TUGAS AKHIR
Diajukan Untuk Memenuhi Salah Satu Syarat Memperoleh Gelar Sarjana Teknik
Jurusan Teknik Mesin
Disusun Oleh : EDDY NIM : 015214116
JURUSAN TEKNIK MESIN
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
Presented as Partial fulfillment of the Requirements To Obtain the Sarjana Teknik Degree
In Mechanical Engineering
By EDDY
Student Number : 015214116
MECHANICAL ENGINEERING DEPARTMENT
SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
2007
yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi, dan sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta, 29 November 2007
Eddy
“ BAGAIMANA KAMU BISA MENCINTAI TUHAN YANG TIDAK
TERLIHAT BILA KAMU BELUM MENCINTAI SESAMA MU YANG
TERLIHAT “
By : Acay
“ K E E P M OVI N G F OR WAR D “
“IBU DARI SEGALA TINDAKAN ADALAH KEPUTUSAN DAN
BAPAK DARI SEGALA TINDAKAN ADALAH SUASANA EMOSI“
By : Tung Desem Waringin
telah memberikan berkat, semangat, rahmat dan cinta kasih yang berlimpah di dalam penulisan tugas akhir ini hingga selesai.
Tugas akhir ini merupakan salah satu syarat yang harus dipenuhi bagi mahasiswa Teknik Mesin sebelum dinyatakan lulus sabagai Sarjana Teknik. Dalam pelaksanaan dan penulisan tugas akhir ini tidak lepas dari bantuan berbagai pihak, baik berupa materi, bimbingan, kerja sama serta dukungan moril. Dalam kesempatan ini penulis mengucapkan terimakasih kepada :
1. Ir. Greg Heliarko, S.J., S.S., B.S.T., M.A., M.Sc., selaku Dekan Fakultas Teknik Universitas Sanata Dharma Yogyakarta
2. Bapak Budi Sugiharto, S.T., M.T. selaku Kaprodi Teknik Mesin, Universitas Sanata Dharma.
3. Bapak Ir. Rines Alapan, M.T. selaku Dosen pembimbing akademik.
4. Bapak Budi Setyahandana, S.T., M.T., selaku dosen pembimbing tugas akhir.
5. Seluruh Dosen dan Karyawan Fakultas Teknik, Universitas Sanata Dharma. 6. Pak Martono, Pak Ronny, Pak Intan dan semua Laboran yang lain.
7. Bapak, Mamak, Kakak dan Abang serta seluruh keluarga, terimakasih atas finansial, doa dan dukungannya.
8. Teman- temanku Totok, Fendy, Tris Saputra, Dimas Hamonangan, Sakius Ginting, Berty, Lambret, Ready, Bernard, Teguh, Alek Saputra, Murdi
ini.
Penulis
Eddy
dengan komposisi kimia 94,03858% Al, 0,58293% Cu, 2,73352% Si, dan unsur lain-lain sebesar 2,64497%. Tujuan dari penelitian ini untuk mengetahui sifat fisis dan mekanis aluminium paduan setelah mendapat perlakuan panas aging
Proses penelitian yang dilakukan adalah aluminium paduan diberi perlakuan panas aging yaitu perlakuan panas logam pada suhu antara 120°C sampai 180°C dalam beberapa waktu, kemudian didinginkan secara Perlahan di dalam dapur. Aluminium paduan pertama diaging pada suhu 170ºC selama 10 jam dan aluminium paduan kedua diquenching pada suhu 520ºC selama 4 jam kemudian diaging pada suhu 170ºC selama 10 jam, kemudian dicari kekerasan dan ketahanan lelah tertinggi dari bahan. Setelah itu, dilakukan pengujian bahan yaitu uji tarik, uji kekerasan, uji kelelahan, analisis struktur mikro dan makro.
Aluminium paduan mengalami peningkatan ketahanan lelah dan kekerasan setelah diberi perlakuan panas aging pada suhu 170ºC selama 10 jam dan perlakuan panas quenching pada suhu 520ºC selama 4 jam kemudian diaging pada suhu 170ºC selama 10 jam, bila dibandingkan dengan ketahanan lelah dan kekerasan pada kondisi awal bahan tanpa perlakuan panas. Susunan struktur kristal aluminium paduan juga mengalami perubahan.
HALAMAN PENGESAHAN... iii
HALAMAN PERNYATAN ... v
HALAMAN MOTTO ... vi
KATA PENGANTAR... vii
INTISARI ... ix
DAFTAR ISI... x
DAFTAR GAMBAR... xiii
DAFTAR TABEL ... xiv
BAB I PENDAHULUAN 1.1 Latar Belakang Penelitian ...1
1.2 Tujuan Penelitian ...2
1.3 Batasan Penelitian ...2
BAB II DASAR TEORI 2.1 Sejarah Aluminium ...3
2.2 Pembuatan Aluminium ...4
2.3 Sifat-Sifat Aluminium...5
2.4 Paduan Aluminium ...7
2.5 Paduan Aluminium Utama...9
2.9 Dasar perlakuan panas pada aluminium...26
2.9.1 Pengerasan presipitasi atau pengerasan penuaan ...26
2.9.2 Perubahan sifat-sifat mekanis yang disertai oleh Presipitasi ...28
2.10 Kelelahan Pada Bahan Uji ...30
2.11 Hal-Hal Yang Berpengaruh Pada Kegagalan Lelah...34
2.12 Batas Kelelahan (Endurance Limit ) ... 36
2.13 Pengujian Kekerasan...36
2.14 Pengujian struktur kristal ...38
BAB III METODE PENELITIAN 3.1 Metodoligi Penelitian ...40
3.2 Bahan dan Peralatan...41
3.3 Proes Pengujian...42
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1 Paduan Aluminium ...47
4.2 Pengujian Tarik ...47
4.3 Pengujian Kekerasan...49
4.4 Pengujian Kelelahan...52
BAB V PENUTUP
5.1 Kesimpulan ...63 5.2 Saran...64
DAFTAR PUSTAKA
LAMPIRAN
Gambar 2.2 Diagram perbaikan sifat-sifat mekanik oleh modifikasi
paduan Al-Si ... 12
Gambar 2.3 Pengaruh kadar MgB2BSi pada kekuatan tarik paduan Al-MgB2BSi ... 17
Gambar 2.4 Diagram fasa biner semu dari paduan Al-MgZnB2B... 19
Gambar 2.5 Diagram fasa Al-Cu ... 28
Gambar 2.6 Pengerasan penuaan dua tahap dari paduan Al-4%Cu (Gayler) ... 29
Gambar 2.7 Fasa presipitasi selama penuaan pada 130°C dan pengerasan penuaan dua tahap paduan Al-Cu (Silcock)... 30
Gambar 2.8 Pengujian kelelahan ... 31
Gambar 3.1 Benda uji lelah ... 41
Gambar 4.1 Grafik kekerasan Brinell ... 51
Gambar 4.2 Diagram SFD dan BMD ... 53
Gambar 4.3 Kurva S-N hasil pengujian kelelahan... 56
Gambar 4.4 Struktur mikro benda uji mula-mula ... 57
Gambar 4.5 Struktur mikro benda uji aging pada suhu 170°C selama 10 jam ... 58
Gambar 4.6 Struktur mikro benda uji quenching pada suhu 520°C selama 4 jam kemudian diaging pada suhu 170°C selama 10 jam ... 58
Gambar 4.7 Bentuk patahan spesimen mula-mula... 60
Gambar 4.8 Bentuk patahan spesimen quenching 520°C selama 4 jam kemudian diaging pada suhu 170°C selama 10 jam ... 60
Gambar 4.9 Struktur mikro benda uji aging pada suhu 170°C selama 10 jam ... 61
Tabel 2.2 Klasifikasi paduan aluminium tempaan ... 8
Tabel 2.3 Klasifikasi perlakuan bahan ... 9
Tabel 2.4 Sifat-sifat mekanik paduan Al-Cu-Mg... 10
Tabel 2.5 Kekuatan tarik panas paduan Al-Si-Ni-Mg... 14
Tabel 2.6 Sifat-sifat mekanik paduan Al-MgB2BSi... 17
Tabel 2.7 Sifat-sifat mekanik paduan 7075... 19
Tabel 2.8 Sifat-sifat mekanis paduan aluminium cor menurut Aluminium Association ... 20
Tabel 4.1 Komposisi kimia paduan aluminium cor ... 47
Tabel 4.2 Data hasil pengujian tarik... 48
Tabel 4.3 Data hasil pengujian kelelahan specimen tanpa perlakuan ... 54
Tabel 4.4 Data hasil pengujian kelelahan specimen di aging 170°C selama 10 jam... 54
Tabel 4.5 Data hasil pengujian kelelahan specimen di quench selama 4 jam kemudian di aging 170°C selama 10 jam... 55
BAB I
PENDAHULUAN
1.1Latar Belakang Penelitian
Pada saat ini ilmu metalurgi sangat berperan dalam menentukan perkembangan indutri logam di Indonesia, maka perlu diadakan penelitian-penelitian tentang logam untuk mengembangkan ilmu metalurgi sehingga dihasilkan suatu produk bahan industri yang berkualitas.
Penelitian yang dilakukan yaitu “Pengaruh Aging Terhadap Ketahanan Lelah Aluminium Paduan, Al -Si”.
Di sini penulis mengambil Aluminium paduan sebagai objek untuk diteliti karena aluminium sebagai logam non ferro yang paling banyak dipakai untuk kebutuhan bahan industri. Hal ini dikarenakan dari sifat-sifat aluminium yaitu merupakan logam ringan, tahan terhadap korosi dan mudah dibentuk, selain itu aluminium merupakan logam yang mudah dilebur karena memiliki titik cair yang rendah.
Kelelahan suatu bahan dapat terjadi walaupun bahan mengalami tegangan yang jauh lebih rendah dari pembebanan statis, ini tergantung pada jumlah putaran dan besarnya beban. Dengan adanya kelelahan akan mempengaruhi umur suatu bahan, untuk itu perlu diperkirakan umur suatu bahan sebelum digunakan untuk suatu komponen produksi sehingga dapat menghasilkan kinerja yang maksimal, untuk itu perlu diadakan pengujian kelelahan.
Selain dengan menambah unsur paduan sifat-sifat logam dapat diperbaiki dengan memberi perlakuan panas tertentu, pada penelitian ini akan dicoba untuk meneliti pengaruh perlakuan panas pada aluminium.
1.2Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Mengetahui pengaruh aging terhadap ketahanan lelah Al – Si 2. Mengetahui pengaruh aging terhadap kekerasan Al – Si
3. Mengetahui pengaruh aging terhadap perubahan struktur mikro Al – Si
1.3Batasan Masalah
Dalam penulisan tugas akhir ini, diberikan batasan-batasan agar dalam penulisan dapat terarah dan sistematis. Direncanakan paduan aluminium akan diuji sebelum dan sesudah perlakuan panas. Perlakuan panas yang dilakukan yaitu aging pada suhu 170ºC selama 10 jam dan quenching pada suhu 520ºC selama 4 jam kemudian diaging pada suhu 170ºC selama 10 jam, kemudian dicari kekerasan dan ketahanan lelah tertinggi dari bahan.
BAB II
DASAR TEORI
2.1Sejarah Aluminium
Aluminium ditemukan oleh Sir Humphrey Davi dalam tahun 1809 sebagai
suatu unsur, dan pertama kali direduksi sebagai logam oleh H. C. Oersted. Tahun
1825. secara industri tahun 1886, Paul heroult di Perancis dan C. M. Hall di
Amerika Serikat secara terpisah telah memperoleh logam aluminium dari alumina
dengan cara elektrolisa dari garam yang terfusi. Sampai sekarang proses Heroult
Hall masih dipakai untuk memproduksi alumunium. Penggunaan aluminium
sebagai logam setiap tahunnya adalah urutan yang kedua setelah besi dan baja,
yang tertinggi di antara logam non fero.
Aluminium merupakan logam ringan mempunyai ketahanan korosi yang
baik dan hantaran listrik yang baik dan sifat-sifat yang baik lainnya sebagai sifat
logam. Sebagai tambahan terhadap kekuatan mekaniknya yang sangat meningkat
dengan penambahan Cu, Mg, Si, Mn, Ni, dsb, secara satu persatu atau
bersama-sama, memberikan juga sifat-sifat fisik yang baik lainnya seperti ketahanan
korosi, ketahanan haus, koefisien pemuaian rendah dsb. Material ini dipergunakan
di dalam berbagai bidang yang luas bukan saja untuk peralatan rumah tangga
tetapi juga dipakai untuk keperluan material pesawat terbang, mobil, kapal laut,
2.2Pembuatan Aluminium
Bauksit merupakan salah satu sumber aluminium yang ekonomis. Bauksit
banyak terdapat di daerah Bintan dan Kalimantan. Cara penambangan adalah
penambangan terbuka, bauksit kemudian dihaluskan, dicuci dan dikeringkan.
Sesudah itu bauksit mengalami pemurnian menjadi oksida aluminium atau
alumina.
Proses Bayer, yang dikembangkan oleh Karl Josef Bayer, seorang ahli
kimia yang berkebangsaan Jerman, biasanya digunakan untuk memperoleh
aluminium murni. Bauksit halus yang kering dimasukan ke dalam pencampur,
diolah dengan soda api (NaOH) di bawah pengaruh tekanan dan pada suhu di atas
titik didih. NaOH bereaksi dengan bauksit menghasilkan aluminat natrium yang
larut. Setelah proses selesai, tekanan dikurangi dan ampas yang terdiri dari oksida
besi yang tidak larut, silikon, titanium dan kotoran-kotoran lainnya ditekan
melalui suatu saringan dan dikesampingkan. Cairan yang mengandung alumina
dalam bentuk aluminat natrium dipompa ke dalam tangki pengendapan.
Di dalam tangki tersebut, dibubuhkan kristal hidroksida aluminium yang
halus. Krisal halus tadi menjadi inti kristalisasi dan kristal hidroksida aluminium
terpisah dari larutan. Hidroksida ini kemudian disaring dan dipanaskan sampai
mencapai suhu di atas 980 °C, alumina berubah dan siap untuk dilebur. Logam
aluminium dihasilkan melalui proses elektrolisa di mana alumina berubah menjadi
oksigen dan aluminium. Alumina murni dilarutkan kedalam criolit cair (natrium
aluminium fluoride) dalam dapur elektrolit yang besar atau sel reduksi. Arus
diendapkan pada katoda karbon didasar sel. Panas yang ditimbulkan arus listrik
memanaskan isi sel sehingga tetap cair, dengan demikian alumina dapat
ditambahkan secara terus menerus (proses kontinu). Pada saat-saat tertentu,
aluminium disadap dari sel dan logan cair tersebut dipindahkan ke dapur
penampung untuk dimurnikan atau untuk keperluan paduan, setelah itu
dituangkan ke dalam ingot untuk diolah lebih lanjut.
2.3Sifat – sifat Aluminium
Aluminium banyak digunakan karena logam ini memiliki banyak
kelebihan-kelebihan yaitu :
− Memiliki berat jenis yang rendah yaitu 2643 kg/mP
3
P (bandingkan dengan baja
yang memiliki berat jenis 7769 kg/mP
3
P).
− Tahan terhadap korosi (corrosion resistance). Untuk logam-logam non ferro
dapat dikatakan bahwa semangkin besar kerapatan maka semakin baik daya
tahan korosinya tetapi aluminium merupakan pengecualian. Walaupun
aluminium mempunyai daya senyawa tinggi terhadap oksigen (logam aktif)
dan oleh sebab itu dikatakan bahwa aluminium mudah sekali mengoksidasi
(korosi), tetapi dalam kenyataannya aluminium mempunyai daya tahan
sangat baik terhadap korosi. Hal ini disebabkan oleh lapisan atau selaput
tipis oksida transparan dan jenuh oksigen di seluruh permukaan. Selaput ini
mengendalikan laju korosi dan melindungi lapisan dibawahnya dari
− Sifat mekanis yang baik. Aluminium mempunyai kekutan tarik, kekerasan,
dan sifat mekanis lain sebanding dengan paduan bukan besi lainya, dan
sebanding dengan beberapa jenis baja.
− Penghantar panas dan listrik yang baik. Disamping daya tahan yang baik
terhadap korosi, aluminium memiliki daya hantar panas dan listrik yang
tinggi. Daya hantar listrik aluminium murni sekitar 60% dari daya hantar
tembaga.
− Tidak beracun. Aluminium dapat digunakan sebagai bahan pembungkus
atau kaleng makanan dan minuman. Hal ini disebabkan reaksi kimia anatara
makanan dan minuman tersebut dengan aluminium tidak menghasilkan zat
beracun yang membahayakan manusia.
− Sifat mampu bentuk (formability). Aluminium dapat dibentuk dengan
mudah. Aluminium mempunyai sifat mudah ditempa (malleability) yang
memungkinkannya dibuat dalam bentuk plat atau lembaran tipis.
− Tiitk lebur rendah (melting point). Tiitk lebur alumunium relatif rendah
(660°C) sehingga sangat baik untuk proses penuangan dengan waktu
peleburan relatif singkat dan biaya operasi akan lebih murah.
Selain sifat-sifat tersebut, masih banyak sifat-sifat aluminium yang
menguntungkan, seperti: anti magnetik. Reflektivitas tinggi, nilai arsitektur dan
dekoratif, mudah dilakukan proses pengerjaan akhir (finishing) dan lain
2.4Paduan Aluminium
Aluminium benar-benar lunak dan mudah diregangkan, sehingga mudah
dibentuk dalam keadaan dingin dan panas. Dengan perubahan bentuk pada suhu
ruang (penggilingan dingin, penempaan, perentangan dan pemartilan) dapat
ditingkatkan kekuatan dan kekerasan, sedangkan regangan menurun sehingga
bahan menjadi lebih rapuh sejalan dengan naiknya derajat perubahan bentuk.
Tetapi dengan perlakuan panas yang cocok dapat dikembalikan ke keadaan
semula dengan pemijaran lunak.
Sifat mekanik aluminium juga dapat ditingkatkan dengan penambahan
unsur-unsur paduan atau yang disebut juga aluminium paduan. Paduan aluminium
diklasifikasikan dalam berbagai standar oleh beberapa negara di dunia. Saat ini
klasifikasi yang sangat terkenal dan sempurna adalah standar Aluminium
Association di Amerika (AA) yang didasarkan atas standar terdahulu dari Alcoa
(Aluminium company of Amerika). Paduan tempaan dinyatakan dengan satu atau
dua angka “S”, sedangkan paduan coran dinyatakan dengan tiga angka. Standar
AA menggunakan penandaan dengan 4 angka sebagai berikut : angka pertama
menyatakan sistem paduan dengan unsur-unsur yang ditambahkan, yaitu : 1: Al
murni, 2: Al-cu, 3: Al-Mn, 4: Al-Si, 5: AlMg, 6: Al-Mg-Si dan 7: Al-Zn. Sebagai
contoh Al-Cu dinyatakan dengan angka 2000. Angka pada tempat kedua
menyatakan kemurnian dalam paduan yang dimodifikasi dan Al murni sedangkan
angka ketiga dan keempat dimaksudkan untuk tanda Alcoa terdahulu kecuali S,
sebagai contoh 3S sebagai 3003 dan 63S sebagai 6063. Al dengan kemurnian 99%
Tabel 2.1 Klasifikasi Paduan Aluminium Cor
(Sumber : V. Malau, Diktat Kuliah Bahan Teknik Manufaktur, USD Yogyakarta)
Seri Paduan Unsur Paduan Utama
1XXX
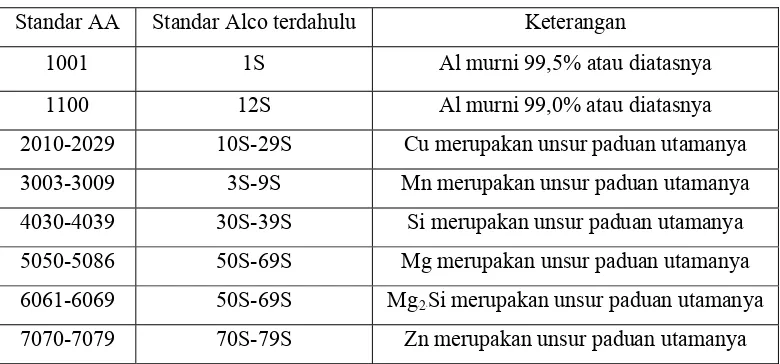
Tabel 2.2 Klasifikasi Paduan Aluminium Tempaan
(Sumber : V. Malau, Diktat Kuliah Bahan Teknik Manufaktur, USD Yogyakarta)
Standar AA Standar Alco terdahulu Keterangan
1001 1S Al murni 99,5% atau diatasnya
1100 12S Al murni 99,0% atau diatasnya
2010-2029 10S-29S Cu merupakan unsur paduan utamanya
3003-3009 3S-9S Mn merupakan unsur paduan utamanya
4030-4039 30S-39S Si merupakan unsur paduan utamanya
5050-5086 50S-69S Mg merupakan unsur paduan utamanya
6061-6069 50S-69S MgB2BSi merupakan unsur paduan utamanya
Tabel 2.3 Klasifikasi Perlakuan Bahan
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 136)
Tanda Perlakuan
Sebagian dianil setelah pengerasan regangan
Dianil untuk penyetabilan setelah pengerasan regangan
n=2 (1/4 keras), 4 (1/2 keras), 6 (3/4 keras),8 (keras), 9 (sangat keras)
Perlakuan panas
Penganilan penuh (hanya untuk coran)
Pengerasan regangan setelah perlakuan pelarutan
Penuaan alamiah penuh setelah perlakuan pelarutan
Penuaan tiruan (tanpa perlakuan perlarutan)
Penuaan tiruan setelah perlakuan pelarutan
Penyetabilan setelah perlakuan perlarutan
Perlakuan pelarutan, pengerasan regangan, penuaan tiruan
Perlakuan prlarutan, penuaan tiruan, pengerasan regangan
Pengerasan regangan setelah penuaan tiruan
2.5Paduan Aluminium Utama
1. Al-Cu dan Al-Cu-Mg
Sebagai paduan coran digunakan paduan yang mengandung 4-5% Cu.
Fasa paduan ini mempunyai daerah luas dari pembekuannya, penyusutan yang
besar, resiko besar pada kegetasan panas dan mudah terjadi retakan pada
coran. Adanya Si sangat berguna untuk mengurangi keadaan itu dan
penambahan Ti sangat efektif untuk menghalus butir. Dengan perlakuan panas
T6 pada coran dapat dibuat bahan yang mempunyai kekutan tarik kira-kira 25
kgf/mmP
2
Sebagai paduan Al-Cu-Mg paduan yang mengandun 4% Cu dan 0,5%
Mg dapat mengeras dengan sangat dalam beberapa hari oleh penuaan pada
temperatur biasa setelah pelarutan, paduan ini ditemukan oleh A. Wilm dalam
usaha mengembangkan paduan Al yang kuat yang dinamakan duralumin.
Selanjutnya telah banyak studi yang dilakukan mengenai paduan ini.
Khususnya Nishimura menemukan dua senyawa terner berada dalam
keseimbangan dengan Al, yang dinamakan senyawa S dan T, dan teryata
senyawa S (AlB2BCuMg) mempunyai kemampuan penuaan pada temperatur
biasa. Duralumin adalah paduan praktis yang sangat terkenal disebut paduan
2017, komposisi standarnya adalah Al-4%Cu-1,5%Mg-0,5%Mn dinamakan
paduan 2024, nama lamanya disebut duralumin super. Paduan yang
mengandung Cu mempunyai ketahanan korosi yang jelek, jadi apabila
dibutuhkan ketahanan korosi yang khusus diperlukan permukaannya dilapisi
dengan aluminium murni atau paduan Al yang tahan korosi yang disebut pelat
alklad.
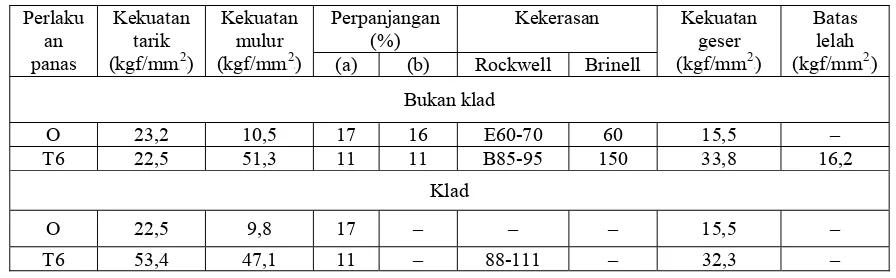
Tabel 2.4 Sifat-Sifat Mekanik Paduan Al-Cu-Mg
(Sumber : V. Malau, Diktat Kuliah Bahan Teknik Manufaktur, USD Yogyakarta) Paduan Keadaan Kekuatan
2. Paduan Al-Mn
Mn adalah unsur yang memperkuat Al tampa mengurangi ketahanan
korosi, dan dipakai untuk membuat paduan yang tahan korosi. Dalam diagram
fasa Al-Mn yang ada dalam keseimbangan dengan larutan padat Al adalah
AlB6BMn (25,3%Mn), sistem ortorobik a=6,498 A, b=7,552 A, c=8,870 A, dan
kedua fasa mempunyai titik eutektik pada 658,5°C, 1,95% Mn. Kelarutan
padat maksimum pada temperatur eutektik adalah 1,82% dan pada 500°
0,36%, sedangkan pada temperatur biasa kelarutannya hampir 0.
Sebenarnya paduan Al-12%Mn dan Al-1,2%Mn-1,0%Mg dinamakan
paduan 3003 dan3004 yang dipergunakan sebagai paduan tahan korosi tampa
perlakuan panas.
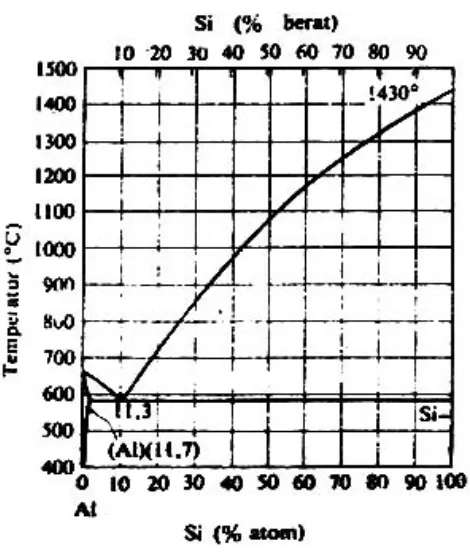
3. Paduan Al-Si
Pada Gambar 2.1 menunjukan diagram fasa dari sistem ini. Ini adalah
tipe eutektik yang sederhana yang mempunyai titik eutektik pada 577°C,
11,7%Si, larutan padat terjadi pada sisi Al. karena batas kelarutan padat sangat
Gambar 2.1 Diagram Fasa Al-Si
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 137)
Gambar 2.2 Diagram Perbaikan Sifat-Sifat Mekanik oleh Modifikasi Paduan Al-Si
Kalau paduan ini didinginkan pada cetakan logam, setelah cairan
logam diberi natrium florida kira-kira 0,05-1,1% kadar logam natrium,
tampaknya temperatur eutektik meningkat 15°, dan komposisi eutektik
bergeser kedaerah kaya Si kira-kira pada 14%. Hal ini biasa terjadi pada
paduan hipereutektik seperti 11,7-14%Si, Si mengkristal sebagai kristal
primer, tetapi karena perlakuaan yang disebut di atas Al mengkristal sebagai
kristal primer dan struktur euitektiknya menjadi sangat halus. Ini dinamakan
struktur yang dimodifikasi. Sifat-sifat mekaniknya sangat diperbaiki yang
ditunjukan pada Gambar 2.2. fenomena ini ditemukan oleh A. Pacz tahun
1921 dan paduan yang telah diadakan perlakuan tersebut dinamakan silumin.
Paduan Al-Si sangat baik kecairannya, yang mempunyai kecairan yang
bagus sekali, tanpa kegetasan panas, dan sangat baik untuk paduan coran,
tahan korosi, sangat ringan, koefisien pemuaian yang kecil dan sebagai
penghantar yang baik untuk listrik dan panas. Karena mempunyai kelebihan
yang mencolok, paduan ini sangat banyak dipakai. Paduan Al-12%-Si sangat
banyak dipakai untuk paduan coran cetak. Tetapi dalam hal ini modifikasi
tidak perlu dilakukan. Sifat-sifat silumin sangat diperbaiki oleh perlakuan
panas dan sedikit diperbaiki oleh unsure paduan. Umumnya dipakai paduan
dengan 0,15-0,4%Mn dan 0,5%Mg. paduan yang diberi perlakuan perlarutan
dan dituakan dinamakan silumin γ, dan yang hanya distemper saja dinamakan
silumin β. Paduan yang memerlukan perlakuan panas ditambah Mg dan Cu
seta Ni untuk memberi kekerasan pada saat panas, bahan ini dipakai untuk
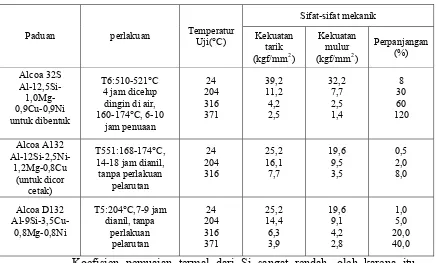
Tabel 2.5 Kekutan Tarik Panas Paduan Al-Si-Ni-Mg
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 138) Sifat-sifat mekanik Paduan perlakuan Temperatur
Uji(°C) Kekuatan 14-18 jam dianil, tanpa perlakuan
Koefisien pemuaian termal dari Si sangat rendah, oleh karena itu
paduannya mempunyai koefisien yang rendah apabila ditambah Si lebih
banyak. Berbagai cara dicoba untuk memperhalus butir primer Si, dan telah
dikembangkan paduan hypereutektik Al-Si sampai 29%Si. Dalam hal ini
penghalusan kristal primer Si yang dijelaskan di atas tidaklah efektif tetapi
dengan penambahan P oleh paduan Cu-P atau penambahan fosfor klorida
(PClB5B) untuk mencapai presentasi 0,001%P, dapat tercapai penghalusan kristal
primer dan homogenisasi. Paduan Al-Si banyak dipakai sebagai elektroda
untuk pengelasan yaitu terutama yang mengandung 5%Si.
4. Paduan Al-Mg
Dalam paduan biner Al-Mg satu fasa yang ada dalam keseimbangan
fasa dengan larutan padat Al adalah larutan padat yang merupakan senyawa
rapat (cph) tetapi ada juga dilaporkan bahwa sel satuannya merupakan kubus
berpusat muka (fcc) rumit. Titik eutektiknya adalah 450°C, 35%Mg batas
kelarutan padatnya pada temperatur eutektik adalah 17,4%Mg, yang menurun
pada temperatur biasa sampai kira-kira 1,9%Mg, jadi kemampuan penuaan
dapat diharapkan. Secara praktis penambahan Mg tidaklah banyak, pengerasan
penuaan yang berarti tidak diharapkan. Senyawa β mempunyai masa jenis
yang rendah dan mudah teroksidasi, oleh karena itu biasanya ditambahkan
sedikit flux dari Be.
Paduan Al-Mg mempunyai ketahanan korosi yang sangat baik, sejak
lama disebut hidronalium dan dikenal sebagai paduan yang tahan korosi. Cu
dan Fe sangat berbahaya bagi ketahanan korosi, terutama Cu sangat
memberikan pengaruhnya. Maka perlu perhatian khusus terhadap
tercampurnya pengotor.
Paduan dengan 2-3%Mg dapat mudah ditempa, dirol dan diekstruksi,
dan paduan 5052 adalah paduan yang biasa dipakai sebagai bahan tempaan.
Paduan 5056 adalah paduan yang paling kuat dalam sistem ini, dipakai setelah
dikeraskan oleh pengerasan regangan apabila diperlukan kekerasan tinggi.
Paduan 5083 yang dianil adalah paduan antara (4,5%Mg) kuat dan mudah
dilas, oleh karena itu sekarang dipakai sebagai bahan untuk tangki LNG.
5. Paduan Al-Mg-Si
Kalau sedikit Mg ditambahkan kepada Al, pengerasan penuaan sangat
jarang terjadi, tetapi apabila secara simultan mengandung Si, maka dapat
disebabkan karena senyawa MgB2BSi berkelakuan sebagai komponen murni dan
membuat keseimbangan dari sistem biner semu dengan Al, berasal dari
kelarutan yang menurun dari MgB2BSi terhadap larutan padat Al dari temperatur
tinggi ke temperatur lebih rendah. Sebagai paduan praktis dapat diperoleh
paduan 5053, 6063 dan 6061. paduan dalam sistem ini mempunyai kekuatan
kurang sebagai bahan tempaan dibandingkan dengan paduan-paduan lainnya,
tetapi sangat liat, sangat baik mampu bentuknya untuk penempaan, ekstrusi
dsb, dan sangat baik untuk mampu bentuk pada temperatur biasa. Mempunyai
mampu bentuk yang baik pada ekstrusi dan tahan korosi, dan sebagai
tambahan dapat diperkuat dengan perlakuan panas setelah pengerjaan. Paduan
6063 dipergunakan banyak untuk rangka-rangka kontruksi. Karena paduan
dalam sistem ini mempunyai kekuatan yang cukup baik tanpa mengurangi
hantaran listrik, maka dipergunakan untuk kabel tembaga. Dalam hal ini
pencampuran dengan Cu, Fe dan Mn perlu dihindari karena unsur-unsur itu
menyebabkan tahanan listrik menjadi tinggi.
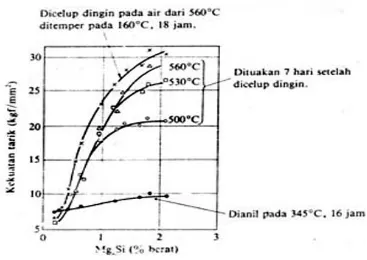
Gambar 2.3 menunjukan hubungan antara kekuatan setelah penuaan
dan kadar MgB2BSi. Pada temperatur biasa cukup untuk dapat dikeraskan dengan
penuaan akan tetapi pengerasan maksimum dapat dicapai dengan jalan
perlakuan pelarutan pada 500°C, pencelupan dingin dan temper pada 160°
selama 18 jam. Selanjutnya Tabel 2.6 menunjukan contoh perlakuan panas
Gambar 2.3 Pengaruh Kadar MgB2BSi pada Kekuatan Tarik Paduan Al-MgB2BSi (Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 140)
Tabel 2.6 Sifat-Sifat Mekanik Paduan Al-MgB2BSi
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 140)
6. paduan Al-Mg-Zn
Seperti telah ditunjukan pada Gambar 2.4 aluminium menyebabkan
keseimbangan biner semu senyawa antara logam MgZnB2B, dan kelarutannya
menurun apabila temperatur turun. Telah diketahui sejak lama bahwa paduan
sistem ini dapat dibuat keras sekali dengan penuaan setelah pelakuan
perlarutan. Tetapi sejak lama tidak dipakai sebab mempunyai sifat patah getas
oleh retakan korosi tegangan. Di Jepang pada permulaan tahun 1940, Igarashi
dkk. mengadakan studi dan berhasil dalam pengembangan suatu paduan
dengan penambahan kira-kira 0,3%Mn atau Cr, dimana butir kristal padat
diperhalus, dan mengubah bentuk presipitasi serta retakan korosi tegangan
tidak terjadi. Pada saat itu paduan tersebut dinamakan ESD, duralumin super
ekstra. Selama perang dunia II di Amerika Serikat dengan maksud hampir
sama telah dikembangkan pula suatu paduan. Yaitu suatu paduan yang
tersendiri dari: Al-5,5%Zn-2,5%Mn-1,5Cu-0,3%Cr-0,2%Mn, sekarang
dinamakan paduan 7075. Paduan ini mempunyai kekuatan tertinggi di antara
paduan-paduan lainnya, sifat-sifat mekaniknya ditunjukan pada Tabel 2.7.
Penggunaan paduan ini yang paling besar adalah untuk bahan konstruksi
Gambar 2.4 Diagram Fasa Biner Semu dari Paduan Al-MgZnB2B (Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 141)
Tabel 2.7 Sifat-Sifat Mekanik Paduan 7075
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 141) Perpanjangan
2.6 Paduan Aluminium Cor
Struktur mikro paduan aluminium cor (berhubungan erat dengan sifat-sifat
mekanisnya) terutama tergantung pada laju pendinginan saat pengecoran
dilakukan. Laju pendinginan ini tergantung pada laju pendinginan saat pengecoran
dilakukan. Laju pendinginan ini tergantung pada jenis cetakan yang digunakan.
Dengan cetakan logam, pendinginan akan berlangsung lebih cepat dibandingkan
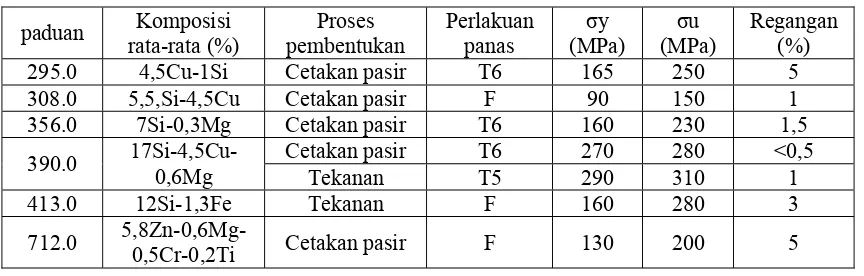
halus dan menyebabkan peningkatan sifat mekanisnya. Tabel 2.8 memperlihatkan
sifat-sifat mekanis beberapa paduan aluminium cor.
Tabel 2.8 Sifat-Sifat Mekanis Paduan Aluminium Cor
Menurut Aluminium Association
(Sumber : V. Malau, Diktat Kuliah Bahan Teknik Manufaktur, USD Yogyakarta)
paduan Komposisi rata-rata (%)
2.7Pengaruh Unsur Paduan Dalam Aluminium
Unsur paduan sangat berpengaruh terhadap sifat-sifat aluminium paduan,
untuk itu perlu diketahui pengaruh suatu unsur terhadap sifat-sifat aluminium.
A. Si (Silicon)
− Mempermudah proses pengecoran.
− Meningkatkan daya tahan terhadap korosi.
− Memperbaiki sifat-sifat atau karaktristik coran.
− Menurunkan penyusutan dalam hasil coran.
− Menurunkan keuletan bahan terhadap beban kejut.
− Hasil cor akan rapuh jika kandungan silicon terlalu tinggi.
B. Tembaga (Cu)
− Memperbaiki kekuatan tarik.
− Mempermudah pengerjaan dengan mesin.
− Menurunkan daya tahan terhadap korosi.
− Mengurangi keuletan bahan.
− Menurunkan kemampuan dibentuk dan dirol.
C. Mangan (Mn)
− Meningkatkan kekuatan dan daya tahan pada temperatur tinggi.
− Meningkatkan daya tahan terhadap korosi
− Mengurangi pengaruh buruk unsur besi.
− Menurunkan kemampuan penuangan.
− Meningkatkan kekasaran butiran partikel. D. Magnesium (Mg)
− Mempermudah proses penuangan.
− Meningkatkan kemampuan pengerjaan mesin.
− Meningkatkan daya tahan terhadap korosi.
− Menghaluskan butiran kristal secara efektif.
− Meningkatkan ketahanan terhadap beban kejut.
− Meningkatkan kemungkinan timbulnya cacat pada hasil cor.
E. Nikel (Ni)
− Peningkatan kekuatan dan ketahanan bahan pada temperatur tinggi.
− Penurunanan pengaruh buruk unsure Fe (besi) dalam paduan.
F. Besi (Fe)
− Mencegah terjadinya penempelan logam cair pada cetakan selama proses
penuangan.
− Penurunan sifat mekanis.
− Penurunan kekuatan tarik.
− Timbulnya bintik keras pada hasil coran.
− Peningkatan cacat porositas.
G. Seng (Zn)
− Meningkatkan sifat mampu cor.
− Peningkatan kemampuan dimesin.
− Mempermudah dalam pembentukan.
− Meningkatkan keuletan bahan.
− Meningkatkan kekuatan terhadap beban kejut.
− Menurunkan ketahanan korosi.
− Menurunkan pengaruh baik dari besi.
− Kadar Zn terlalu tinggi dapat menimbulkan cacat rongga udara.
H. Titanium (Ti)
− Meningkatkan kekutan hasil cor pada temperature tinggi.
− Memperhalus butir kristal dan permukaan.
− Mempermudah proses penuangan.
2.8 Perlakuan Panas
Perlakuan panas adalah suatu proses pemanasan atau pendinginan logam
dalam keadaan padat untuk mengubah sifat-sifat fisis maupun mekanis logam
tersebut. Bahan yang diberi perlakuan panas bisa dikeraskan sehingga tahan aus
dan kemampuan potongnya meningkat, atau dapat dilunakkan sehingga dapat
memudahkan dalam permesinan lanjut. Melalui perlakuan panas yang tepat
tegangan dalam dapat dihilangkan, besar butiran dapat diperbesar atau diperkecil,
ketangguhan ditingkatkan atau dapat dihasilkan suatu permukaan yang keras di
sekeliling yang ulet.
Untuk melakukan perlakuan panas yang tepat, bahan yang akan diberi
perlakuan panas harus diketahui komposisi kimianya, diharapkan setelah
perlakuan panas perubahan sifat fisis dapat diketahui.
Jenis-jenis perlakuan panas :
Tempering
Annealing
Aging
Quenching
1. Tempering
Perlakuan panas logam pada temperatur di bawah titik kritis untuk waktu
tertentu kemudian didinginkan perlahan-lahan dalam dapur.
Tujuan perlakuan panas tempering adalah untuk mengurangi internal stress,
menaikkan keuletan, meningkatkan ketangguhan. Berdasarkan temperatur
pemanasan ada tiga macam tempering untuk baja, yaitu :
1. Tempering temperatur rendah ( 150 P
0
PC- 350P
0
P
C )
Tujuan untuk menghilangkan internal stress dan menaikkan keuletan tanpa
mengubah struktur dan kekerasan banyak dilakukan pada alat iris
law-alloy steel.
2. Tempering temperatur sedang ( 350P
0
PC – 450P
C )
P
Tujuan untuk mengurangi kekerasan dan menaikkan elongation dan
keuletan.
3. Tempering temperatur tinggi ( 450P
0
PC – 650P
0
P
C )
Tujuan untuk memperoleh keseimbangan antara kekuatan dan keuletan
2. Annealing
Tujuan untuk menurunkan tegangan dalam atau internal stress logam,
menghaluskan butiran dan mengurangi kekerasan, sehingga setelah proses ini,
diperoleh sifat yang lebih plastis dan ulet. Apabila pemanasan terlalu tinggi dapat
menyebabkan munculnya struktur dengan butiran yang kasar dan ini disebut over
heating. Setelah mencapai suhu yang diinginkan, kemudian dipertahankan selama
30-50 menit. Pendinginan dilakukan di dalam dapur sehingga diharapkan
mempunyai laju 150-200P
0
PC/jam.
3. Aging
Aging adalah proses penuaan aluminium pada beberapa waktu, penuaan
aluminium ada beberapa macam, yaitu penuaan alamiah dan penuaan buatan.
Penuaan alamiah adalah proses penuaan aluminium pada temperatur kamar,
sedangkan untuk penuaan buatan atau penuaan temper adalah proses penuaan
pada temperatur lebih tinggi dari temperatur kamar (untuk aluminium pada
120P
Logam dipanaskan 50P
0
PC di atas suhu kritis dan dipertahankan kemudian
didinginkan secara tiba-tiba (secara cepat dengan media )
Air dengan macam-macam temperatur
Soda kaustik
Air garam soda
Minyak
5. Normalizing
Normalizing yaitu logam panaskan kira-kira 30P
0
PC diatas temperatur kritis,
ditahan kemudian didinginkan perlahan-lahan. Tujuan normalizing adalah
mengurangi internal stress dan pembentukan kristal.
2.9Dasar perlakuan panas pada aluminium
2.9.1 Pengerasan presipitasi atau pengerasan penuaan
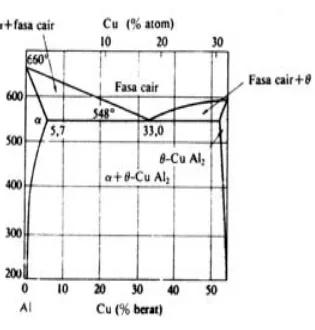
Gbr.2.5 menunjukan diagram fasa paduan Al-Cu. Perlakuan panas dan
pengerasan paduan aluminium dapat dilakukan kalau sistim di antara Al dan
CuAlB2B. larutan padat alfa di daerah sisi Al pada temperatur tinggi merupakan
larutan padat dari berbagai komponen kedua., yang kelarutannya menurun kalau
temperatur diturunkan. Bagi paduan yang mempunyai diagram fasa seperti itu
kalau paduan pada komposisi tertentu misalnya %Cu-Al, didinginkan dari larutan
padat yang homogen sampai pada temperatur memotong kurva kelarutan unsur
kedua di mana konsentrasinya mencapai jenuh. Selanjutnya dengan pendinginan
yang lebih jauh pada keadaan mendekati keseimbangan, fasa kedua akan
terpresitipitasi. Konsentrasi dari larutan dapat berubah tergantung pada kurva
kelarutan, dan pada temperatur biasa merupakan suatu campuran antara larutan
padat yang jenuh dan fasa kedua. Prestipitasi tersebut memerlukan keadaan
transisi dari atom yaitu difusi, yang memerlukan pula waktu yang cukup. Kalau
material didinginkan dengan cepat dari larutan padat yang homogen pada
temperatur tinggi, yaitu dengan pencelupan dingin, keadaan pada temperatur
perlakuan perlarutan. Yang menghasilkan larutan padat lewat jenuh, yang
merupakan fasa tidak stabil meskipun pada temperatur biasa dan cendrung untuk
terjadi prestipitasi dari fasa kedua, jadi larutan padat yang lewat jenuh cendrung
untuk terurai dengan sendirinya menjadi larutan padat yang jenuh dari fasa kedua.
Difusi atom ditentukan oleh macam atom, tetapi pada umumnya sangat lambat
pada temperatur biasa dan dengan pencelupan dingin kekosongan atom tetap ada,
jadi dengan berjalannya waktu struktur atom biasa berubah, yang menghasilkan
perubahan sifat-sifatnya. Perubahan sifat-sifat dengan berjalannya waktu pada
umumnya dinamakan penuaan. Apabila proses itu berjalan pada temperatur kamar
dinamakan penuaan alamiah, sedangkan apabila proses itu terjadi pada temperatur
yang lebih tinggi dari temperatur kamar ( untuk paduan aluminium pada
120-180ºC ) dinamakan penuaan buatan atau penuaan temper. Tentu saja selama
penuaan terjadi berbagai perubahan sifat-sifat fisik dan sifat-sifat kimianya.
Khusus bagi peningkatan kekerasan dan kekuatan dinamakan pengerasan
penuaan, yang biasanya dipakai untuk memperkuat paduan Al, paduan Cu dan
Gambar 2.5 Diagram Fasa Al-Cu
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 131)
2.9.2 Perubahan sifat-sifat mekanis yang disertai oleh presipitasi
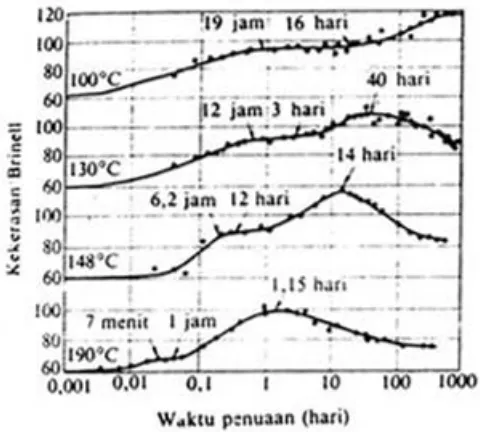
Gambar. 2.6 menunjukan perubahan kekerasan terhadap waktu penuaan
kalau paduan 4%Cu-Al dituakan setelah perlakuan pelarutan pada temperatur
yang bersangkutan.
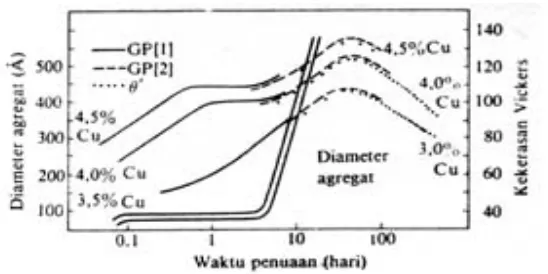
Penuaan pada temperatur biasa selesai dengan satu tahap perubahan, tetapi
pada temperatur di atas 100ºC terjadi dua tahap pengerasan. Fasa-fasa
memberikan sumbangan terhadap pengerasan adalah GP [1], θ” , GP [2], θ’
pengerasan. Gambar 2.7 menunjukan hasil indentifikasi fasa-fasa pada kondisi
yang simultan dari pengamatan kekerasan dan sinar X. telah dijelaskan bahwa
pengerasan tahap pertama disebabkan oleh GP [1], perubahan tahap kedua oleh
GP[2] dan oleh fasa antara yang halus yaitu presipitasi θ”. Pengerasan dua tahap
tersebut di atas juga terdapat pada sistim AlMgB2BSi dan sistim Al-Cu-Mg.
Pada tahap terakhir dari presipitasi fasa antara dan apabila telah terjadi
prespitasi fasa keseimbangan, paduan menjadi lunak kembali, hal ini dinamakan
penuaan lebih.
Gambar 2.6 Pengerasan Penuaan Dua Tahap dari Paduan Al-4%Cu (Gayler)
Gambar 2.7 Fasa Prespitasi Selama Penuaan pada 130ºC dan Pengerasan Penuaan
Dua Tahap Paduan Al-Cu (Silcock)
(Sumber : Tata Surdia, Pengetahuan Bahan Teknik, Jakarta 1999, hal. 133)
Sesuai dengan perubahan kekerasan sifat mekaniknya berubah. Pada
umumnya kalau pengerasan terjadi, tegangan mulur dan kekuatan tarik meningkat
sedangkan perpanjangan menurun. Sejalan dengan itu dengan memanfaatkan
perlakuan penuaan yang sesuai akan didapat material yang sangat kuat.
2.10 Kelelahan Pada Bahan Uji
Pengertian Kelelahan
Kelelahan berkaitan dengan perpatahan logam secara prematur karena
tegangan rendah yang terjadi secara berulang-ulang. Adapun pengujian kelelahan
terdiri dari beberapa jenis yaitu pengujian torsi, tegangan (tension), dan pengujian
kompresi. Namun semuanya mempunyai prinsip yang sama yaitu dengan
memberikan siklus tegangan yang berulang secara konstant pada sampel. Untuk
menyatakan karakteristik tegangannya, ada beberapa hal yang perlu diperhatikan :
1. Besar tegangan maksimum
2. Tegangan rata-rata yang cukup besar
Dalam penelitian sering digunakan siklus berulang dan balik, karena
disamping lebih mudah dilakukan, juga telah memenuhi standard kelelahan.
Sampel yang mendapatkan beban lengkung dan putaran secara terus menerus akan
menyebabkan kondisi tarik dan tekan. Kondisi ini akan berlangsung
berulang-ulang hingga pada akhirnya sampel mengalami kelelahan dan akhirnya patah.
Rumus untuk mencari tegangannya adalah sebagai berikut :
(
2)
3/
32
2 kg mm
d L W
× × = π
σ
Dengan :
L = jarak antar tumpuan (mm)
d = diameter ukur (mm)
W = beban pada pengujian tarik
Untuk melaksanakan pengujian dengan alat uji kelelahan menggunakan
kurun tegangan (S) yang berbeda untuk setiap benda uji, jumlah siklus tegangan
(N) yang dialami oleh benda uji pada setiap tegangan tertentu dicatat dan dibuat
gambar diagram kelelahan atau sering disebut dengan diagram S-N. Untuk benda
uji tertentu mempunyai titik aman pada siklus tertentu, hal ini disebabkan karena :
a.Kegagalan akibat kelelahan bahan
Kegagalan lelah timbul akibat adanya retak kecil (initial crack), retak ini
sangat kecil, sehingga tidak dapat dilihat dengan mata telanjang. Retak tersebut
timbul pada titik ketidak mulusan bahan seperti pada perubahan penampang,
goresan pada permukaan bahan akibat pengerjaan dan lubang akibat pengecoran
yang kurang baik pada bahan. Sekali saja retak awal, maka akan terjadi pengaruh
pemusatan tegangan menjadi lebih besar lagi dan retak tersebut merambat lebih
cepat pada penampang bahan. Begitu ukuran luas yang menerima tegangan
berkurang, maka tegangan bertambah besar sampai akhirnya luas yang tersisa
tidak dapat menerima tegangan tersebut dan terjadilah kegagalan lelah.
Adapun penyebab kegagalan lelah yaitu :
1. Karena perkembangan dari retak yang ada.
2. Kepatahan mendadak pada bagian bahan yang rapuh.
Kegagalan lelah sering digolongkan sebagai akibat siklus, umur dan waktu
penggunaan bahan. Daerah umur tak terhingga (infinite life region), meliputi
perancangan yang melampaui batas siklus tegangan lelah atau disebut dengan
terutama untuk produksi massal. Kegagalan ini juga disebut kegagalan bersiklus
pendek antara putaran setengah sampai putaran seribu siklus.
b.Kekuatan bahan
Untuk menyusun kekuatan lelah suatu bahan diperlukan beberapa benda
uji dengan jumlah putaran yang sama pada setiap bahan, sampai bahan didapatkan
hasilnya. Selanjutnya dibuat diagram S-N, sehingga dapat dilihat bentuk grafik
sampai dengan siklus amannya. Koordinat pada diagram S-N disebut kekuatan
lelah suatu pernyataan yang harus diikuti dengan jumlah siklus (N) yang
bersangkutan.
c.Batas Ketahanan Kelelahan
Dalam menentukan ketahanan kelelahan kita perlu menyelesaikan semua
pengujian terlebih dahulu sehingga dapat kita ketahui seberapa besar batas
ketahanan terhadap kelelahan. Pada grafik akan terlihat garis mendatar setelah
diberi tegangan dan jumlah siklus tertentu, maka akan terbaca bahwa bahan sudah
dapat melalui batas ketahanan lelahnya. Tanpa memperhatikan berapa besar siklus
yang dilakukan kekuatan bahan yang berkaitan dengan hal tersebut disebut
2.11 Hal-Hal Yang Berpengaruh Pada Kegagalan Lelah
1. Pengaruh Ukuran
Ukuran suatu bahan sangat berpengaruh dalam pengujian kelelahan. Kekuatan
lelah yang besar akan lebih baik dari kekuatan lelah yang kecil. Perubahan luas
penampang yang mempengaruhi perubahan volume sehingga mengakibatkan
perbedaan teganganU.
2. Pengaruh Suhu
Suhu mempengaruhi sifat mekanis bahan karena adanya tegangan statis dan
dinamis yang akan menyebabkan perubahan bahan secara perlahan. Hal ini akan
menyebabkan perubahan bentuk grafik pada diagram S-N. Jika dipakai pada suhu
yang tinggi, maka akan menyebabkan disisolasi dan pada bahan akan terjadi
pengurangan terhadap ketahanan lelah.
3. Pengaruh Permukaan Bahan
Halus dan tidaknya permukaan bahan merupakan faktor utama timbulnya retakan
awal pada bahan, karena pada permukaan yang kasar akan banyak terdapat
ketidakrataan permukaan. Akan tetapi pada permukaan yang halus akan sedikit
terdapat lubang atau bekas sayatan pada saat pembuatan benda uji. Kehalusan dan
kekasaran permukaan bahan sangat berpengaruh pada pengujian kelelahan. Tiap
pengerjaan yang meningkatkan kekerasan atau kekuatan luluh bahan akan
meningkatkan level tegangan yang diperlukan untuk slip dan hal ini dengan
sendirinya akan langsung meningkatkan kekuatan lelah. Makin halus ukuran
Ada beberapa hal yang mempengaruhi kelelahan pada permukaan bahan,
yaitu
a. Tegangan sisa permukaan
Pembentukan tegangan sisa pada permukaan dapat meningkatkan
ketahanan lelah bahan. Tegangan ini dihasilkan oleh beban luar (tarik dan
tekan), dengan adanya tegangan sisa akan memperkecil celah pada suatu
titik di permukaan. Oleh karena itu, perlu adanya perimbangan antara
tegangan sisa tekan dengan tegangan sisa tarik agar tahan terhadap
kelelahan.
b. Perubahan permukaan
Perubahan permukaan dapat terjadi karena proses perlakuan panas dalam
pembentukan bahan tersebut, hal ini biasanya dilakukan dalam peleburan
awal untuk mendapatkan komposisi bahan yang sesuai dengan yang
diinginkan. Proses pelapisan permukaan ini pada kelanjutannya akan
menentukan pertambahan atau pengurangan kekuatan lelah bahan.
c. Kekasaran permukaan
Kekasaran permukaan akan mempengaruhi kekuatan lelah suatu bahan.
Biasanya hal ini timbul dari pengerjaan awal benda uji pada mesin bubut
atau mesin perkakas lainnya. Semakin besar suatu bahan akan semakin
mudah mengalami keretakan, sehingga memudahkan lelah dan cepat
d. Lingkungan
Lingkungan dapat mempengaruhi fatik, dimana lingkungan tersebut dapat
menimbulkan korosi pada bahan. Serangan korosi yang terjadi serempak
dengan pembebanan fatik akan menyebabkan efek kerusakan yang lebih
parah. Hal ini biasanya disebabkan oleh media cair, namun demikian udara
juga dapat menyebabkan korosi.
2.12 Batas Kelelahan (Endurance Limit )
Dalam menentukan batas kelelahan kita perlu menyelesaikan semua
pengujian terlebih dahulu dan kemudian baru membuat diagram S-N, sehingga
dapat kita ketahui ketahanan terhadap kelelahan. Pada grafik akan terlihat garis
mendatar setelah diberi tegangan dan jumlah siklus antara satu juta sampai
sepuluh juta dianggap bahan sudah melalui ketahanan lelahnya. Kecuali besar
jumlah siklus, kekuatan yang berkaitan dengan pengujian lelahnya disebut batas
ketahanan lelah atau endurance limit.
2.13 pengujian kekerasan
Uji kekerasan yang digunakan dalam penelitian ini adalah uji kekerasan
Brinell. Cara Brinell dilakukan dengan penekanan sebuah bola (bola Brinell) yang
terbuat dari baja chrom yang disepuh ke permukaan benda uji tampa sentakan.
Tekanan yang digunakan berupa gaya tekan statis. Permukaan yang diuji harus
bersih dan rata. Setelah gaya tekan ditiadakan dan bola Brinell dikeluarkan dari
secara teliti untuk kemudian dipakai sebagai dasar perhitungan kekerasan logam
uji.
Persamaan yang digunakan untuk menghitung kekerasan Brinell yaitu
BHN = Gaya pada penetrator (kg) Luas penampang bekas injakan (mmP
2
P = gaya yang berkerja pada penetrator (kg)
D = diameter penetrator bola (mm)
D = diameter bekas injakan/lekukan (mm)
Saat penggunaan uji brinell ini, dalam prakteknya, perlu diperhatikan
beban tekan (P), diameter bola dan jenis logam uji. Besar beban yang berkerja
tergantung pada diameter bola dan jenis benda uji.
Diamerter penetrator yang digunakan tergantung pada tebal benda uji
seperti pada table berikut.
Tebal benda uji (mm) Diameter penetrator (mm)
1–3
Kuningan, logam campur Cu
5
Dalam melakukan pengujian kekerasan Brinell diameter bekas injakan
harus terlatak antara 0,25 dan 0,50 dari diameter penetrator. Bila kekerasan
Brinell HB> 400, maka untuk mengetahui kekerasan benda uji lebih baik
digunakan pengujian lainnya, seperti pengujian Vickers.
Kekurangan-kekurangan pada pengujian Brinell:
• Bila bola baja kurang keras, maka pengujian kurang tepat atau teliti.
• Bekas injakan kadang-kadang terlalu besar.
• Disekitar bekas penekanan terjadi kenaikan permukaan benda uji
sehingga menggurangi ketelitian pengukuran bekas injakan.
2.14 Pengujian Struktur Kristal
Ada dua macam pengujian struktur kristal yang biasa dilakukan yaitu
pengujian makro dan pengujian mikro.
a. Pengujian struktur makro
Pengujian struktur makro dari kristal adalah pengujian patahan dimana
bahan dinilai dari besar butir kristal, warna, dan mengkilatnya patahan
b. Pengujian struktur mikro
Dalam pengujian ini, kualitas bahan ditentukan dengan mengamati
struktur dibawah mikroskop dan dapat pula mengamati cacat dari
bahan yang diuji. Mikroskop yang dipergunakan adalah mikroskop
cahaya. Permukaan logam yang akan diamati, dipoles dan dilakukan
BAB III
METODE PENELITIAN
3.1Metodologi Penelitian
Benda mula-mula
Uji komposisi
Pembuatan benda uji tarik, kekerasan dan uji lelah
Uji tarik
Menentukan beban maksimum
Uji kekerasan
Uji lelah
Analisis struktur mikro
Analisis makrostruktur patahan
Analisa data
Penulisan laporan /TA Benda uji
mula-mula
Benda uji diaging 170ºC selama 10 jam
3.2Bahan dan Peralatan
1. Bahan
Bahan yang digunakan sebagai spesimen uji kelelahan adalah paduan aluminium. Komposisi kimia dari aluminium telah di tes di POLITEKNIK MANUFAKTUR BANDUNG, yang dapat dilihat pada Lampiran 1.
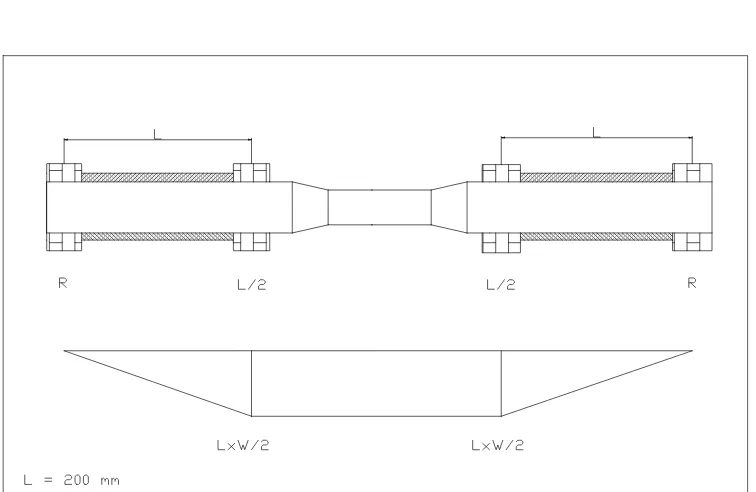
Spesimen uji lelah dibuat di laboratorium teknologi mekanik Universitas Sanata Dharma, ukuran benda uji lelah menggunakan standar JIS Z 2274. Ukuran-ukuran dari benda uji ditunjukan pada Gambar 3.1.
Gambar 3.1 Benda Uji Lelah
2. Peralatan
Peralatan yang digunkan untuk penelitian ini adalah :
a. Mesin uji tarik, milik Laboratorium Ilmu Logam Jurusan Teknik Mesin USD
b. Mesin uji kekerasan “ Brinell Hardness Tester MOD 100 MR “,milik Laboratorium Ilmu Logam Jurusan Teknik Mesin USD
c. Mesin uji kelelahan “ Rotary Bending Fatige Testing Machine “, milik Laboratorium Ilmu Logam Jurusan Teknik Mesin USD
d. Kamera Nikon FM 2 dengan film ASA 100, untuk memperlihatkan bentuk patahan secara mikro.
3.3 Proses Pengujian
1. Pengujian Tarik
Pengujian tarik dilakukan dengan tujuan untuk menentukan sifat-sifat mekanis material antara lain kekuatan tarik dan regangan.
Proses pengujian tarik adalah sebagai berikut :
a. Benda uji dipasang pada penjepit atau chuck atas dan bawah pada alat uji tarik. Penjepit bawah dinaikkan dan diturunkan dengan kecepatan lambat, sehingga penjepit benda uji dalam posisi yang tepat, diusahakan agar kedudukan dari benda uji betul-betul vertikal, kemudian kedua penjepit atau chuck dikencangkan.
luar panjang ukur benda uji, pengujian tersebut dinyatakan gagal. Apabila terjadi demikian maka pengujian diulang dengan benda uji baru.
c. Data yang didapat kemudian dicatat selama pengujian tarik (pertambahan beban dan pertambahan panjang) dengan interval yang ditentukan.
d. Beban tarik maksimum dan kekuatan tarik maksimum setelah benda uji putus atau patah dicatat.
e. Pertambahan panjang yang tertera pada mesin uji dicatat setelah benda uji patah.
2. Pengujian Kekerasan Brinell
Proses pengujian kekerasan Brinell adalah sebagai berikut :
a) Logam yang akan diuji harus dipersiapkan terlebih dahulu melalui proses pemotongan, pengikiran dan pengamplasan dengan ampalas tahan air. Syarat pengujian kekerasan permukaan harus rata sejajar dan bersih, dengan ketinggian yang sama, tidak dibenarkan miring.
b) Letakkan benda uji di atas anvil, putar roda pengatur anvil, untuk gerak keatas putar sesuai dengan arah putaran jarum jam, bila menurunkan putar berlawanan arah putaran jarum jam.
c) Pilih beban dan penetrator yang sesaui dengan petunjuk (lihat tabel), dalam pengujian ini digunakan beban 62,5 kg dan diameter penetrator 2,5 mm.
e) Penekanan dilakukan sesuai beban yang ditentukan, tahan selama 30 detik kemudian beban dihilangkan.
f) Setelah penekanan selesai, benda uji di pindahkan dari alat uji kemudian dilakukan pengamatan dan pengukuran diameter bekas injakan dengan menggunakan Loop berskala, hasil pengukuran tersebut untuk mencari harga kekerasan.
g) Pengujian dilakukan di daerah/titik yang lain sesuai yang dibutuhkan.
3. Pengujian Kelelahan
Proses pengujian kelelahan adalah sebagai berikut
a) Logam yang akan diuji di potong-potong dulu setelah itu dibubut sesuai standar yang ada, pembuatan benda uji harus teliti karena ukruran diusahakan sama untuk semua benda uji.
b) Setelah benda uji dibuat benda uji diberi pelakuan panas setelah itu benda uji siap untuk diuji.
c) Setelah itu benda uji dipasang pada mesin uji lelah, bukakan penjepit setelah itu masukan benda uji setelah senter kencangkan benda uji jangan sampai longgar.
e) Setelah benda uji dan beban terpasang maka tombol tekan start mesin akan berputar sampai benda uji patah, setelah patah jamlah siklus dicatat untuk pengambilan data.
f) Kemudian benda uji diganti lagi dengan pembebanan yang berbeda, besarnya beban lebih kecil dari pembebanan awal.
4. Pengujian Struktur Mikro
Proses pengujian struktur mikro adalah sebagai berikut :
a) Permukaan benda uji yang telah dibentuk diamplas mulai dari ukuran paling kasar sampai paling halus (500,800,1000) mesh.
b) Setelah benda uji halus, selanjutnya dipoles dengan autosol dan digosok dengan kain sampai halus dan bekas pengamplasan hilang sehingga permukaan benda uji mengkilap.
c) Dilakukan pengetsaan dengan larutan NaOH pada permukaan benda uji, kemudian diamkan selama 60 detik sambil di goyang-goyang. Selanjutnya masukkan benda uji pada alkohol.
d) Permukaan benda uji yang dietsa NaOH dan alkohol akan menunjukan perubahan warna pada permukaan benda uji.
5. Pengujian Struktur Makro
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1Paduan Aluminium
Pengujian komposisi kimia bahan uji aluminium dilakukan di
POLITEKNIK MANUFAKTUR BANDUNG. Uji komposisi kimia ini untuk
pengetahui unsur utama paduan aluminium yang akan diuji. Hasil pengujian
komposisi kimia dapat dilihat pada Tabel 4.1.
Tabel 4.1 Komposisi Kimia Paduan Aluminium Cor
Unsur (%)
Al 94,03858
Si 2,73352
Zn 1,42977
Cu 0,58293
Unsur lain 1.21798
4.2Pengujuian Tarik
Pengujian tarik dilakukan untuk menentukan beban awal pada pengujian
kelelahan. Dari pengujuian tarik ini di dapat beban maksimum sebelum benda uji
putus, yang kemudian digunakan untuk menghitung tegangan tarik dengan
menggunakan rumus:
σBuB = 0
AB0 B=
Tabel 4.2 Data Hasil Pengujian Tarik
No D (mm) FBmaks B(kg) σBuB (kg/mmP
Dari nilai tegangan tarik rata-rata maka dapat ditentukan tegangan
lengkung yang digunakan kira-kira 0,8 tegangan tarik, dari tegangan lengkung
dapat dicari beban awal pengujian kelelahan dengan menggunakan rumus :
σ =
l = jarak antara beban dengan tumpuan (200mm)
d = diameter specimen (mm)
σ = tegangan lengkung(kg/mmP
2
maka :
Pengujian kekerasan dilakukan pada 6 specimen dengan 5 titik
pembebanan setiap specimennya, setiap perlakuan disediakan 2 specimen uji
kekerasan.
Data hasil pengujian kekerasan
I. Specimen mula-mula
Specimen 2
dB1B = 1,14 BHN = 57,89
dB1B = 1,19 BHN = 52,83
dB1B = 1,14 BHN = 57,89
dB1B = 1,15 BHN = 56,93
dB1B = 1,16 BHN = 55,79
Rata-rata BHN = 57.02
II. Specimen aging 170ºC
Specimen 1
dB1B = 1,07 BHN = 66,20
dB1B = 1,02 BHN = 73,20
dB1B = 1,01 BHN = 74,72
dB1B = 1,00 BHN = 76,29
dB1B = 1,04 BHN = 70,28
Specimen 2
dB1B = 1,08 BHN = 64,91
dB1B = 1,13 BHN = 58,99
dB1B = 1,14 BHN = 57,89
dB1B = 1,15 BHN = 56,83
dB1B = 1,14 BHN = 57,89
III.Specimen 1 Quench 520ºC, aging 170ºC
Rata-rata BHN = 73,68
Grafik Kekerasan Brinell
Menurut data hasil penelitian dapat disimpulkan benda uji yang
mengalami perlakuan panas diquench selama 4 jam pada suhu 520ºC kemudian
diaging selama 10 jam pada suhu 170ºC memiliki kekerasan yang paling tinggi.
Tetapi disini dapat dilihat juga bahwa specimen memiliki homogenitas komposisi
yang tidak merata, hal ini dapat dilihat adanya perbedaan nilai kekerasan yang
cukup besar pada setiap titik pada specimen dengan perlakuan yang sama. Kondisi
ini nantinya akan mempengaruhi kekuatan lelah bahan.
4.4 Pengujian Kelelahan
Dari pengujian tarik maka didapat pembebanan awal yang akan digunakan
pada pengujian kelelahan. Beban awal yang digunakan yaitu 6,25 kg, beban ini
akan meyebabkan timbulnya gaya dan momen yang bekerja pada benda uji
sehingga akan mempengaruhi ketahanan lelah dari bahan. Pembebanan pada
L 200 mm 200 mm
W
RB
RBA
W/2 W/2
W/2 W/2
W/2 x 200 W/2 x 200
Gambar 4.2 Diagram SFD dan BMD
Dengan pembebanan seperti gambar diatas maka benda uji akan
mengalami kegagalan lelah akibat proses pembebanan secara berulang-ulang.
Bahan akan mampu menahan siklus tegangan balik yang berulang tak terhingga
jika tegangan yang berkerja lebih kecil dari tegangan batas yang disebut sebagai
Tabel 4.3 Data Hasil Pengujian kelelahan Specimen Tanpa Perlakuan
Keterangan * = tidak patah
Tabel 4.4 Data Hasil Pengujian Kelelahan Specimen di Aging 170ºC
Selama 10 jam
Tabel 4.5 Data Hasil Pengujian Kelelahan Specimen di Quench Selama 4 jam
Kemudian di Aging 170ºC Selama 10 jam
Keterangan * = tidak patah
No W (kg) D (mm) σ (kg/mmP
2
P)
Jumlah Siklus
(N)
1 6.25 8.00 12.44 93750
2 6.00 7.95 12.16 138805
3 5.50 8.00 10.94 201879
4 5.00 8.00 9.95 442663
5 4.50 8.00 8.95 611526
6 4.25 8.00 8.45 981355
7 4.00 7.95 8.11 1214990
8 3.85 8.00 7.66 1605713
9 3.75 8.00 7.46 1835667
10 3.60 8.00 7.16 2432806*
Dalam tabel diatas terdapat pengulangan pengujian dikarenakan kegagalan
kelelahan. Hal ini disebabkan adanya cacat produksi dan kesalahan dalam
Tegangan VS Siklus
1.E+04 1.E+05 1.E+06 1.E+07
Jumlah Siklus (N)
Benda Uji Awal Benda Uji Diaging Benda Uji Diquench & Diaging
Gambar 4.3 Kurva S-N Hasil Pengujian Kelelahan
Dari hasil pengujian kelelahan, aluminium paduan tersebut menunjukkan
perubahan sifat mekanis. Dari grafik dan hasil perhitungan dapat diketahui bahwa
aluminium paduan mengalami peningkatan ketahanan lelah bila dibandingkan
dengan ketahanan lelah pada kondisi awal bahan yang tanpa perlakuan panas.
Peningkatan ketahanan lelah setelah perlakuan panas, karena struktur
buturan kristal paduan menjadi lebih rapat dan homogen setelah mengalami
perlakuan panas tersebut. Sesuai dengan perubahan kekerasan dan kekuatan tarik
pada benda uji yang merupakan sifat mekanis, pada umumnya jika bahan
mengalami perubahan kekerasan maka beban maksimum, beban patah, kekuatan
Setelah sampel uji mengalami perlakuan panas aging, maka dapat dilihat
adanya peningkatan ketahanan lelah pada bahan tersebut dan ketahanan lelahnya
semakin meningkat lagi setelah diquench 4 jam pada suhu 520ºC kemudian di
aging 10 jam pada suhu 170ºC bila dibandingakan dengan kondisi mula-mula, hal
ini disebabkan karena struktur butiran kristal paduan aluminium menjadi lebih
rapat dan homogen, pada kondisi mula-mula struktur butiran kristal paduan
aluminium lebih besar yang membuat bahan lebih lunak .
4.5Analisis Struktur Mikro
Hasil dari pengujian struktur mikro adalah sebagai berikut :
Gambar 4.5Struktur Mikro Benda Uji aging pada suhu 170ºC selama 10 jam
Gambar 4.6 Struktur Mikro Benda Uji quenching pada suhu 520ºC selama 4 jam
Dari hasil pengujian, pengamatan dan pemotretan terlihat perubahan
struktur kristal aluminium paduan sebelum dan sesudah perlakuan panas. Susunan
struktur kristal aluminium paduan sebelum perlakuan panas terlihat lebih
kecil-kecil dan rapat, hal ini juga yang mempengaruhi terhadap kekerasan dan kekuatan
tarik dari bahan tersebut. Benda uji yang telah mengalami perlakuan panas
menunjukkan susunan struktur kristal bahan aluminium paduan terlihat lebih
besar, hal ini juga mempengaruhi terhadap kekerasan, kekuatan tarik, kekuatan
lelah dan regangan pada benda uji.
Unsur-unsur aluminium paduan yang mengalami perlakuan panas,
terbentuk komposisi paduan yang tersebar merata, unsur yang lebih kecil
komposisinya akan larut, dan unsur yang larut tersebut mengendap pada unsur
yang komposisinya lebih besar, sehingga memungkinkan unsur tersebut untuk
berkembang membentuk paduan, dimana paduan tersebut lebih merata,
keberadaan paduan lebih tertata dan menyatu serta unsur aluminium lebih tampak
4.5 Analisis Struktur Makro
Hasil dari uji struktur makro adalah sebagai berikut :
Gambar 4.7 Bentuk Patahan Spesimen Mula-mula
Gambar 4.8 Bentuk Patahan Spesimen quenching 520ºC selama 4 jam kemudian
diaging pada suhu 170ºC selama 10 jam
Dari hasil pengamatan dan foto struktur makro dapat dilihat bahwa
perpatahan yang terjadi akibat uji kelelahan adalah perpatahan ulet atau
perpatahan dimpel, perpatahan ini ditandai dengan adanya cekungan-cekungan
yang berbentuk sama sumbu, parabola atau seperti elips tergantung pada keadaan
beban. Patah ulet ditandai dengan adanya pengecilan diameter dan deformasi
plastis yang besar sebelum dan selama proses penjalaran retak serta adanya
perpanjangan dan terkonsentrasi secara lokal pada suatu titik. Sedangkan untuk
patah getas, bentuk permukaan patahannya terlihat lebih rata dan terang serta
hanya sedikit terjadi deformasi plastis. Patah getas yang terjadi pada material ulet
disebabkan karena beroperasi pada suhu yang rendah dan laju pembebanan yang
tinggi. Berdasarkan uji metalografi, patahan pada benda uji polikristalin dapat
digolongkan sebagai transgranular (perambatan retak melalui butiran) atau
intergranular (retakan merambat melalui batas butiran), retak itu kemudian
perlakuan panas pada pengujian struktur mikro menunjukkan susunan struktur
BAB V
PENUTUP
5.1 Kesimpulan
Setelah melakukan proses penelitian mengenai sifat fisis dan mekanis aluminium paduan sebelum dan sesudah perlakuan panas aging, maka dapat diambil kesimpulan sebagai berikut :
1. Aluminium paduan mengalami peningkatan ketahanan lelah sebesar 10,7% setelah diaging dan diquench aging.
2. Aluminium paduan mengalami peningkatan kekerasan sebesar 29,4% setelah diaging dan diquench aging.
5.2 Saran
1) Agar diperoleh hasil yang maksimal, perlu ketelitian dan kecermatan dalam melaksanaan pengujian.
2) Sebaiknya peralatan untuk pengujian bahan di laboratorium ilmu logam Universitas Sanata Dharma perlu ditambah dan lebih modern.
Malau,V., Bahan Teknik Manufaktur, Diktat Kuliah, Teknik Mesin, USD, Yogyakarta
Robert T.Kiepura, Bonnie R. Sanders, 1985, Metallography and Microstructures, Metal Handbook Ninth Edition, American Society for Metal
Setyahandana, B., Ilmu Logam, Diktat Kuliah, Teknik Mesin, USD, Yogyakarta Surdia,T. Saito,S.,1985, Pengetahuan Bahan Teknik, P.T.Pradnya Paramita, Jakarta
Surdia,T. Chiijiwa,K.,1996, Teknik Pengecoran logam, P.T.Pradnya Paramita, Jakarta
Suroto,A.,Sudibyo,B., Ilmu Logam dan Metallurgy, ATMI, Surakarta