BAB II TINJAUAN PUSTAKA
Teks penuh
Gambar


Dokumen terkait
Peretakan korosi tegangan dapat dikatakan sebagai kegagalan spontan suatu logam atau paduan oleh retakan sebagai akibat dari pengaruh gabungan antara tegangan yang tinggi dengan
Merupakan mediator utama pada respons terhadap bakteri gram negatif dan berbagai mikroorganisme penyebab infeksi.. sumber utama TNF. TNF memiliki efek biologis
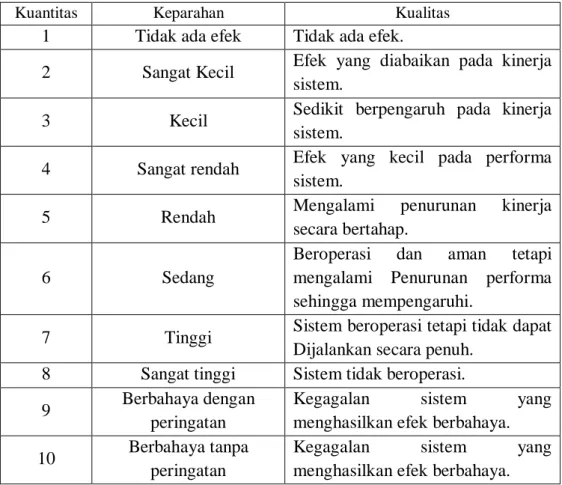
digunakan untuk menemukan kesalahan / defect potensial pada proses, mengidentifikasi potensial cause (penyebab dari kesalahan / defect yang terjadi), mengidentifikasikan
Risiko operasional berkaitan dengan kesalahan manusiawi (human error), kegagalan sistem, dan ketidakcukupan prosedur dan kontrol. 6) Risiko hukum, adalah risiko akibat
Risiko operasional adalah risiko yang berdampak pada operasi, merupakan risiko yang timbul akibat tindakan manusia. Oleh karena itu, kecurangan, ketidakjujuran, kegagalan manajemen,
a) Menggunakan cara berpikir sirkular dalam melihat penjualan sebagai penyebab promosi, bukan sebagai akibat. b) Metode ini menjadikan anggaran ditentukan oleh
Metode FMEA dalam identifikasi potensi bahaya dan penilaian tingkat risiko digunakan bersama metode lain untuk mencari penyebab kecelakaan dan perbaikan yang perlu
Arus atau tegangan tinggi ini terjadi sebagai akibat dari kegagalan dalam sistem menyebabkan kerusakan yang tidak dapat diperbaiki di Windows jaringan dalam waktu singkat karena bentuk
