RENCANA PELAKSANAAN PEMBELAJARAN
RENCANA PELAKSANAAN PEMBELAJARAN
Sekolah
Sekolah : : SMK SMK Negeri Negeri 1 1 BontangBontang Mata
Mata Pelajaran Pelajaran : : Teknik Teknik Las Las Busur Busur Manual Manual (SMAW)(SMAW) Kelas/Semester
Kelas/Semester : : XI/ XI/ 33 Paket
Paket Keahlian Keahlian : Teknik : Teknik PengelasanPengelasan Materi
Materi Pokok Pokok : : Melakukan Melakukan pengelasan pengelasan plat plat dengan dengan plat plat padapada sambungan sudut dan tumpul posisi 1G
sambungan sudut dan tumpul posisi 1G Alokasi
Alokasi Waktu Waktu : : 84 84 JP(@ JP(@ 45 45 menit)menit)
A.
A. Kompetensi IntiKompetensi Inti 3.
3. Memahami, menerapkan, dan menganalisis pengetahuan faktual, konseptual,Memahami, menerapkan, dan menganalisis pengetahuan faktual, konseptual, prosedural, dan metakognitif berdasarkan rasa ingin tahuny
prosedural, dan metakognitif berdasarkan rasa ingin tahunya tentang ilmua tentang ilmu pengetahuan, teknologi,
pengetahuan, teknologi, seni, budaya, dan humaniora dalam wawasanseni, budaya, dan humaniora dalam wawasan kemanusiaan, kebangsaan, kenegaraan, dan peradaban terkait
kemanusiaan, kebangsaan, kenegaraan, dan peradaban terkait penyebabpenyebab fenomena dan kejadian dalam bidang kerja yang spesifik untuk memecahkan fenomena dan kejadian dalam bidang kerja yang spesifik untuk memecahkan masalah.
masalah. 4.
4. Mengolah, menyaji, dan menalar dalam ranah konkret dan ranah abstrakMengolah, menyaji, dan menalar dalam ranah konkret dan ranah abstrak terkait dengan pengembangan dari yang dipelajarinya di sekolah secara terkait dengan pengembangan dari yang dipelajarinya di sekolah secara mandiri, bertindak secara efektif dan kreatif, dan
mandiri, bertindak secara efektif dan kreatif, dan mampu melaksanakanmampu melaksanakan tugas spesifik di bawah pengawasan langsung.
tugas spesifik di bawah pengawasan langsung. B.
B. KompetensKompetensi i DasarDasar 3.1
3.1 Menerapkan Menerapkan teori pengelasan pelat teori pengelasan pelat dengan pelat berbagdengan pelat berbagai posisiai posisi menggunakan las busur manual.
menggunakan las busur manual. 4.1
4.1 Melakukan pengelasan pelat dengan pelat Melakukan pengelasan pelat dengan pelat pada sambungan sudut danpada sambungan sudut dan tumpul posisi di bawah tangan (1F
tumpul posisi di bawah tangan (1F & 1G), & 1G), posisi mendatar (2F & 2G)posisi mendatar (2F & 2G) C.
C. Indikator :Indikator : 3.1.1
3.1.1 Menguraikan aspek-aspek K3L las SMAW.Menguraikan aspek-aspek K3L las SMAW. 3.1.2
3.1.2 Merinci bagian-bagian mesin utama dan alat bantu las SMAW.Merinci bagian-bagian mesin utama dan alat bantu las SMAW. 3.1.3
3.1.3 Mengklasifikasi bahan (material las).Mengklasifikasi bahan (material las). 3.1.4
3.1.4 Mengklasifikasi jenis elektroda.Mengklasifikasi jenis elektroda. 3.1.5
3.1.5 Memahami cara mengoperasikan peralatan utama dan peralatan pendukung.Memahami cara mengoperasikan peralatan utama dan peralatan pendukung. 3.1.6
3.1.6 Memahami teknik pengelasan (jarak pengelasan, kecepatan pengelasan, gerakanMemahami teknik pengelasan (jarak pengelasan, kecepatan pengelasan, gerakan pengelasan) Posisi pengelasan (1F, 1G, 2F
4.1.1
4.1.1 Pengoperasian peralatan utama dan peralatan pendukung (las SMAW).Pengoperasian peralatan utama dan peralatan pendukung (las SMAW). 4.1.2
4.1.2 Melaksanakan teknik pengelasan tumpul dan sudut posisi pengelasan (1F, 1G,Melaksanakan teknik pengelasan tumpul dan sudut posisi pengelasan (1F, 1G, 2F, 2G).
2F, 2G). D.
D. Tujuan Tujuan PembelajaPembelajaranran
Melalui pemaparan, praktik individu
Melalui pemaparan, praktik individu dan praktik kelompodan praktik kelompok k peserta didik diharapkanpeserta didik diharapkan dapat:
dapat: 1.
1. Menguraikan aspek-aspek K3L las SMAW dengan tepat.Menguraikan aspek-aspek K3L las SMAW dengan tepat. 2.
2. Merinci bagian-bagian mesin utama dan alat bantu las SMAW dengan jelas.Merinci bagian-bagian mesin utama dan alat bantu las SMAW dengan jelas. 3.
3. Mengklasifikasi bahan (material las) Mengklasifikasi bahan (material las) yang digunakan dalam proses pengelasanyang digunakan dalam proses pengelasan dengan tepat.
dengan tepat. 4.
4. Mengklasifikasi jenis elektroda yang sesuai dengan bahan Mengklasifikasi jenis elektroda yang sesuai dengan bahan yang akan dilas.yang akan dilas. 5.
5. Memahami cara mengoperasikan peralatan utama dan peralatan pendukung sesuaiMemahami cara mengoperasikan peralatan utama dan peralatan pendukung sesuai fungsinya.
fungsinya. 6.
6. Memahami teknik pengelasan (jarak pengelasan, kecepatan pengelasan, gerakanMemahami teknik pengelasan (jarak pengelasan, kecepatan pengelasan, gerakan pengelasan) posisi pengelasan (1F, 1G, 2F, 2G
pengelasan) posisi pengelasan (1F, 1G, 2F, 2G) sesuai SOP.) sesuai SOP. 7.
7. Pengoperasian peralatan utama dan peralatan pendukung (las SMAW) sesPengoperasian peralatan utama dan peralatan pendukung (las SMAW) ses uaiuai SOP.
SOP. 8.
8. Melaksanakan teknik pengelasan tumpul dan sudut posisi pengelasan (1F, 1G, 2F,Melaksanakan teknik pengelasan tumpul dan sudut posisi pengelasan (1F, 1G, 2F, 2G) sesuai SOP.
2G) sesuai SOP. E.
E. Materi PembelajaranMateri Pembelajaran 1.
1. K3L pengelasan.K3L pengelasan. 2.
2. Pengenalan bagian-bagian utama mesin las SMAW.Pengenalan bagian-bagian utama mesin las SMAW. 3.
3. Pengenalan peralatan pendukung.Pengenalan peralatan pendukung. 4.
4. Pengenalan elektroda dan bahan.Pengenalan elektroda dan bahan. 5.
5. Teknik pengelasan SMAW.Teknik pengelasan SMAW. F.
F. Pendekatan, Model dan Metode PembelajaranPendekatan, Model dan Metode Pembelajaran 1.
1. Pendekatan Pendekatan : : Saintifik Saintifik 2.
2. Model Model Pembelajaran Pembelajaran :: Project Project Based Learning Based Learning 3.
G.
G. Kegiatan PembelajaranKegiatan Pembelajaran
Pertemuan ke-1 (teori di kelas) Pertemuan ke-1 (teori di kelas) KEGIATAN
KEGIATAN
DESKRIPSI KEGIATAN
DESKRIPSI KEGIATAN ALOKASIALOKASI WAKTU WAKTU Pendahuluan 1.
Pendahuluan 1. Guru menyampaikan salam, mengabsen pesertaGuru menyampaikan salam, mengabsen peserta didik, menyampaikan tujuan, target, dan metode didik, menyampaikan tujuan, target, dan metode pembelajara
pembelajaran.n. 2.
2. Guru mempersilakan peserta didik berdoa sebelumGuru mempersilakan peserta didik berdoa sebelum memulaikegiatan dan mengucapkan salam.
memulaikegiatan dan mengucapkan salam.
10 menit 10 menit
Kegiatan inti
Kegiatan inti Fase 1: MengamatiFase 1: Mengamati 1.
1. Guru memberikan materi K3L, bagian utGuru memberikan materi K3L, bagian utama mesinama mesin las, alat-alat pendukung, dan cara pengaturan arus las, alat-alat pendukung, dan cara pengaturan arus pada mesin.
pada mesin. 2.
2. Guru meminta siswa mengamati sekeliling untukGuru meminta siswa mengamati sekeliling untuk menemukan komponen-komponen yang dibuat menemukan komponen-komponen yang dibuat dengan menggunakan las SMAW.
dengan menggunakan las SMAW. Fase 2: Menanya
Fase 2: Menanya 3.
3. Guru meminta peserta didik untuk mengidentifikasiGuru meminta peserta didik untuk mengidentifikasi bahaya-ba
bahaya-bahaya haya yang yang mungkin mungkin timbul timbul pada pada prosesproses pengelasan.
pengelasan. 4.
4. Guru Guru menugaskan menugaskan peserta peserta didik didik untukuntuk mengidentifikasi jenis elektroda, alat ukur dan alat mengidentifikasi jenis elektroda, alat ukur dan alat bantu
bantu yang yang dibutuhkan dibutuhkan dalam dalam pekerjaan pekerjaan laslas SMAW.
SMAW. 5.
5. Guru menugaskan peserta didik untuk menyusunGuru menugaskan peserta didik untuk menyusun langkah-langk
langkah-langkah ah mengatur arus mesin.mengatur arus mesin. 6.
6. Peserta didik mengamati tabel pada mesinPeserta didik mengamati tabel pada mesin mengenai parameter yang akan digunakan.
mengenai parameter yang akan digunakan. Fase 3: Mengumpulkan Informasi
Fase 3: Mengumpulkan Informasi 7.
7. Guru meminta peserta didik untuk mengidentifikasiGuru meminta peserta didik untuk mengidentifikasi bahaya-ba
bahaya-bahaya haya yang yang mungkin mungkin timbul timbul pada pada prosesproses pengelasan da
pengelasan dari berbagai suri berbagai sumber.mber. 8.
8. Guru Guru menugaskan menugaskan peserta peserta didik didik untukuntuk mengidentifikasi jenis elektroda, alat ukur dan alat mengidentifikasi jenis elektroda, alat ukur dan alat bantu yang dibutuhkan dalam pekerjaan las SMAW bantu yang dibutuhkan dalam pekerjaan las SMAW
di bengkel. di bengkel. 9.
9. Guru menugaskan peserta didik untuk menyusunGuru menugaskan peserta didik untuk menyusun langkah-langkah mengatur arus mesin berdasarkan langkah-langkah mengatur arus mesin berdasarkan SOP di mesin dan sumber belajar.
SOP di mesin dan sumber belajar. 10.
10. Peserta didik mengamati tabel pada mesinPeserta didik mengamati tabel pada mesin mengenai parameter yang akan digunakan.
mengenai parameter yang akan digunakan. 11.
11. Peserta didik Peserta didik mensimulamensimulasikan proses sikan proses pengelasan.pengelasan. Fase 4: Menalar
Fase 4: Menalar 12.
12. Guru memberi penguatan terhadap kegiatan Guru memberi penguatan terhadap kegiatan siswa.siswa. 13.
13. Peserta didik mengecek kesesuaian hasil tugasPeserta didik mengecek kesesuaian hasil tugas terhadap seluruh tuntutan tugas.
terhadap seluruh tuntutan tugas. Fase 5:
Fase 5: MengomunikasikMengomunikasikanan 14.
14. Peserta didik melaporkan hasil pengerjaan kepadaPeserta didik melaporkan hasil pengerjaan kepada Guru
Guru 15.
15. Peserta didik bersama Guru Peserta didik bersama Guru melakukan penilaian.melakukan penilaian.
menit menit
Kegiatan Kegiatan penutup penutup
1.
1. Guru meminta siswa untuk membuat simpulanGuru meminta siswa untuk membuat simpulan materi yang disampaikan dan guru memberikan materi yang disampaikan dan guru memberikan penguatan.
penguatan. 2.
2. Peserta didik dan guru melakukan umpan balik.Peserta didik dan guru melakukan umpan balik. 3.
3. Peserta didik dan guru merencanakan tindakPeserta didik dan guru merencanakan tindak
lanjut pembelajaran untuk pertemuan
lanjut pembelajaran untuk pertemuan
selanjutnya. selanjutnya. 4.
4. Berdoa dan memberi salam sebelum pulang.Berdoa dan memberi salam sebelum pulang.
Pertemuan ke-2 (pembelajaran CBT) Pertemuan ke-2 (pembelajaran CBT) a.
a. Pendahuluan/Kegiatan AwalPendahuluan/Kegiatan Awal Kegiatan
Kegiatan
DESKRIPSI KEGIATAN
DESKRIPSI KEGIATAN ALOKASIALOKASI WAKTU WAKTU Pendahuluan 1.
Pendahuluan 1. Guru meminta peserta didik untuk Guru meminta peserta didik untuk berbaris.berbaris. 2.
2. Guru menyampaikan salam, mengabsen peserta didik,Guru menyampaikan salam, mengabsen peserta didik, menyampaikan tujuan, target, dan metode menyampaikan tujuan, target, dan metode pembela
pembelajaran.jaran. 3.
3. Guru menyampaikan uraian tugas dan factor K3Guru menyampaikan uraian tugas dan factor K3 secara singkat.
secara singkat. 4.
4. Guru mempersilakan peserta didik berdoa sebelumGuru mempersilakan peserta didik berdoa sebelum memulai kegiatan dan mengucapkan salam sebelum memulai kegiatan dan mengucapkan salam sebelum barisan dibuba
barisan dibubarkan.rkan.
10 menit 10 menit
Kegiatan inti
Kegiatan inti Fase 1: Mengamati - Merencanaan PengerjaanFase 1: Mengamati - Merencanaan Pengerjaan 1.
1. Guru memberikan materiGuru memberikan materi jobsheet jobsheet ke-1 kepadake-1 kepada peserta didik
peserta didik.. 2.
2. Guru meminta peserta didik untuk melihat tuntutanGuru meminta peserta didik untuk melihat tuntutan gambar kerja pada
gambar kerja pada jobsheet jobsheet ke-1.ke-1. 3.
3. Guru Guru menugaskan menugaskan peserta peserta didik didik untukuntuk mengidentifikasi jenis mesin dan cara mengidentifikasi jenis mesin dan cara menyetelannya yang sesuai untuk mengerjakan. menyetelannya yang sesuai untuk mengerjakan. 4.
4. Guru Guru menugaskan menugaskan peserta peserta didik didik untukuntuk mengidentifikasi jenis elektroda, alat ukur dan alat mengidentifikasi jenis elektroda, alat ukur dan alat bantu yang dibutuhk
bantu yang dibutuhkan.an. 5.
5. Guru menugaskan peserta didik untuk menyusunGuru menugaskan peserta didik untuk menyusun langkah kerja yang harus dilakukan untuk langkah kerja yang harus dilakukan untuk mengerjakan
mengerjakan jobsheet jobsheet ke-1.ke-1. 6.
6. Peserta didik mengamati tabel pada mesin mengenaiPeserta didik mengamati tabel pada mesin mengenai paramete
parameter yang akar yang akan digunakan.n digunakan. Fase 2: Menanya - Mempersiapan kerja Fase 2: Menanya - Mempersiapan kerja 7.
7. Guru menugaskan peserta didik untuk menyusunGuru menugaskan peserta didik untuk menyusun langkah kerja sesuai SOP untuk mengerjakan langkah kerja sesuai SOP untuk mengerjakan jobsheet
jobsheet ke-1.ke-1. 8.
8. Peserta didik membaca buku untuk mendapatkanPeserta didik membaca buku untuk mendapatkan informasi tentang penggunaan standar operasional informasi tentang penggunaan standar operasional proses.
proses. 5.
5. Peserta didik mendiskusikan langkah-langkah yangPeserta didik mendiskusikan langkah-langkah yang benar
masalah melalui contoh langkah kerja yang telah masalah melalui contoh langkah kerja yang telah dibuat. .
dibuat. .
Fase 3: Mengumpulkan Informasi - Mengerjaan Fase 3: Mengumpulkan Informasi - Mengerjaan Produk
Produk 9.
9. Guru meminta peserta didik untuk menyiapkan mesinGuru meminta peserta didik untuk menyiapkan mesin dan seluruh peralatan yang akan digunakan.
dan seluruh peralatan yang akan digunakan. 10.
10. Peserta didik mensetting mesin dan alat bantu yangPeserta didik mensetting mesin dan alat bantu yang dibutuhkan untuk
dibutuhkan untuk mengerjakmengerjakanan jobsheet jobsheet -1.-1. 11.
11. Guru memberikan benda kerja dan peserta didikGuru memberikan benda kerja dan peserta didik mengecek kesesuaian elektrodanya.
mengecek kesesuaian elektrodanya. 12.
12. Guru mencatat waktu start dan peserta didik mulaiGuru mencatat waktu start dan peserta didik mulai mengerjakan benda kerja sesuai prosedur standar. mengerjakan benda kerja sesuai prosedur standar. Fase 4: Menalar - Mengecek hasil
Fase 4: Menalar - Mengecek hasil 13.
13. Guru Guru mengamati mengamati kesesuaian kesesuaian proses proses selamaselama mengerjakan.
mengerjakan. 14.
14. Peserta didik mengecek hasil pengerjaan pada jalurPeserta didik mengecek hasil pengerjaan pada jalur las.
las. 15.
15. Peserta didik mengecek kesesuaian hasil bendaPeserta didik mengecek kesesuaian hasil benda terhadap seluruh tuntutan
terhadap seluruh tuntutan gambagambar.r.
Fase 5: Mengomunikasikan - Menyampaikan hasil Fase 5: Mengomunikasikan - Menyampaikan hasil 16.
16. Peserta didik melaporkan hasil pengerjaan kepadaPeserta didik melaporkan hasil pengerjaan kepada Guru
Guru 17.
17. Peserta didik bersama Guru Peserta didik bersama Guru melakukamelakukan penilaian.n penilaian. 18.
18. Siswa menyampaikan seluruh kendala yang dihadapiSiswa menyampaikan seluruh kendala yang dihadapi selama proses pengerjaan.
selama proses pengerjaan. Kegiatan penutup
Kegiatan penutup 1.1. Guru meminta siswa untuk membersihkan areaGuru meminta siswa untuk membersihkan area kerja dan membereskan mesin serta
kerja dan membereskan mesin serta mengembalikan alat yang digunakan. mengembalikan alat yang digunakan. 2.
2. Peserta didik berbaris.Peserta didik berbaris. 3.
3. Peserta didik bersama Peserta didik bersama guru menyimpulkanguru menyimpulkan pembelajaran.
pembelajaran. 4.
4. Peserta didik melakukan refleksi terhadapPeserta didik melakukan refleksi terhadap kegiatan yang sudah dilakukan.
kegiatan yang sudah dilakukan. 5.
5. Peserta didik dan guru melakukan umpan balik.Peserta didik dan guru melakukan umpan balik. 6.
6. Peserta didik dan guru merencanakan tindakPeserta didik dan guru merencanakan tindak lanjut pembelajaran untuk pertemuan
lanjut pembelajaran untuk pertemuan selanjutnya.
selanjutnya. 7.
7. Mengisi jurnal kegiatan praktik.Mengisi jurnal kegiatan praktik. 8.
H.
H. Penilaian Pembelajaran, Remedial, dan PengayaanPenilaian Pembelajaran, Remedial, dan Pengayaan 1.
1. Teknik PenilaianTeknik Penilaian No
No Aspek Aspek yang yang dinilai dinilai Teknik Teknik Penilaian Penilaian Waktu Waktu PenilaianPenilaian 1.
1. PengetahuanPengetahuan 1.
1. Menguraikan aspek-aspek K3LMenguraikan aspek-aspek K3L las SMAW.
las SMAW. 2.
2. Merinci bagian-bagian mesinMerinci bagian-bagian mesin utama dan alat bantu las utama dan alat bantu las SMAW.
SMAW. 3.
3. Mengklasifikasi bahan (materialMengklasifikasi bahan (material las).
las). 4.
4. Mengklasifikasi jenis elektroda.Mengklasifikasi jenis elektroda. 5.
5. Memahami caraMemahami cara
mengoperasikan peralatan utama mengoperasikan peralatan utama dan peralatan pendukung.
dan peralatan pendukung. 6.
6. Memahami teknik pengelasanMemahami teknik pengelasan (jarak pengelasan, kecepatan (jarak pengelasan, kecepatan pengelasan, gerakan pengelasan) pengelasan, gerakan pengelasan)
Posisi pengelasan (1F, 1G, 2F, Posisi pengelasan (1F, 1G, 2F, 2G).
2G).
Tes tertulis (pilihan Tes tertulis (pilihan ganda). ganda). Dilaksanakan pada Dilaksanakan pada saat menyelesaikan saat menyelesaikan Lemba
Lembar r AktivitasAktivitas (LKS)/pada saat (LKS)/pada saat tes akhir. tes akhir. 3. 3. KeterampilanKeterampilan 1.
1. Pengoperasian peralatan utamaPengoperasian peralatan utama dan peralatan pendukung (las dan peralatan pendukung (las SMAW).
SMAW). 2.
2. Melaksanakan teknik pengelasanMelaksanakan teknik pengelasan tumpul dan sudut posisi
tumpul dan sudut posisi pengelasan (1F, 1G, 2F, 2G pengelasan (1F, 1G, 2F, 2G).).
Dilaksanaka
Dilaksanakan n melaluimelalui unjuk unjuk kerja/praktik/portofolio/ kerja/praktik/portofolio/ proyek. proyek. Dilakukan dalam Dilakukan dalam selama proses selama proses pembela pembelajaran.jaran. 2.
2. InstrumeInstrumen n PenilaianPenilaian
Catatan: Instrumen Penilaian terdapat dalam lampiran Catatan: Instrumen Penilaian terdapat dalam lampiran 3.
3. Remedial dan PengayaanRemedial dan Pengayaan
Remedial dilaksanakan apabila ada nilai siswa < 70 (KBM/KKM)Remedial dilaksanakan apabila ada nilai siswa < 70 (KBM/KKM)
SedangkanSedangkan pengayaan diberikan kepada siswa yang nilainya ≥ pengayaan diberikan kepada siswa yang nilainya ≥ 7070 (KBM/KKM).(KBM/KKM). Prosedur remedial dan pengayaan dirancang sebagai berikut:
Prosedur remedial dan pengayaan dirancang sebagai berikut: Program
Program Pelaksanaan Pelaksanaan Kegiatan Kegiatan Teknik Teknik InstrumenInstrumen Remedial
Remedial
Di luar jam Di luar jam belajar, sete belajar, setelahlah
nilai siswa nilai siswa diketahui diketahui
Menjelaska
Menjelaskan materi n materi yang tidakyang tidak dikuasai siswa/materi yang dikuasai siswa/materi yang dianggap sulit.
dianggap sulit.
Tes
Tes Tertulis Tertulis Soal Soal TesTes (terlampir) (terlampir) Pengayaan Pengayaan Di luar jam Di luar jam belajar, sete belajar, setelahlah
nilai siswa nilai siswa diketahui diketahui Pemberian bahan Pemberian bahan bacaan/m
bacaan/materi tambaateri tambahan/soal- han/soal-soal yang tingkat
soal yang tingkat kesulitanyakesulitanya tebih tinggi (kompleks) tebih tinggi (kompleks)
Penugasan Bahan Penugasan Bahan bacaan/soa bacaan/soall (terlampir) (terlampir)
I.
I. Media, Alat/bahan, dan Sumber BelajarMedia, Alat/bahan, dan Sumber Belajar 1.
1. Media Media : : LCD LCD projector, projector, Laptop, Laptop, Bahan Bahan TayangTayang 2.
2. Alat Alat ::
Satu set mesin las SMAW.Satu set mesin las SMAW.
Peralatan pendukung (palu terak, sikat kawat, tang penjepit).Peralatan pendukung (palu terak, sikat kawat, tang penjepit).
APD las SMAW (topeng las, apron, sarung tangan las).APD las SMAW (topeng las, apron, sarung tangan las).
Alat ukur (jangka sorong, mistar baja,Alat ukur (jangka sorong, mistar baja, welding gaugewelding gauge).). 3.
3. Bahan Bahan ::
Mild steel plate Mild steel plate 200 x 100 x 50 mm 200 x 100 x 50 mm 1 pcs1 pcs
Electrode E70S-6,Electrode E70S-6, 0,8 mm 0,8 mm 4.
4. Sumber Sumber belajar belajar :Modul Teknik :Modul Teknik Pengelasan Pengelasan SMAW, SMAW, sumber sumber lain lain yangyang relevan.
relevan.
Mengetahui an. Kepala SMKN 1
Mengetahui an. Kepala SMKN 1 BontangBontang
Muhammad Sultan, M.Pd.I Muhammad Sultan, M.Pd.I
Bontang,
Bontang, Juni Juni 20162016 Guru mapel
Guru mapel
Darmawan S. Pd Darmawan S. Pd
LAMPIRAN: 1. INSTRUMEN PENILAIAN LAMPIRAN: 1. INSTRUMEN PENILAIAN
1.
1. InstrumeInstrument nt Penilaian PengetahuanPenilaian Pengetahuan a.
a. Kisi-Kisi dan SoalKisi-Kisi dan Soal KOMPETE
KOMPETE NSI DASAR
NSI DASAR IPK IPK INDIKATOR INDIKATOR SOALSOAL
JENIS JENIS SOAL SOAL 3.1 3.1 Menerapkan Menerapkan teknik teknik pengelasan pengelasan pelat pada pelat pada sambungan sambungan sudut sudut menggunaka menggunaka n proses las n proses las SMAW SMAW 3.1.1
3.1.1 Menguraikan aspek-aspekMenguraikan aspek-aspek K3L las SMAW.
K3L las SMAW. 3.1.2
3.1.2 Merinci bagian-bagianMerinci bagian-bagian mesin utama dan alat bantu mesin utama dan alat bantu las SMAW.
las SMAW. 3.1.3
3.1.3 Mengklasifikasi bahanMengklasifikasi bahan (material las).
(material las). 3.1.4
3.1.4 Mengklasifikasi jenisMengklasifikasi jenis elektroda.
elektroda. 3.1.5
3.1.5 Memahami caraMemahami cara
mengoperasikan peralatan mengoperasikan peralatan utama dan peralatan
utama dan peralatan pendukung.
pendukung. 3.1.6
3.1.6 Memahami teknikMemahami teknik pengelasan (jarak pengelasan (jarak pengelasan, kecepatan pengelasan, kecepatan pengelasan, gerakan pengelasan, gerakan pengelasan) Posisi pengelasan) Posisi pengelasan (1F, 1G, 2F, pengelasan (1F, 1G, 2F, 2G). 2G). 2.
2. Menguraikan aspek-Menguraikan aspek-aspek K3L las
aspek K3L las SMAW.
SMAW. 3.
3. Merinci bagian-Merinci bagian- bagian mesin utama bagian mesin utama
dan alat bantu las dan alat bantu las SMAW.
SMAW. 4.
4. Memahami caraMemahami cara mengoperasikan mengoperasikan peralatan utama dan peralatan utama dan peralatan pendukung. peralatan pendukung. 5.
5. Memahami teknikMemahami teknik pengelasan (jarak pengelasan (jarak pengelasan, kecepatan pengelasan, kecepatan pengelasan, gerakan pengelasan, gerakan pengelasan) Posisi pengelasan) Posisi pengelasan (1F, 1G, pengelasan (1F, 1G, 2F, 2G). 2F, 2G). Tes Tes tertulis tertulis (pilihan (pilihan ganda) ganda) b. b. SoalSoal 1.
1. Untuk mencegah terjadinya kecelakaan pada saat melakukan pengelasanUntuk mencegah terjadinya kecelakaan pada saat melakukan pengelasan SMAW, maka perlu menggunakan alat pelindung diri. Manakah dar
SMAW, maka perlu menggunakan alat pelindung diri. Manakah dar i pilihani pilihan berikut ini yang bukan
berikut ini yang bukan merupakan APD pengelasan SMAW?merupakan APD pengelasan SMAW? A.
A. Topeng las.Topeng las. B.
B. Apron.Apron. C.
C. Sarung tangan las.Sarung tangan las. D.
D. Kaca mata bening.Kaca mata bening. E.
E. Masker.Masker. 2.
2. Pada mesin las busur manual(SMAW) terdapat beberapa bagian-bagian utama.Pada mesin las busur manual(SMAW) terdapat beberapa bagian-bagian utama. Manakah yang bukan merupakan bagian utama?
3.
3. Untuk mengatur arus yang digunakan pada mesin las SMAW sesuai SOP harusUntuk mengatur arus yang digunakan pada mesin las SMAW sesuai SOP harus memperhatikan hal-hal. Manakah yang tidak termasuk hal yang menjadi
memperhatikan hal-hal. Manakah yang tidak termasuk hal yang menjadi pertimbangan tersebut?
pertimbangan tersebut? A.
A. Jenis bahan yang dilas.Jenis bahan yang dilas. B.
B. Ketebalan bahan yang dilas.Ketebalan bahan yang dilas. C.
C. Jenis elektrodaJenis elektroda D.
D. Jenis sambunganJenis sambungan E.
E. Harga elektroda.Harga elektroda. c.
c. Kunci jawabanKunci jawaban
d.
d. Penskoran (rentang 0-100)Penskoran (rentang 0-100)
== ( ) ( )
2.
2. Instrumen Penilaian Instrumen Penilaian keterampilaketerampilann a.
a. Kisi-kisi soal Kisi-kisi soal keterampilaketerampilann
No.
No. KompetensiKompetensi Dasar
Dasar IPK IPK Indikator Indikator SoalSoal
Teknik Teknik Penilaian Penilaian 1. 1. 4.1. 4.1. MelakukanMelakukan pengelasan pengelasan plat dengan plat dengan plat pada plat pada sambungan sambungan sudut dan sudut dan tumpul posisi tumpul posisi di bawah di bawah tangan, tangan, posisi posisi mendatar, mendatar, dan posisi dan posisi vertikal vertikal dengan las dengan las busur manual busur manual .. Pengoper Pengoper asian asian peralatan peralatan utama utama dan dan peralatan peralatan penduku penduku ng (las ng (las SMAW). SMAW). 4. 4. MelaksanMelaksan akan akan teknik teknik pengelas pengelas an an tumpul tumpul dan sudut dan sudut posisi posisi pengelas pengelas an (1F, an (1F, 1G, 2F, 1G, 2F, 2G). 2G). 1.
1. Mengatur arus listrik padaMengatur arus listrik pada mesin las SMAW sesuai mesin las SMAW sesuai dengan bahan yang dengan bahan yang dikerjakan
dikerjakan 2.
2. Memilih elektroda yangMemilih elektroda yang sesuai.
sesuai. 3.
3. Menggunakan peralatanMenggunakan peralatan utama dan peralatan utama dan peralatan bantu sesuai SOP. bantu sesuai SOP. 4.
4. Membuat lajur/rigi-rigi lasMembuat lajur/rigi-rigi las 5.
5. Mengelas plat dengan platMengelas plat dengan plat pada sambungan sudut pada sambungan sudut posisi di bawah tangan posisi di bawah tangan dengan las busur
dengan las busur manualmanual (SMAW)
(SMAW) 6.
6. Mengelas plat dengan platMengelas plat dengan plat pada sambungan tumpul pada sambungan tumpul posisi di bawah tangan posisi di bawah tangan dengan las busur
dengan las busur manualmanual (SMAW)
(SMAW) 7.
7. Mengelas plat dengan platMengelas plat dengan plat pada sambungan sudut pada sambungan sudut posisi
posisi mendatar mendatar dengandengan las busur manual (SMAW) las busur manual (SMAW) 8.
8. Mengelas plat dengan platMengelas plat dengan plat pada sambungan tumpul pada sambungan tumpul posisi
posisi mendatar mendatar dengandengan las busur manual (SMAW) las busur manual (SMAW) 9.
9. Mengelas plat dengan platMengelas plat dengan plat pada sambungan sudut pada sambungan sudut posisi
posisi vertikal vertikal dengan dengan laslas busur manual (SMAW) busur manual (SMAW) 10.
10. Mengelas plat dengan platMengelas plat dengan plat pada sambungan tumpul pada sambungan tumpul posisi
posisi vertikal vertikal dengan dengan laslas busur manual (SMAW) busur manual (SMAW)
Proses dan Proses dan hasil
LAMPIRAN 2: JOB SHEET DAN LEMBAR PENILAIAN LAMPIRAN 2: JOB SHEET DAN LEMBAR PENILAIAN Jobsheet 1 level 1 (CBT)
Jobsheet 1 level 1 (CBT) 1.
1. Soal Praktik:Soal Praktik:
2.
2. Prosedur kerja :Prosedur kerja : a.
a. Lakukan persiapan alat, bahan dan peralatan K3.Lakukan persiapan alat, bahan dan peralatan K3. b.
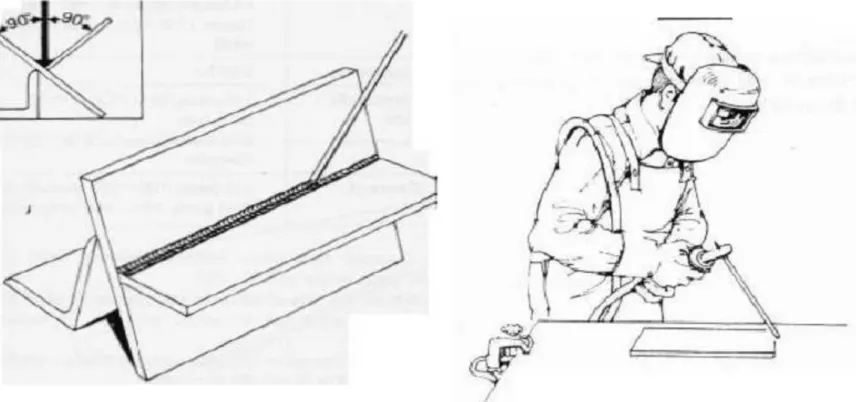
b. Buatlah las jalur posisi 1G sesuai tuntutan standar pengelasanBuatlah las jalur posisi 1G sesuai tuntutan standar pengelasan SMAW dan estimasi waktu yang diberikan menggunakan mesin SMAW dan estimasi waktu yang diberikan menggunakan mesin las busur manual (SMAW).
las busur manual (SMAW). 3.
3. Alat dan bahanAlat dan bahan 3.
3. Alat Alat :: 4.
4. Satu set mesin las SMAWSatu set mesin las SMAW 5.
5. Peralatan pendukung (palu terak, sikat kawat, tangPeralatan pendukung (palu terak, sikat kawat, tang penjepit)
penjepit) 6.
6. APD las SMAW (topeng las, apron, sarung tangan las).APD las SMAW (topeng las, apron, sarung tangan las). 7.
7. Alat ukur (jangka sorong, mistar baja, welding gauge).Alat ukur (jangka sorong, mistar baja, welding gauge). 8.
8. Bahan Bahan ::
Mild steel plate 200 x 100 x 50 mm Mild steel plate 200 x 100 x 50 mm 1 pcs1 pcs
Electrode E70S-6,Electrode E70S-6, 0,8 mm 0,8 mm
Est
Estimasi: 2 jamimasi: 2 jam
Bahan: Mild steel plate 200 x 100 x 5
4.
4. Langkah kerjaLangkah kerja a.
a. Pelajarilah gambar padaPelajarilah gambar pada job sheet job sheet terlebih dahulu sebelum terlebih dahulu sebelum melakukan pemotongan.
melakukan pemotongan. b.
b. Potong plat sesuai dengan ukuran pada gambar job sheet.Potong plat sesuai dengan ukuran pada gambar job sheet. c.
c. Bersihkan bahan dengan sikat kawat.Bersihkan bahan dengan sikat kawat. d.
d. Rapikan setiap tepi benda kerja dengan menggunakan kikir.Rapikan setiap tepi benda kerja dengan menggunakan kikir. e.
e. Pasang kabel masa pada benda kerja.Pasang kabel masa pada benda kerja. f.
f. Pasang elektroda pada holder las.Pasang elektroda pada holder las. g.
g. Atur arus listrik pada 40 s.d. 60 ampere.Atur arus listrik pada 40 s.d. 60 ampere. h.
h. Gambarlah jalur las pada permukaan benda kerja denganGambarlah jalur las pada permukaan benda kerja dengan menggunakan kapur atau spidol.
menggunakan kapur atau spidol.
i.i. Lakukanpengelasan untuk membuat jalur pada benda kerjaLakukanpengelasan untuk membuat jalur pada benda kerja dengan posisi 1G dengan work angel 90
dengan posisi 1G dengan work angel 90oosebanyak enam jalur.sebanyak enam jalur. j.
j. Bersihkan terak dengan dengan palu terak.Bersihkan terak dengan dengan palu terak. k.
k. Bersihkan spatter dengan pahat tangan.Bersihkan spatter dengan pahat tangan. l.l. Bersihkan kotoran lain dengan sikat baja.Bersihkan kotoran lain dengan sikat baja. m.
m. Serahkan kepada guru pengampu untuk dinilai.Serahkan kepada guru pengampu untuk dinilai. 5.
5. Rubrik Penskoran Praktik :Rubrik Penskoran Praktik :
No.
No. Komponen/SubKomponen/Sub komponen Penilaian
komponen Penilaian Indikator Indikator SkorSkor I.
I. Persiapan Persiapan dan dan prosesproses 1.1 Persiapan bahan 1.1 Persiapan bahan las
las
Bahan praktek disiapkan denganBahan praktek disiapkan dengan
benar sesuai prosedur standar benar sesuai prosedur standar
4 4
Bahan praktek tidak disiapkanBahan praktek tidak disiapkan
dengan benar sesuai prosedur dengan benar sesuai prosedur standar
standar
3 3
Bahan praktek disiapkan denganBahan praktek disiapkan dengan
benar kurang sesuai prosedur benar kurang sesuai prosedur standar
standar
2 2
Bahan praktek Bahan praktek tidak tidak lengkap lengkap 11
1.2
1.2 Mengeset Mengeset mesin mesin laslas Mesin las dan ampere disetMesin las dan ampere diset
dengan benar dengan benar
4 4
Mesin las dan ampere disetMesin las dan ampere diset
kurang benar kurang benar
3 3
Mesin las dan ampere tidak disetMesin las dan ampere tidak diset
dengan baik dengan baik
2 2
Mesin Mesin las las dan dan ampere ampere tidak tidak diset diset 11
II.
II. Hasil Hasil KerjaKerja 2. 2.1
2. 2.1 Lebar jalur lasLebar jalur las Lebar jalur las 16 mmLebar jalur las 16 mm
Lebar jalur las Lebar jalur las 17 mm17 mm
Lebar jalur las 18 mmLebar jalur las 18 mm
Lebar jalur las lebih besar dari Lebar jalur las lebih besar dari 19 mm19 mm
4 4 3 3 2 2 1 1 2.2
2.2 ReinforcementReinforcement Tinggi reinforcement 1 s.dTinggi reinforcement 1 s.d 2 mm2 mm
Tinggi reinforcementTinggi reinforcement 3 mm3 mm
Tinggi reinforcementTinggi reinforcement 4 mm4 mm
Tinggi reinforcementTinggi reinforcement 5mm5mm
4 4 3 3 2 2 1 1
No.
No. Komponen/SubKomponen/Sub komponen Penilaian
komponen Penilaian Indikator Indikator SkorSkor 2.3
2.3 Rigi lasRigi las 100% rata dan halus100% rata dan halus
90% rata dan halus90% rata dan halus
80% rata dan halus80% rata dan halus
Kurang dari 80% rata dan halusKurang dari 80% rata dan halus
4 4 3 3 2 2 1 1 2.4
2.4 KebersihanKebersihan Bebas dari percikan dan kotoran lainBebas dari percikan dan kotoran lain
Ada percikan maks 2 buahAda percikan maks 2 buah
Ada percikan maks 4 buahAda percikan maks 4 buah
Ada percikan lebih dari 4 buahAda percikan lebih dari 4 buah
4 4 3 3 2 2 1 1 2.5
2.5 Tebal LasTebal Las 6 + 16 + 1 9 + 19 + 1 12 + 112 + 1 15 + 115 + 1 4 4 3 3 2 2 1 1 2.6
2.6 Kelurusan jalurKelurusan jalur LurusLurus
Menyimpang dari jalur kurang dariMenyimpang dari jalur kurang dari
separuh jalur separuh jalur
Menyimpang daMenyimpang dari jalur ri jalur lebih lebih daridari
separuh jalur separuh jalur
Tidak mengelas dalam jalurTidak mengelas dalam jalur
4 4 3 3 2 2 1 1 III.
III. Sikap Sikap KerjaKerja
3 3
3.1
3.1 Penggunaan Penggunaan alatalat tangan dan alat tangan dan alat ukur
ukur
Penggunaan alat Penggunaan alat baik baik dan dan cermat cermat 44
Penggunaan alat kurang baik danPenggunaan alat kurang baik dan
cermat cermat
3 3
Penggunaan alat kurang dan kurangPenggunaan alat kurang dan kurang
cermat. cermat.
2 2
Penggunaan alat tidak baik dan tidakPenggunaan alat tidak baik dan tidak
cermat. cermat.
1 1 3.2. Keselamatan kerja
3.2. Keselamatan kerja Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja lengkap (apron, keselamatan kerja lengkap (apron, sarung tangan, sepatu, topeng las) sarung tangan, sepatu, topeng las)
4 4
Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja kurang lengkap keselamatan kerja kurang lengkap (sarung tangan, topeng las)
(sarung tangan, topeng las)
3 3
Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja tidak lengkap keselamatan kerja tidak lengkap (topeng las)
(topeng las)
2 2
Tidak menggunakan perlengkapanTidak menggunakan perlengkapan
keselamatan kerja keselamatan kerja 1 1 3.3. 3.3. WaktuWaktu pelaksanaan pelaksanaan
Menyelesaikan lebih cepat dari waktuMenyelesaikan lebih cepat dari waktu
yang ditetapkan dan hasil memenuhi yang ditetapkan dan hasil memenuhi syarat.
syarat.
Menyelesaikan sesuai dengan waktuMenyelesaikan sesuai dengan waktu
yang ditentukan dengan hasil yang ditentukan dengan hasil memenuhi syarat.
memenuhi syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil memenuhi ditentukan dengan hasil memenuhi syarat.
syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil tidak ditentukan dengan hasil tidak memenuhi syarat. memenuhi syarat. 4 4 3 3 2 2 1 1
Format Penilaian Format Penilaian
Nama
Nama siswa siswa ::
NIS :
NIS :
Kelas :
Kelas :
Judul/nomo
Judul/nomor r jobsheet :jobsheet :
No.
No. Komponen/SuKomponen/Sub b komponen komponen Penilaian Penilaian Skor Skor (1-4) (1-4) TotalTotal I.
I. Persiapan Persiapan dan dan Proses Proses kerjakerja 1.1 Persiapan bahan las
1.1 Persiapan bahan las 1.
1. 2 2 Mengeset mMengeset mesin lasesin las Sub total komponen I Sub total komponen I II.
II. Hasil Hasil KerjaKerja 2.1
2.1 Lebar jalur lasLebar jalur las 2.2
2.2 ReinforcementReinforcement 2.3
2.3 Rigi lasRigi las 2.4
2.4 KebersihanKebersihan 2.5
2.5 Tebal LasTebal Las 2.6
2.6 Kelurusan jalurKelurusan jalur Sub total komponen II Sub total komponen II III.
III. Sikap Sikap KerjaKerja 3.1
3.1 Penggunaan Penggunaan alat alat tangan tangan dan dan alat alat ukurukur 3.2
3.2 Keselamatan Keselamatan kerjakerja 3.3
3.3 Waktu Waktu penyelesaianpenyelesaian Sub total komponen III Sub total komponen III SKOR TOTAL KOMPONEN (A+B+C) SKOR TOTAL KOMPONEN (A+B+C)
Nilai
Nilai total total tugas tugas Praktik Praktik = = Skor/0,4 Skor/0,4 (range (range nilai nilai 1-100)1-100)
Bontang, 2016
Bontang, 2016
Siswa
Siswa yang yang dinilai dinilai Guru mapelGuru mapel
(Nama
Job sheet 2 level 1-3 (CBT) Job sheet 2 level 1-3 (CBT) 1.
1. Soal praktikSoal praktik
2.
2. Prosedur kerja :Prosedur kerja : b.
b. Lakukan persiapan alat, bahan dan peralatan K3.Lakukan persiapan alat, bahan dan peralatan K3. c.
c. Gunakan alat, bahan dan APD sesuai dengan ketentuan.Gunakan alat, bahan dan APD sesuai dengan ketentuan. d.
d. Buatlah sambungan sudut posisi 1F sesuai tuntutan standarBuatlah sambungan sudut posisi 1F sesuai tuntutan standar pengelasan SMAW dan estimasi waktu yang diberikan pengelasan SMAW dan estimasi waktu yang diberikan menggunakan mesin las busur manual (SMAW).
menggunakan mesin las busur manual (SMAW). 3.
3. Alat dan bahanAlat dan bahan a.
a. Alat Alat :: 9.
9. Satu set mesin las SMAWSatu set mesin las SMAW 10.
10.Gerinda tangan.Gerinda tangan. 11.
11.Peralatan pendukung (palu terak, sikat kawat, tangPeralatan pendukung (palu terak, sikat kawat, tang penjepit).
penjepit). 12.
12.Alat ukur (jangka sorong, mistar baja,Alat ukur (jangka sorong, mistar baja, welding gauge, bevelwelding gauge, bevel protactor
protactor ).). 13.
13.APD las SMAW (topeng las, apron, sarung tangan).APD las SMAW (topeng las, apron, sarung tangan). b.
b. Bahan Bahan ::
Mild steel plate 200 x 100 x 10 mm Mild steel plate 200 x 100 x 10 mm 2 pcs2 pcs
Electrode E6013, 10 batangElectrode E6013, 10 batang
Elektroda E7016 /C11/C10, 5 batang.Elektroda E7016 /C11/C10, 5 batang.
Mata gerinda potongMata gerinda potong 4”4”
4.
4. Langkah kerjaLangkah kerja a.
a. Pelajarilah gambar pada job sheet terlebih dahulu sebelumPelajarilah gambar pada job sheet terlebih dahulu sebelum melakukan pemotongan.
b.
b. Potong plat sesuai dengan ukuran dan jumlah pada gambarPotong plat sesuai dengan ukuran dan jumlah pada gambar job shee
job sheett.. c.
c. Bersihkan bahan dengan sikat kawat.Bersihkan bahan dengan sikat kawat. d.
d. Jepit benda kerja pada ragum.Jepit benda kerja pada ragum. e.
e. Gerinda dan buatlah bevel (bentuk takikan V) denganGerinda dan buatlah bevel (bentuk takikan V) dengan
kemiringan sampai 60° pada salah satu sisi dari kedua benda kemiringan sampai 60° pada salah satu sisi dari kedua benda kerja yang akan digunakan menggunakan gerinda tangan. kerja yang akan digunakan menggunakan gerinda tangan. f.
f. Pilih/set Ampere mesin yang akan digunakan sesuai denganPilih/set Ampere mesin yang akan digunakan sesuai dengan tebal bahan yang digunakan.
tebal bahan yang digunakan. g.
g. Pasang kabel masa pada benda kerja.Pasang kabel masa pada benda kerja. h.
h. Pasang elektroda pada holder las.Pasang elektroda pada holder las.
i.i. Ukur celah sambungan sesuai dengan ketentuan dan takeUkur celah sambungan sesuai dengan ketentuan dan take weld bagian
weld bagian ujung ujung kedua benda kedua benda kerja .kerja . j.
j. Lakukan pengelasan sesuai dengan posisi yang dipilih denganLakukan pengelasan sesuai dengan posisi yang dipilih dengan urutan, root, filler dan caping. Dengan elektroda yang sudah urutan, root, filler dan caping. Dengan elektroda yang sudah ditentukan.
ditentukan. k.
k. Bersihkan terak dengan dengan palu terak.Bersihkan terak dengan dengan palu terak. l.l. Lakukan pengisian lanjut hingga selesai.Lakukan pengisian lanjut hingga selesai. m.
m. Bersihkan hasil pengelasan dengan gerinda tangan dan kikir.Bersihkan hasil pengelasan dengan gerinda tangan dan kikir. n.
n. Bersihkan spatter dengan pahat tangan.Bersihkan spatter dengan pahat tangan. o.
o. Bersihkan kotoran lain dengan sikat baja.Bersihkan kotoran lain dengan sikat baja. p.
p. Serahkan kepada guru pengampu untuk dinilai.Serahkan kepada guru pengampu untuk dinilai. 5.
5. Rubrik Penskoran Praktik :Rubrik Penskoran Praktik :
No.
No. Komponen/SubkoKomponen/Subko mponen Penilaian mponen Penilaian
Indikator Skor
Indikator Skor
I.
I. Persiapan dan prosesPersiapan dan proses 1.1 Persiapan bahan 1.1 Persiapan bahan las
las
Bahan praktek disiapkan dengan benarBahan praktek disiapkan dengan benar
sesuai prosedur standar sesuai prosedur standar
4 4
Bahan praktek tidak disiapkanBahan praktek tidak disiapkan
dengan benar sesuai prosedur dengan benar sesuai prosedur standar
standar
3 3
Bahan praktek disiapkan denganBahan praktek disiapkan dengan
benar kurang sesuai prosedur benar kurang sesuai prosedur standar
standar
2 2
Bahan praktek Bahan praktek tidak tidak lengkaplengkap 11
1.2
1.2 Mengeset Mengeset mesin mesin laslas Mesin las dan ampere disetMesin las dan ampere diset
dengan benar dengan benar
4 4
Mesin las dan ampere disetMesin las dan ampere diset
kurang benar kurang benar
3 3
Mesin las dan ampere tidak disetMesin las dan ampere tidak diset
dengan baik dengan baik
2 2
Mesin las dan ampere tidak disetMesin las dan ampere tidak diset 11
II.
No.
No. Komponen/SubkoKomponen/Subko mponen Penilaian mponen Penilaian
Indikator Skor
Indikator Skor
2.1
2.1 Lebar jalur lasLebar jalur las Lebar jalur las 16 mmLebar jalur las 16 mm
Lebar jalur las Lebar jalur las 17 mm17 mm
Lebar jalur las 18 mmLebar jalur las 18 mm
Lebar jalur las lebih besar dari Lebar jalur las lebih besar dari 19 mm19 mm
4 4 3 3 1 1 2.2
2.2 ReinforcementReinforcement Tinggi reinforcement 1 s.dTinggi reinforcement 1 s.d 2mm2mm
Tinggi reinforcementTinggi reinforcement 3mm3mm
Tinggi reinforcementTinggi reinforcement 4mm4mm
Tinggi reinforcementTinggi reinforcement 5mm5mm
4 4 3 3 1 1 2.3
2.3 Rigi lasRigi las 100% rata dan halus100% rata dan halus
90% rata dan halus90% rata dan halus
80% rata dan halus80% rata dan halus
Kurang dari 80% rata dan halusKurang dari 80% rata dan halus
4 4 3 3 2 2 1 1 2.4
2.4 Sambungan Sambungan jalurjalur las
las
Rata dan berpaduRata dan berpadu
Tidak rata tetapi berpaduTidak rata tetapi berpadu
Rata tetapi tidak berpaduRata tetapi tidak berpadu
Tidak rata dan tidak berpaduTidak rata dan tidak berpadu
4 4 3 3 2 2 1 1 2.5
2.5 Perubahan bentuk Perubahan bentuk 0º0º 2º2º 5º5º >5º>5º 4 4 3 3 2 2 1 1 2.6
2.6 UndercutUndercut Tanpa undercutTanpa undercut Undercut 0,2mm x 10 %Undercut 0,2mm x 10 % Undercut 0,5mm x 10 %Undercut 0,5mm x 10 % Undercut <0,5mm x 10 %Undercut <0,5mm x 10 % 4 4 3 3 2 2 1 1 2.7
2.7 Over lapOver lap 100 0/0 rata dan halus100 0/0 rata dan halus
90 0/0 rata dan halus90 0/0 rata dan halus
85 0/0 rata dan halus85 0/0 rata dan halus
< 80 0/0 rata dan halus< 80 0/0 rata dan halus
4 4 3 3 2 2 1 1 2.8
2.8 Cacat lasCacat las 33 Tanpa cacatTanpa cacat 4 4 Cacat 2mmCacat 2mm22 5 5 Cacat 4mmCacat 4mm22 6 6 Cacat < 4mmCacat < 4mm22 4 4 3 3 2 2 1 1 2.9
2.9 KebersihanKebersihan 33 Bebas dari percikan dan kotoran lainBebas dari percikan dan kotoran lain 4
4 Ada percikan maks 2 buahAda percikan maks 2 buah 5
5 Ada percikan maks 4 buahAda percikan maks 4 buah 6
6 Ada percikan lebih dari 4 buahAda percikan lebih dari 4 buah
4 4 3 3 2 2 1 1 2.10
2.10 Tebal Tebal Las Las 33 6 + 16 + 1 4 4 9 + 19 + 1 5 5 12 + 112 + 1 6 6 15 + 115 + 1 4 4 3 3 2 2 1 1 2.11 2.11 BedaBeda Permukaan jalur Permukaan jalur 3 3 0 + 0,5 mm0 + 0,5 mm 4 4 1 + 0,5 mm1 + 0,5 mm 5 5 2 + 0,5 mm2 + 0,5 mm 6 6 3 + 0,5 mm3 + 0,5 mm 4 4 3 3 2 2 1 1
No.
No. Komponen/SubkoKomponen/Subko mponen Penilaian mponen Penilaian
Indikator Skor
Indikator Skor
2.12
2.12 Tinggi Tinggi Penetrasi Penetrasi 33 11 – – 2 mm +1 2 mm +1 4 4 11 – – 2 mm +2 2 mm +2 5 5 11 – – 2 mm +3 2 mm +3 6 6 11 – – 2 mm +4 2 mm +4 4 4 3 3 2 2 1 1 2.13 2.13 PanjangPanjang Penetrasi Penetrasi 3 3 90 % - 100 %90 % - 100 % 4 4 80 % - 90 %80 % - 90 % 5 5 70 % - 80 %70 % - 80 % 6
6 Kurang dari 70 %Kurang dari 70 %
4 4 3 3 2 2 1 1 III.
III. Sikap KerjaSikap Kerja 3.1
3.1 Penggunaan alatPenggunaan alat tangan
tangan
dan alat ukur dan alat ukur
Penggunaan alat baik dan cermatPenggunaan alat baik dan cermat 44
Penggunaan alat kurang baik dan cermatPenggunaan alat kurang baik dan cermat 33
Penggunaan alat kurang dan kurangPenggunaan alat kurang dan kurang
cermat. cermat.
2 2
Penggunaan alat tidak baik dan tidakPenggunaan alat tidak baik dan tidak
cermat. cermat.
1 1 3.2
3.2 Keselamatan kerjaKeselamatan kerja Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja lengkap
keselamatan kerja lengkap (apron,sarung(apron,sarung tangan,helm,sepatu,kacamata las)
tangan,helm,sepatu,kacamata las)
4 4
Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja kurang lengkap keselamatan kerja kurang lengkap (sarung tangan,kacamata las) (sarung tangan,kacamata las)
3 3
Menggunakan perlengkapanMenggunakan perlengkapan
keselamatan kerja tidak lengkap (kaca keselamatan kerja tidak lengkap (kaca mata las)
mata las)
2 2
Tidak menggunakan perlengkapanTidak menggunakan perlengkapan
keselamatan kerja keselamatan kerja
1 1 3.3 waktu pengerjaan
3.3 waktu pengerjaan Menyelesaikan lebih cepat dari waktuMenyelesaikan lebih cepat dari waktu
yang ditetapkan dan hasil memenuhi yang ditetapkan dan hasil memenuhi syarat.
syarat.
Menyelesaikan sesuai dengan waktu yangMenyelesaikan sesuai dengan waktu yang
ditentukan dengan hasil memenuhi ditentukan dengan hasil memenuhi syarat.
syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil memenuhi ditentukan dengan hasil memenuhi syarat.
syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil tidak memenuhi ditentukan dengan hasil tidak memenuhi syarat. syarat. 4 4 3 3 2 2 1 1
Format Penilaian Praktik Format Penilaian Praktik
Nama
Nama siswa siswa ::
NIS :
NIS :
Kelas :
Kelas :
Judul/nomo
Judul/nomor r jobsheet jobsheet :: No
No Komponen/Sub komponen Komponen/Sub komponen Skor Skor (1-4) (1-4) TotalTotal I.
I. Persiapan Persiapan dan dan Proses Proses kerjakerja 1.1
1.1 Persiapan Persiapan bahan bahan las las 11 1.
1. 2 2 Mengeset mMengeset mesin lasesin las Sub total komponen I Sub total komponen I II.
II. Hasil Hasil KerjaKerja 2.1
2.1 Lebar jalur lasLebar jalur las 2.2
2.2 ReinforcementReinforcement 2.3
2.3 Rigi lasRigi las 2.4
2.4 Sambungan jalur lasSambungan jalur las 2.5
2.5 Perubahan bentukPerubahan bentuk 2.6
2.6 UndercutUndercut 2.7
2.7 Over lapOver lap 2.8
2.8 Cacat lasCacat las 2.9
2.9 KebersihanKebersihan 2.10
2.10 Tebal LasTebal Las 2.11
2.11 Beda permukaan jalurBeda permukaan jalur 2.12
2.12 Tinggi penetrasiTinggi penetrasi 2.13
2.13 Panjang penetrasiPanjang penetrasi Sub total komponen II Sub total komponen II III.
III. Sikap Sikap KerjaKerja 3.1
3.1 Penggunaan Penggunaan alat alat tangan tangan dandan alat ukur
alat ukur
3.2. Keselamatan kerja 3.2. Keselamatan kerja 3.3
3.3 waktu waktu pengerjaanpengerjaan Sub total komponen III Sub total komponen III SKOR TOTAL KOMPONEN (A+B+C) SKOR TOTAL KOMPONEN (A+B+C) Nilai
Nilai total total tugas tugas Praktik Praktik = = Skor/0,4 Skor/0,4 (range (range nilai nilai 1-100)1-100)
Bontang, 2016
Bontang, 2016
Siswa
Siswa yang yang dinilai dinilai Guru mapelGuru mapel
(Nama
Jobsheet
ke-Jobsheet ke-…… pada level 3-4 pada level 3-4
1.
2.
2. Prosedur kerja :Prosedur kerja : a.
a. Lakukan persiapan alat, bahan dan peralatan K3.Lakukan persiapan alat, bahan dan peralatan K3. b.
b. Buatlah teralis dengan menggunakan sambungan tumpul danBuatlah teralis dengan menggunakan sambungan tumpul dan sambungan sudut posisi 1G dan 2G sesuai tuntutan standar sambungan sudut posisi 1G dan 2G sesuai tuntutan standar pengelasan SMAW dan estimasi waktu yang diberikan
pengelasan SMAW dan estimasi waktu yang diberikan menggunakan mesin las busur manual (SMAW).
menggunakan mesin las busur manual (SMAW). 3.
3. Alat dan bahanAlat dan bahan a.
a. Alat Alat ::
Satu set mesin las SMAWSatu set mesin las SMAW
peralatan pendukungperalatan pendukung
alat ukuralat ukur
APD las SMAW.APD las SMAW.
Mesin borMesin bor
c.
c. Bahan Bahan ::
Mild steel plate(plat srip) 8 x 2 x 6000 mm 1 pcsMild steel plate(plat srip) 8 x 2 x 6000 mm 1 pcs
Besi kotak 8 x 8 x 6000 mm 20 batangBesi kotak 8 x 8 x 6000 mm 20 batang
Electrode E70S-6,Electrode E70S-6, 0,8 mm. 0,8 mm.
Cat.Cat.
Amplas.Amplas.
4.
4. Langkah kerjaLangkah kerja a.
a. Pelajarilah gambar padaPelajarilah gambar pada job sheet job sheet terlebih dahulu sebelum terlebih dahulu sebelum melakukan pemotongan.
melakukan pemotongan. b.
b. Potong plat dan besi kotak sesuai dengan ukuran dan jumlahPotong plat dan besi kotak sesuai dengan ukuran dan jumlah pada gambar
pada gambar job sheet job sheet..
Plat strip 8 x 2 mm sepanjang 112 cm = 2 buahPlat strip 8 x 2 mm sepanjang 112 cm = 2 buah
Plat strip 8 x 2 mm sepanjang 57 cm = 2 buahPlat strip 8 x 2 mm sepanjang 57 cm = 2 buah
Besi kotak 8 x 8 mm sepanjang 112 cm = 2 buahBesi kotak 8 x 8 mm sepanjang 112 cm = 2 buah
Besi kotak 8 x 8 mm sepanjang 64,5 cm = 2 buahBesi kotak 8 x 8 mm sepanjang 64,5 cm = 2 buah
Besi kotak 8 x 8 mm sepanjang 93 cm = 2 buahBesi kotak 8 x 8 mm sepanjang 93 cm = 2 buah
Besi kotak 8 x 8 mm sepanjang 38 cm = 2 buahBesi kotak 8 x 8 mm sepanjang 38 cm = 2 buah
Besi kotak 8 x 8 mm sepanjang 19 cm = 4 buahBesi kotak 8 x 8 mm sepanjang 19 cm = 4 buah
Besi kotak 8 x 8 mm sepanjang 9,5 cm = 6 buahBesi kotak 8 x 8 mm sepanjang 9,5 cm = 6 buah
c.
c. Pilih/set Ampere mesin yang akan digunakan sesuai denganPilih/set Ampere mesin yang akan digunakan sesuai dengan bahan yang digunakan.
bahan yang digunakan. d.
d. Ikatlah (Ikatlah (tack weldtack weld) benda kerja yang akan disambung) benda kerja yang akan disambung sebagai rangka.
sebagai rangka. e.
e. Setelah rangka selesei diSetelah rangka selesei di tack weldtack weld, kuatkan dengan, kuatkan dengan melakukan pengelasan pada sambungan benda kerja melakukan pengelasan pada sambungan benda kerja
Untuk sambungan 1G denganUntuk sambungan 1G dengan work angelwork angel 90 90oo dan dan traveltravel
angle
Untuk sambungan 2G denganUntuk sambungan 2G dengan work angelwork angel 45 45oo dan dan traveltravel
angle
angle 85 85oo
Untuk sambungan 1F dengan
Untuk sambungan 1F dengan work angelwork angel 45 45oo dan dan traveltravel
angle
angle 85 85oo
Untuk sambungan 2F denganUntuk sambungan 2F dengan work angelwork angel 45 45oo dan dan traveltravel
angle
angle 85 85oo
f.
f. Bersihkan terak dengan dengan palu terak.Bersihkan terak dengan dengan palu terak. g.
g. Bersihkan hasil pengelasan dengan gerinda tangan dan kikir.Bersihkan hasil pengelasan dengan gerinda tangan dan kikir. h.
h. BersihkanBersihkan spatter spatter dengan pahat tangan.dengan pahat tangan. i.i. Bersihkan kotoran lain dengan sikat baja.Bersihkan kotoran lain dengan sikat baja. j.
j. LakukanLakukan finishingfinishing dan pengecatan. dan pengecatan. k.
k. Serahkan kepada guru pengampu untuk dinilai.Serahkan kepada guru pengampu untuk dinilai. 5.
5. Rubrik Penskoran Praktik :Rubrik Penskoran Praktik :
No.
No. Komponen/SubKomponen/Sub komponen Penilaian
komponen Penilaian Indikator Indikator SkorSkor
I.
I. Persiapan Persiapan dan dan prosesproses 1.1 Persiapan bahan 1.1 Persiapan bahan las
las
Bahan praktek disiapkan dengan benarBahan praktek disiapkan dengan benar
sesuai prosedur standar sesuai prosedur standar
4 4
Bahan praktek tidak disiapkan denganBahan praktek tidak disiapkan dengan
benar sesuai prosedur standar benar sesuai prosedur standar
3 3
Bahan praktek disiapkan dengan benarBahan praktek disiapkan dengan benar
kurang sesuai prosedur standar kurang sesuai prosedur standar
2 2
Bahan praktek Bahan praktek tidak tidak lengkap lengkap 11
1.2
1.2 Mengeset Mengeset mesin mesin laslas Mesin las dan ampere disetMesin las dan ampere diset
dengan benar dengan benar
4 4
Mesin las dan ampere disetMesin las dan ampere diset
kurang benar kurang benar
3 3
Mesin las dan ampere tidak disetMesin las dan ampere tidak diset
dengan baik dengan baik
2 2
Mesin las Mesin las dan dan ampere ampere tidak tidak diset diset 11
II.
II. Hasil Hasil KerjaKerja 2. 2.1
2. 2.1 Toleransi ukuranToleransi ukuran Jika penyimpangan ukuran masih dalamJika penyimpangan ukuran masih dalam
batas toleransi. batas toleransi.
Jika penyimpangan ukuran 2x lebih besarJika penyimpangan ukuran 2x lebih besar
dari batas toleransi. dari batas toleransi.
Jika penyimpangan ukuran 3x lebih besarJika penyimpangan ukuran 3x lebih besar
dari batas toleransi. dari batas toleransi.
Jika penyimpangan Jika penyimpangan ukuran 4x ukuran 4x lebih besarlebih besar
dari batas toleransi. dari batas toleransi.
4 4 3 3 2 2 1 1 2.2
2.2 Toleransi kesikuanToleransi kesikuan Jika penyimpangan kesikuan masih dalamJika penyimpangan kesikuan masih dalam
batas toleransi yang ditentukan. batas toleransi yang ditentukan.
Jika penyimpangan kesikuan 2x lebih besarJika penyimpangan kesikuan 2x lebih besar
dari batas toleransi. dari batas toleransi.
Jika penyimpangan kesikuan 3x lebih besarJika penyimpangan kesikuan 3x lebih besar
dari batas toleransi. dari batas toleransi.
Jika penyimpangan Jika penyimpangan kesikuan 4x kesikuan 4x lebih besarlebih besar
dari batas toleransi. dari batas toleransi.
4 4 3 3 2 2 1 1
No.
No. Komponen/SubKomponen/Sub komponen Penilaian
komponen Penilaian Indikator Indikator SkorSkor
2.3 2.3 ToleransiToleransi kesejajaran dua kesejajaran dua bidang bidang
Jika penyimpangan kesejajaran masihJika penyimpangan kesejajaran masih
dalam batas toleransi yang ditentukan. dalam batas toleransi yang ditentukan.
Jika penyimpangan kesejajaran 2x lebihJika penyimpangan kesejajaran 2x lebih
besar dari batas toleransi. besar dari batas toleransi.
Jika penyimpangan kesejajaran 3x lebihJika penyimpangan kesejajaran 3x lebih
besar dari batas toleransi. besar dari batas toleransi.
Jika penyimpangan kesejajaran Jika penyimpangan kesejajaran 4x 4x lebihlebih
besar dari batas toleransi. besar dari batas toleransi.
4 4 3 3 2 2 1 1 2.4
2.4 KehalusanKehalusan Jika kehalusan setiap bidang benda kerjaJika kehalusan setiap bidang benda kerja
sesuai tuntutan kehalusan yang diberikan. sesuai tuntutan kehalusan yang diberikan.
Jika kehalusan setiap bidang benda kerjaJika kehalusan setiap bidang benda kerja
lebih kasar satu tingkat dari tuntutan lebih kasar satu tingkat dari tuntutan kehalusan yang diberikan.
kehalusan yang diberikan.
Jika kehalusan setiap bidang benda kerjaJika kehalusan setiap bidang benda kerja
lebih kasar dua tingkat atau lebih dari lebih kasar dua tingkat atau lebih dari tuntutan kehalusan yang diberikan. tuntutan kehalusan yang diberikan.
Jika kehalusan setiap bidang benda kerjaJika kehalusan setiap bidang benda kerja
lebih kasar tiga tingkat atau lebih dari lebih kasar tiga tingkat atau lebih dari tuntutan kehalusan yang diberikan. tuntutan kehalusan yang diberikan.
4 4 3 3 2 2 1 1 2.5
2.5 TampilanTampilan Jika tampilan benda kerja tidak terdapatJika tampilan benda kerja tidak terdapat
cacat, chip, dan juga permukaan benda cacat, chip, dan juga permukaan benda kerja rata (tidak bertingkat dalam satu kerja rata (tidak bertingkat dalam satu bidang).
bidang).
Jika tampilan benda kerja terdapat salahJika tampilan benda kerja terdapat salah
satu dari kebersihan
satu dari kebersihan chipchip yang masih yang masih
tajam, cacat, dan juga permukaan benda tajam, cacat, dan juga permukaan benda kerja tidak rata.
kerja tidak rata.
Jika tampilan benda kerja terdapat lebihJika tampilan benda kerja terdapat lebih
dari dua dari kebersihan
dari dua dari kebersihan chipchip yang masih yang masih tajam, cacat, dan juga permukaan benda tajam, cacat, dan juga permukaan benda kerja tidak rata.
kerja tidak rata.
Jika tampilan benda kerja terdapat lebihJika tampilan benda kerja terdapat lebih
dari tiga dari kebersihan
dari tiga dari kebersihan chipchip yang masih yang masih tajam, cacat, dan juga permukaan benda tajam, cacat, dan juga permukaan benda kerja tidak rata.
kerja tidak rata.
4 4 3 3 2 2 1 1 III.
III. Sikap Sikap KerjaKerja 3.1
3.1 Penggunaan Penggunaan alatalat tangan dan alat ukur tangan dan alat ukur
Penggunaan alat Penggunaan alat baik baik dan dan cermat cermat 44
Penggunaan alat Penggunaan alat kurang kurang baik baik dan dan cermat cermat 33
Penggunaan alat kurang dan kurangPenggunaan alat kurang dan kurang
cermat. cermat.
2 2
Penggunaan alat tidak baik dan tidakPenggunaan alat tidak baik dan tidak
cermat. cermat.
1 1 3.2. Keselamatan kerja
3.2. Keselamatan kerja Menggunakan perlengkapan keselamatanMenggunakan perlengkapan keselamatan
kerja lengkap (apron, sarung tangan, kerja lengkap (apron, sarung tangan, sepatu, topeng las)
sepatu, topeng las)
4 4
Menggunakan perlengkapan keselamatanMenggunakan perlengkapan keselamatan
kerja kurang lengkap (sarung tangan, kerja kurang lengkap (sarung tangan, topeng las)
topeng las)
3 3
Menggunakan perlengkapan keselamatanMenggunakan perlengkapan keselamatan
kerja tidak lengkap (topeng las) kerja tidak lengkap (topeng las)
2 2
Tidak menggunakan perlengkapanTidak menggunakan perlengkapan
keselamatan kerja keselamatan kerja
1 1
No.
No. Komponen/SubKomponen/Sub komponen Penilaian
komponen Penilaian Indikator Indikator SkorSkor
3.3
3.3 Waktu Waktu pengerjaanpengerjaan Menyelesaikan lebih cepat dari waktu yangMenyelesaikan lebih cepat dari waktu yang
ditetapkan dan hasil memenuhi syarat. ditetapkan dan hasil memenuhi syarat.
Menyelesaikan sesuai dengan waktu yangMenyelesaikan sesuai dengan waktu yang
ditentukan dengan hasil memenuhi syarat. ditentukan dengan hasil memenuhi syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil memenuhi syarat. ditentukan dengan hasil memenuhi syarat.
Menyelesaikan melebihi waktu yangMenyelesaikan melebihi waktu yang
ditentukan dengan hasil tidak memenuhi ditentukan dengan hasil tidak memenuhi syarat. syarat. 4 4 3 3 2 2 1 1
Format penilaian Format penilaian
Nama
Nama siswa siswa ::
NIS : NIS : Kelas : Kelas : Judul/nomor jobsheet : Judul/nomor jobsheet : No
No Komponen/Sub komponen Komponen/Sub komponen Skor Skor (1-4) (1-4) TotalTotal I.
I. Persiapan Persiapan dan dan Proses Proses kerjakerja 1.1 Persiapan bahan las
1.1 Persiapan bahan las 1.
1. 2 2 Mengeset mMengeset mesin lasesin las Sub total komponen I Sub total komponen I II.
II. Hasil Hasil KerjaKerja 2.1
2.1 Toleransi ukuranToleransi ukuran 2.2
2.2 Toleransi kesikuanToleransi kesikuan 2.3
2.3 Toleransi kesejajaran dua bidangToleransi kesejajaran dua bidang 2.4
2.4 KehalusanKehalusan 2.5
2.5 TampilanTampilan III.
III. Sikap Sikap KerjaKerja 3.1
3.1 Penggunaan Penggunaan alat alat tangan tangan dandan alat ukur
alat ukur
3.2. Keselamatan kerja 3.2. Keselamatan kerja 3.3
3.3 Waktu Waktu pengerjaanpengerjaan Sub total komponen III Sub total komponen III SKOR TOTAL KOMPONEN (A+B+C) SKOR TOTAL KOMPONEN (A+B+C) Perhitungan nilai praktik (NP) : Perhitungan nilai praktik (NP) :
Nilai
Nilai praktik praktik Persiapan Persiapan Proses Proses dan dan hasilhasil Sikap KerjaSikap Kerja dan waktu dan waktu ∑ NK ∑ NK Bobot Bobot (%) (%) 10 10 60 60 3030 Skor Komponen Skor Komponen NK (bobot x skor) NK (bobot x skor) Nilai
Nilai Praktik Praktik == ∑∑NK/0,4 (range nilai 1-100)NK/0,4 (range nilai 1-100)
Bontang, 2016
Bontang, 2016
Siswa
Siswa yang yang dinilai dinilai Guru mapelGuru mapel
(Nama
LAMPIRAN 3: LEMBAR INFORMASI LAMPIRAN 3: LEMBAR INFORMASI Prosedur pengelasan
Prosedur pengelasan
Prosedur pengelasan yang benar dan sesuai merupakan salah satu hal terpenting Prosedur pengelasan yang benar dan sesuai merupakan salah satu hal terpenting untuk mencapai kualitas pengelasan secara maksimum dan efisien/ ekonomis. Oleh untuk mencapai kualitas pengelasan secara maksimum dan efisien/ ekonomis. Oleh sebab itu sebelum dilakukan pengelasan, maka perlu ditetapkan terlebih dahulu sebab itu sebelum dilakukan pengelasan, maka perlu ditetapkan terlebih dahulu prosedur
prosedur pengelasannya pengelasannya agar agar proses proses dan dan hasil hasil las las dapat dapat mencapai mencapai standar standar yangyang diharapkan.
diharapkan.
Prosedur Umum Prosedur Umum
Secara umum, prosedur-prosedur yang harus dilakukan setiap kali akan, sedang dan Secara umum, prosedur-prosedur yang harus dilakukan setiap kali akan, sedang dan setelah pengelasan adalah meliputi hal-hal berikut ini :
setelah pengelasan adalah meliputi hal-hal berikut ini :
Adanya prosedur pertolongan pertama pada kecelakaan ( P3K ) dan prosedurAdanya prosedur pertolongan pertama pada kecelakaan ( P3K ) dan prosedur penanganan kebakaran yang
penanganan kebakaran yang jelas/tertulis.jelas/tertulis.
Periksa sambungan-sambungan kabel las, yaitu dari mesin las ke kabel las dan dariPeriksa sambungan-sambungan kabel las, yaitu dari mesin las ke kabel las dan dari kabel las ke benda kerja / meja las serta sambungan dengan tang elektroda.. Harus kabel las ke benda kerja / meja las serta sambungan dengan tang elektroda.. Harus diyakinkan, bahwa tiap sambungan terpasang secara benar dan rapat.
diyakinkan, bahwa tiap sambungan terpasang secara benar dan rapat.
Periksa saklar sumber tenaga, apakah telah dihidupkan.Periksa saklar sumber tenaga, apakah telah dihidupkan.
Pakai pakaian kerja yang aman.Pakai pakaian kerja yang aman.
Konsentasi dengan pekerjaan.Konsentasi dengan pekerjaan.
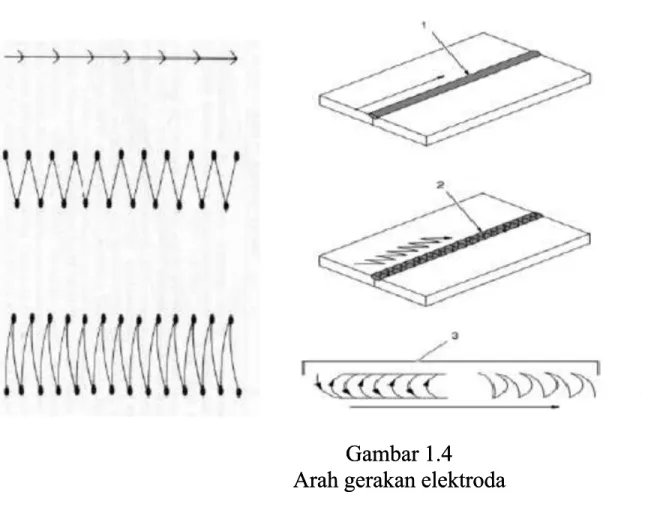
Setiap gerakan elektroda harus selalu terkontrol.Setiap gerakan elektroda harus selalu terkontrol.
Berdiri secara seimbang dan dengan keadaan rileks.Berdiri secara seimbang dan dengan keadaan rileks.
Periksa, apakah penghalang sinar las/ ruang las sudah tertutup secara benar.Periksa, apakah penghalang sinar las/ ruang las sudah tertutup secara benar.
Tempatkan tang elektroda pada tempat yang aman jika tidak dipakai.Tempatkan tang elektroda pada tempat yang aman jika tidak dipakai.
Selalu gunakan kaca mata pengaman ( bening ) selam bekerja.Selalu gunakan kaca mata pengaman ( bening ) selam bekerja.
Bersihkan terak dan percikan las sebelum melanjutkan pengelasan berikutnya.Bersihkan terak dan percikan las sebelum melanjutkan pengelasan berikutnya.
Matikan mesin las bila tidak digunakan.Matikan mesin las bila tidak digunakan.
Jangan meninggalkan tempat kerja dalam keadaan kotor dan kembalikan peralatanJangan meninggalkan tempat kerja dalam keadaan kotor dan kembalikan peralatan yang dipakai pada tempatnya.
yang dipakai pada tempatnya.
Penempata
Penempatan Bahan n Bahan Las dan Posisi ElLas dan Posisi Elektrodaektroda
Penempatan bahan pada pengelasan pelat posisi di bawah tangan adalah posisi di mana Penempatan bahan pada pengelasan pelat posisi di bawah tangan adalah posisi di mana bahan atau bidang yang
bahan atau bidang yang dilas ditempatkan secara rata (dilas ditempatkan secara rata ( flat flat ) atau dibawah tangan, baik) atau dibawah tangan, baik pada sambungan sudu