PERENCANAAN KAPASITAS PADA PROSES
PRODUKSI NIPPEL DI PT. PRIMATECH
PRESISI UTAMA
Sherlyana Wijayanti, Siti Nur Fadlilah A., Watini
Binus University, Jl. K. H. Syahdan, 021- 5345830,sherlyawijayanti_cei@ymail.com watinimaghs@yahoo.com
ABSTRACT
PT.Primatech Presisi Utama, is is a company engaged in the field of automotive
manufacturing in particular, which produces nippel. The research objective to create demand
forecasts for the medium term nippel products, to schedule production nippel, for capacity
planning, and to control the raw materials in order to minimize the total cost of raw material
inventory nippel. Analysis to make demand forecasting a period of three months (May, June, and
July) with the smallest MAPE get results from the linear regression method AN10174BO type,
AN10175BO, AN10178BO, AN1017BO, and AN10190BO, ie 33.52%, 57.47%, 24.31%, 33.99%,
and 8.63%. Production scheduling analysis in May for each type of nippels are 45.000, 75.000,
50.000, 55.000, and 73.000. Production scheduling for June are 32.077, 41.988, 27.565, 35.706,
and 40.000. And for July are 26.899, 26.208, 31.713, 28.655 and 26.104. Capacity planning
analysis using raw materials Nippel RCCP for May, June, and July as lack of capacity of 30.349,
the excess capacity of 14.152 and 29.059. Analysis of minimum total cost inventory of raw materials
per year Nippel each type Nippel by using EPQ method of Rp 93.307, Rp 98.925, Rp 98.156, Rp
94.353 and Rp 99.306. The results of the analysis obtained suggestions that increase the mount of
production capacity in April (before May) that is equal to 14.152 in order to avoid capacity
shortages. (W&S)
Key words: Capacity Planning, Nippel, Forecasting, MPS, RCCP, EOQ, dan EPQ
ABSTRAK
PT.Primatech Presisi Utama adalah perusahaan yang bergerak dalam bidang manufaktur
khususnya otomotif, yaitu memproduksi nipple. Tujuan penelitian untuk membuat ramalan
permintaan untuk jangka waktu menengah produk nippel, untuk menjadwalkan produksi nippel,
untuk membuat perencanaan kapasitas, dan untuk mengendalikan bahan baku agar dapat
meminimalkan biaya total persediaan bahan baku nippel. Analisis untuk membuat peramalan
permintaan jangka waktu tiga bulan (Mei, Juni, dan Juli) dengan mendapatkan hasil MAPE
terkecil dari metode regresi linier tipe AN10174BO, AN10175BO, AN10178BO, AN1017BO, dan
AN10190BO, yaitu 33.52%, 57.47%, 24,31%, 33,99%, dan 8,63%. Pada bulan Mei untuk
masing-masing tipe nipple yaitu 45.000, 75.000, 50.000, 55.000, dan 73.000. Bulan Juni yaitu 32.077,
41.988, 27.565, 35.706, dan 40.000 dam bulan Juli yaitu 26.899, 26.208, 31.713, 28.655, dan
26.104. Analisis perencanaan kapasitas dengan menggunakan metode RCCP untuk bahan baku
Nippel bulan Mei, Juni, dan Juli yaitu kekurangan kapasitas sebesar 30.349, kelebihan kapasitas
sebesar 14.152 dan 29.059. Analisis biaya total persediaan minimum bahan baku Nippel per tahun
masing-masing tipe Nippel yaitu dengan menggunakan metode EPQ sebesar Rp 93.307, Rp 98.925,
Rp 98.156, Rp 94.353, dan Rp 99.306. Dari hasil analisis tersebut didapatkan saran yaitu
Show Desktop.scf
menambah jumlah kapasitas produksi di bulan April (sebelum bulan Mei) yaitu
sebesar 14.152 agar tidak terjadi kekurangan kapasitas. (W&S)
Kata kunci: Perencanaan kapasitas, Nippel, Forecasting, MPS, RCCP, EOQ, dan EPQ
PENDAHULUAN
Bagi setiap perusahaan, baik itu perusahaan jasa maupun perusahaan dagang saling berlomba untuk dapat menembus pangsa pasar dan dapat memenuhi kebutuhan masyarakat terhadap barang maupun jasa yang berkualitas. Dengan semakin meningkatnya aktivitas manusia dalam sektor industri, tentu dapat dihindarkan dari berbagai masalah yang diperkirakan akan muncul. Untuk mencapai sasaran khusus, banyak faktor yang dapat menyebabkan perusahaan tidak berjalan dengan baik seperti kurangnya perhatian terhadap perencanaan produksi. Untuk dapat menghasilkan perencanaan produksi yang baik, maka perlu adanya pertimbangan mengenai pengendalian bahan baku, penjadwalan produksi serta merencanakan kapasitas.
Perkembangan volume kendaraan saat ini sangat pesat sehingga dapat memberikan kesempatan yang menguntungkan di bidang industri khususnya otomotif. Tentu perusahaan yang bergerak pada industri otomotif harus mampu melihat kesempatan ini sebagai peluang yang besar dan mampu menghasilkan produk yang berkualitas dan memiliki daya saing yang tinggi agar tetap bertahan di dunia industri otomotif serta dapat memperoleh kepuasan pelanggan yang tinggi. PT. Primatech Presisi Utama merupakan salah satu perusahaan manufaktur yang bergerak dalam beberapa bidang, salah satunya adalah pembuatan spare part otomotif. Dengan memproduksi beberapa bagian kendaraan roda dua dan roda empat. PT. Primatech Presisi Utama harus bisa meyakinkan pelanggan mengenai hasil produksinya, salah satu item yang akan dihasilkan yaitu nippel yang terbuat dari kuningan. Nippel merupakan salah satu bagian motor yang terletak pada rem motor, yang berfungsi untuk menahan kabel pada rem motor. Perusahaan ini menghasilkan lima nippel yang berbeda, yaitu tipe AN10174BO, AN10175BO, AN10178BO, AN10179BO, dan AN10190BO.
Masalah-masalah yang timbul dari nipple ini yaitu adanya penumpukan bahan baku sebelum adanya permintaan sehingga terjadinya penumpukan bahan baku di tempat penyimpanan serta tertanamnya modal yang cukup besar sehingga modal tersebut tidak dapat digunakan untuk keperluan lain dari perusahaan yang lebih menguntungkan. Tidak adanya penjadwalan pada produksi nippel sehingga permintaan pesanan tidak selalu dapat diselesaikan tepat waktu dan tidak adanya perencanaan kapasitas untuk menentukan apakah kapasitas yang ada sekarang telah mencukupi produksi nippel saat ini. Konsumen tetap PT. Primatech Presisi Utama untuk produk nippel adalah PT. Hi-Lex Indonesia. Oleh karena itu, dilakukan analisis untuk mencapai tujuan akhir yaitu merencanakan kapasitas pada produksi nippel di PT. Primatech Presisi Utama menjadi lebih baik.
Studi kasus ini menitikberatkan pada perhitungan lost time bagi pekerja akibat kecelakaan kerja. Metode yang digunakan yaitu Lost Time Frequency Rate (LTFR), menghitung rasio lost time dari pekerja yang mengalami kecelakaan kerja dikarenakan kecelakaan kerja yang terjadi terlebih jika menimbulkan lost time dapat berpengaruh dalam hal produktivitas dari perusahaan kedepannya. Perhitungan LTFR dilakukan dengan mengambil data untuk para pekerja yang mengalami kecelakaan baik kecelakaan yang sifatnya dapat diatasi segera (incident) maupun yang mengharuskan pekerja untuk dirawat atau dipulangkan karena terluka parah (injury). Hal ini karena kecelakaan kerja yang sifatnya incident maupun injury dapat mengakibatkan lost time bagi pekerja tergantung pada klasifikasi kecelakaan kerja yang terjadi. Dikarenakan kekurangan perusahaan dalam pencatatan data kecelakaan kerja, diperlukan perancangan sebuah sistem penyimpanan (database) untuk kecelakaan kerja dan produktivitas kerja.
Permasalahan utama dari PT Primatech Presisi Utama yaitu perencanaan kapasitas produksi nippel yang belum berjalan dengan baik. Berdasarkan latar belakang di atas, permasalahan dapat dirumuskan sebagai berikut:
• Bagaimana membuat peramalan permintaan untuk jangka waktu menengah agar dapat mengantisipasi ketersediaan bahan baku nippel di PT. Primatech Presisi Utama?
• Bagaimana menjadwalkan produksi nippel untuk memenuhi permintaan pesanan tepat pada waktunya? • Bagaimana merencanakan kapasitas produksi nippel di PT. Primatech Presisi Utama?
• Bagaimana mengendalikan persediaan bahan baku nippel (kuningan) agar dapat meminimalkan biaya total persediaan bahan baku?
Peramalan (Forcasts)
Peramalan digunakan untuk permintaan suatu parts atau produk yang tidak pasti (uncertainty) yang tergolong dalam produk independent demand dan tidak untuk permintaan produk yang tergolong dalam dependent demand yang hasilnya dapat direncanakan atau dihitung.
• Pola Data Historis
Pola data historis untuk peramalan dapat dibedakan menjadi 4 jenis, yaitu sebagai berikut: 1. Pola Trend
Pola trend bila data permintaan menunjukan pola kecenderungan gerakan penurunan atau kenaikan jangka panjang. Data yang kelihatannya berfluktuasi, apabila dilihat pada rentang waktu yang panjang akan dapat ditarik garis maya. Garis putus-putus tersebut itulah yang disebut garis trend. 2. Pola Musiman
Bila data yang kelihatannya berfluktuasi, namun fluktuasi tersebut akan terlihat berulang dalam suatu interval waktu tertentu, maka data tersebut berpola musiman. Disebut pola musiman karena permintaan ini biasanya dipengaruhi oleh musim sehingga biasanya interval perulangan data ini adalah satu tahun.
3. Pola Siklikal
Pola siklikal adalah bila fluktuasi permintaan secara jangka panjang membentuk pola sinusoid atau gelombang. Pola siklikal mirip dengan pola musiman. Pada pola musiman tidak harus membentuk pola gelombang, bentuknya dapat bervariasi, namun waktunya akan berulang setiap tahun. Pola siklikal bentuknya selalu mirip gelombang sinusoid. Untuk menentukan data berpola siklikal tidaklah mudah. Kalau pola musiman rentang waktu satu tahun dapat dijadikan pedoman, maka rentang waktu perulangan siklikal tidak tentu.
4. Pola Eratik/Random
Pola eratik adalah bila fluktuasi data permintaan dalam jangka panjang tidak dapat digambarkan oleh ketiga pola lainnya. Fluktuasi permintaaan bersifat acak atau tidak jelas. Tidak ada metode peramalan yang direkomendasikan untuk pola ini. Hanya saja, tingkat kemampuan seorang analis peramalan sangat menentukan dalam pengambilan kesimpulan mengenai pola data.
• Model Pemulusan Eksponensial (Exponential Smoothing Model) : Single Exponential Smoothing
Model peramalan ini digunakan bila pola historis dari data aktual permintaan bergejolak atau tidak stabil dari waktu ke waktu. Model ini menggunakan galat ramalan (forecast error), yaitu apabila positif maka nilai aktual permintaan lebih tinggi dari nilai ramalan (A – F > 0), maka model ini akan meningkatkan nilai ramalan. Sebaliknya, apabila negatif maka nilai aktual permintaan lebih rendah dari nilai ramalan (A – F < 0), maka model ini akan menurunkan nilai ramalan.
Berikut formula model eksponensial:
Di mana:
= nilai ramalan untuk periode waktu ke-t Dt = aktual permintaan pada periode t
• Model Pemulusan Eksponensial (Exponential Smoothing Model) : Double Exponential
SmoothingSingle Parameter (Brown)
Di mana:
= Single Exponential Smoothing = Double Exponential Smoothing α = Smoothing constant
= Slope = Intercept
= Forecast amount period t N = Number of the time series
(Nahmias, Production and Operation Analysis Sixth Edition, 2009)
Untuk konstanta pemulusan dapat dipilih antara nilai 0 dan 1 (0<α<1) agar mendapatkan nilai α yang tepat. Berikut panduan penetapan nilai alpha:
- Pola historis data aktual permintaan sangat bergejolak atau tidak stabil, maka nilai α yang dipilih harus semakin tinggi mendekati nilai 1.
- Pola historis data aktual permintaan tidak bergejolak atau stabil, maka nilai α yang dipilih harus semakin rendah mendekati nilai 0.
(Gaspersz, 2012, p. 166)
• Model Pemulusan Eksponensial (Exponential Smoothing Model) : Double Exponential
SmoothingDouble Parameter (Holt)
Di mana:
= Intercept of period t = Slope of period t
α = Smoothing constant for intercept β = Smoothing constant for slope
= Forecast amount period t = Range of forecast period
(Nahmias, Production and Operation Analysis Sixth Edition, 2009) • Model Regresi Linier
Persamaan untuk regresi linier berdasarkan formula berikut:
= The predictive value
= The arithmetic average of the observed demand b = Slope
a = Intercept n = Time
Di = Value of demand at time i • Akurasi Peramalan
MAPE (Mean Absolute Percentage Error), yang menunjukan pada rata-rata, dimana model ini menghasilkan perkiraan yang berbeda dari nilai aktual dengan menghitung persentase (Dumicic, Ceh Casni, & Gogala, 2008, p. 1730).
Master Production Schedule (MPS)
Master production schedule (MPS) merupakan suatu pernyataan produk akhir (termasuk parts pengganti dan suku cadang) dari suatu perusahaan industri manufaktur yang merencanakan memproduksi output berkaitan dengan kuantitas dan priode waktu (Gaspersz, 2012, p. 220). MPS ini berkaitan dengan pernyataan tentang produksi dan bukan pernyataan tentang permintaan pasar. MPS juga membentuk jalinan komunikasi antara divisi pemasaran dan divisi manufacturing agar dapat memberikan janji yang akurat kepada konsumen terhadap pesanan. Dari hasil penyusunan jadwal induk produksi, produk yang dipesan dapat diselesaikan sesuai dengan waktu yang telah ditetapkan konsumen atau dapat dikatakan tidak ditemukan keterlambatan penyelesaian order pada lantai produksi.Dengan adanya MPS, maka dapat dilakukan kegiatan produksi secara terencana dan terkendali sehingga kepuasan pelanggan tercapai karena terpenuhinya order terhadap produk tepat waktu dan tepat jumlah (Rasbina, Sinulingga, & Siregar, 2013, p. 55).
Rough Cut Capacity Planning (RCCP)
Didefinisikan sebagai proses konversi dari rencana produksi dan/atau MPS kedalam kebutuhan kapasitas yang berkaitan dengan sumber-sumber daya kritis seperti: tenaga kerja, mesin dan peralatan, kapasitas gedung, kapabilitas pemasok material, dan sumber daya keuangan.
Model Economic Order Quantity (EOQ)
Dengan mempertimbangkan pemasok yang berusaha untuk memenuhi permintaan yang diberikan secara konstan untuk produk yang sama dari perusahaan. Produk unit yang diterima dari produsen dalam setiap kloter lalu disimpan di gudang sebelum diserahkan ke konsumen. Satu unit produksi diasumsikan untuk dapat dituntut dalam interval satuan waktu. Oleh karena itu, panjang horizon (interval satuan waktu) perencanaan adalah sama dengan permintaan. Karena panjang horizon perencanaan adalah sama dengan permintaan yang diberikan maka biaya gudang tidak tergantung pada waktu tetapi semata-mata tergantung pada kapasitas gudang yang harus mengakomodasi batch ukuran maksimum. Maka dapat diasumsikan bahwa kapasitas gudang adalah variabel keputusan (Liu & Zheng, 2012). Model EOQ klasik biasanya diterapkan untuk mengelola pasokan dalam jumlah besar dari produk yang sama selama jangka waktu yang panjang secara teratur (Pulungan, Sukardi, & Rofida, 2008). Metode EOQ adalah suatu jenis dari model kuantitas pesanan tetap yang menentukan kuantitas dari suatu item yang dibeli atau dibuat pada suatu waktu tertentu (Gaspersz, 2012, p. 447). EOQ ini bertujuan untuk meminimumkan biaya pemesanan (ordering cost) dan biaya penyimpanan (inventory cost).Economic Order Quantity (EOQ) ialah merupakan volume atau jumlah pembelian yang paling ekonomis untuk dilaksanakan pada setiap kali pembelian (Rosmiati, Rauf, & Howara, 2013, p. 96). Satu unit produk diasumsikan sebagai permintaan dalam setiap interval satuan waktu. Ketika stok inventori mendekati nol, maka diisi kembali dengan menerima batch baru. Biaya total pemasok dikalkulasikan terhadap horizon perencanaan meliputi biaya transportasi, biaya penerimaan, dan pengolahan biaya terkait setiap batch serta biaya penyimpanan persediaan. Biaya gudang meliputi biaya sewa tanah, biaya
properti gedung dan peralatan, tenaga kerja, dan utilitas (listrik, air, gas) (Cheng, Ng, Kotov, & Kovalyov, 2009)
Model Economic Production Quantity (EPQ)
Masalah yang dihadapi oleh suatu perusahaan adalah mengendalikan persediaan dengan menginginkan laba maksimum dan meminimumkan total biaya persediaan pada suatu sistem produksi. Tujuan dari persediaan hasil produksi adalah untuk memenuhi kekurangan produk ketika permintaan meningkat. Kekurangan produksi akan menyebabkan konsumen tidak dapat terpenuhi permintaannya dan memungkinkan konsumen pindah ke perusahaan yang lain (Ristono, 2009). Dalam perusahaan manufaktur, model economic production quantity (EPQ) biasanya digunakan untuk menentukan ukuran produksi optimal (batch) yang meminimalkan biaya total persediaan untuk produk yang akan diproduksi (S.W. Chiua, 2011, p. 1537). Tujuan dari model EPQ adalah untuk menentukan berapa jumlah bahan baku yang harus di produksi, sehingga meminimasi biaya persediaan yang terdiri dari biaya set-up produksi dan biaya penyimpanan (Nasution & Prasetyawan, 2008, p. 178). Model EPQ dasar mengasumsikan bahwa penambahan persediaan terjadi secara bertahap. Untuk memenuhi sebesar persediaan EPQ akan diproduksi pada waktu t dengan tingkat produksi sebesar P. Tingkat produksi sebesar harus memenuhi tingkat permintaan sebesar P harus memenuhi tingkat permintaan sebesar D, maka nilai P harus lebih besar dari D dengan tingkat pertambahan persediaan sebesar P – D (R. C. Pratiwi, 2009, p. 153).
METODE PENELITIAN
Untuk melakukan studi kasus ini, berikut adalah urutan dari metode penelitian:
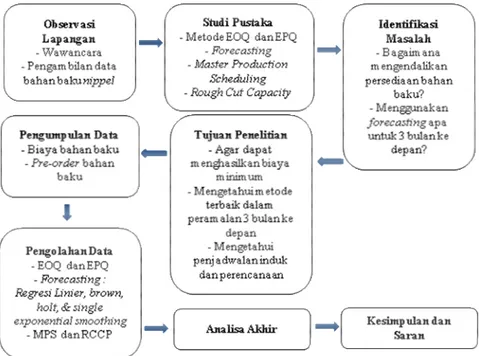
Gambar 1 Diagram Alir
Langkah awal yang dilakukan adalah observasi lapangan, tujuannya yaitu untuk mengetahui situasi dan kondisi saat ini di PT. Primatech Presisi Utama agar dapat dianalisis permasalahan yang ada. Observasi yang dilakukan meliputi wawancara dengan pihak perusahaan, pengambilan data persediaan bahan baku nippel, pre-order nippel, dan running time proses produksi nippel. Studi pustaka dilakukan untuk membantu dan mencari teori-teori yang akan diterapkan dan menjadi bahan acuan penulis dalam menentukan batasan-batasan masalah sehingga dapat memudahkan pengamatan dalam menentukan masalah yang di hadapi di PT. Primatech Presisi Utama. Studi pustaka yang dilakukan untuk pengumpulan data berupa teori-teori tentang
analisa pemilihan komponen dengan menggunakan metode forcasting, economic order quantity, economic production quantity, master production schedule, dan rough cut capacity planning. Identifikasi masalah dilakukan untuk membatasi permasalahan yang ada pada perusahaan agar tidak terlalu umum. Bagaimana menjadwalkan produksi nippel untuk memenuhi permintaan pesanan nippel tepat pada waktunya, bagaimana merencanakan kapasitas nippel di PT. Primatech Presisi Utama dan bagaimana mengendalikan persediaan kuningan sebagai bahan baku nippel agar dapat meminimalkan biaya total persediaan bahan baku.
Tujuan penelitian dilakukan untuk memberikan masukkan kepada pihak manajemen perusahaan dalam pengendalian persediaan bahan baku agar dapat meminimalkan biaya total persediaan bahan baku, untuk dapat membuat jadwal produksi agar dapat memenuhi permintaan pesanan, dan untuk merencanakan kapasitas untuk nipple. Pengumpulan data dimulai dari spesifikasi produk yang bersangkutan seperti biaya bahan baku, waktu pemesanan, pre-order bahan baku, dan running time. Data yang telah dikumpulkan diolah dengan metode yang sudah ditetapkan yaitu metode forcasting, economic order quantity, economic production quantity, master production scheduling, dan rough cut capacity planning. Menggunakan software Microsoft excel, untuk memudahkan dalam penghitungan dan analisis data. Setelah diketahui hasil dari pengolahan data yang menggunakan metode forcasting, economic order quantity, economic production quantity, master production scheduling, dan rough cut capacity planning yang mana metode tersebut dapat dilakukan analisis untuk menjelaskan pengertian dari hasil yang didapat dari pengolahan saat data diperoleh. Dari hasil observasi lapangan hingga analisa dengan menggunakan metode-metode tersebut dan diolah dengan menggunakan Microsoft excel akan ditarik kesimpulan dengan menjawab dari perumusan masalah yang ada. Saran untuk perusahaan mengenai bahan baku, penjadwalan dan kapasitas dari produksi nipple.
HASIL DAN BAHASAN
Data Permintaan Aktual Nippel
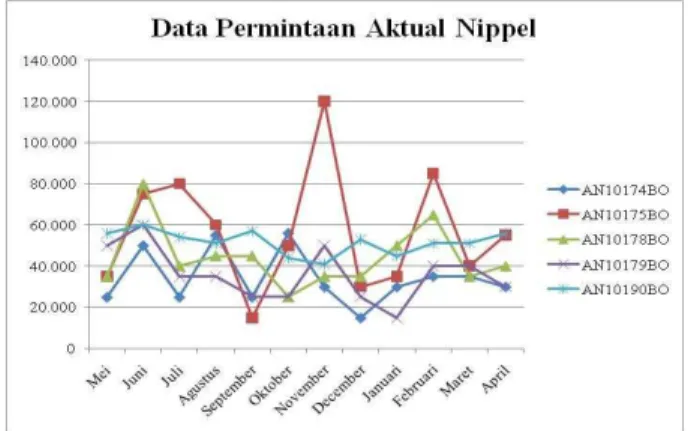
Nippel merupakan salah satu spare part motor yang terletak pada bagian rem motor, yang berfungsi untuk menahan kabel pada rem motor. PT. Primatech Presisi Utama memproduksi lima tipe nippel yang berbeda, yaitu nippel AN10174BO, nippel AN10175BO, nippel AN10178BO, nippel AN10179BO, nippel AN10190BO. Berikut data permintaan nippel dari bulan Mei 2012 sampai dengan April 2013.
Gambar 2 Grafik Data Permintaan Aktual Nippel
Perbandingan MAPE Forecasting Nippel
Dari data aktual permintaan dapat dihitung peramalan untuk tiga bulan kedepan dengan menggunakan beberapa macam metode forecast dan dengan melihat grafik dari data histori permintaan aktual selama interval waktu tertentu. Dari grafik data histori permintaan aktual diketahui bagaimana hubungan antara waktu dengan permintaan. Pola permintaan yang digunakan adalah pola random atau acak. Dengan menggunakan pola random maka bisa digunakan metode sebagai berikut yaitu metode forecast holt, metode forecast brown, metode forecast regresi linier dan smoothing exponential single. Berikut tabel hasil perbandingan forecast:
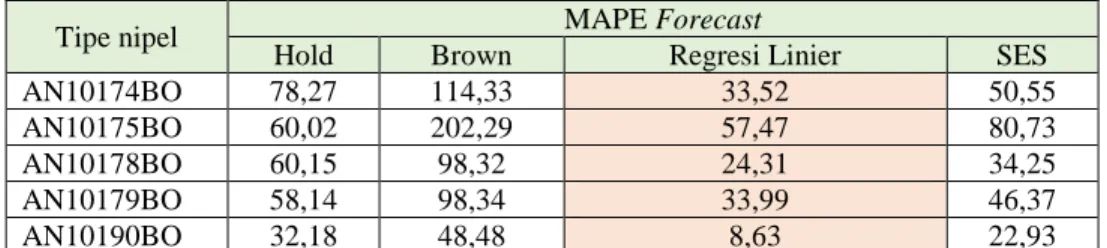
Tabel 1 Data Perbandingan MAPE Forecasting
Tipe nipel MAPE Forecast
Hold Brown Regresi Linier SES
AN10174BO 78,27 114,33 33,52 50,55
AN10175BO 60,02 202,29 57,47 80,73
AN10178BO 60,15 98,32 24,31 34,25
AN10179BO 58,14 98,34 33,99 46,37
AN10190BO 32,18 48,48 8,63 22,93
Dari data hasil peramalan, metode peramalan terbaik adalah metode yang memenuhi kriteria ketepatan ramalan. Kriteria yang digunakan tersebut yaitu MAPE (mean absolute percentage of error). Dari keempat metode forecast nilai MAPE terkecil adalah metode regresi linier dan memenuhi kriteria ketepatan ramalan.
Gambar 3 Diagram Batang MAPE (Error)
Analisis Forecasting Tiga Bulan
Dalam perhitungan forecast digunakan empat metode sebagai perbandingan dalam menentukan forecast yang terbaik. Metode yang digunakan yaitu metode exponensial smoothing holt, metode exponensial smoothing brown, metode single exponensial smoothing, dan metode regresi linier. Dari keempat metode tersebut menghasilkan forecast yang berbeda dari tiap tipe nippel. Hasil forecast tersebut dapat dilihat pada table 4.5, dan dari hasil forecast tersebut didapatkan hasil MAPE sebagai perbandingan error dari metode yang digunakan dari masing-masing tipe nippel.
Tipe nippel AN10174BO menunjukkan bahwa hasil MAPE metode regresi linier adalah yang terkecil dibandingkan dengan metode holt, brown dan single exponential smoothing dengan error sebesar 33.52%. Tipe nippel AN10175BO menunjukkan bahwa hasil MAPE metode regresi linier adalah yang terkecil dibandingkan dengan metode holt, brown dan single exponential smoothing dengan error sebesar 57.47%. Tipe nippel AN10178BO menunjukkan bahwa hasil MAPE metode regresi linier adalah yang terkecil dibandingkan dengan metode holt, brown dan single exponential smoothing dengan error sebesar 24.31%. Tipe nippel AN10179BO menunjukkan bahwa hasil MAPE metode regresi linier adalah yang terkecil dibandingkan dengan metode holt, brown dan single exponential smoothing dengan error sebesar 33.99%. Tipe nippel AN10190BO menunjukkan bahwa hasil MAPE metode regresi linier adalah yang terkecil dibandingkan dengan metode holt, brown dan single exponential smoothing dengan error sebesar 8.63%.
Analisis Master Production Schedule (MPS)
Dalam penyusunan MPS input yang dibutuhkan adalah lead time, on hand, lot size, safety stock, demand time fence (DTF), planning time fance (PTF), time periods, sales forecast, actual order, project available balance (PAB), available to promise (ATP), cumulative ATP dan master schedule. Lot size semua tipe nippel mempunyai nilai yang sama yaitu 1 (satu), karena bahan baku yang diambil untuk sekali produksi untuk
dimasukan kedalam mesin yaitu satu batang. On hand semua tipe nippel mempunyai nilai yang sama yaitu 5000, karena stok yang ada untuk saat ini dari masing-masing nippel adalah 5000 pieces. Lead time semua tipe nippel mempunyai nilai yang sama yaitu 1 (satu) , karena periode yang dibutuhkan untuk memproduksi masing-masing tipe nippel yaitu satu bulan. Safety stock semua tipe nippel mempunyai nilai yang sama yaitu 2000, karena stock yang direncanakan berada dalam inventori yaitu 5000 pieces dalam seminggu maka stock yang direncanakan dalam inventori untuk periode satu bulan adalah 20000. Demand time fence (DTF) semua tipe nippel mempunyai nilai yang sama yaitu 0 (nol), karena tidak ada perubahan dalam permintaan. Planning time fences semua tipe nippel mempunyai nilai yang sama yaitu 3 (tiga), karena menggunakan periode rencana evaluasi untuk tiga bulan kedepan yaitu Mei, Juni, Juli.
Time periods for display semua tipe nippel mempunyai nilai yang sama yaitu 3 (tiga), karena periode waktu yang ditampilkan adalah tiga bulan. Sales Plan (forecast) diambil dari data forecast masing-masing tipe nippel bulan Mei, Juni dan Juli. Actual order diambil dari data permintaan aktual yang diterima dibulan terakhir yaitu bulan April (past due). Nilai past due project available balance untuk masing-masing tipe nippel sama yaitu 5000. Nilai tersebut didapat dari nilai on hand inventory pada MPS. Perhitungan PAB digunakan sebagai perbandingan antara penawaran dan permintaan dan nilai tersebut dapat dilihat pada tabel data MPS nippel. Nilai past due available to promise masing-masing tipe nippel sama yaitu 5000. Nilai tersebut didapat dari nilai on hand inventory pada MPS. Hasil perhitungan ATP dapat dilihat pada tabel data MPS nippel. Nilai dari master production schedule (MPS) dapat dilihat pada tabel data MPS.
Analisis Rough Cut Capacity Planning (RCCP)
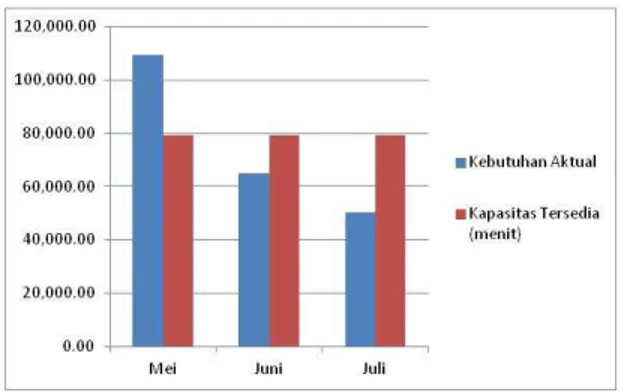
RCCP berbaitan dengan mesin dan peralatan, kapasitas gudang, kapabilitas pemasok bahan baku, dan sumber daya keuangan. RCCP mempertimbangkan lebih banyak sumber daya produksi, dalam produksi nippel ini yaitu waktu proses produksi bor dan cutting. Data waktu proses bor dan cutting nippel menghasilkan jam standar per unit, dapat dilihat pada tabel data waktu proses. Dari data MPS masing-masing tipe nippel diperoleh informasi tentang rencana produksi yang telah disusun dalam MPS. Hasil informasi tersebut dapat dilihat pada tabel jadwal produksi dari nippel. Jam standar mesin berkaitan dengan sumber daya mesin (penggunaan jam mesin). Hasil perhitungan dari jam standar penggunaan mesin dikalikan dengan hasil MPS dan dapat dilihat pada tabel perhitungan jam standar penggunaan mesin. Perhitungan kebutuhan sumber daya mesin (penggunaan jam mesin) membutuhkan tingkat efisiensi yang ada, dalam hal ini perusahaan menetapkan tingkat efisiensi sebesar 90%. Laporan kebutuhan kapasitas mesin berdasarkan analisis RCCP ditunjukkan pada tabel laporan RCCP tentang kebutuhan kapasitas mesin. Dari tabel laporan RCCP tentang kebutuhan kapasitas mesin dapat digambarkan grafik capacity load profile yang didefinisikan sebagai tambilan dari kebutuhan kapasitan diwaktu mendatang berdasarkan pada pesanan yang direncanakan. Grafik tersebut menunjukan kapasitas mesin pada bulan mei mengalami kekurangan kapasitas yaitu sebesar 30348,53 dari nilai kapasitas yang tersedia yaitu 79200. kapasitas mesin pada bulan Juni dan Juli mengalami kelebihan kapasitas yaitu sebesar 14151,46 dan 29058,71 dari nilai kapasitas yang tersedia yaitu 79200.
Gambar 4 Grafik Capacity Load Profile
Analisis Economic Order Quantity (EOQ)
Dalam produksi nippel terdapat beberapa komponen biaya yang terlibat dalam perhitungan ongkos yaitu biaya ordering cost, inventory cost dan purchasing cost. Biaya ordering cost yaitu biaya fax dalam sekali order
yaitu sebesar Rp. 5000,00 dan tanpa biaya ongkos kirim. Biaya inventory cost yaitu biaya tempat penyimpanan bahan baku adalah Rp. 2800,00 per m2 dalam sebulan. Luas tempat bahan baku nippel (kuningan) yaitu 2x1m dengan biaya Rp. 5.600,00 per bulan maka biaya penyimpanan bahan baku per unit per bulan yaitu Rp 20,00. Biaya purchasing cost yaitu biaya yang dikeluarkan untuk membeli bahan baku. Bahan baku nippel (kuningan) adalah Rp. 117,00 per batang, dengan panjang satu batang kuningan yaitu 2 meter dan berat 2,57 gram.
Dari biaya-biaya tersebut dapat dihitung dengan menggunakan metode EOQ yaitu tipe AN10174BO dengan nilai EOQ 4139 per tahun, jumlah setiap kali pemesanan per tahun 99 batang kuningan, dan biaya total persediaan yang relevan (TIC) yaitu Rp 993,177. Tipe AN10175BO dengan nilai EOQ 5323 unit per tahun, jumlah setiap kali pemesanan per tahun 127 batang kuningan, dan biaya total persediaan yang relevan (TIC) yaitu Rp 1,277,498. Tipe AN10178BO dengan nilai EOQ 4700 unit per tahun, jumlah setiap kali pemesanan per tahun 112 batang kuningan, dan biaya total persediaan yang relevan (TIC) yaitu Rp 1,127,830. Tipe AN10179BO dengan nilai EOQ 4233 unit per tahun, jumlah setiap kali pemesanan per tahun 101 batang kuningan, dan biaya total persediaan yang relevan (TIC) yaitu Rp 1,015,875. Tipe AN10190BO dengan nilai EOQ 5079 unit per tahun, jumlah setiap kali pemesanan per tahun 121 batang kuningan, dan biaya total persediaan yang relevan (TIC) yaitu Rp 1,218,852.
Tabel 2 Data Perhitungan EOQ
Tipe Nippel Hasil EOQ Pesanan/tahun TIC
AN10174BO 4,139 99 Rp 993,177
AN10175BO 5,323 127 Rp 1,277,498
AN10178BO 4,700 112 Rp 1,127,830
AN10179BO 4,233 101 Rp 1,015,875
AN10190BO 5,079 121 Rp 1,218,852
Analisis Economic Production Quantity (EPQ)
Tujuan dari EPQ ini adalah untuk menentukan berapa jumlah bahan baku (komponen) yang harus diproduksi, sehingga meminimasi biaya persediaan yang terdiri dari biaya setup produksi dan biaya penyimpanan. Produk nippel ini memproduksi komponen 5000 pieces per hari dan masa kerja 250 hari per tahun, maka produksi nipple dalam setahun yaitu 1250000 pieces. Biaya simpan per satuan nilai persediaan produk nippel yaitu Rp 20 unit/tahun. Biaya set-up per siklus produksi masing-masing produk nippel yaitu Rp 789/set-up.
Nilai EPQ dari masing-masing tipe nippel berbeda-beda. Tipe nippel AN10174BO mendapatkan nilai EPQ yaitu sebesar 4329 unit per tahun dengan waktu optimal set-up yaitu 3 hari kerja, waktu siklus produksi yaitu 1 hari, produksi setahun sebanyak 94 kali, dan biaya total persediaan Rp 93,307. Tipe nippel AN10175BO mendapatkan nilai EPQ yaitu sebesar 6854 unit per tahun dengan waktu optimal set-up yaitu 3 hari kerja, waktu siklus produksi yaitu 2 hari, produksi setahun sebanyak 100 kali, dan biaya total persediaan Rp 98,925. Tipe nippel AN10178BO mendapatkan nilai EPQ yaitu sebesar 5384 unit per tahun dengan waktu optimal set-up yaitu 3 hari kerja, waktu siklus produksi yaitu 2 hari, produksi setahun sebanyak 99 kali, dan biaya total persediaan Rp 98,156. Tipe nippel AN10179BO mendapatkan nilai EPQ yaitu sebesar 4544 unit per tahun dengan waktu optimal set-up yaitu 3 hari kerja, waktu siklus produksi yaitu 1 hari dan produksi setahun sebanyak 95 kali, dan biaya total persediaan Rp 94,353. Tipe nippel AN10190BO mendapatkan nilai EPQ yaitu sebesar 6215 unit per tahun dengan waktu optimal set-up yaitu 3 hari kerja, waktu siklus produksi yaitu 2 hari, produksi setahun sebanyak 100 kali dan biaya total persediaan Rp 99,306.
Tabel 3 Data Perhitungan EPQ
Tipe Nippel Hasil EPQ Siklus Produksi (hari kerja) TIC
AN10174BO 4392 3 Rp 93,307
AN10175BO 6854 3 Rp 98,925
AN10178BO 5384 3 Rp 98,156
AN10179BO 4544 3 Rp 94,353
AN10190BO 6215 3 Rp 99,306
PT. Primatech Presisi Utama memiliki bahan baku nippel (kuningan) yang menumpuk di gudang dari tahun 2009 sampai sekarang, karena alasan perusahaan melakukan penumpukan bahan baku yaitu harga kuningan yang mahal dan sulit didapat. Metode EPQ adalah metode yang paling cocok untuk model persediaan pada perusahaan karena pengadaan bahan baku dibuat sendiri.
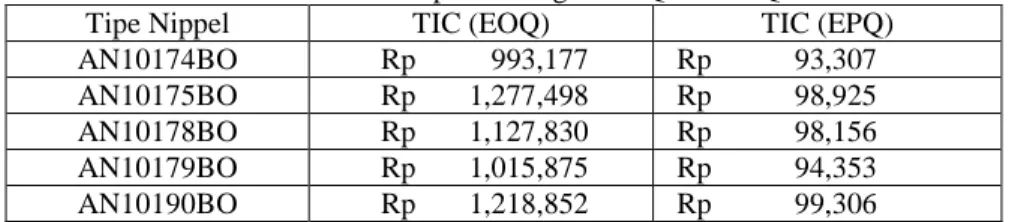
Perhitungan metode EOQ didapatkan hasil biaya total persediaan yang cukup besar dibandingkan dengan EPQ. Perhitungan metode EOQ dan EPQ menghasilkan biaya total persediaan per tahun, seperti pada tabel berikut:
Tabel 4.27 Hasil perbandingan EOQ dan EPQ
Tipe Nippel TIC (EOQ) TIC (EPQ)
AN10174BO Rp 993,177 Rp 93,307 AN10175BO Rp 1,277,498 Rp 98,925 AN10178BO Rp 1,127,830 Rp 98,156 AN10179BO Rp 1,015,875 Rp 94,353 AN10190BO Rp 1,218,852 Rp 99,306
Oleh karena itu, PT. Primatech Presisi Utama sudah mengambil keputusan yang tepat, seperti hasil yang tertera pada tabel diatas. Metode EPQ ini dapat diterapkan agar meminimasi biaya persediaan bahan baku dan mengurangi resiko kerugian pada perusahaan.
SIMPULAN DAN SARAN
Dari hasil dan pembahasan tersebut dapat ditarik kesimpulan sebagai berikut:
• Metode-metode peramalan permintaan yang digunakan yaitu single exponential smoothing, double exponential Smoothing single parameter (Brown), double exponential Smoothing double Parameter (Holt), dan regresi linier. Dari metode-metode tersebut dihasilkan nilai MAPE terkecil untuk nippel tipe AN10174BO, AN10175BO, AN10178BO, AN1017BO, dan AN10190BO yaitu metode regresi linier dengan hasil 33.52%, 57.47%, 24,31%, 33,99%, dan 8,63%. Hasil peramalan permintaan dengan menggunakan metode regresi liner di bulan Mei untuk nippel tipe AN10174BO, AN10175BO, AN10178BO, AN1017BO, dan AN10190BO yaitu 37.923, 58.012, 47.435, 44.294, dan 54.410. Peramalan permintaan bulan Juni untuk masing-masing tipe nippel yaitu 37.255, 57.768, 46.841, 42.756, dan 53.896. Peramalan permintaan bulan Juli untuk masing-masing tipe nippel yaitu 36.587, 57.523, 46.247, 42.756, dan 53.382.
• Dengan membuat penjadwalan produksi dengan metode master production scheduling (MPS). Hasil penjadwalan produksi bulan Mei untuk tipe nippel AN10174BO, AN10175BO, AN10178BO, AN1017BO, dan AN10190BO yaitu 45.000, 75.000, 50.000, 55.000, dan 73.000. Penjadwalan produksi untuk Bulan Juni masing-masing tipe nippel yaitu 32.077, 41.988, 27.565, 35.706, dan 40.000. Bulan Juli yaitu 26.899, 26.208, 31.713, 28.655, dan 26.104.
• Dengan membuat perencanaan kapasitas dengan metode rough cut capacity planning (RCCP). Hasil perencanaan kapasitas dengan menggunakan metode RCCP untuk bahan baku nippel (kuningan) bulan Mei, Juni, dan Juli yaitu kekurangan kapasitas sebesar 30.349, kelebihan kapasitas sebesar 14.152 dan 29.059.
• Untuk meminimalkan biaya total persediaan kuningan sebagai bahan baku nippel yaitu dengan menggunakan metode pemesanan ekonomis (EOQ) dan metode produksi ekonomis (EPQ). Dari perbandingan biaya total persediaan bahan baku kedua metode didapatkan bahwa metode EPQ yang menghasilkan biaya total persediaan minimimum per tahun masing-masing tipe nippel yaitu sebesar Rp 93.307, Rp 98.925, Rp 98.156, Rp 94.353, dan Rp 99.306.
Dari kesimpulan tersebut didapatkan saran untuk membantu perusaahaan khususnya untuk produk nippel. Berikut saran yang diberikan:
• Perlu adanya penyusunan jadwal produki nippel per tiga bulan sekali agar dapat memenuhi permintaan konsumen dan mengevaluasi hasil dari penjadwalan tersebut apakah sesuai atau tidak.
• Untuk menghindari kekurangan persediaan kuningan sebagai bahan baku nippel maka perusahaan perlu menambah jumlah kapasitas produksi di bulan April agar pada bulan Mei tidak mengalami kekurangan kapasitas.
• Perusahaan perlu menerapkan metode EPQ yaitu dengan melakukan penyetokan bahan baku nippel (kuningan) setahun sekali, guna meminimalkan biaya total persediaan.
REFERENSI
Cheng, T. C., Ng, C. T., Kotov, V., & Kovalyov, M. Y. (2009). The EOQ Problem With Decidable Warehouse Capacity: Analysis, Solution Approaches and Applications. Discrete Applied Mathematics, 1 (157): 1806-1808.
Chiu, S. W., Lin, H. D., Wu, M. F., & Yang, J. C. (2011). Determining Replenishment Lot Size and Shipment Policy For An Extended EPQ Model with Delivery and Quality Assurance Issues. Transactions E: Industrial Engineering , 18 (6): 1537-1538.
Dumicic, K., Casni, C. A., & Gogala, Z. (2008). Evaluating Holt's Double Exponential Smoothing and Linear Trend Forecasting of Basic Tourism Time Series In Croatia. Faculty of Economics and Business , 1 (1): 1726-1730.
Gaspersz, V. (2012). Production and Inventory Management For Supply Chain Professional. Bogor: Vinchristo Publication.
Liu, J., & Zheng, H. (2012). Fuzzy Economic Order Quantity Model with Imperfect Items, Shortages and Inspection Errors. Systems Engineering Procedia , 4 (1): 282-289.
Nasution, A. H., & Prasetyawan, Y. (2008). Perencanaan dan Pengendalian Produksi. Surabaya: Graha Ilmu. Pulungan, M. H., Sukardi, & Rofida, S. (2008). Pengendalian Persediaan Bahan Baku Dengan Model P dan Q Pada Kegiatan Camilan di Perusahaan Camilan Tradisional Malang. Jurnal Teknologi Pertanian , 2 (2): 58-73.
R. C. Pratiwi, M. I. (2009). Optimasi Biaya Pada Model Deterministik EPQ (Economic Order Quanitity) dengan Back Order Parsial. 1 (1): 153-157.
Rasbina, A., Sinulingga, S., & Siregar, I. (2013). Perencanaan Jadwal Induk Produksi Pada PT. XYZ. E-Jurnal Teknik Industri , 2 (1): 54-57.
Ristono, A. (2009). Manajemen Persediaan. Yogyakarta: Graha Ilmu.
Rosmiati, Rauf, R. A., & Howara, D. (2013). Analisis Economic Order Quantity Untuk Menentukan Persediaan Bahan Baku. E-Jurnal Agrotekbis , 1 (1): 93-99.
Taleizadeh, A., Najafi, A. A., & Niaki, A. (2010). Economic Production Quantity Model with Scrapped Items and Limited Production Capacity. E-Journal Idustrial Engineering , 17 (1): 58-69.
RIWAYAT HIDUP
Sherlyana Wijayanti lahir di kota Bandar Lampung, Indonesia pada tanggal 24 bulan Januari tahun 1992. Penulis menamatkan pendidikan SMA pada tahun 2009 di SMA Cahaya Sakti Jakarta dan meraih gelar S.T. pada tahun 2013 di Binus University.
Watini lahir di kota Jakarta, Indonesia pada tanggal 30 bulan April tahun 1991. Penulis menamatkan pendidikan SMA pada tahun 2009 di SMA Negeri 85 Jakarta dan meraih gelar S.T. pada tahun 2013 di Binus University.