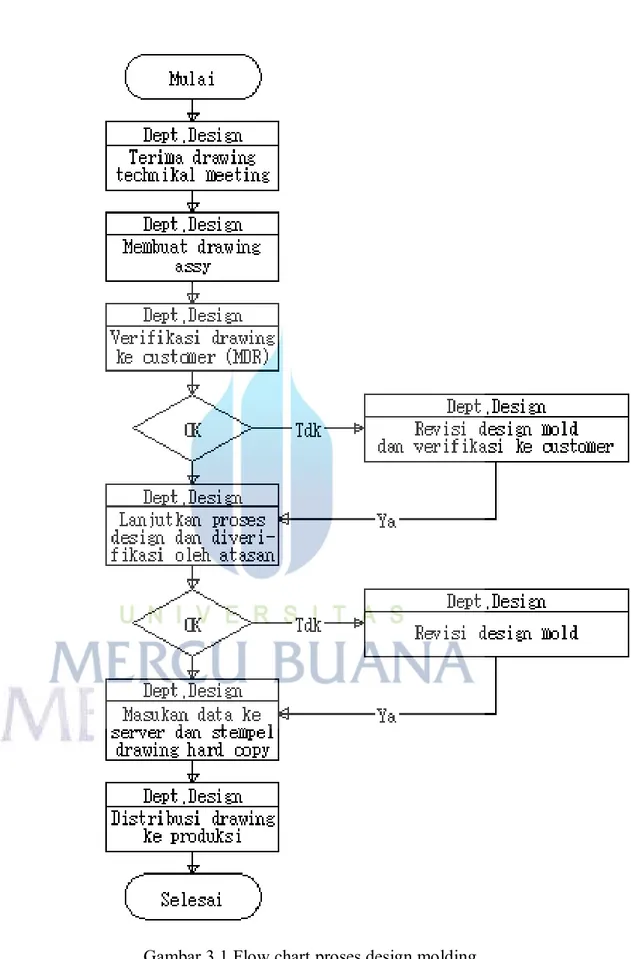
Untuk mempermudah pembahasan dan urutan dalam menguraikan proses design molding plastik,penulis merangkum dalam bentuk flow chart proses design molding plastik yang ada di PT Pyojoon Mold Indonesia tampak pada gambar 3.1 berikut ini.
Proses design molding plastik dimulai dari proses meeting drawing technikal meeting yang dilakukan oleh departemen marketing dan customer.Pada proses meeting ini dibahas mengenai semua spesifikasi yang diperlukan untuk pembuatan molding dari part tersebut.Setelah drawing meeting diterima oleh departemen design,departemen design melakukan pengecekan drawing technikal meeting dengan final data 3d yang diterima jika ada perbedaan atau ada yang mau di-request-kan departemen design informasi ke departemen marketing.Jika sudah dikonfirmasikan ke customer dan sudah “ok” maka departemen design membuat drawing assy.
Setelah drawing assy mold selesai departemen design bersama departemen marketing melakukan meeting Mold Design Review (MDR) dengan customer untuk verifikasi drawing assy mold.Jika dari customer minta beberapa perubahan maka departemen design melakukan perubahan sesuai permintaan customer,setelah selesai revisi drawing mold departemen marketing membantu untuk mengirimkan data drawing assy final ke customer.
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 20 Departemen design melanjutkan proses detail drawing mold setelah customer approval.Setiap drawing detail yang dibuat designer dilakukan verifikasi oleh supervisor design. Setelah drawing diverifikasi drawing di plot dan distempel,lalu drawing disitribusikan ke produksi.Sebelum drawing di distribusikan ke produksi,data soft copy drawing dimasukan ke server terlebih dahulu.Distribusi drawing ke produksi merupakan proses terakhir dari proses design molding mold baru yang ada di PT Pyojoon Mold Indonesia.
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 21
Gambar 3.1 Flow chart proses design molding Sumber : SOP proses design PT Pyojoon Mold Indonesia
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 22
3.2 Drawing Technikal Meeting
Drawing technikal meeting merupakan gambaran secara umum spesifikasi molding yang akan dibuat. Pada drawing technikal meeting ini mencantumkan nama model,nama part,part nomor,materila plastik,mold nomor,material mold,shringkage part,kapasitas mesin injection yang digunakan,dan lain-lain.
Meeting drawing technikal meeting ini dilakukan ditempat customer bersama dengan vendor injection mold yang ditunjuk oleh customer setelah proses bidding.Dalam meeting drawing technikal semua peserta saling memberikan masukan untuk part yang akan dibuat agar part tersebut bisa dihasilkan dengan kualitas yang bagus dan dengan biaya proses yang murah.
Setelah drawing technikal meeting dilaksanakan customer melakukan beberapa perubahan pada part jika dari mold maker & vendor injection ada permintaan perubahan untuk mempermudah proses pembuatan molding dan agar proses injection molding berjalan dengan lancar tanpa ada masalah yang besar.Setelah data final siap,customer mengirimkan data tersebut ke mold maker dalam hal ini PT Pyojoon Mold Indonesia untuk memulai design assy drawing molding.
3.3 Drawing Assy Molding
Drawing assy molding merupakan drawing 2D & 3D molding.Untuk membuat drawing assy PT Pyojoon Mold Indonesia menggunakan 2 software cad,yaitu : Autocad dari Autodesk untuk 2D assy drawing,dan NX dari Siemens untuk membuat 3D assy/modeling.Dalam pembuatan assy drawing departemen design menggunakan drawing technikal meeting yang diberikan marketing untuk
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 23 menjadi acuan dalam menentukan konstruksi mold,gate position,shirngkage,mateial plastik,material mold,dan sebagainya.
Dalam pembuatan drawing assy departemen design memerlukan waktu 1~7 hari. Pembuatan drawing assy tergantung dari kompleks atau tidaknya part yang akan dibuat,jika part yang akan dibuat proses design assy drawing cukup satu hari,tapi jika kompleks bisa sampai satu minggu.Proses pembuatan assy drawing memerlukan konsentrasi yang tinggi agar tidak terjadi banyak kesalahan,karena jika ada kesalahan pada drawing assy maka dampaknya akan sangat besar.
Drawing assy molding merupakan hal pertama yang paling menentukan kualitas dari molding yang akan dibuat.Drawing assy molding dibuat sedemikian rupa agar molding yang akan dibuat mudah untuk diproses,biaya proses nya rendah,mekanisme moldingnya tidak ada masalah dan kualitas produk yang dihasilkan dari molding akan bagus.Dengan berbagai macam pertimbangan tersebut seorang designer molding harus benar-benar menguasai produk apa yang akan dia buat dan dengan kualitas seperti apa yang diperlukan.
Untuk itulah seorang designer molding harus mengetahui setiap proses manufacture yang diperlukan dalam pembuatan molding.Jika seorang designer molding tidak tahu proses manufakture/machining yang diperlukan maka design assy yang dihasilkan bisa menimbulkan masalah,mulai dari cost,proses machining sampai kualitas produk yang dihasilkan.
Untuk mencegah hal tersebut PT Pyojoon Mold Indonesia melakukan training yang spesial untuk setiap orang design yang baru.PT Pyoojoon Mold Indoensia membuat suatu kebijakan,untuk setiap orang design baru harus
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 24 melakukan training diarea produksi secara keseluruhan dalam waktu minimal 3 bulan.Setelah selesai training diarea produksi,calon designer akan ditraining langsung oleh senior designer dari head office Korea atau minimal sama Leader dan Supervisor design yang ada di PT Pyojoon Mold Indonesia.
3.4 Verifikasi Drawing oleh Customer
Setelah drawing assy molding selesai,designer serta marketing melakukan verifikasi ke customer untuk memastikan bahwa drawing yang dibuat sesuai dengan spesifikasi dan permintaan dari customer.Jika ada perbedaan dari permintaan customer maka designer harus menjelaskan kenapa permintaan tersebut berbeda atau tidak diaplikasikan dalam drawing assy yang dibuat. Jika customer setuju hal tersebut tidak diaplikasikan maka designer tidak perlu merevisi drawing assy.
Tapi jika customer tidak setuju dengan penjelasan dari designer molding karena alasan ada assembling dengan produk lain atau area tersebut merupakan critical point maka designer molding harus merevisi drawing assy tersebut.Jika drawing assy tersebut selesai direvisi maka designer harus verifikasi lagi ke customer bahwa drawing tersebut sudah direvisi dan sudah sesuai dengan permintaan customer.Setelah customer setuju dan tanda tangan maka designer bisa melanjutkan proses detail/pemecahan drawing untuk tiap-tiap part yang akan diproses.
3.5 Proses Detail Drawing Bagian-Bagian Molding
Proses detail merupakan proses pemecahan drawing assy yang telah dibuat.Untuk bagian-bagian molding yang akan diproses dibuatkan drawing detailnya.Dalam pembuatan drawing detail mengacu pada drawing assy yang
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 25 telah diverifikasi oleh customer dan atasan departemen design.Setiap drawing detail yang dibuat harus diverifikasi oleh minimal Leader design,jika drawing tersebut belum diverifikasi tidak boleh didistribusikan ke produksi untuk diproses.
Setelah drawing detail selesai untuk bagian-bagian yang akan diproses dan sudah dilakukan verifikasi oleh Leader maka drawing tersebut sudah boleh didistribusikan ke produksi untuk diproses.Jika ada drawing yang NG/salah maka designer harus secepatnya merevisi drawing tersebut dan segera merilis drawing revisinya ke produksi sebagai pengganti drawing yang NG .
3.6 Distribusi Drawing
Distribusi drawing merupakan proses terakhir dari rangkaian proses design yang ada di PT Pyojoon Mold Indonesia.Drawing yang didistribusikan ke produksi merupakan drawing terakhir dan terbaru jika ada revisi pada drawing tersebut.Proses produksi mengacu pada drawing yang didistribusikan oleh departemen design.Selain drawing hard copy yang didistribusikan departemen design juga menyimpan drawing soft copy diserver agar operator/Leader produksi bisa melihat data 3D assy.
PT Pyojoon Mold Indonesia melengkapi minimal satu komputer untuk setiap departemen produksi agar bisa melihat bentuk 3D molding yang akan dibuat dan bisa melakukan pengecekan dimensi yang tidak tercantum dalam drawing yang didistribusikan oleh departemen design.
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 26
3.7 Bagian-Bagian Molding
Mold terdiri dari banyak bagian/part,pada kesempatan kali ini
penulis tidak akan menuliskan semua bagian-bagian molding karena
jumlahnya sangat banyak. Penulis hanya akan menjelaskan beberapa
fungsi dari bagian moldbase. Beberapa fungsi dari
bagian-bagian moldbase yaitu :
Top Clamping Plate
Berfungsi untuk mengikat molding pada saat di pasang pada mesin
pada bagian atas/depan (stationary plate/bagian yang tidak
bergerak).
Cavity Plate (Stationary Plate)
Berfungsi untuk menempatkan bagian cavity block.
Core Plate (Moveable Plate)
Berfungsi untuk menempatkan bagian core block.
Spacer Block
Berfungsi untuk memberi jarak antara core plate/support plate dan
disetting (settingan) sedemikian rupa untuk mengeluarkan produk.
Ejector Plate
Berfungsi
untuk
menempatkan ejector pin,lift core,return
pin,spring.
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 27
Berfungsi untuk pengikat ejector plate.
Bottom Clamping Plate
Berfungsi untuk mengikat molding pada saat dipasang pada mesin
injection (moveable plate/bagian yang bergerak).
Stripper Plate
Berfungsi untuk membantu penempatan cavity/core pada design
molding tertentu.
Runner Stripper Plate
Berfungsi untuk menempatkan runner pada design sistem pin point
gate (3 platea).
Guide Bush
Berfungsi untuk jalur guide pin,sifat meterialnya lebih keras dari
moldbase agar bertahan lama.
Guide Pin
Berfungsi untuk mengarahkan pada saat penyatuan antara cavity
plate dan core plate,sifat materialnya lebih keras daripada moldbase
agar bertahan lama.
Support Pin
Berfungsi untuk pengganti guide pin pada struktur moldbase tipe
F.G & sebagai support / pembantu pada struktur moldbase tipe D.E.
KP RASWAN RUDIYADI UNIVERSITAS MERCUBUANA Hal 28