BAB II
LANDASAN TEORI
2.1 Total Productive Maintenance
Sejarah dari Total ProductiveMaintenance
Tujuan pemeliharaan produktif menurut Agustiady dan Cudney (2015:9) adalah memaksimalkan keefektifan dari peralatan dan lingkungannya agar menghasilkan siklus produksi mesin produksi yang optimal.
Pada tahun 1951 sebuah gagasan datang ke Jepang dari Dr. Deming (seorang ahli statistik, profesor, penulis, dosen, dan konsultan Amerika yang mempromosikan rencana siklus-siklus Shewhart, diberi nama menurut Dr. Walter A.Shewhart).
Sebuah perusahaan bernama Nippondenso, yang merupakan bagian dari Toyota, memperkenalkan program pemeliharaan di seluruh pabrik pada tahun 1960 berdasarkan perawatan pencegahan untuk proses otomatisnya. Program ini mempekerjakan karyawan dengan memanfaatkan mesin dimana departemen perawatan mendedikasikan untuk merawat mesin tersebut.Alih-alih mempekerjakan lebih banyak personil, manajemen memutuskan bahwa lebih logis menggunakan tenaga kerja yangada.
Manajemen memutuskan untuk menggunakan operator yang saat ini mengerjakan mesin untuk melakukan perawatan pada mesin. Manajemen menyadari bahwa biaya tenaga kerja ini akan jauh lebih rendah daripada mempekerjakan insinyur terampil dan juga akan membantu memastikan operator memiliki pemahaman menyeluruh tentang mesin yang mereka lakukan sepanjang hari. Operator ini dengan cepat dapat mendeteksi jika ada masalah, mesin-mesin kinerjanya baik, atau jika kualitas produknya menurun karenamesin.
Berdasarkan hal diatas ditemukan bahwa dengan usaha komunikasi dan kelompok, tim bekerja dalam pemeliharaan preventif, pencegahan
pemeliharaan,dan perbaikan pemeliharaan,yang dijumlahkan sebagai perawatan produktif.(Agustiady dan Cudney,2015:10)
TPM menurut Agustiady dan Cudney (2015:10) memiliki beberapa target utamayaitu
1. Produksi:
a. Dapatkan minimal 80% keseluruhan keefektifan produksi(OPE).
b. Dapatkan minimal 90% OEE peralatan secarakeseluruhan.
c. Jalankan mesinnya bahkan saat makan siang.
2. Kualitas:Beroperasidengancarasehinggatidakadakeluhandaripelanggan.
3. Biaya: Kurangi biaya produksi sebesar30%.
4. Pengiriman: Mencapai kesuksesan 100% dalam mengantarkan barang sesuai kebutuhan pelanggan.
5. Keselamatan: Menjaga lingkungan bebaskecelakaan.
6. Tenaga kerja yang tidak padat: Tingkatkan saran sebanyak tiga kali. Kembangkan pekerja yang multiskilled danfleksibel.
Definsi dari Total ProductiveMaintenance
DefinisiTotalProductiveMaintenancemenurutparaAhli:
1. Menurut Agustiady dan Cudney (2015:1) Total ProductiveMaintenance adalah pendekatan inovatif terhadap perawatan dan pemeliharaan mesin yang melibatkan semua personil dengan fokus dalam mencegah kerusakan mesin dan produk cacat yang muncul.Sistem ini merupakan pendekatan yang sistematis dalam meningkatkan produksi dan kualitas dengan melibatkan seluruhkaryawan.
2. Menurut Haizer dan Render (2013:697) Total Productive Maintenance adalah suatu metode yang bertujuan meminimalisir variabilitas dengan menerapkan perawatan otonom dan pelaksaan perawatan yangbaik.
Tahapan dari Total ProductiveMaintenance
Menurut Agustiady dan Cudney (2015:10) tahapan untuk menggelar TPM dalam sebuah organisasi terdiri dari langkah-langkah berikut:
Tahap A: Tahap persiapan
• Langkah 1: Pengumuman oleh manajemen untuk semua tentang pengenalan TPM dalam organisasi. Pemahaman, komitmen, dan keterlibatan aktif manajemen puncak yang tepat diperlukan. Langkah ini Manajemen senior harus memiliki program kesadaran, setelah pengumuman dibuat untuk semua pihak. Publisitas program harus selesai pada tahapini.
• Langkah 2: Pendidikan awal dan propaganda untuk TPM. Pelatihan harus dilakukan berdasarkan kebutuhan. Beberapa membutuhkan pelatihan intensif dalam konsep utama dengan tambahan pelatihan kesadaran. Peran implementasi yang berhasil akan terjadi dimana kematangan telah dikembangkan didaerah-daerah.
• Langkah 3: Menyiapkan TPM dan komite departemen. TPM mencakup perbaikan, pemeliharaan otonom, pemeliharaan kualitas, dan sebagainya, sebagai bagian dari struktur intidasarnya.
• Langkah 4: Menetapkan sistem dan target kerja TPM. Setiap area dijadikan acuan dan target indikator kinerja utama (KPI) disiapkan untuk memantau pencapaian.
• Langkah 5: Rencana induk untuk melembagakan. Implementasi yang mengarah pada pelembagaan dimana TPM menjadi budaya organisasi yang diinginkan.
Tahap B: Tahap Pendahuluan. Ini adalah acara untuk perayaan dimana banyak yang harus diundang. Pemasok harus diundang untuk mendapatkan kesadaran mereka dan memastikan mereka memahami kebutuhan akan dukungan berkualitas dari mereka. Perusahaan terkait dan perusahaan afiliasi yang bisa menjadi mitra atau pelanggan juga harus diundang.
Belajar akan berlangsung dan pelanggan akan menghargai upaya komunikasi yang berlangsung.
Tahap C: Implementasi. Pada tahap ini delapan kegiatan dilakukan, yang disebut pilar kegiatanTPM.
Empat kegiatan dilakukan untuk membangun sistem:
Efisiensiproduksi
Sistem kontrol awal produk dan peralatanbaru
Perbaikan efisiensi
Pengendalian keamanan
Tahap D: Tahap pelembagaan. Pada saat ini kematangan sistem harus ada.Menantang tingkat pencapaian harus dicari pada saat ini.
Tujuan dan Manfaat Total ProductiveMaintenance
Menurut Agustiady dan Cudney (2015:12) tujuan TPM adalah untuk meningkatkan kepuasan kerja melalui caraberikut:
• Mengurangikerusakan • Mengurangi masalahkualitas
• Mengurangi insiden keamanan /lingkungan • Mengurangibiaya
• Peningkatan throughput • Keunggulankompetitif
• Pemeliharaan darurat dan tidak terencana seminimalmungkin. Pilar TPM
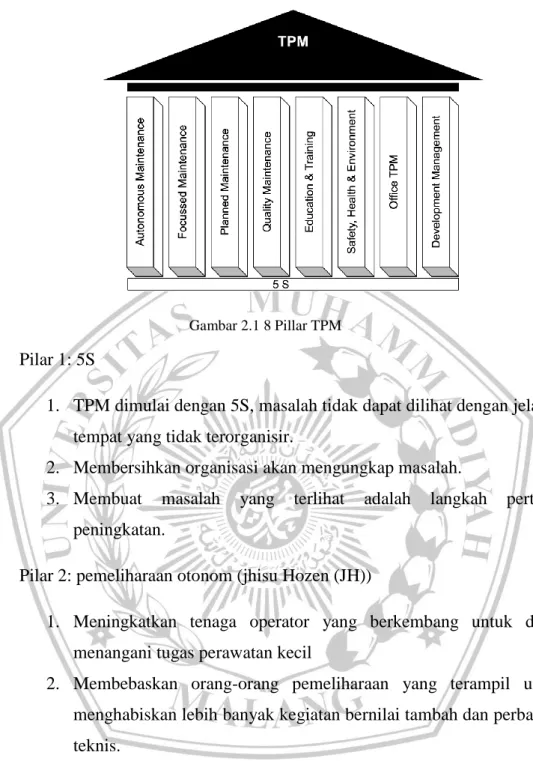
TPM juga dikenal memiliki pilar di dalam rumah. rumah dan pilar ditunjukkan pada Gambar 2.1
Gambar 2.1 8 Pillar TPM Pilar 1: 5S
1. TPM dimulai dengan 5S, masalah tidak dapat dilihat dengan jelas di tempat yang tidak terorganisir.
2. Membersihkan organisasi akan mengungkap masalah.
3. Membuat masalah yang terlihat adalah langkah pertama peningkatan.
Pilar 2: pemeliharaan otonom (jhisu Hozen (JH))
1. Meningkatkan tenaga operator yang berkembang untuk dapat menangani tugas perawatan kecil
2. Membebaskan orang-orang pemeliharaan yang terampil untuk menghabiskan lebih banyak kegiatan bernilai tambah dan perbaikan teknis.
3. Operator bertanggung jawab atas pemeliharaan peralatan mereka untuk mencegahnya memburuk
Target untuk pemeliharaan otonom:
1. Mengurangi waktu proses sebesar x% 2. Meningkatkn kegiatan pemeliharaan otonom
3. Operasi peralatan tidak terganggu. operator fleksibel dan memelihara peralatan lainnya
4. Efek dihilangkan pada sumbernya melalui partisipasi karyawan
Langkah:
1. Persiapan karyawan 2. Pembersihan awal mesin 3. Mengambil tindakan balasan 4. Memperbaiki standar JH tentatif 5. Pemeriksaan umum
6. Inspeksi otonom 7. Standardisasi 8. Manajemen otonom
Pillar 3 : Kobetsu kaizen (particular case)
1. istilah jepang
2. kai berarti "berubah"
3. Zen berarti "menjadi lebih baik"
4. Kaizen berarti "perbaikan berkelanjutan"
Konsep:
1. Perbaikan tambahan kecil
2. Peningkatan bertambah seiring waktu
Pillar 4: pemeliharaan terencana
1. Bertujuan untuk mendapatkan mesin dan peralatan tanpa masalah tanpa cacat untuk kepuasan pelanggan 100%
2. Menjadi proaktif versus reaktif sambil memanfaatkan staf pemeliharaan terlatih untuk membantu melatih operator untuk lebih menjaga peralatan mereka
Pillar 5: pemeliharaan kualitas
1. Ditujukan untuk kesenangan pelanggan melalui kualitas tinggi melalui pembuatan bebas cacat
2. Fokusnya adalah pada penghapusan ketidaksesuaian secara sistematis
3. Kami mendapatkan pemahaman tentang bagian apa dari peralatan yang mempengaruhi kualitas produk dan mulai menghilangkan masalah kualitas saat ini, dan kemudian memindahkan masalah kualitas potensial
4. Transisi adalah dari reaktif ke proaktif
Pillar 6 : training
1. Memiliki karyawan yang memiliki banyak keterampilan dan energi yang memiliki semangat kerja tinggi dan bersemangat untuk datang bekerja untuk melakukan semua fungsi yang diperlukan secara mandiri dan efektif
2. Pendidikan diberikan kepada operator untuk meningkatkan keterampilan mereka
Pillar7: Kantor TPM
1. Ofiice tpm harus dimulai setelah diaktifkan dari pilar TPM lainnya 2. Office tpm harus meningkatkan efisiensi produktivitas dan aliran
dalam administrasi sementara juga mengidentifikasi kerugian 3. Analisis proses dan prosedur menuju otomatisasi kantor masih perlu
dilakukan
Pillar8: safety health and enviroment
1. Fokus untuk membuat tempat kerja yang aman dan sekitarnya adalah athet tidak rusak oleh proses atau prosedur
2. Pilar ini akan memainkan peran aktif dalam masing-masing pilar lainnya secara teratur
2.2 Autonomous mintenance
Perawatan mandiri adalah kegiatan yang dirancang untuk melibatkan operator dengan sasaran utama untuk mengembangkan pola hubungan antara manusia, mesin, dan tempat kerja yang bermutu. Perawatan mandiri ini juga dirancang untuk melibatkan operator dalam mesinnya sendiri. Kegiatan tersebut, seperti pembersihan, pelumasan, pengencangan mur/baut pengecekan harian, pendeteksian penyimpangan, dan reparasi sederhana. Tujuan dari kegiatan ini adalah untuk mengembangkan operator yang mampu mendeteksi berbagai sinyal dari kerugian. Selain itu bertujuan untuk menciptakan lingkungan kerja yang rapi dan bersih sehingga setiap penyimpangan dari kondisi normal dapat dideteksi lebih cepat. Solusi yang tepat untuk mengurangi losses termasuk di dalamnya cacat produk dalam perusahaan dengan cara menerapkan TPM (Total Productive Maintenance) adalah, menggunakan dan mengembangkan metode Autonomous Maintenance (AM). Autonomous maintenance merupakan salah satu dari 7 pilar TPM dan pendekatan yg memiliki solusi untuk mengurngi losses dalam perusahaan.Faktor kunci keberhasilan menggunakan metode Autonomous Maintenance adalah sebagai berikut:
(Tokutaro Suzuki)
1. Seluruh bagian yang terkait (dari manajer sampai supervisor) harus memahami tujuan dan manfaat dari penerapan TPM ini. Perlu adanya penjelasan yang sangat mendetail mengenai penerapan TPM ini pada setiap bagian perusahaan, terutama fungsi, manfaat, dan tujuan dari Autonomous Maintenance.
2. Manajer semua bagian terkait dalam penerapan dan pelaksanaan TPM (maintenance, produksi, engineering, dan bagian lainnya) semua anggota wajib sepakat bagaimana caranya bekerja sama mendukung usaha bagian produksi untuk mencapai Autonomous Maintenance.
3. Grup aktivitas kepala grup adalah sebagian dari struktur manajemen perusahaan. Setiap kepala grup adalah anggota dari grup yang dipimpin atasannya dan begitu seterusnya. Demikian juga manajer suatu bagian adalah sebagai kepala grup bagiannya, dan dia sendiri sebagai anggota grup yang dikepalai manajer atasannya.
4. AM bukan kegiatan sukarela, semua anggota harus mengerti dan menyadari bahwa kegiatan AM bukanlah merupakan pekerjaan sukarela tetapi merupakan kewajiban dan sangat diperlukan. Karena itulah kegiatan ini memerlukan motivasi dan keterampilan yang tinggi dari semua personil dalam memelihara lingkungan kerja yangkompetitif.
5. Pemberian pendidikan dan pelatihan secara bertahap dapat merubah sikap serta meningkatkan keterampilan semua personil terutama dalam pelaksanaan AM.
Berdasarkan pengalaman perusahaan-perusahaan yang telah sukses melaksanakan AM, penerapan AM dilakukan dalam tujuh tahap aktivitas. Aktivitas-aktivitas yang dimaksud adalah sebagai berikut :
(Takutaro Suzuki, 1994)
1. Pembersihan (cleaning). Pembersihan peralatan dengan menghilangkan debu kotoran lainnya dan selama pembersihan masing-masing part dapat tersentuh dan terpegang, sehingga pekerja dapat menemukan gangguan-gangguan (defect) seperti kelebihan panas, getaran atau abnormal lainnya. Dengan adanya aktivitas ini berarti mencegah laju kemerosotan alat serta meningkatkan kualitas inspeksi dan bisa menurunkan waktu reparasi. Hasil lain dari kegiatan ini adalah timbulnya ketertarikan serta tanggung jawab dari pekerja atas peralatannya karena sering kontaknya (merawat) dengan peralatan serta menumbuhkan kemampuan melalui small groupactivity.
kotoran. Hal ini dilakukan dengan cara menghilangkan sumber-sumber debu atau kotoran lainnya, menyediakan tempat khusus untuk kotoran dan tidak membuang sampah disembarang tempat. Dan diusahakan supaya semua area bisa dijangkau dengan mudah untuk keperluan pembersihan, pengecekan dan lubrikasi. Dengan demikian dapat diharapkan berkurangnya waktu yang dibutuhkan untuk pembersihan realibilitas atau kehandalan dari peralatan dengan menghindarkannya dari debu serta kotoran lainnya, serta juga meningkatkan maintainability (Kemudahan merawat) dengan peningkatan pembersihan dan pelumasan. Kegiatan ini memberikan dampak positif bagi anggota grup dengan mengetahui konsep serta teknik-teknikimprovement walaupun dalam skala kecil. Selain itu, juga ikut belajar berpartisipasi dalam improvement melalui kegiatan gugus kecil.
3. Menyusun standar pembersihan dan pelumasan. Menyusun standar yang jelas dan baku untuk pembersihan (cleaning), pelumasan (lubrication), dan pemeriksaan baut atau sambungan (bolt tightening) sehingga memudahkan pelaksanaannya. Demikian juga dengan jadwal serta frekuensinya disusun secara jelas. Target dari aktivitas ini adalah agar kondisi dasar dari peralatan dapat dipertahankan. Sedangkan manfaatnya bagi anggota grup adalah memberikan tambahan pengetahuan, menambah kepercayaan diri dan tanggung jawab, serta merasakan arti dari perlunya menjaga peralatan dengan menyusun serta menerapkan standar yang telah mereka rancangsendiri.
4. Pemeriksaan menyeluruh (General Inspection). Dengan pemeriksaan secara visual sebagian besar peralatan akan menghambat laju kerusakan serta menaikkan kehandalannya. Hal ini dimungkinkan dengan meyelenggarakan pelatihan untuk peningkatan keterampilan dalam mengecek, menemukan cacat melalui pemeriksaan serta memodifikasi peralatan untuk memudahkan pemeriksaan. Manfaat
untuk anggota grup adalah dapat belajar mengenai seluk beluk peralatan, fungsi masing-masing part, jenis pemeriksaan dan keterampilan dalammemeriksa.
5. Autonomous Inspection. Mengembangkan dan menerapkan AM sesuai dengan standar pemeriksaan, standar pembersihan dan standar pelumasan untuk lebih memudahkan aktivitastersebut.
6. Pengorganisasian dan keteraturan. Pengorganisasian berarti mengidentifikasi aspek lingkungan kerja yang akan dikelola serta dibuatnya standar untuk pelestarian lingkungan dan keselamatan kerja. Keteraturan berarti mentaati standar kerja yang sudah dibuat. Manfaat bagi anggota grup adalah menyadari betapa pentingnya untuk menyempurnakan standard dan prosedur secara terus menerus berdasarkan pada analisa data aktual. Tugas ini merupakan tanggung jawab para manajer dansupervisor.
7. Penerapan secara menyeluruh AM. Aktivitas dalam tahap akhir adalah pelaksanaan terpadu dari semua program AM seperti mengembangkan target perusahaan, improvement berkelanjutan berdasarkan datayang didokumentasikan serta analisis-analisis dari performance perawatan. Berdasarkan analisis data dapat diketahui kelemahan-kelemahan yang dimiliki oleh peralatan sehingga dapat diantisipasi melalui tindakan-tindakan terencana.
7 Abnormalitas menurutTPM
Dalam penelitian ini akan dibahas mengenai 7 anomali dalam proses untuk memperbaiki kondisi mesin. Dengan mengenali 7 anomali menurut Suzuki (1994) diharapkan mesin bisa kembali ke kondisi yang semula
1. Cacat/Kerusakankecil
Cacat atau kerusakan kecil ini dapat berupa :
b. Kerusakan : retakan, hancuran, berubah bentuk, terpotong,bengkok.
c. “Bermain-main” : berguncang, hampir terjatuh, miring / curam, keanehan, aus, distorsi/penyimpangan,korosi.
d. Kendor : ban berjalan, rantaibergerak,
e. Fenomena abnormal : bunyi tidak biasa, panas berlebihan, bergetar, bau yang aneh, perubahan warna, tekanan/arus yang tidakbenar.
f. Lengket : menghalangi, mengeras, akumulasi serpihan-serpihan, mengelupas, tidakberfungsi.
2. Kondisi dasar yang tidakterpenuhi
a. Lubrikasi : tidak cukup, kotor, tidak (dapat) teridentifikasi, tidak cocok,bocor.
b. Titik lubrikasi : kotor, inlet lubrikasi rusak atau berubah bentuk, kegagalan akibat pipalubrikasi.
c. Alat pengukut oil level : kotor, inlet lubrikasi rusak atau berubah bentuk, kegagalan akibat pipalubrikasi.
d. Pengencangan : mur dan baut kendor, hilang, ulir rusak, terlalu panjang, hancur, berkarat, washer/ring yang tidak tepat, sayap mur terbalik.
3. Area-area yang tidak bisadiakses
a. Pembersihan (Cleaning) : kontruksi mesin, pelindung, layout, tempat berpijak, ruang(space).
b. Pemeriksaan : kontruksi, pelindung, layout, tempat berpijak, posisi dan orientasi perlengkapan, tampilan rangepengoperasian. c. Lubrikasi : posisi inet lubrikasi, konstruksi, tinggi, tempat
berpijak, outlet lubrikasi,ruang/area.
d. Pengencangan : pelindung, konstruksi, ukuran layout,ruang/area.
berpijak.
f. Penyesuaian : posisi pressure gauges, thermometer, flowmeter, meteran kelembaban, dsb.
4. Sumber-sumberkontaminasi
a. Produk : bocor, ceceran, semburan, berceceran,kebanjiran.
b. Bahan baku : bocor, ceceran, semburan, berceceran,kebanjiran.
c. Material lubrikasi : bocor, ceceran, minyak merembes, cairan hidrolik, minyak bahanbakar.
d. Gas : Kebocoran angin bertekanan, gas, steam, uap air,asap.
e. Scrap : kilasan-kilasan, potongan-potongan, kemasan-kemasan, material-material, produk-produk tidaksesuai.
f. Lain-lain : kontaminasi oleh manusia dan forklift, perembesan karena dinding retak, jendela rusak,dll.
5. Sumber-sumber kecacatan kualitas
a. Pengaruh asing : debu, karat, bubuk, potongan-potongan, kelembaban, scrap kawat, serpihan kayu, serpihan kertas,batu. b. Goncangan : tetesan, berguncang-guncang, tubrukan, getaran.
c. Kelembaban : terlalu sedikit atau terlalu banyak rembesan.
d. Ukuran : abnormalitas pada penyaring, penyekat, pemisah angin bertekanan, pemisah sentrifugal.
e. Kekentalan : ketidakcukupan adanyan peringatan,
pemanasan, pencampuran, penambahan, evaporasi,pergerakan.
6. Barang-barang yang tidak perlu dan tidakmendesak
a. Machinery : pompa, kipas, kompresor, tanki,dll
b. Pemipaan : pipa, selang, ducting, valve,dll
d. Perlengkapan listrik : kondisi kabel, pipa kabel, on/off power, saklar, colokanlistrik.
e. Alat bantu : peralatan umum, alat-alat potong, jigs, molds, dies, penahan,rangka,
f. Spare parts : perlengkapan yang stand by, cadangan, stok permanen, materialtambahan.
g. Perbaikan sementara : selotip, string, kawat, pelat metal,dll
7. Tempat-tempat yang tidakaman
a. Lantai : tidak rata, retak, berlubang, tonjolan, terkelupas, aus pada lantai logam,licin.
b. Anak tangga : terlalu curam, tidak beraturan, licin, pegangantangga.
c. Pencahayaan : redup, tidak pada tempatnya, cover rusak dan kotor,dll
d. Mesin berputar : diabaikan, minyak yang jatuh dan cover yang rusak tidak aman jika keadaan darurat, tidak adanya perangkat pemberhentiandarurat.
e. Mesin pengangkat : kawat, gantungan, rem dan bagian lain alat pengankut dankerekan.
f. Lain-lain : bahan kimia, cairan pelarut, gas beracun, material penyekat, tanda-tanda bahaya, pelindung proaktif(APD).
Analisa 5why
Analisis five why adalah bagian yang menyatu dengan cara analisis yang sangat terkenal dari Totoya. Pada konsep five why, pemecahan masalah dilakukan dengan cara mengidentifikasi akar penyebab masalah dan bukan dengan mengidentifikasi sumber masalah. Akar penyebab masalah adalah sesuatu yang lebih detail daripada sumber masalah, karena akar penyebab masalah terletak tersembunyi di balik sumber masalah (Liker, 2006).
Jawaban dari akar penyebab permasalahan dapat diketahui dengan mencari tahu mengapa permasalahan tersebut dapat muncul. Prinsip ini akan menuntut jawaban dari pertanyaan mengapa yang pertama tersebut hingga muncul suatu jawaban dari pertanyaan mengapa sebanyak limakali. Proses bertanya sebanyak lima kali tersebut, dapat membawa pemecah masalah kepada proses hulu/awal sehingga jawaban dari akar penyebab permasalahan yang sebanarnya dapat menimpang cukup jauh dari permasalahan yang terlihat secara lansgung.
Sebagai contoh, pada perusahaan Toyota terdapat sebuah permasalahan yaitu adanya oli di lantai pabrik. Langkah pertama yang harus dilakukan adalah dengan cara bertanya mengapa ada oli di lantai pabrik. Setelah ditemukan jawaban bahwa hal tersebut terjadi karena mesin-mesin yang ada meneteskan oli tersebut, maka perlu ditanyakan kembali mengapa mesin-mesin yang ada meneteskan oli. Melalui pertanyaan mengapa yang kedua, akan didapatkan jawaban bahwa hal tersebut terjadi karena ada gasket yang telah usang. Pada tahap ini, perlu ditanyakan mengapa ada gasket yang telah usang. Jawabannya adalah karena perusahaan membeli gasket dari bahan yang kualitasnya rendah, selanjutnya harus ditanyakan mengapa perusahan membeli gasket tersebut. Melalui pertanyaan itu akan diketahui bahwa perusahaan membeli karena mendapatkan harga yang murah, lalu ditanyakan kembali untuk yang kelima kalinya mengapa hal tersebut dapat terjadi. Pada tahap ini, akan didapatkan jawaban yang sangat detail mengenai akar penyebab dari permasalahan yang terjadi yaitu karena bagian pembelian dievaluasi berdasarkan penghematan biaya dalam jangkapendek.
Hal-hal yang perlu dilakukan untuk mengatasi permasalahan oli yang terdapat di lantai pabrik adalah mengubah kebijakan evaluasi untuk bagian pembelian. Jawaban untuk pemecahan masalah tersebut sudah masuk pada proses hulu, sehingga hal-hal yang harus dilakukan sudah tidak lagi berhubugan langsung dengan oli yang jauh di lantai. Nilai yang didapatkan dalam penerapan prinsip five whyini adalah seseorang harus terus
menanyakan mengapa suatu hal dapat terjadi sehingga didapatkan cara penanggulangan masalah pada tingkat yang sedalam mungkin. Hal ini bertujuan agar permasalahan yang diatasi tidak terulang kembali pada kemudian hari.
2.3 Overall Equipment Effectiveness
Agustiady dan Cudney (2015:111) berpendapat bahwa salah satu target dari TPM adalah untuk meningkatkan reliability dan peforma dari suatu peralatan.Peralatan dianggap penting dalam menciptakan competitive advantage karena memiliki efek langsung terhadap biaya dan kualitasproduk. Overall Equipment Effectiness (OEE) adalah indikator dari
kondisi suatu
mesindanseringdijadikanacuandalammelihatkinerjamesin.Iniadalah
pengukuran dalam bentuk persen suatu peralatan menghasilkan produk yang berkualitas (Cudney et al., 2013). Oleh karena itu, organisasi tersebut menyediakan barometer tentang seberapa baik aset modal digunakan. Selain itu, ia juga menyediakan data mengenai dampak kerugian terkait peralatan. Overall Equipment Effectiveness (OEE) dapat secara dramatis mempengaruhi produktivitas tanaman karena memecah kerugian menjadi kategori yang jelas. Ini juga membantu tim Lean menargetkan kegiatan perbaikan yang tepat. Menurut Agustiady dan Cudney (2015:111) Organisasi harus mengukur Overall Equipment Effectiveness (OEE) karena tiga alasanutama:
1. Membantu memprioritaskan proyek perbaikan dan mencerminkanhasilnya.
2. Untuk menggabungkan aspek utilisasi, operasi, dan kualitasperalatan. 3. Untuk mengukur perubahan kapasitas, produktivitas, dankualitas. Six BigLosses
Menurut Agustina dan Cudney (2015, 111) Overall Equipment Effectiveness (OEE) mengukur efek dari enam kerugian besar, yaitu
1. Breakdowns: Malfungsi menyebabkan peralatan berhenti memproses produk lebih dari waktu yangditentukan.
2. Setup: Aktivitas apapun yang berkaitan dengan penggantian peralatan, penyiapan, danpenyesuaian.
3. Idling: Muatkan / lepaskan waktu untuk produk pada peralatan dan / atau operator yang menunggu aktivitas di luar kendalimereka.
4. Minor Stoppage: Malfungsi menyebabkan peralatan berhenti memproses produk kurang dari waktu yangditentukan.
5. Quality factors: Kegiatan untuk memastikan kualitas produk yang dihasilkan olehperalatan.
6. Rework: Waktu yang diperlukan dalam prosesulang.
Menurut Agustiady dan Cudney (2015:112) Keenam kerugian besar ini termasuk dalam tiga kategori tingkat ketersediaan (breakdowns, setup), tingkat operasi (idling, minor stoppage), dan tingkat kualitas (Quality factors, Rework).Ketiga kategori ini membantu memastikan kemungkinan pengembalian aset perusahaan yang paling tinggi.Tingkat ketersediaan Menurut Malik dan Hamsal (2013, 56) Pemeliharaan peralatan secara keseluruhan didasarkan pada tiga faktor Overall Equipment Effectiveness yaitu:
Berikut adalah nilai rasio OEE dengan tingkat pencapain tertentu menurut Domingo dan Aguado (2015:8):
• Nilai rasio OEE yang mencapai diatas 85% dikategorikan kelas dunia karena memiliki daya saing yangtinggi.
• Nilai rasio OEE mencapai 70% sampai dengan 84% dikategorikan baik namun masih bisa dilakukan perbaikan
untukkedepannya.
• Nilai rasio OEE mencapai 60% sampai dengan 69% merupakan pencapaian dengan tingkat yang wajar namun perlu dilakukanperbaikan.
• Nilai rasio OEE mencapai dibawah dari 60% merupakan tingkat pencapaian yang rendah yang biasanya di dapatkan oleh perusahaan yang baru mulai dan memiliki sistem yang baru, dan terus melakukan perbaikan dalam mengidentifikasi kinerjaperusahaannya.
Penjelasan Overall EquipmentEffectiveness
Menurut Malik dan Hamsal (2013, 62) berikut pejelasan Availability, Perfomance, dan Quality, sebagai berikut:
1. Availability - Dalam memperhitungkan ketersediaan (availability) untuk mendapatkan availability ratio, mempertimbangkan faktor seperti working time, total planned shutdown yang terdiri dari meeting pagi (P5M), pengecekan utility dan pembersihan area kerja(clean/check), waktu break (10 menit) dan waktu istirahat (40 menit), dan planned maintenance yaitu preventive maintenance yang direncanakan berdasarkan ratio work order maintenance yang dibagi dalam jumlah proses pengerjaan maintenancenya dalam 1 tahun.Kemudian loading time, waktu setup dan adjustment, breakdown, sehingga mendapatkan waktu downtime, dan akhirnya di dapat operating time yang kemudian dibagi dengan workingtime.
2. Performace - Mengukur tingkat kinerja (performance) dari mesin. Dalam perhitungannya mempertimbangkan faktor total unit yang diproduksi dan ideal cycle time nya untuk mendapatkan net oprating time yang dibandingkan dengan
operatingtimenya.
3. Quality - Diukur untuk mengetahui total hasil keluaran dengan kualitas yang telah ditetapkan dan dihasilkan dari suatu proses produksiberlangsung.
4. Overall Equipment Effectiveness (OEE) - Setelah menghitung availability, performance, dan quality ratio, selanjutnya menghitung Overall Equipment Effectiveness(OEE).
2.4 Rotogravure Flexible Printing
Rotogravure adalah salah satu teknologi dalam dunia percetakan. Rotogravure sendiri dalam dunia grafika berarti cetak dalam. Atau dalam bahasa awam adalah teknologi cetak yang biasa digunakan untuk mencetak media yang terbuat dari bahan yang fleksibel (misalnya; berbagai jenis plastik, alumunium dan kertas serta PVC). Bahan yang akan dicetak adalah dalam bentuk rol atau gulungan. Hasil dari cetakan rotogravure tersebut tidak langsung dapat dinikmati oleh konsumen, tetapi harus melalui beberapa tahap, sbb (misalnya pembuatan kemasan makanan ringan anak-anak).
Plastik hasil cetakan dilaminasi terlebih dahulu dengan menempatkan rol yang telah dicetak ke mesin laminasi, kemudian plastik rol tersebut dilapisi dengan bahan perekat dan ditempelkan ke media lain berupa “metalize” (campuran antara bahan plastik yang dilapisi dengan alumunium).
Hasil rol yang telah dilaminasi kemudian dikeringkan (di “aging”) terlebih dahulu.
Rol yang telah dikeringkan kemudian dibawa ke mesin “slitter”, untuk memotong gulungan panjang dan lebar menjadi ukuran tertentu sesuai dengan pesanan dari produsen makanan ringan tersebut.
Proses tersebut diatas hanya gambaran singkat saja, dibalik itu masih banyak sekali teknologi yang digunakan dalam dunia rotogravure untuk menghasilkan suatu kemasan. Mulai dari desain, pembuatan tabung silinder
dari besi, pelapisan tembaga, pembuatan gambar diatas silinder besi yang telah dilapis tembaga, pelapisan chrome, pencetakan, inspeksi, laminasi, slitting (pemotongan), pembuatan kantong (kalau memang ordernya terkirim bentuk kantong) serta masih banyak lagi proses didalamnya. Sedangkan kelemahan dari rotogravure adalah, kualitas gambar tidak setajam offset dan teks terbentuk dari susunan dot.
Dalam hal ini material yang bisa digunakan dalam cetak rotogravure antara lain : PP, PE, HD dan Karung (laminasi)
Perbedaan Sablon dan Rotogravure
1. Cetak sablon menggunakan teknik manual sedangkan rotogravure menggunakan teknik mesin sehingga detail dan kecepatan bisa dihasilkan dengan baik dan cepat.
2. Raster atau gradasi warna yang dihasilkan pada cetak sablon tidak sehalus raster yang dihasilkan cetak rotogravure.
3. Untuk ilustrasi / gambar foto secara nyata tidak bisa dihasilkan secara maksimal dengan cetak sablon (kecuali pada teknik/cara-cara tertentu), sedangkan rotogravure bisa menghasilkan ilustrasi foto dengan baik.
Adapun beberapa contoh sehari-hari dari hasil converting adalah, sebagai berikut;
1. Kemasan mi instan
2. Kemasan obat-obatan (selain kapsulnya dan syrup serta tetes
mata)
3. Kemasan makanan ringan
4. Kemasan label botol air mineral dan air isotonik (dinamakan
shrink label)
5. Tutup gelas minuman air mineral dll (lid cup)
Rotogravure dapat juga digunakan untuk memproduksi majalah, folding box, gift wrapp dan label minuman yang dengan peralatan khusus dapat dikerjakan in line. Kelebihan rotogravure dibandingkan dengan proses printing lainnya adalah dapat digunakan untuk mencetak dalam roll dengan lebar mulai dari 20 cm (labeling)hingga 1100 cm (floor vinyl) dengan panjang lebih dari 5000 mtr tergantung material yang digunakan. Demikian juga jenis material yang digunakan sangat bervariasi, mulai dari plastik film 12mc hingga karton 320 gsm.
Gambar 2.2 Ilustrasi Mesin Rotogravure Printing Spesifikasi mesin Rotogravure printing QDASY-1000 : Model Panjang percetakan Lebar printing Akurasi printing Total daya Dimensi Berat badan QDASY-1000 240-1100mm 600-1000mm <0.10mm 77 kw 12600 x 2450 x 2700mm 11 tons